
Abstract
This research was aimed at determining the surface roughness and surface brightness properties of Scots pine (Pinus sylvestris L.) wood samples to which water-based varnishes were applied after thermo-mechanical densification and heat treatment. Samples; after densifying by compression in the radial direction at two different rates (20 and 40 %) and two different temperatures (110 and 150 °C), samples were subjected to 2 h of heat treatment at 190, 200, and 210 °C. Then, surface of the samples was varnished with one-component (OCW) and two-component (TCW) water-based varnishes. The changes occurring in surface roughness and surface brightness of the samples were determined according to the basis of TS 2495 EN ISO 3274, TS 6212 EN ISO 4288 and TS EN ISO 2813. According to results of the research, surface roughness decreased and surface brightness increased in densified samples. On the other hand, an increase in the heat treatment temperature led to an increase in surface roughness and a decrease in surface brightness. Also, regarding the effect of varnish type on both surface roughness and surface brightness, better results were obtained in the surface OCW applied compared to those TCW applied.
Similar content being viewed by others


Introduction
Wooden materials have been used throughout history in various ways to meet human needs. At present, wood, as an industrial product, has many uses in parallel with technological developments. The increase in human population and new application areas of wooden material has caused a heightened demand, which has increased the need for high-quality wood. This situation necessitates a more efficient use of existing resources, the modification of wood species of low resistance, and their use in this sector, as well as the production of different materials [1]. Wood can be densified and its properties modified not only by filling its void volume with polymers, molten sulfur, or molten metals but also by compressing it under conditions such that the structure is not fractured. Densification is the process where the wood density is increased by reducing the void volume of the lumens in the wood material. This is commonly achieved by compressing the wood in the transverse direction. The first aim of the densification is to improve the mechanical and moisture sorption behavior of the wood [2]. The properties of wooden materials can be improved through compression. However, when compressed wood is subjected to water and high relative humidity, it tends to return its original dimensions. This situation is caused by the extension in cell wall, relaxation of internal stresses formed in the material structure as a result of compression, and, in particular, the cell recovering to its original form [3–6]. Heat modification has become an increasingly important commercial application to improve the stability and performance of wooden materials.
On the European market, several industrial heat treatment processes have been introduced. The most common processes are: the ThermoWood® process (Finland), the Plato process, the retification process, le Bois Perdure, and the oil-heat treatment (OHT) process [7]. Heat treatment leads to permanent changes in molecular structure of the chemical compounds of wood. The fundamental idea underlying this application is to treat wooden material with heat above the temperatures of 150 °C where chemical reactions become accelerated [8, 9]. The properties potentially improved by heat treatment are: biological resistance to fungi and insects, low equilibrium moisture content, increased dimensional stability with respect to the decrease in contraction and expansion, increased thermal insulation capacity, paint adhesion, increased resistance to weathering, variety in decorative colors, and increased potential use [10]. However, an important disadvantage of this application is the decrease in density and resistance properties of the wood material [9, 11–14].
Today, wooden surface layers are commonly used for the protection of the furniture and decorative elements produced from wood and other structural elements. Protective liquid surface treatments such as paints and varnishes are often used to extend the esthetic and economic life of wooden material surfaces [15–17]. The main purpose of a surface treatment is to protect the surface of wood and give it a good appearance. Varnishes and paints are the most used coating materials and are usually the outermost layer of the treated wood. Coating materials consist of binders, fillers, pigments, flatting agents, solvents, and additives. The main properties of the materials to be used for surface treatment depend greatly on the binder. Binder materials commonly used for the treatment of wood include amino resins, polyurethane, acrylate, polyester, and nitrocellulose. Special properties can be achieved by the use of a combination of these materials [18]. At the present time, role and importance of water-based coatings used to create the protective layer are great. The water-based systems are becoming more broadly used with the passage of time owing to their superior characteristics as being more environmentally friendly (lower volatile organic compound-VOC, lower toxic effect, and lower solvent content, etc.) than solvent-based systems and being less harmful for their user [19]. In addition, these systems have good light and fire resistance [18].
In our previous studies, it was determined that combined use of the densification and heat treatment would eliminate the aforementioned disadvantages of the two modification methods and improve the features of the materials. [1, 6]. In light of the literature knowledge, the purpose of this study was to determine effect of the densification, the heat treatment, and the water-based varnishes on surface roughness and surface brightness properties of scots pine (Pinus sylvestris L.) wood. The results of this study are considered to be important because they contribute to the improvement of production methods of various enhanced materials and to the more widespread usage of environmentally friendly products.
Materials and methods
Preparation of wood material
In this study, Scots pine (Pinus sylvestris L.) wood having relatively low density and which has been widely used in the woodworking industry was employed. Trees that were used to prepare samples were obtained from the area of Melet Office of Mesudiye Forest Management in the city of Ordu in Turkey. Round woods, having green moisture content, were cut from their sapwood with an automatically controlled band sawing machine. Cuts were determined by considering sample dimensions as annual rings parallel to the surface (tangent section) and these were transformed into timbers of rough scale. Attention was paid to ensure that no rot, knot, crack, color, or density differences were present in the samples [20]. Samples were initially dried to 12 % moisture in an automatically controlled conventional drying furnace, and afterwards they were brought to the dimensions given in Table 1.
Before the densification process, samples were kept on hold in a conditioning cabin until they reached a stable weight with a relative humidity of 65 ± 3 %, and temperature of 20 ± 2 °C. To prevent possible moisture changes that could occur after conditioning, samples were preserved in plastic bags until the time of densification [21].
Densification
Densification of the samples with the thermo-mechanical (TM) method was performed with a specially designed hydraulic press machine which can achieve pressure and temperature control and whose pressing tray dimensions are 60 × 60 cm2 [1]. Densification process was done by forming four different variations at target compression ratios of 20 and 40 %, with temperatures of 110 ± 5 and 150 ± 5 °C. Densification variations are given in Table 2.
The samples were placed onto the bottom tray of the pressing machine and held under a slight pressure by getting them in contact with the heated bottom and top press tray to provide heat transfer. The samples were kept in this position for a while until their internal temperature reached the target temperature, by checking with a thermometer. Temperature control samples, which were separately located on the pressing tray, were used for controlling internal temperature of the samples. Afterwards, a compression process in radial direction with automatic control at 30 mm/min loading speed was carried out. To obtain targeted compression thickness (10 mm), metal stopping sticks were placed onto the pressing tray at particular intervals [1]. Compressed samples were held under pressure for 10 min, and after this period these samples were taken out from the press machine and cooled to room temperature under a pressure of 5 kg/cm2 in order to minimize spring-back effects.
Heat treatment
Heat treatment was performed on the experimental samples to provide dimensional stability. Heat treatment application was carried out in three stages (1—drying at elevated temperature, 2—heat treatment, 3—cooling and conditioning) according to the methods described in the ThermoWood Handbook [22]. In the first stage, samples were dried to approximately 0 % moisture by increasing furnace temperature with using heat and steam. In the second stage, heat treatment at the proposed temperatures (190, 200, and 210 °C) was applied to the samples during 2 h. In the third stage (conditioning), the temperature was reduced and moisture ratio of the samples was provided to reach 4–6 % by applying water spray.
After heat treatment, experimental samples were properly stored under of 65 ± 3 % relative humidity and 20 ± 2 °C for 2–3 weeks. Afterwards, the samples were cut as to have dimensions of 80 × 80 × 10 mm (length-longitudinal direction × width-tangential direction × thickness-radial direction) and as to be repetitive for 8 times for each test variant. According to TS 2471 after cutting, the samples were kept on hold at a temperature of 20 ± 2 °C and relative humidity of 65 ± 3 % until they reached a stable weight [21]. Then, sample surfaces were ground with 150 and 180 sandpapers and dust was removed using pressurized air, after which they were ready for varnishing.
Varnish
In the varnishing of experimental samples, glossy, water-based, one-component and two-component wood varnishes produced with nanotechnology were used. Resin groups of the varnishes and abbreviation codes used in the study are given in Table 3 and some technical properties are given in Table 4.
The standards stated in ASTM-D 3023 were used in the varnishing of experimental samples [23]. Varnishing applications were carried out using a spray gun with a 0.8 mm spray opening with an air pressure of 1–1.5 bar approximately 20 cm from the sample surfaces. Water-based filling varnish (WF) application onto the surfaces of experimental samples was performed three times at 1 h time intervals between each application according to the advice of producing company. After waiting 24 h, sample surfaces were ground with 280 sandpaper to eliminate fiber swells and to provide surface smoothness. Dust was removed with a soft haired brush. Afterwards, one-component water-based (OCW) finish layer varnish was applied to half of the samples to which WF had been applied and two-component water-based (TCW) finish layer varnish was applied to the other half of the samples. Considering the solid content rates to obtain the uniform thickness of the varnish layer (film) in the wood material surfaces, OCW finish layer varnish application was performed three times at 1 h time intervals between each application and TCW finish layer varnish application was performed twice at 1 h time intervals. To allow complete drying of the varnishes, experimental samples were stored parallel to the ground surface at room temperature for a period of 3 weeks.
Determination of surface roughness
Surface roughness measurements were carried out in accordance with TS 2495 EN ISO 3274 and TS 6212 EN ISO 4288 standards with a Time TR-200 surface roughness tester, which is able to measure successive profile changes [24, 25]. The device measures the surface roughness by obtaining the dent-ridge profile of the surface by moving the 5 µm diameter diamond tip of the scanning needle up and down on the surface of the sample. The central line between the profile dents (valleys) and the ridges (hills) shows the mean roughness (R a ) in µm (Fig. 1). The surface roughness was evaluated in terms of R a in the present study.

Surface profile determined by the scanning needle [26]
After setting the roughness measurement tester to a measuring step length of 2.5 mm and a measurement number of 5 (cutoff), measurements were done perpendicularly to the fibers at two different points on each sample before and after varnishing; arithmetic mean values were recorded as a single value (Fig. 2).

Surface roughness measurement
Determination of surface brightness
Brightness measurements were done in accordance with TS EN ISO 2813 standards using a Gloss meter (Erichsen, A17) [27]. Measurements were done perpendicular and parallel to the fibers for each surface before and after varnishing (Fig. 3). Arithmetic mean values were recorded as a single value.

Surface brightness measurement
For determining the gloss of paint and varnish layers, 20°, 60°, and 85° were used to determine the surface gloss of matte layers, both matte and shiny layers, and very shiny layers, respectively [28]. Measurements were carried out with a gloss meter which measured at 60° ± 2°. The meter was properly varnished before each group measurement and calibrated with black glass with a smooth surface, index of refraction of 1567 and whose gloss is determined as 100 for every geometry.
Statistical analysis
The MSTAT-C software package (Michigan State University, USA) was used for the statistical analysis of the data and to show the effect of densification, heat treatment, and varnish type on surface roughness and brightness of scots pine wood. Analysis of variance (ANOVA) was performed to determine whether there were any significant differences among the experimental samples. ANOVA followed by Duncan’s test was used to show significant differences.
Results and discussion
Surface roughness
Variance analysis results for the surface roughness of the thermo-mechanically densified, heat treated scots pine samples to which water-based varnishes were applied are given in Table 5.
According to variance analysis results, dual interaction of densification-heat treatment and triple interaction of densification-heat treatment-varnish type on the surface roughness values were ineffective; all other effects and reciprocal interactions of these were significant (P ≤ 0.05). Mono comparison results of the Duncan Test conducted using least significant difference (LSD) critical values for densification, heat treatment, and varnish type level are shown in Table 6.
According to results shown in Table 6, the highest roughness value (1.919 µm) at densification level was obtained in the samples undensified, and the lowest value (1.665 µm) was obtained in the samples densified under B2 conditions. After the densification process, a decrease occurred in surface roughness values; lower roughness values were obtained at high compression rates (40 %). This could be caused by the denser structure of the densified wooden material as a result of decreasing intercellular voids [14]. In previous studies, it has been reported that a decrease in surface roughness took place after densification processes [29–32]. Lower surface roughness values were obtained in samples which were densified at 20 or 40 % compression rates at 150 °C. This could be caused by insufficient softening of the samples which were densified at lower temperatures (110 °C) and accordingly by more failures (fracture, cracking, and collapse, etc.) taking place within the cell structure because of compression pressure [14].
The highest surface roughness value (2.124 µm) in the heat treatment level was obtained in the samples heat treated at 210 °C, whereas the lowest surface roughness value (1.546 µm) was obtained in the samples to which the heat treatment was applied at 190 °C. Surface roughness values increased depending on the increase of heat treatment temperature. It can be said that the grinding process performed before varnishing is influential on the results; it was observed that the grinding of the samples where structural damage and mass losses occurred after heat treatment leads to more deformation depending on the increases of heat treatment temperature. This situation effectively decreases surface quality and increases roughness [14]. In a previous study, it was stated that a considerable decrease in abrasion resistance of wooden material occurs in a manner dependent on the temperature increase after the heat treatment process [33]. In another study, it was stated that surface roughness values increase with increasing temperature of the heat treatment applied [34].
The highest roughness value (3.265 µm) in the varnish type level was obtained in the samples unvarnished, and the lowest value (0.997 µm) was obtained in the samples applied to OCW. A decrease in surface roughness values occurred after varnish applications. Moreover, lower roughness values were obtained on the surfaces where OCW was applied compared to the surfaces where TCW was applied. TCW was applied as two layers and OCW was applied as three layers due to the solid content rates after the WF application; therefore, it can be said that OCW, which more effectively fills wooden material pores, was influential on the results. The surface roughness values of scots pine are presented comparatively in Fig. 4.

Comparative appearance of surface roughness values in scots pine
According to Fig. 4, decrease was observed in the roughness values subsequent to densification. The samples which were densified under B2 conditions generally yielded lower roughness values. Roughness value of the samples subjected to heat treatment at 190 °C both prior to and subsequent to varnishing was found lower. Moreover, decrease in the surface roughness after the application of varnish occurred at a higher rate in the samples applied with OCW.
Surface brightness
Variance analysis results for the surface brightness of the thermo-mechanically densified, heat treated scots pine samples to which water-based varnishes were applied are given in Table 7.
The variance analysis results revealed that effects of densification, heat treatment, and varnish type and dual interaction of heat treatment-varnish type on the surface brightness values were significant whereas other interactions were negligible (P ≤ 0.05). Mono comparison results of the Duncan Test conducted using LSD critical values for densification, heat treatment, and varnish type level are shown in Table 8.
According to the results in Table 8, the highest brightness values (55.06, 54.72, and 54.68) at densification level were obtained in the samples densified under B2, A2, and B1 conditions, and the lowest value (53.89) was obtained in the undensified samples. Slight increases in surface brightness values occurred after the densification processes. This might be caused by decreasing roughness values and increasing beam reflection of the sample surfaces. In a previous study, it was demonstrated that densified wooden material might also have a smooth and glossy surface without using any surface coating [35]. Furthermore, it has been claimed that smooth, defect-free surfaces reflect beams coming from a specific direction with same or similar angle [28].
The highest surface brightness value (56.96) in the heat treatment level was obtained in the samples heat treated at 190 °C, whereas the lowest surface brightness value (51.15) was obtained in the samples to which the heat treatment was applied at 210 °C. A decrease in surface brightness values occurred as a result of the increase in heat treatment temperature. This can be explained by the increase in surface roughness values in parallel to the increase in heat treatment temperature. Additionally, it can be said that the change in reflection angle and in the amplitude of the incoming beam, through some amount of absorption because of the color darkening which took place in samples after heat treatment, might have had an effect on the results. It has been previously reported that gloss values of heat treated scots pine samples generally decrease with increasing processing times and temperatures [36].
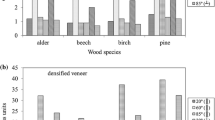
The highest surface brightness value (76.83) in the varnish type level was obtained in the samples applied to OCW, and the lowest value (14.30) was obtained in the samples unvarnished. Remarkable increases in surface brightness values after varnishing applications occurred in comparison to those unvarnished. This is likely caused by the fact that the surface varnish layer reflects the incoming beams at the same or similar angle without reducing the incoming beam’s amplitude. Higher brightness values were obtained on the surfaces where OCW was applied compared to those to which TCW was applied. OCW, which was applied as three thinner layers after the WF application, fills the pores on the wooden material surface better, leading to lower roughness values on these surfaces which are influential on the results. Furthermore, structural differences of the varnishes (resin type, drying mechanism, formulation, etc.) can be influential on the results. It has been previously stated that brightness of the varnish layers depends on roughness of the surface; brightness effect can be provided by a smooth and defect-free varnish layer on a material surface whose pores are completely filled. Also, the angles of incoming and reflected beams between surfaces are equal to each other on a perfectly brightness varnish layer [37]. In another study, in the case that pores within a wooden material could not be completely filled, a smooth surface could not be obtained, which resulted in a reduced layer gloss [38, 39]. The surface brightness values of scots pine are presented comparatively in Fig. 5.

Comparative appearance of surface brightness values in scots pine
According to Fig. 5, a significant change was not observed in the brightness values subsequent to densification. The increase in the temperature of the heat treatment, however, decreased the brightness values. Brightness values increased after the application of varnish and this increase occurred at a higher rate in the samples applied with OCW.
Conclusions
In this study, the surface roughness and the surface brightness properties of scots pine (Pinus silvestris L.) wood applied with water-based varnishes after thermo-mechanically densification and heat treatment have been investigated. After densification processes, a decrease of 13 % in surface roughness and an increase of 2 % in surface brightness occurred. Generally, better results were obtained in the samples densified at a 40 % compression rate compared to those densified at a 20 % compression rate. Better results were also obtained in samples densified at 150 °C compared to those densified at 110 °C. Surface roughness increased and brightness decreased depending on increasing temperature of heat treatment. An increase of 37 % in surface roughness and a decrease of 10 % in surface brightness occurred in samples which were heat treated at 210 °C with respect to those heat treated at 190 °C. Regarding the effect of varnish type on both surface smoothness and surface brightness, OCW, which was applied as three layers according to the solid content rates, gave better results than TCW, which was applied as two layers.
References
Pelit H, Sönmez A, Budakçı M (2015) Effects of thermomechanical densification and heat treatment on density and Brinell hardness of Scots pine (Pinus sylvestris L.) and Eastern beech (Fagus orientalis L.). BioResources 10:3097–3111
Sandberg D, Navi P (2007) Introduction to thermo-hydro-mechanical (THM) wood processing. Report No: 30, ISSN: 1652-8433, Växjö University, Sweden
Seborg RM, Millett MA, Stamm AJ (1956) Heat-stabilized compressed wood (Staypak). Forest Products Laboratory Report No: 1580 (revised), Madison
Kollmann FFP, Kuenzi EW, Stamm AJ (1975) Principles of wood science and technology. II Wood based materials. Springer, Berlin/Heidelberg, pp 139–149
Blomberg J, Persson B, Bexell U (2006) Effects of semi-isostatic densification on anatomy and cell-shape recovery on soaking. Holzforschung 60:322–331
Pelit H, Sönmez A, Budakçı M (2014) Effects of ThermoWood® process combined with thermo-mechanical densification on some physical properties of Scots pine (Pinus sylvestris L.). BioResources 9:4552–4567
Sandberg D, Haller P, Navi P (2013) Thermo-hydro and thermo-hydro-mechanical wood processing—an opportunity for future environmentally friendly wood products. Wood Mat Sci Eng 8:64–88
Cooper P, Wang J (2005) Enhanced value of moderate grade wood through high temperature modification in oil. Value-to-wood Research Report, Project UT1
Boonstra MJ (2008) A two-stage thermal modification of wood. PhD, Dissertation in co-supervision by Ghent University and Université Henry Poincaré, Nancy, France
Korkut S, Kocaefe D (2009) Effect of heat treatment on wood properties. Düzce Univ J For 5:11–34
Bekhta P, Niemz P (2003) Effect of high temperature on the change in color, dimensional stability and mechanical properties of spruce wood. Holzforschung 57:539–546
Esteves B, Velez MA, Domingos I, Pereira H (2007) Influence of steam heating on the properties of pine (Pinus pinaster) and eucalypt (Eucalyptus globulus) wood. Wood Sci Technol 41:193–207
Guo F, Huang R, Lu J, Chen Z, Cao Y (2014) Evaluating the effect of heat treating temperature and duration on selected wood properties using comprehensive cluster analysis. J Wood Sci 60:255–262
Pelit H (2014) The effects of densification and heat treatment on finishing process with some technological properties of Eastern beech and scots pine. PhD, Gazi University, Ankara, Turkey
Kurtoğlu A (2000) Wood material surface treatments, 1st edn. Istanbul University Faculty of Forestry, Istanbul
Sönmez A, Budakçı M, Bayram M (2009) Effect of wood moisture content on adhesion of varnish coatings. Sci Res Essay 4:1432–1437
Budakçı M, Sönmez A (2010) Determining adhesion strength of some wood varnishes on different wood surfaces. J Fac Eng Archit Gaz 25:111–118
Rowell RM (ed) (2012) Handbook of wood chemistry and wood composites. CRC Press, Boca Raton
Sönmez A, Budakçı M, Pelit H (2011) The effect of moisture content of the wood on layer performance of water borne varnishes. BioResources 6:3166–3177
TS 2470 (1976) Sampling methods and general requirements for physical and mechanical tests in wood. Turkish Standards Institution, Ankara
TS 2471 (1976) Determination of moisture content for physical and mechanical tests in wood. Turkish Standards Institution, Ankara
Finnish Thermowood Association (2003) ThermoWood handbook. FIN-00171, Helsinki, Finland
ASTM D3023-98 (2011) Standard practice for determination of resistance of factory-applied coatings on wood products to stains and reagents. American Society for Testing and Materials
TS 2495 EN ISO 3274 (2005) Geometrical product specifications (GPS)—surface texture: profile method—nominal characteristics of contact (stylus) instruments. Turkish Standards Institution, Ankara
TS 6212 EN ISO 4288 (1999) Geometrical product specifications (GPS) surface texture: profile method- rules and procedures for the assesment of surface texture. Turkish Standards Institution, Ankara
Söğütlü C (2005) The effect of some factors on surface roughness of sanded wood material. J Polytech 8:345–350
TS EN ISO 2813 (2014) Paints and varnishes-determination of gloss value at 20 degrees, 60 degrees and 85 degrees. Turkish Standards Institution, Ankara
Sönmez A (1989) Durability of varnishes used on surfaces of wood furniture against important physical, mechanical, and chemical effects. PhD, Gazi University, Ankara, Turkey
Adlam R (2005) Thermomechanical densification of timber: initial investigations of the potential of softwood timber. Project No: PN03.3802, Forest and Wood Products Research and Development Corporation, Australian
Santos CMT, Del Menezzi CH, de Souza MR (2012) Properties of thermo-mechanically treated wood from Pinus caribaea var. hondurensis. BioResources 7:1850–1865
Arruda LM, Del Menezzi CH (2013) Effect of thermomechanical treatment on physical properties of wood veneers. Int Wood Prod J 4:217–224
İmirzi HÖ, Ülker O, Burdurlu E (2013) Effect of densification temperature and some surfacing techniques on the surface roughness of densified scots pine (Pinus sylvestris L.). BioResources 9:191–209
Sefil Y (2010) Physical and mechanical properties of fir and beech woods heat-treated using the ThermoWood process. MSc, Karabuk University, Karabuk, Turkey
Budakçı M, Ilçe AC, Korkut DS, Gurleyen T (2011) Evaluating the surface roughness of heat-treated wood cut with different circular saws. BioResources 6:4247–4258
Lamason C, Gong M (2007) Optimization of pressing parameters for mechanically surface-densified aspen. Forest Prod J 57:64–68
Aksoy A, Deveci M, Baysal E, Toker H (2011) Colour and gloss changes of scots pine after heat modification. Wood Res 56:329–336
Şanıvar N (2001) Woodworking finishing processes, 4th edn. Milli Eğitim Basımevi, Istanbul
Sönmez A, Budakçı M, Yakın M (2004) Effect of application methods on the hardness gloss and adhesion strength of waterborne varnish coating on the wooden surface. J Polytech 7:229–235
Demirci Z, Sönmez A, Budakçı M (2013) Effect of thermal ageing on the gloss and the adhesion strength of the wood varnish layers. BioResources 8:1852–1867
Acknowledgments
This study is derived from the doctoral thesis called “The effects of densification and heat treatment on finishing process with some technological properties of Eastern beech and scots pine”.
Author information
Authors and Affiliations
Corresponding author
About this article

Cite this article
Pelit, H., Budakçı, M., Sönmez, A. et al. Surface roughness and brightness of scots pine (Pinus sylvestris) applied with water-based varnish after densification and heat treatment. J Wood Sci 61, 586–594 (2015). https://doi.org/10.1007/s10086-015-1506-7
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s10086-015-1506-7