
Abstract
In this study, an experimental study was conducted on the nailed timber–plywood–timber joints extended from the standard wall–floor joints of wooden light frame constructions, where the bottom plates of shear walls are nailed to the floors consisting of joists and floor sheathings nailed to them. The principal conclusions are as follows: The allowable lateral resistance of the nailed timber–plywood–timber joints can roundly be estimated by neglecting the plywood panels if their densities are higher than those of the timber main-members and they are fastened effectively onto the timber main-members. The stiffness of the timber–plywood–timber joints is less than that of the control timber–timber joints, which is improved by increasing the number of nails used to fasten the plywood panels onto the timber main-members. The stiffness of the joints whose floor sheathings are glued onto the joists is equivalent to the control timber–timber joints. The timber–plywood–timber joints with appropriate specifications have greater energy capacity until the failure than that of the control timber–timber joints. This ensures their energy capacity, which is important in dynamic resistance, to be equivalent to the control timber–timber joints.
Similar content being viewed by others

Introduction
In wooden light frame constructions, floors consist of joists and floor sheathings of plywood or other sheet materials fastened to the joists generally with CN50 nails according to JIS A5508. Shear walls are fastened to these floors generally with CN90 nails according to JIS A5508 at their bottom plates [1, 2], where the bottom plates of the shear walls are fastened to the joists with CN90 nails through the floor sheathings fastened to the joists with CN50 nails themselves. In this structural system, the lateral forces applied to the shear walls are partially transmitted from the bottom plates to the joists directly via CN90 nails, and the remained lateral forces are transmitted through the joints with CN50 nails between the floor sheathings and the joists. The current design standard of timber structures [3] does not provide the allowable lateral resistance of the nailed joints in this combined system. Structural designers, therefore, cannot determine the working resistance for arbitrary combinations of materials and nails. Some studies [4–6] showed the models to calculate the lateral resistance of joints with interlayer, which were connected with nails or a dowel. However, those models assumed no connection or rigid connection between the interlayer and timber. It is then need to understand the actual behavior of the joints with interlayer slips for practical design of the joints considered in this study. The evaluation of allowable working resistance of nailed joints of various combinations has also become demanded for developing various construction systems including prefabrication of structural or non-structural components. An example of demand may be the installation of external thermal-insulation components that are expected to have structural resistance too [7], which is practical for one-stroke repair of thermal-insulation and earthquake-proof reinforcement. From this background, we conducted an experimental study on the nailed timber–plywood–timber joints extended from the standard wall–floor joints of wooden light frame constructions.
Materials and methods
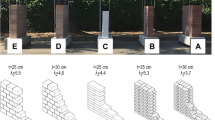
In this study, timber–plywood–timber joint specimens were assembled as shown in Fig. 1. A couple of plywood panels were fastened with CN50 nails onto both edges of a timber main-member. Next, a couple of timber side-members were fastened with a couple of CN90 nails (one nail per one side) to the timber main-member through the plywood panels. The timber main-member, the plywood panels and the timber side-members in Fig. 1 substituted for the joists, the floor sheathings and the bottom plates in actual light frame constructions, respectively. In the practical specification of light frame constructions [1], CN50 nails are arranged at the spacing of 150 mm or less and CN90 nails are arranged at the spacing of 500 mm or less for two-story buildings. For the shear walls on the first floors of three-story buildings the spacing of CN90 nails is 250 mm or less. These arrangements resulted actually in the combination of three CN50 nails and one or two CN90 nails. To examine the effective lateral resistance due to the number of CN50 nails covering these combinations, the plywood sheathing panel was fastened to the main-member with 0, 1, 2, 3 or 4 CN50 nails and the timber side-member was fastened with a CN90 nail per each side as shown in Fig. 1 (TPTc0, TPTc1, TPTc2, TPTc3, TPTc4). In the specimens with no CN50 nails, the plywood panels were simply inserted and fastened only with CN90 nails pierced from the side-members to the main-members. In this case, CN90 nails were gripped by the plywood panels, though they were free from both the main-members and the side-members except frictional resistance. This grip might increase the pull-off resistance of nails through the plywood and the bearing resistance due to inclination of nails inside the plywood. To eliminate this possible effect, CN90 nails were placed inside large holes of the plywood panels fastened with 4 or no CN50 nails to the main-members in some specimens as shown in Fig. 2 (TPTf0, TPTf4). To simulate very strong fixing between the plywood panels and the main-members, on the other hand, they were glued to each other with polyurethane adhesive in a kind of specimens (TPTcG in Fig. 1). The side-members were directly fastened to the main-members with CN90 nails without inserting the plywood panels as a control condition (Fig. 3a) and only the plywood panels were fastened to the main-members with CN50 nails without laying timber side-members on them in the other control condition (Fig. 3b). For the joint type TT in Fig. 3a, two CN90 nails were located out of line with each other to avoid the contact at their points. Detailed configurations of the 9 sets of the specimens above are shown in Figs. 1, 2 and 3 and general composition of the tested specimens in regard to 1 single shear section is shown in Table 1. Six replications were prepared for each configuration. The nails were positioned according to the standard margins and spacing [3]. All nails were hammered moderately to avoid initial friction between the timber side-members and the plywood panels or between the plywood panels and the timber main-members [3]. The plywood panels were pitted at the nailed positions to a depth and a diameter slightly greater than the thickness and diameter of the heads of CN50 nails before fastened to the main-member to keep the nail heads inside these pits, which avoided both the mechanical resistance between the side-members and the protruded nail heads and the initial friction between the plywood panels and the timber main-members caused by tight hammering.

Schematic illustration of nailed timber-plywood-timber joints. d and g, 15 and 12 times diameter of CN50 nail, respectively; h, 12 times diameter of CN90 nail

Schematic illustration of nailed timber–plywood–timber joints with large hole in plywood panel

Schematic illustration of a nailed timber–timber joints and b nailed plywood–timber joints
Specimens were assembled using S-P-F 204 lumber [8] as the main and side-members and 15-mm thick karamatsu (Larix kaempferi) plywood of 2nd grade standardized by JAS [9]. The main-members, the side-members and the plywood were divided among the joint types so that the average and the standard deviation of member density of each joint type had similar values. The average wood density of the main-members and the side-members was 462 kg/m3 (standard deviation 34.4 kg/m3) and its average moisture content was 10.3% (standard deviation 0.30%). The average density of the plywood panels was 506 kg/m3 (standard deviation 26.3 kg/m3) and its average moisture content was 8.75% (standard deviation 0.62%).
The joints were loaded parallel to the grain of main-members and side-members and that of the face veneers of the plywood panels. The joint specimens were fixed onto the testing machine as shown in Fig. 4 and thrust up and down by a hydraulic cylinder, capable of taking outputs up to 113 kN. A load cell, capable of taking measurements up to 10 kN, and 2 couples of displacement transducers, capable of taking slip readings up to 50 and 30 mm, respectively, fixed on both sides of the specimens were used to measure load and displacements. Two couples of displacement transducers were used to measure the total relative slips between the side-members and main-members and the partial relative slips between the plywood panels and main-members. The joint specimens were loaded under the displacement control system. Three specimens out of 6 specimens for every set were tested monotonically until the joint completely failed and the other 3 specimens of every set were tested cyclically. Under the cyclic mode, load was applied repetitively to the joint at 4 total relative slip levels (1, 2, 3 and 4 mm), which were determined from the overview of monotonic test results, and each level consisted of 3 cycles. After the cyclic loadings, the joints were loaded monotonically until complete failure. The obtained load–slip data were modified to those per a CN90 nail by halving the entire load data.

Configuration of the specimen set-up on the testing machine. (a) monotonic loading mode, (b) cyclic loading mode
Results and discussion
The envelope load–slip curves extracted from the data of the cyclic tests were discussed collectively with those of monotonic tests, since the former curves did not differ much from the latter curves except for slight decrease of stiffness beyond yield points and maximum loads. The resultant average load–slip curves of all joint configurations are compared in Fig. 5. The total slips in Fig. 5 consisted of two slip components; the first component was the slips between the main-members and the plywood panels and the second component was the slips between the plywood panels and the side-members. The load–slip curves of the first and second slip components are shown in Figs. 6 and 7, respectively. The dotted parts of the curves in Figs. 5, 6 and 7 show rough load–slip behavior after the weakest specimen of the same testing condition failed. These parts of the load–slip curves were calculated assuming that the failed specimens kept no resistance after the failures, i.e. the summation of loads of the surviving specimens were divided by six. Figure 6 do not show the load–slip curves for the following three joint configurations with no slips between the main-members and the plywood panels, i.e. the control timber–timber joints, the joints whose plywood panels were glued and the joints with large holes around the CN 90 nails in the plywood panels nailed to the main-members with 4 CN50 nails. The load–slip curves in Fig. 7 for these configurations are the same as those in Fig. 5. The average load–slip curve of the plywood–timber joints with CN50 nails, which did not have timber side-members, is not shown in Fig. 7, and the curve in Fig. 6 is the same as that in Fig. 5. The ratio of the slips between each member at 1 mm of total slip and slip at the maximum load is shown in Fig. 8. The joint types TT, TP, TPTcG and TPTf4 are not shown in Fig. 8 for the reason described concerning Figs. 6 and 7. Comparison among the joints with 0, 1, 2, 3 and 4 CN50 nails in Fig. 6 showed that the slip components between the main-members and the plywood panels decreased as the number of CN50 nails increased. The slip components between the plywood panels and the side-members, on the other hand, differed little from each other except the joints with no CN50 nails up to the maximum loads as shown in Fig. 7, though the load–slip characteristics after reaching the maximum loads depended on the number of CN50 nails. The slips between the main-members and the plywood panels, however, were relatively small in comparison with the slips between the plywood panels and the side-members for the materials and the joint configuration of this study as shown in Fig. 8. As a result, the load–slip curves of the joints with 1, 2, 3 and 4 CN50 nails in Fig. 5 varied a little with some reduction of stiffness related to the number of CN50 nails, though the joints with no CN50 nails had far less lateral resistance than them. The joints with large holes in the plywood panels around the CN90 nails, with or without CN50 nails, had less lateral resistance than the joints with no CN50 nails above. Incidentally, the joints with large holes in the plywood panels may intimate the qualitative load–slip behavior of the joints with gaps or free spans of fasteners, such as the joints between the external wall members and thermal-insulation panels with long fasteners. The maximum resistance of the joints with 1, 2, 3 and 4 CN50 nails varied little regardless of the number of nails and it was greater than that of the control timber–timber joints as shown in the same figure contrary to the prediction before testing. The joints with the plywood panels glued to the main-member had greater lateral resistance as shown in Fig. 5. A reason of this greater resistance may be a little higher average density of the plywood used in this study in comparison with the timber main-members. The difference in the load–slip curves between the control timber–timber joints and the timber–plywood–timber joints with the glued plywood panels in Fig. 5, however, seems too greater than inferred from the difference in material density. It may arise from the two-way mechanical resistance of plywood resulting from its cross-laminated construction, which gives embedment hardening effect after yielding and high split resistance by the beam action of wood fibers of cross veneers, though we have insufficient information to discuss this composite mechanical behavior in detail at present.

Relations between load per one side of joints and slip between main-member and side-member

Relations between load per one side of joints and slip between main-member and plywood panel

Relations between load per one side of joints and slip between plywood panel and side-member

Ratio of slip between main-member and plywood and plywood and side-member to total slip of nailed joints. δM-P, slip between main-member and plywood; δ P–S, slip between plywood and side-member; δ M–S, slip between main-member and side-member; δ 1mm, 1 mm of slip between main-member and side-member; δ p, slip at maximum load
The characteristic values for determining the allowable resistance of the joints following the standard procedure [10] and the resultant allowable resistance are shown in Table 2. The most practically important conclusion found in Table 2 is that the nailed timber–plywood–timber joints tested in this study can be estimated their allowable lateral resistance (P a in Table 2) roundly by regarding them as the prototypic timber–timber joints if the densities of the plywood panels are ensured to be higher than those of the timber main-members and the plywood panels are fastened effectively onto the timber main-members. The required number of CN50 nails per a CN90 nail is one or more for the specifications considered in this study to enable the application of the allowable lateral resistance calculated for the prototypic timber–timber joints. This result seems to confirm the practical suitability of the current standard specifications for the wall–floor joints of the timber light frame constructions, i.e. one and a half or three CN50 nails per a CN90 nail. The joint stiffness (K in Table 2) of the timber–plywood–timber joints calculated based on the yield loads is less than that of the control timber–timber joints, which is the result of similar yield loads (P y) and larger yield slips (δ y) of the timber–plywood–timber joints. This disadvantage of inserting the plywood panels is improved by increasing the number of CN50 nails as can be seen in Figs. 5 and 6 and Table 2. The quantitative effect of the number of CN50 nails on the load–slip curves of the timber–plywood–timber joints is not easily estimated. Because the number of CN50 nails affects not only the share of the lateral forces transmitted directly via CN90 nails and via plywood and CN50 nails but also the whole deflection curves of CN90 nails from the nail tips to the nail heads in combined mechanical behavior of the joints.
In actual timber light frame constructions, floor sheathings are often glued onto the joists to improve the vertical bending stiffness of floors and/or to prevent creaks. The wall–floor joints of this kind naturally have the equivalent stiffness to the control timber–timber joints. The ultimate slips (δ u) of the timber–plywood–timber joints, which were defined as the slips at the loads declined to 80% of the maximum resistance [10], increased as the number of CN50 nails increased. As the result, the energy capacity until the failure (U) corresponded to the ultimate slips (δ u) increased as the number of CN50 nails increased. The energy capacity of the timber–plywood–timber with one or more CN50 nails, in any case, was greater than that of the control timber–timber joints. This result ensures their energy capacity, which is important in dynamic resistance, to be equivalent to the control timber–timber joints.
Conclusion
An experimental study was conducted on the timber–plywood–timber joints of several configurations, which gave the following conclusions.
-
1.
The allowable lateral resistance of the nailed timber–plywood–timber joints tested in this study can roundly be estimated by neglecting the plywood panels if their densities are higher than those of the timber main-members and they are fastened effectively onto the timber main-members. The required number of CN50 nails per a CN90 nail is one or more for the specifications considered in this study. This result confirms the practical suitability of the current standard specifications for the wall–floor joints of wooden light frame constructions.
-
2.
The stiffness of the timber–plywood–timber joints calculated based on the yield loads is less than that of the control timber–timber joints. This disadvantage is improved by increasing the number of CN50 nails. If the floor sheathings are glued onto the joists, the stiffness of the joints is naturally equivalent to the control timber–timber joints.
-
3.
The timber–plywood–timber joints with appropriate specifications have greater energy capacity until the failure than that of the control timber–timber joints. This ensures their energy capacity, which is important in dynamic resistance, to be equivalent to the control timber–timber joints.
References
Notification No. 1541 of the Ministry of Land, Infrastructure, Transport and Tourism (in Japanese), October 15, 2001
Meng Q, Hirai T, Sawata K, Sasaki Y, Koizumi A, Uematsu T (2010) Effect of frictional force on lateral resistance of wall–floor joints of wooden light frame constructions (in Japanese). Mokuzai Gakkaishi 56:48–54
Architectural Institute of Japan (2006) Standard for structural design of timber structures (in Japanese). Architectural Institute of Japan, Tokyo, pp 266–278, 367–376
Johnsson H, Lukaszewska E (2004) Nailed timber joints with a thick interlayer. In: Proceedings, 8th world conference on timber engineering, Lahti, pp 281–284
Blass HJ, Laskewitz B (2000) Load-carrying capacity of joints with dowel-type fasteners and interlayers. In: Proceedings, CIB-W18, Delft, paper 33-7-6
Dias AMPG, Lopes SMR, Van de Kuilen JWG, Cruz HMP (2007) Load-carrying capacity of timber-concrete joints with dowel-type fasteners. J Struct Eng 133:720–727
Uematsu T, Kamata N, Katayama D, Sasaki T, Chiba T (2010) Development of wooden share wall with additional external insulation (in Japanese). In: Summaries of technical papers, annual meeting of the Architectural Institute of Japan: structure system, pp 321–322
Japanese Agricultural Standard for Dimension Lumber of Wooden Light Frame Construction (2010) Japanese Agricultural Standard Association, Tokyo
Japanese Agricultural Standard for Plywood (2008) Japanese Agricultural Standard Association, Tokyo
Japan 2X4 Home Builders Association (2002) Structural design guidelines for wood frame construction (in Japanese). Japan 2×4 Home Builders Association, Tokyo, pp 214–216
Author information
Authors and Affiliations
Corresponding author
About this article
Cite this article
Wanyama, O.G., Sawata, K., Hirai, T. et al. Effective lateral resistance of timber–plywood–timber joints connected with nails. J Wood Sci 58, 315–321 (2012). https://doi.org/10.1007/s10086-012-1250-1
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s10086-012-1250-1