
Abstract
The inclusion of nanoparticles makes the composite not only stronger but also lighter and highly resistant towards wear among many other positive attributes. However, the high hardness and abrasive characteristics of the composites make machining a formidable task. Hence to surmount these challenges, various coolant conditions have been entailed like dry machining, flood cooling, minimum quantity lubrication (MQL), and cryogenic (cryo) CO2 cooling. This investigation encompasses the influence of diverse coolant techniques during the machining of as casted aluminium with nano silicon carbide (Al/n-SiC) composite. This study further incites the analysis of the machining temperature, surface characteristics, flank wear, and chip morphology under each coolant techniques. The outcomes of this investigation furnish a comprehensive understanding of the impact of distinct coolant environments on the machining performance of Al/n-SiC composite. The cutting temperature under cryo-CO2 was found to be lowered by 41–47%, 15–21%, and 8–12% when compared to the usage of dry, flood, and MQL, respectively. The study unveils that cryo-CO2 cooling developed the lowest machining temperature, followed by MQL, flood cooling, and dry machining. Furthermore, cryo-CO2 cooling and MQL exhibited the best outcome in terms of flank wear and surface characteristics. The verdicts of this investigation suggest the use of cryo-CO2 cooling and MQL makes eloquent improvement in the machining performances of Al/n-SiC composites.
Similar content being viewed by others
Avoid common mistakes on your manuscript.
1 Introduction
The appropriate or right choice of materials for the desired applications is always been a challenge for any engineer. In the current scenario, making a successful design is not the only challenge for an engineer to confront, but also to meet the fast and ever-growing demands [1]. Material characteristics are highly influenced by the working environment and the types of loading. It becomes imperative for the design engineers to make the right decision in the selection of the material or to develop a material tailored to the needs [2]. Depending upon the applications, a product needs a combination of various material characteristics, which is not possible with a single monolithic material. This calls for a need to develop a material by combining two or more materials, either in the form of alloys or composites [3].
A composite is developed by blending two or more distinct materials at distinct proportions. Currently, aluminium (Al)-based metal matrix composites (MMC) are in high demand for their lightweight characteristics, augmented specific strength, good wear resistance, and many other desirable characteristics [4]. Applications of Al-MMC are extremely high in various fields like automotive sectors, aviation industries, military and many more for the development of components like pistons, valves, and transmission elements [5]. Composites are classified based on the matrix material, reinforcements, and orientation; it also differs in its processing techniques. The stir casting technique is a method in which a mechanical stirrer is introduced to produce a vortex to ensure uniform distribution of the reinforcement particles. This method is widely used for its cost-effectiveness and its suitability for mass production [6,7,8]. Composites are generally difficult to machine (DTM) due to inclusion of hard reinforcement particles and their non-homogeneous nature; hence, the conversion of MMCs into a desired product is a complex task. Hence, optimizing the cutting parameters and reduction of tool wear becomes exigent while machining DTM materials like MMCs, reinforced with hard particles like SiC, Al2O3, B4C, and TiB2. Cutting fluids (CFs) are widely used for cooling and lubrication (C/L) to prevent wear in the tool and thus augmenting its life span. On the other hand, CFs has a negative influence on environmental safety. Though dry machining condition compliments a safe environment, it also possesses certain downsides like poor surface finish and less precise products [9]. In the case of machining MMCs under dry machining, raises a concern towards the tool’s life. In today’s machining scenario, coated tools are widely employed in the form of solid-coated inserts. Coated tools normally exhibited better machining performance and prolonged tool life [10]. The coating enhances the tool characteristics with augmented hardness and toughness, improved thermal stability, increased resistance to oxidation, and low coefficient of friction. These enhanced characteristics of coated tools aid in achieving good surface quality of finished goods with fewer cutting forces involved [11]. Investigations on coated tool behaviour under different cutting conditions aiming at improving tool life and other machining performances are highly in demand for high and quality production. Consequently, researchers turned their interest towards optimizing and comparing the machining under flood condition, MQL, and cryogenics [12, 13]. By having considerations towards the machining process, materials to be machined, and the tool material, the selection of appropriate coolants and its disposal remains a challenging task [14, 15].
The MQL method has gained popularity due to its cost-effectiveness and its ability to shield both the human health and the atmosphere [16, 17]. This technique combines the benefits of dry and traditional lubrication methods [18]. The MQL system offers multiple advantages such as reducing production expenses by up to 15%, safeguarding worker and environmental health, improving the life of the tool, and shear strength [19]. Essentially, the use of MQL method involves atomized spraying in a tiny amount (10–100 ml/h) of oil into the cutting area using pressurized air. Compared to conventional and dry machining techniques, MQL minimizes the fog and also the losses due to the influence of thermal impacts on the cutting tool; reduces heat at the tool-workpiece (W/p) junction; lessens cutting tool wear, and lowers the production expenses [20]. Bedi et al. [21] examined the use of rice bran and coconut oil while cutting the AISI 304 stainless steel using MQL. While comparing the no coolant (dry), MQL with rice bran oil displays lower tool-tip temperature, abridged extent of tool wear, lesser cutting force, and better-machined face smoothness. Özbek et al. [22] examined the effect of TiCN/Al2O3/TiN-coated cemented carbide tools in cutting of Vanadis 10 using MQL and dry condition. The statistical analysis found the utmost effective parameter on average surface roughness was the cutting environment (86.31%). Fernando et al. [23] examined the end milling experiments using various speed-feed combinations to understand the machinability problems related to the created hybrid MMC and were then compared with various cutting conditions. For various speeds, MQL decreased the roughness across dry and flood machining settings by roughly 31.71–39.16 and 16–37.24%, respectively. Due to its C/L effect, vegetable oil infused MQL possesses the propensity to lessen the serration and decrease grain dimensions. Cai et al. [24] proposed an analytical model for milling temperature prediction at the W/p flank face with MQL application. Utilizing milling experiment data, the model is verified. The suggested model offers an acceptable temperature forecast in comparison to the experimental findings, with an average absolute error of 10.38%. Cai et al. [25] proposed an analytical model for residual stress prediction in milling with MQL based on boundary lubrication effect and chip formation. The suggested model was verified using experimental data from magnesium alloy, and an acceptable validation result was achieved. Growing in popularity and acceptability as a non-toxic, safe, and risk-free method that produces better structural components is cryogenic-aided machining [26]. Machining efficiency under cryogenic conditions was assessed by Pusavec et al. [27] Different combinations of C/L machining conditions have been analysed in terms of their effects on the surface integrity features of the machined faces as a function of machining depth. The findings demonstrate that all key surface integrity characteristics can be enhanced through the use of cryogenic machining methods.
The thorough and meticulous analysis of the literature demonstrates that no significant effort has been made to examine the subsurface integrity and deformations during the milling of Al/n-Sic composites. This study compares the MMC’s performance under varying cooling settings by measuring its temperature, surface integrity, flank wear, and microstructure (dry, flood, MQL, and cryo-CO2). The milling trials were performed on a vertical milling centre.
2 Materials and methods
2.1 Preparation of Al composite
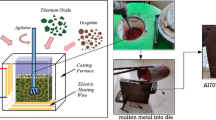
The Al 8011-based composite was factory-made by reinforcing SiC nanoparticles as the reinforcement material. The fabrication was performed by stir casting approach in which as bought Al 8011 was heated to a temperature of 780°C in the muffle furnace in which Al alloy turns into molten state. The SiC nano particles were maintained constant at a 10% weight fraction, with its size ranging from 40 to 60 nm. The stirring was done at 700 rpm and retained for 20 min, after which the stirrer had been raised to the predetermined optimum level, followed by the mixture of molten Al alloy and the nano-SiC particles poured into the preheated mold of the required shape (Fig. 1).

Stir casting setup for making Al/n-SiC composite
2.2 Chemical composition
Al 8011 was considered as the matrix material, while SiC particles at the nano level (40–60 nm) were considered as the reinforcement. EDS mapping is presented in Fig. 2. SiC is a hard material that is primarily produced by the carbothermal extraction of silica, which is typically accomplished using the Acheson process.

Elemental mapping of chemical elements before machining Al/n-SiC
2.3 Experimental setup
The samples required for this examination were made using the stir casting technique, with the measure of 100×100×10 mm3. The milling trials were carried out using the COSMOS vertical machining centre, as displayed in Fig. 3. The cutting parameters and the insert specifications used in this study are presented in Table 1. Prior to the performance of the trials, the surfaces of the cast samples were pre-machined to be flat and smooth which otherwise would have a higher level of surface irregularity which may lead to a highly variable and uneven chip load, adding a large amount of uncertainty in the test findings. The roughness measure found before the pre-machining was 11.75 μm.

Experimental setup and measurement
2.4 Cutting environments
Flood condition for cooling was achieved by combining soluble oil with water at 1:20 ratio. To maintain a low temperature at the cutting place, coolant is supplied at 5 bar pressure under flood cooling conditions. The MQL flow is maintained proportional to the size of the drop and the speed of the transmitting media. Moreover, the amount of droplets impinges and the nozzle positioning is considered as the significant aspects in MQL’s cooling execution. Canola oil was engaged for the examination during MQL coolant condition. The pressure was maintained at 8 bar with a flow rate of 60 ml/hr. The cryo-CO2 coolant (−79.05 °C) was designed to carry liquefied gas at a 45° angle to the W/p-tool junction. The CO2 was sprayed at the cutting area at a pressure of 3 bar with the aid of appropriate pressure maintained within the cryo tank without the use of any additional energy.
2.5 Measurement methods
An infrared (IR) camera with a non-contact heat transfer coefficient (HTC) ranging from 50 to 1500 °C was employed to evaluate the heat created at the cutting area, while the thermometer was positioned at a 45° angle. The assessment of surface quality in this study relied on the average surface roughness (Ra) component, which is broadly bound within the acceptable range in the industrial sectors. The SE-3500 tester was used to measure the Ra of the machined faces. After each trial, the cutting insert was removed and inspected for the Vb, while the cutter wear was assessed using a video recording instrument (VMD-2010F). The mechanism of tool wear, chip structure, and defects in the machined area were analysed using a ZEISS Gemini SEM 460 scanning electron microscope (SEM). Furthermore, the hardness of the machined face and the microstructure was assessed with a help of Mitutoyo hardness tester and microstructure analyser, respectively.
3 Results and discussion
3.1 Cutting temperature
The progression in machining, followed by the formation of chips expend a lot of energy, increasing the heat at the cutting place. During dry cutting, the highest cutting temperature (CT) was observed. The CT produced at the tool-chip junction increases monotonically in line with the changes with Vc. The temperature variation during cutting of Al/n-SiC with various lubricating media and speed-feed blends are displayed in Fig. 4. The as casted work material showed the lowest temperature of 67 °C at a speed of 90 m/min and the highest with 143 °C at a speed of 120 m/min. During the Al/n-SiC machining, the MQL technology has the most pronounced impact. In regard to CT, CO2 reduced the temperature by 41–47%, 15–21%, and 8–12% when compared to the usage of dry, flood, and MQL, respectively. Whenever the CF was employed in the cutting region, there exists a noticeable decrease in CT. The forced convection produced by the deployment of CF dissipates the CT. The study findings confirmed the hypothesis, showing that using the MQL system significantly reduced CT [28]. A tiny amount of oil spray helps to reduce the CT by developing a thin film layer, effectively occupying the tool-work material interface. The Cryo-CO2 cooling is a better cooling technique than dry, flood and MQL cutting environments. The CT is typically reduced to its lowest level with cryo cooling; this assertion was backed up by numerous researchers [28, 29]. From the inference, MQL with its higher degree of lubricating is more effective in controlling the CT in relation to dry and flood cooling strategy. By lowering friction, the lubricating ability of the oil in the MQL system controls the heat generated in the cutting region.

Cutting temperature results in milling of Al/n-SiC composites under distinct environments: a 90 m/min and b 120 m/min
3.2 Surface roughness
The mechanisms behind the removal of SiC particles (reinforcement) from the Al (matrix) during machining with single point cutting tool are presented in Fig. 5. The manner with which the particles are removed from the matrix material is discussed based on how the particles confront the tool, the temperature developed during interaction of tool, the material and forces encountered. From the experiments, it is evident that SiC particles were removed by either broken or fractured, by getting sheared off, by developing micro cracks within, and by being pulled out and sometimes even gets dislocated/repositioned by being pressing by the tool with high force. This kind of removal of SiC particles happens based on the binding or interactions strength between the particles and the matrix material that is generated during its development process. This behaviour of particles will lead to the development of micro craters over the machined surfaces, thus providing temporary space for the coolant oil. This retainment of the coolant in the craters will support in effective C/L while machining, resulting in an augmented surface finish.

Behaviour of SiC particles in machining
To assess the level of the machined surface’s quality, the typical Ra was measured. The difference in Ra for various speed cum feed combinations along with distinct environmental circumstances are displayed in Fig. 6. Damaged chips and worn tool geometry influence the cutting process, resulting in a surface of lower quality. The lowest value discovered during milling the casted samples was 1.07 μm, and the highest value was 2.1 μm. MQL creates the best surface in case of as cast composite. High oil lubricity and a minimum cooling effect due to compressed air are the causes for product’s high quality. The oil particles accumulated in the form of a thin layer at the point where the insert and the work material meets [29].

Surface roughness results in milling of Al/n-SiC composites under distinct environments: a 90 m/min and b 120 m/min
When cutting casted Al/n-SiC, Suresh Kumar Reddy et al. [30] noticed a high side flow of the workpiece material as an outcome of raised heat under the no coolant cutting strategy. It is clear from the comparison of MQL and cryo-CO2 regimes, it is evident that the cryo-CO2 condition produced higher Ra values. However, from the analysis performed in existing literature, it is evident that this might differ from what is anticipated. The cryo strategy has a negative impact on materials that contain Al [31]. However, the contribution of cryo coolant towards reduction in the surface roughness is significantly attributed in reducing the CT, while the declining of temperature is allied with surface defects. The cryo coolant has negligible lubricating effect in the cutting region, which holds a direct influence on surface quality. Lower temperature by cryo condition encouraged chip fragmentation, also escalating the Ra of the milled surface, and the work material’s increased brittleness led to failure of CO2 cutting strategy. Flood condition founds compatible with good surface quality almost equal to cryo chilling. The SEM micro images of the machined (milled) surface of Al/n-SiC are shown in Fig. 7. When compared to the MQL approach, all-machining regimes are almost similar with material deposition, smearing and milling tracks. MQL coolant offers a fine surface finish in contrast to flood, cryo, and dry conditions. The oil droplets’ adequate C/L helps to reduce the heat developed during cutting, which produces the desirable surface characteristics [21]. In terms of surface finish, cryo-CO2 cooling condition stands next to MQL.

SEM images and 3D features of the surface at f=0.2 mm/rev and Vc=120 m/min
3.3 Tool wear
The changes of tool wear (Vb) with diverse C/L media and speed-feed blends were presented in Fig. 8. The cast work material had the lowest wear of 0.065 mm at 90 m/min and the maximum wear of 0.201 mm at 120 m/min. The most vital result of this study is that canola oil lessens the Vb more proficiently than the cryo environment, even at lower quantities. Forced convection is typically used in cryo cooling to eliminate the CT. Canola oil initially forms a lubricating layer that lowers friction on the cutting surface. Additionally, MQL droplet reduces the CT by providing the optimal lubrication [32]. The irregularity in the tool’s face when milling under varied cutting strategies are displayed in Fig. 9. In contrast to other cutting conditions, dry condition exhibits more irregularity, whereas MQL exhibits the least amount of irregularity. The impact of coolant on the tool’s surface profile is phenomenal; less contact ensures less heat is generated during cutting [33]. The SEM images of the coated carbide inserts milled against Al/n-SiC composites are presented in Fig. 10. The three primary mechanisms for tool wear are abrasion, chipping, and adhesion. The form of damage that causes the cutting tool to flare out is chipping. Unexpected failure was observed when the tool was exposed to rapid thermal shocks or mechanical loads as a reason of its insufficient fracture toughness. The chipping and fracturing were more severe in dry condition. This might be attributed by the tool’s brittleness, which may be the result of increased temperature fluctuations during intermittent milling operation. The main source of abrasive wear in milling is intense friction amid the workpiece and the chip. The SiC particles in the W/p naturally act as a rough matter. These particles’ high melting point and high strength are two most prominent characteristics [34]. During milling, these particles confront the tool substrate, where they could lead to abrasion. The outcome of the cryo-CO2-aided machining was adhesion. Adhesion, as compared to flood cutting, seems to be lower at the cutting edge. Fig. 11 demonstrates that adhesion virtually disappears when CO2 assisted machining in relation with flood lubrication cutting. This may be due to the lower temperature generated when utilizing CO2 assisted cryo cutting. It is concluded that MQL had a significant influence on lowering the wear since the mechanism causing tool wear remained unaltered.

Flank wear results in milling of Al/n-SiC composites under distinct environments: a 90 m/min and b 120 m/min

Tool profile variation at a Vc=120 m/min and f=0.2 mm/rev

SEM images of tool wear at a Vc=120 m/min and f=0.2 mm/rev

SEM images of chip structure at a Vc=120 m/min and f=0.2 mm/rev
3.4 Chip morphology
Work material and cutting factors including speed-feed, cutting method, and most critically tool geometry affects the chip shape of composites. The chip types generated at distinct environmental settings when cutting Al/n-SiC are presented in Fig. 11. The chip types formed were smaller in size due to the factual presence of 10% SiC reinforcement particles in the matrix material. The different cutting regimes had an impact on the matrix material’s ductility, causing discontinuous chips to develop [35]. The chip structure after processing is thick and short without any coolant condition [36]. By applying coolant, the high heat amid the tool and the work material may be more easily removed, and the smoothness of the machined surface is also improved [37]. In this research, it was shown that the produced chip morphologies were typically discontinuous. Because of the hard Si particles embedded in the matrix, serrations were observed throughout in all cutting regimes. The tool loses sharpness as it comes in contact with carbide particles, which results in uneven chipping. The best lubricating effect of MQL results in less tool-work material contact and thin chips were produced. Higher power utilization and poor surface integrity are further consequences of the serrated chip formation.
3.5 Microstructure analysis
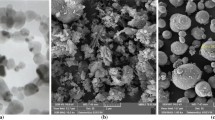
The grain size of Al/n-SiC composite is a vital factor that affects its mechanical and thermal properties. The machining progression can have a noteworthy influence on the grain size of the composite. In this study, the evolution of grain size of Al-SiC composite machined under dry, flood, MQL, and cryo-CO2 conditions was investigated. The optical microstructure of Al/n-SiC is displayed in Fig. 12. In order to disclose the microstructure, the samples were processed by employing a standard preparation technique which is then etched with Keller’s chemicals. Reduced dislocation and improved material properties are a result of the exceedingly fine microstructure and big volume of grain boundaries. Fig. 13 depicts the evolution of microstructure after machining. The study found that the machining process has a noteworthy effect on the grain size of the composite. The use of cryo-CO2 cooling and MQL gives rise to a finer grain size in relation to dry machining and flood cooling. The grain size of the composite machined under cryo-CO2 cooling was found to be the smallest, followed by MQL, flood cooling, and dry machining. The microstructure in the casted specimen was dominated by the Al phase, which was accompanied by eutectic Si particles [38]. The finer grain size of the composite under cryo-CO2 cooling can lead to improved thermal properties and mechanical, such as higher hardness, strength, and thermal conductivity.

Microstructure of machined surface at a Vc=120 m/min and f=0.2 mm/rev

Hardness of the machined surface at Vc=120 m/min and f=0.2 mm/rev
3.6 Hardness
Reduced grain refinement, strain hardening, and thermal softening are a few of the factors that contributed to the subsurface in the machined region. The convective heat transmission caused the grains on the machined face to rapidly cool. Cryo-CO2 cutting approach leads to a less grain layer size as an outcome of rapid heating and cooling [39]. Grain refining typically affects hardness. The ductility and fatigue life of the grains are strongly affected by its size [40]. High heat can cause grain boundary sliding that leads to the creation of voids throughout the boundaries. The quick heating-cooling procedure can be used to explain why the machined side exhibits an upsurge in hardness in comparison to bulk hardness. Fig. 13 shows how different lubricating and cooling techniques affect the micro-hardness. In contrast to other cutting techniques, Cryo-CO2 produces a higher hardness value due to its rapid heating and cooling. It seems that changes in hardness measurements are more receptive to changes in particle size. It was determined that grains of small diameters and tight packing had higher hardness values [41].
4 Conclusions
The machinability of Al/n-Sic specimens was studied in this work in relation to various C/L regimes to see how they affected the machinability. The subsequent inferences can be drawn from the results of the analysis:
-
At every level of cutting speed, the cryo-CO2 cutting environment generated a negligible amount of heat and MQL was near to cryo-CO2 in lowering the heat at the cutting area. The cutting temperature under cryo-CO2 was found to be lowered by 41–47%, 15–21%, and 8–12% when compared to the usage of dry, flood, and MQL, respectively. Less cooling effect when compared to cryo-CO2 at the cutting region was the reason for more temperature in MQL regime.
-
While employing the MQL technique in milling, oil droplets acted as a thin layer and minimized the amount of friction that occurred. MQL reduced surface quality by 34–39%, 12–17%, and 7–13% compared to dry, flood, and cryo-CO2.The surface quality increased in conjunction with the friction reduction. Both the production method and the orientation played a significant role in determining the surface superiority.
-
In contrast to dry, flood, and cryo-CO2 techniques, MQL decreased the friction in the contact area of tool and W/p, which resulted in a decrease in the amount of Vb. When compared to the use of dry, flood, and cryo-CO2, the Vb under MQL was shown to be reduced by 59–63%, 42–45%, and 24–26%, respectively. It was observed from the SEM pictures that the predominant mode of wear that occurred throughout different cutting regimes was adhesive wear.
-
Irrespective of the sample preparation process, discontinuous chips were formed. MQL condition has the potential to lessen the thickness and serration. The other cutting conditions used in this study produced more serration and that was the reason for inferior surface quality.
-
The microstructure plays a prime role on the improvement of the machined components. Cryo-CO2 outpaced the MQL cutting process in this regard. The precision cooling action of the cryo state resulted in dense grains, which increased toughness.
Data availability
Not applicable
References
Rahman M, Dutta NK, Roy CN (2020) Magnesium alloys with tunable interfaces as bone implant materials. Front Bioeng. Biotechnol:8. https://doi.org/10.3389/fbioe.2020.00564
Raja A, Cheethirala SR, Gupta P, Vasa NJ, Jayaganthan R (2022) A review on the fatigue behaviour of AlSi10Mg alloy fabricated using laser powder bed fusion technique. J Mater Res Technol 17:1013–1029. https://doi.org/10.1016/j.jmrt.2022.01.028
Saravanakumar A, Rajeshkumar L, Balaji D, Jithin Karunan MP (2020) Prediction of wear characteristics of AA2219-Gr matrix composites using GRNN and Taguchi-based approach. Arab J Sci Eng 45:9549–9557. https://doi.org/10.1007/s13369-020-04817-8
Niu Z, Cheng K (2019) An experimental investigation on surface generation in ultraprecision machining of particle reinforced metal matrix composites. Int J Adv Manuf Technol 105:4499–4507. https://doi.org/10.1007/s00170-018-03256-y
Bhardwaj AR, Vaidya AM, Shekhawat SP (2020) Machining of aluminium metal matrix composite: a review. Mater Today Proc 21:1396–1402. https://doi.org/10.1016/j.matpr.2020.01.179
Garg P, Jamwal A, Kumar D, Sadasivuni KK, Hussain CM, Gupta P (2019) Advance research progresses in aluminium matrix composites: manufacturing & applications. J Mater Res Technol 8:4924–4939. https://doi.org/10.1016/j.jmrt.2019.06.028
Li G, Qu Y, Yang Y, Zhou Q, Liu X, Li R (2020) Improved multi-orientation dispersion of short carbon fibers in aluminum matrix composites prepared with square crucible by mechanical stirring. J Mater Sci Technol 40:81–87. https://doi.org/10.1016/j.jmst.2019.09.009
Singh L, Kumar S, Raj S, Shivam BP (2021) Aluminium metal matrix composites: manufacturing and applications. IOP Conf Ser Mater Sci Eng 1149:012025. https://doi.org/10.1088/1757-899x/1149/1/012025
Babu MN, Anandan V, Parthasarathi NL, Yildirim CV, Babu MD, Das SR (2022) Performance analysis in turning of D3 tool steel using silver nanoplatelets as additives under MQL. J Brazilian Soc Mech Sci Eng 44:591. https://doi.org/10.1007/s40430-022-03909-w
Jebaraj M, Pradeep Kumar M, Yuvaraj N, Anburaj R (2020) Investigation of surface integrity in end milling of 55NiCrMoV7 die steel under the cryogenic environments. Mach Sci Technol 24:465–488. https://doi.org/10.1080/10910344.2019.1698612
Nagarajan S, Mohana M, Sudhagar P, Raman V, Nishimura T, Kim S, et al. Nanocomposite coatings on biomedical grade stainless steel for improved corrosion resistance and biocompatibility 2012.
Krolczyk GM, Nieslony P, Maruda RW, Wojciechowski S (2017) Dry cutting effect in turning of a duplex stainless steel as a key factor in clean production. J Clean Prod 142:3343–3354. https://doi.org/10.1016/j.jclepro.2016.10.136
Krolczyk GM, Maruda RW, Krolczyk JB, Wojciechowski S, Mia M, Nieslony P et al (2019) Ecological trends in machining as a key factor in sustainable production – a review. J Clean Prod 218:601–615. https://doi.org/10.1016/j.jclepro.2019.02.017
Krolczyk GM, Maruda RW, Nieslony P, Wieczorowski M (2016) Surface morphology analysis of duplex stainless steel (DSS) in clean production using the power spectral density. Meas J Int Meas Confed 94:464–470. https://doi.org/10.1016/j.measurement.2016.08.023
Maruda RW, Krolczyk GM, Wojciechowski S, Zak K, Habrat W, Nieslony P (2018) Effects of extreme pressure and anti-wear additives on surface topography and tool wear during MQCL turning of AISI 1045 steel. J Mech Sci Technol 32:1585–1591. https://doi.org/10.1007/s12206-018-0313-7
Özbek O (2023) Evaluation of nano fluids with minimum quantity lubrication in turning of Ni-base superalloy UDIMET 720. Lubricants:11. https://doi.org/10.3390/lubricants11040159
Gupta MK, Niesłony P, Korkmaz ME, Kuntoğlu M, Królczyk GM, Günay M et al (2023) Comparison of tool wear, surface morphology, specific cutting energy and cutting temperature in machining of titanium alloys under hybrid and green cooling strategies. Int J Precis Eng Manuf Technol. https://doi.org/10.1007/s40684-023-00512-9
Davim JP, Sreejith PS, Silva J (2009) Some studies about machining of MMC’s by MQL (minimum quantity of lubricant) conditions. Adv Compos Lett 18:096369350901800. https://doi.org/10.1177/096369350901800103
Shokrani A, Dhokia V, Newman ST (2012) Environmentally conscious machining of difficult-to-machine materials with regard to cutting fluids. Int J Mach Tools Manuf 57:83–101. https://doi.org/10.1016/j.ijmachtools.2012.02.002
Davim JP, Sreejith PS, Silva J (2007) Turning of brasses using minimum quantity of lubricant (MQL) and flooded lubricant conditions. Mater Manuf Process 22:45–50. https://doi.org/10.1080/10426910601015881
Bedi SS, Behera GC, Datta S (2020) Effects OF CUTTING SPEED on MQL machining performance of AISI 304 stainless steel using uncoated carbide insert: application potential of coconut oil and rice bran oil as cutting fluids. Arab J Sci Eng 45:8877–8893. https://doi.org/10.1007/s13369-020-04554-y
Altan Özbek N, Özbek O, Kara F, Saruhan H (2022) Effect of eco-friendly minimum quantity lubrication in hard machining of Vanadis 10: a high strength steel. Steel Res Int 93:1–19. https://doi.org/10.1002/srin.202100587
Fernando AAG, G. M, Ross NS (2022) A comprehensive assessment of coconut shell biochar created Al-HMMC under VO lubrication and cooling — challenge towards sustainable manufacturing. Biomass Convers Biorefinery. https://doi.org/10.1007/s13399-022-03164-y
Cai L, Feng Y, Lu YT, Lin YF, Hung TP, Hsu FC et al (2022) Analytical model for temperature prediction in milling AISI D2 with minimum quantity lubrication. Metals (Basel):12. https://doi.org/10.3390/met12040697
Cai L, Feng Y, Liang SY (2022) Analytical modeling of residual stress in end-milling with minimum quantity lubrication. Mech Ind:23. https://doi.org/10.1051/meca/2022002
K. Nimel Sworna Ross GM. (2020) Machining investigation of Nimonic - 80A superalloy under cryogenic CO 2 as coolant using PVD - TiAlN / TiN coated tool at 45 ° Nozzle Angle. Arab J Sci Eng. https://doi.org/10.1007/s13369-020-04728-8
Pusavec F, Hamdi H, Kopac J, Jawahir IS (2011) Surface integrity in cryogenic machining of nickel based alloy - Inconel 718. J Mater Process Technol 211:773–783. https://doi.org/10.1016/j.jmatprotec.2010.12.013
Ross NS, Ganesh M, Srinivasan D, Gupta MK, Korkmaz ME, Krolczyk JB (2022) Role of sustainable cooling/lubrication conditions in improving the tribological and machining characteristics of Monel-400 alloy. Tribol Int 176:107880. https://doi.org/10.1016/j.triboint.2022.107880
Maruda RW, Szczotkarz N, Wojciechowski S, Gawlik J, Królczyk GM (2023) Metrological relations between the spray atomization parameters of a cutting fluid and formation of a surface topography and cutting force. Measurement 219:113255. https://doi.org/10.1016/j.measurement.2023.113255
Suresh Kumar Reddy N, Kwang-Sup S, Yang M (2008) Experimental study of surface integrity during end milling of Al/SiC particulate metal-matrix composites. J Mater Process Technol 201:574–579. https://doi.org/10.1016/j.jmatprotec.2007.11.280
Jebaraj M, Kumar MP (2019) Effect of cryogenic CO 2 and LN 2 coolants in milling of aluminum alloy. Mater Manuf Process 34:511–520. https://doi.org/10.1080/10426914.2018.1532591
Sharma AK, Tiwari AK, Dixit AR (2016) Effects of minimum quantity lubrication (MQL) in machining processes using conventional and nanofluid based cutting fluids: a review. J Clean Prod. https://doi.org/10.1016/j.jclepro.2016.03.146
Nasr G, Soltantarzeh M, Davoodi B, Hajaliakbari A (2020) Assessment of tool wear mechanisms in high-pressure jet-assisted turning process of a nickel-based superalloy. Wear 460–461:203454. https://doi.org/10.1016/j.wear.2020.203454
Gao L, Liu C, Hou Z, Li C, Shen R, Yang T (2022) Dry turning of SiCp/Al matrix composites with a wide range of particle volume fractions: tool wear characteristics analysis of multi-coated tool. Int J Adv Manuf Technol 121:5343–5359. https://doi.org/10.1007/s00170-022-09727-7
Radhika N, Subramanian R, Sajith A (2014) Analysis of chip formation in machining aluminium hybrid composites. E3 J Sci Res 2:9–015
Hameed S, Rojas HAG, Benavides JIP, Alberro AN, Egea AJS (2018) Influence of the regime of electropulsing-assisted machining on the plastic deformation of the layer being cut. Materials (Basel):11. https://doi.org/10.3390/ma11060886
Jamil M, He N, Zhao W, Khan AM, Laghari RA (2021) Tribology and machinability performance of hybrid Al2O3 -MWCNTs nanofluids-assisted MQL for milling Ti-6Al-4 V. Int J Adv Manuf Technol. https://doi.org/10.1007/s00170-021-08279-6
Shakil SI, Hadadzadeh A, Amirkhiz BS, Pirgazi H, Mohammadi M (2021) Results in materials additive manufactured versus cast AlSi10Mg alloy : microstructure and micromechanics. Results Mater 10:100178. https://doi.org/10.1016/j.rinma.2021.100178
Ross NS, Gopinath C, Nagarajan S, Gupta MK, Shanmugam R, Kumar MS et al (2022) Impact of hybrid cooling approach on milling and surface morphological characteristics of nimonic 80A alloy. J Manuf Process 73:428–439. https://doi.org/10.1016/j.jmapro.2021.11.018
Danish M, Gupta MK, Rubaiee S, Ahmed A, Korkmaz ME (2021) Influence of hybrid cryo-MQL lubri-cooling strategy on the machining and tribological characteristics of Inconel 718. Tribol Int 107178
Srinivasan N, Rajenthirakumar D, Sridhar R (2019) Micro-scaled plastic deformation behavior of biodegradable AZ80 magnesium alloy: experimental and numerical investigation. Int J Adv Manuf Technol 102:3531–3541. https://doi.org/10.1007/s00170-019-03440-8
Author information
Authors and Affiliations
Contributions
All authors contribute equally.
Corresponding author
Ethics declarations
Ethics approval and consent to participate
Not applicable
Consent for publication
The consent to submit this paper has been received explicitly from all co-authors.
Competing interests
The authors declare no competing interests.
Additional information
Publisher’s Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Ross, N.S., Manasea Selvin, B.J.A., Nagarajan, S. et al. Novel use of cryogenic cooling conditions in improving the machining performance of Al 8011/nano-SiC composites. Int J Adv Manuf Technol 129, 1703–1715 (2023). https://doi.org/10.1007/s00170-023-12382-1
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s00170-023-12382-1