
Abstract
3D-printed artefacts are becoming more common, and the effect of printing parameters on their properties is key to their performance in applications. Although parameters like build orientation and raster direction are well-studied the effect of layer thickness is less well-known. This study determines the influence of layer thickness on the mechanical properties of polylactic acid (PLA) and acrylonitrile butadiene styrene (ABS) 3D printed specimens made with fused filament fabrication (FFF). Samples were printed with differing layer thicknesses and tensile tested according to ASTM D638. The study also found that when increasing the layer thickness the mechanical properties of the specimens for both ABS and PLA decreased. When it came to ultimate tensile strength, the effect of layer thickness on PLA was more significant than on ABS. Considering the mechanical properties as well as aspects such as printing time and simplicity of printing, an optimum print setting could be determined. The study found that PLA was more significantly affected by the change in layer thickness compared to ABS.
Similar content being viewed by others
Avoid common mistakes on your manuscript.
1 Introduction
1.1 Background of the research
The method of producing a three-dimensional object from a computer-created design (CAD) is known as 3D printing, which was firstly proposed by Charles Hull in 1980s. [1] The object is built up layer by layer, creating a three-dimensional object. The layers are thinly cut cross-sections of the object; this is an additive process [2]. 3D printing enables more complex shapes to be produced, using less material than traditional manufacturing processes. With an estimate of $55.8 billion by 2027, the market for 3D printed materials has surged [3]. The advantages of 3D printing, such as its adaptability for rapid prototyping and the method’s flexibility, which allows for the production of increasingly sophisticated designs, have raised demand. As a result, 3D printing may be used in a variety of industries, including automotive, aerospace, medicine, consumer goods, and many more [4].
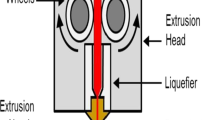
Additive manufacturing technology comes in a variety of forms. The most popular technology is Fused Filament Fabrication (FFF), also known as Fused Deposition Modelling (FDM). The reason why it is widely used might be its easy-operating, simplicity, and low cost. [5] The printing process begins with the melting of a filament, which is then built up layer by layer with the nozzle. After the first layer is deposited, the nozzle advances along the z-axis to build the next layer and so on until the object is produced [6]. The FFF method is depicted in Fig. 1 as a schematic diagram.

Schematic representation of the fused filament fabrication (FFF) process [5]
The most popular 3D printing materials are the thermoplastic polymers polylactic acid (PLA) and acrylonitrile butadiene styrene (ABS), with polyethylene terephthalate glycol-modified (PETG) being less common but finding applications in water-resistant [7] and repair applications. The materials are low cost and widely available. Due to its low cost and ease of use, PLA is the most extensively used 3D printing material. PLA is a biodegradable plastic manufactured from corn, wheat, and other crops containing starch that is both environmentally friendly and helps to conserve petroleum resources by reducing pollution [8]. Plastic is less energy-intensive to produce, and it takes less energy to alter the material throughout the printing process. ABS is a typical 3D printing thermoplastic which is inexpensive, and easy to process [9]. ABS has a lot of disadvantages, including the fact that it is not biodegradable [10] and components are inclined to warp during printing. The warping was caused by internal stress during the cooling process [11]. The material is manufactured from non-renewable resources, meaning it contributes to pollution. Given the current impact of global warming and climate change on the planet, demand for biodegradable materials and more sustainable production processes is at an all-time high. PLA and other biopolymers can be applied in a variety of technological fields. The applications of each material, as well as the benefits and drawbacks of using that material to 3D print, are listed in Table 1.
3D printed plastic materials currently have limited uses due to the naturally poor mechanical characteristics of the material [15]. The build orientation, printing temperature, printing speed, and other process parameters can all affect the material’s mechanical properties. Researchers have studied the effect of varying these parameters to improve the properties and qualities of the printed samples and highlighted the importance of build orientation and raster direction as the major influencing factor [16]. Layer thickness is less important but can have a significant effect on the mechanical strength [17].
The purpose of this research is to investigate the layer thickness effects of 3D printed material on printed components. Different materials and thicknesses will be explored to gain a greater understanding of how mechanical properties are affected.
1.1.1 Build orientation
The build orientation is a vital factor that can influence the overall printing time as well as the material’s mechanical properties. We have previously reported on the effect of build orientation and raster orientation in the build plane as key parameters affecting the mechanical properties of an FFF 3d printed PLA part [18, 19]. In addition, work performed by Zieman et al. [20] and Cassovola et al. [21] compared build orientations of 0°, 45°, 90°, and + 45°/ − 45° on the effect of ABS samples. The studies all resulted in the same conclusion that the greatest mean yield and ultimate strengths were obtained with a build orientation of 0°. The weakest strengths were at an orientation of 90°. This study kept a constant build orientation to minimise this effect.
1.1.2 Printing speed
Another process parameter that can affect the material’s mechanical properties is the printing speed. The printer’s motors, including the X and Y axis control and the extruder motor, move at a set speed specified by the printing speed.
Miazio [22] investigated the effect of print speed on the strength of PLA samples manufactured using FDM technology. From 20 to 100 mm s−1, the printing speed was increased by 10 mm s−1 intervals. The mean breaking force was calculated using tensile tests. The highest breaking force was found to be at the slowest printing speed of 20 mm s−1. The strength of the samples deteriorated as the speed increased, with the mean breaking force being remarkably similar between 50 and 80 mm s−1. Above a speed of 80 mm s−1, the material’s strength significantly decreased. This is because the viscosity of the deposited filament is not low enough to allow flow at the timescales necessary to form good inter-filament bonds, and therefore the quality of the sample produced decreases as the printing speed increases. The optimum printing speed of 60 mm s−1 was determined to be the greatest in terms of durability and printing duration. A slower printing speed may result in better mechanical qualities for the material, but it comes at the expense of a substantially longer printing time. This study kept a constant printing speed to minimise this effect.
1.1.3 Printing temperature
The printing temperature, also known as the extrusion temperature, is another process parameter that has a substantial impact on the material’s mechanical characteristics. The extrusion temperature is the temperature at which the extruder is heated during the printing process. The temperature differs depending on the printing material used, such as PLA or ABS (or the supplier of the filament) as well as other variables like printing speed.
Hsueh et al. (2021) [23] investigated the effect of printing temperature on the thermal and mechanical properties of 3D-printed PLA and PETG. To measure the influence, tension, compression, and bending tests were conducted on the materials at various printing temperatures. PLA was heated to a temperature of 180 to 220 °C, whereas PETG was heated to a temperature of 225 to 245 °C. The study identified when the printing temperature is increased, the mechanical properties of both materials improved. This is because the viscosity of the PLA and PETG melts decreases, and the fusion between the polymer fuse and the layers becomes stronger. As a result, the tensile properties of PLA and PETG improve. Foppiano et al. (2021) found that the effect of the nozzle temperature (from 220 to 260 °C) on both Young’s modulus and ultimate tensile strength of ABS specimens after tensile testing was complex, and they found the best mechanical properties were at 231 °C [24].
1.1.4 Layer thickness
The mechanical properties of printed samples are greatly influenced by the layer thickness. As earlier mentioned, samples are printed layer by layer, with the thickness of these layers customizable in the printing software. The layer height indicates the vertical resolution of the z-axis. Greater surface smoothness is achieved by printing at a thinner layer thickness; however, the printing time increases. Choosing a suitable balance between production time and material strength is crucial in industry. The majority of printers have an adjustable layer thickness of 0.1 to 0.4 mm.
In a critical review by [25] the following statement was made: “it was found from the literature that the layer thickness is the most important process parameter influencing the mechanical characteristics”.
Sharma et al. [26] investigated the influence of layer thickness on the tensile and compressive strength of ABS. Layer thicknesses of 0.1, 0.2, and 0.3 mm were investigated. At a layer thickness of 0.1 mm, the highest tensile strength of 30 MPa was recorded, while at a thickness of 0.3 mm, the lowest tensile strength was obtained, giving a reading of 18 MPa respectively. At a smaller thickness, the layers are closely deposited over each other together resulting in better bonding between layers, thus, resulting in greater tensile strength. The compressive strength of specimens had the opposite outcome. The compressive strength of the samples was increased as the layer thickness was increased. At a layer thickness of 0.3 mm, the greatest compressive strength was obtained, resulting in 42 MPa. At a layer thickness of 0.1 mm, the lowest compressive strength (33 MPa) was achieved. This was further supported by Rankouhi et al. [27] where the effect of layer thickness on the strength of 3D printed ABS was investigated. The research found that specimens with a thickness of 0.2 mm had higher ultimate tensile strength than specimens with a thickness of 0.4 mm, with 32.2 MPa compared to 26.0 MPa.
Research conducted by Samykano et al. [28] investigated the influence of printing parameters on the mechanical properties of ABS. One of the parameters investigated was the layer height, using values of 0.35, 0.4, and 0.5 mm. The average ultimate tensile strength is the highest one (28.0MPa) at the lowest layer height (0.35 mm). Following the conclusions Sharma et al. [26] and Rankouhi et al. [27] made, it would be expected that at the largest layer thickness (0.5 mm) the average ultimate tensile strength would be the lowest. However, this did not occur, as the lowest average ultimate tensile strength was obtained at a layer thickness of 0.4 mm. From the results, it is evident there are fluctuations of ultimate tensile strength when the layer thickness is increased. A criticism of this research is that only one sample was used for each layer thickness meaning that the results were not validated. This may explain why there were fluctuations. To improve this further samples should be tested to see if the results follow a trend.
These fluctuations were also present in the research performed by Vicente et al. [29] where ABS samples were analysed through the implementation of tensile tests. Three different values of layer thicknesses were used: 0.06, 0.1, and 0.17 mm respectively. The study found that there was a small increase in ultimate strength when increasing the thickness of the layer from 0.06 to 0.1 mm. The largest layer thickness of 0.17 mm had the lowest tensile strength. One reason for this is the distortion layers can form at thinner layers, which can counteract the improvement of the mechanical characteristics caused by the lower layer thickness.
The change in layer thickness on the mechanical properties of PLA has also been studied by Jatti et al. [30] The layer thicknesses investigated were 0.08, 0.16, 0.24, 0.32, and 0.4 mm. It was found that when increasing the layer height, the tensile strength decreased. At a greater thickness, fewer layers are causing less adhesion, resulting in a smaller tensile strength. The impact strength and flexural strength were also tested, and it was found that the increase in layer thickness caused an increase in both impact and flexural strength.
Research conducted by Alafaghani et al. [31] contradicted the findings by Jatti et al. (2019) [30]. The research investigated the effect of layer height on PLA samples made using PLA. Layer heights of 0.1, 0.25, 0.3, and 0.4 mm were studied. The study found that increasing the layer height improved the mechanical properties of the specimens. These findings oppose the conclusions made by Jatti et al. [30].
A comparative study by Rodríguez-Panes et al. [32] investigated the influence of process parameters on the mechanical behaviour of samples of ABS and PLA. The variables investigated were tensile strength, modulus of elasticity, and nominal strain. The layer thicknesses used were 0.1 and 0.2 mm. For PLA, the increase in layer height from 0.1 to 0.2 mm caused an 11% decrease in the maximum tensile strength (falling from 38.47 to 34.37 MPa respectively). The increase in layer height for samples of ABS causes an 8% drop in maximum tensile strength (dropping from 26.40 to 24.40 MPa respectively), showing that there are more substantial reductions in tensile strength for PLA compared to ABS. Overall the results show that for both materials a thinner layer thickness leads to a higher tensile strength.
From the literature reviewed it was found that an increase in layer thickness caused the tensile strength of PLA and ABS samples to decrease [26], [30]). When comparing the work explored by researchers, it was found that the layer thickness had a greater effect on PLA samples compared to the ABS samples [32]. It must be noted that the other process parameters such as infill density, printing temperature may have small effects on the strengths so it is important to keep these parameters consistent. There were however some contradictions between researchers; a study by Akafaghani et al. [31] concluded that increasing the layer thickness increases the tensile strength of the material. Further research should take place to further explain and validate the results.
1.2 Aims and objectives
From the criticisms and the gaps identified in the literature review, it is evident that there are some conflicting statements on how layer thickness affects the mechanical properties of 3D printed samples of ABS and PLA. This project aimed to evaluate the performance of ABS and PLA samples at a range of layer thicknesses, so that the influence of layer thickness on the mechanical properties could be further understood.
2 Material and methods
In this project samples printed under identical process parameters, except layer thickness, were mechanically tested and compared to determine any systematic variations. No design of experiments was used as it was assumed that all process parameters were controlled and would suffer from no interactions between the driving factors other than layer thickness.
2.1 Sample production
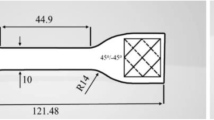
To produce all the samples the most common type of 3D printing technology, fused filament fabrication (FFF) was used. The printer used to print the samples is the Ultimaker 3, which is a dual extrusion 3D printer [33]. Filaments of brand-new PLA and ABS were then used to produce the required specimens. The machine code for the 3D printer was generated using the Ultimaker Cura 4.0 edition. The printing procedure begins with the creation of a CAD model of the required specimen. After that, it is converted to an STL file. The object’s entire geometry is then created by slicing the model into single layers with set parameters like layer thickness, printing temperature, and so on. These parameters are then translated to g-code, which is read by the printer and used to create the required specimen. The specimens printed were designed following the ASTM D638 Type I standards [34]. To restrict the influence of uncontrollable factors on the mechanical characteristics of printed materials, each sample was printed independently three times at the same position on the bed.
The printing process begins with the melting of a filament, which is then built up layer by layer with the nozzle. After the previous layer is deposited, the nozzle moves along the z-axis to generate the next layer and so on until the specimen is completed. The samples were left to cool after completion, before being removed from the 3D printer. The specimens were printed at a 45° angle. Process parameters such as printing speed, infill density, and top and bottom layer numbers were controlled, and the wall thickness and wall line count were default values from the Cura software. The nozzle diameter used to print the specimens was 0.4 mm. The filament used to print the ABS was a white Ultimaker filament, and for PLA a silver Ultimaker filament was used. Both filaments were stored in cool and dry conditions and with a diameter of 2.85 mm. In addition, a set of specimens were also printed using an Artillery Sidewinder X1 printer (Artillery 3d, 2022) [35], and a SUNLU PLA filament [36] of 1.75-mm diameter was used.
The printing parameters used to create the samples are displayed in Table 2. The samples were prepared with four different layer thicknesses (0.12 mm, 0.16 mm, 0.20 mm, and 0.28 mm) to investigate the effect this had on the mechanical properties. The printing of specimens with a thinner layer thickness (0.12 mm) took longer than those with a thicker layer thickness, with the thickest layer thickness (0.28 mm) having the shortest printing time. For the PLA samples, printing and build plate temperatures of 205 °C and 60 °C were used. There were some slight modifications to the printing parameters when the ABS specimens were to be produced. ABS requires higher temperatures when printing, so a print temperature and build plate temperature of 230 °C and 110 °C were used respectively. In addition, no cooling fans should be used when printing ABS because it must cool very slowly; if the print cools too fast it will warp. Also, for PLA samples at a layer thickness of 0.20 mm, printing temperatures of 200 °C, 205 °C, and 215 °C were used to study the effect that the printing temperature had on the brand-new PLA samples. To ensure the results were repeatable, at least three separate samples were printed for each layer thickness.
2.2 Mechanical testing
Tensile testing is the most common type of mechanical testing on samples. This is used to determine a material’s strength and how far it can be stretched before breaking. ASTM D638 is the most widely used standard for testing plastic products [34]. Figure 2 depicts the most commonly used tensile specimens for testing the mechanical properties of 3D printed materials. There are five different types of specimens, which are used depending on the thickness of the material. The tensile testing machine grips the end of each specimen and applies tension until it breaks. When a tensile force is applied to the sample, the gauge section is thinner than the shoulders, resulting in stress concentration in the centre. The likelihood of the sample rupturing in the centre increases as the concentration rises, indicating that the material has reached its maximum tensile strength.

Diagram of the different types of ASTM D638 specimens [34]
The samples were printed in accordance with the ASTM D638 standards, as shown in Table 3. The printed specimens were measured accurately using a Vernier digital calliper. A Shimadzu AG–X machine, which was equipped with a 10 kN load cell, was used to tensile test the printed samples. Figure 3 depicts a labelled diagram of the Shimadzu AF-X testing equipment, which was fitted with the Trapezium X software. The test was run on the computer after each specimen was placed between the grips. Force (N), Stroke (mm), Stress (N/mm2), Stroke Strain (percent), Strain (percent), and Display data are provided by the software (mm). The specimens were tested at a speed of 5 mm/min. The data was saved at the end of each test, and the broken specimen was removed and replaced with another. This was done for all PLA and ABS specimens. The data was saved as an Excel CSV file, which could be used to analyse the specimen results. This test method allows for the creation of a stress–strain curve, which can then be utilised to determine the point at which the material failed. The stress–strain curve enables the calculation of the ultimate tensile strength, Young’s modulus, and the breaking strain. The mechanical properties that will be evaluated are listed in Table 4.

Setup for tensile testing
3 Results and discussion
After gathering the data from tensile testing, the results were then thoroughly analysed to conclude the effects of the process parameters on the printed specimens. The mechanical properties of the materials determined were the ultimate tensile strength, Young’s modulus, and the breaking strain. They were calculated from the data recorded using the stress–strain curves. As at least three specimens were printed for each layer thickness, the mechanical properties for each specimen were determined, and then an average value was calculated. This was then used to evaluate the influence of printing temperature on PLA and the effect of layer thickness on PLA and ABS. The effect of layer thickness on the mechanical properties of PLA and ABS was then compared.
3.1 Effect of printing temperature on PLA
On PLA specimens printed with the SUNLU filament, the influence of printing/extrusion temperature was examined. The same settings as in Table 2 were used, except the layer thickness was kept constant at 0.20 mm; 200 °C, 205 °C, and 215 °C were the printing temperatures tested. The mechanical properties of the specimens declined when the printing temperature was increased, according to the findings. When the temperature was raised, the ultimate tensile strength decreased, as seen in Fig. 4. The greatest ultimate tensile strength, 18.2 ± 1.1 MPa, was obtained at a printing temperature of 200 °C, whereas the smallest ultimate strength was recorded at the hottest temperature of 215 °C, attaining a value of 12.1 ± 0.4 MPa respectively. This could be explained by a higher extrusion temperature causing an increase in molten plastic fluidity, causing the filaments to lose their viscosity and void, lowering the mechanical properties of the specimens. Young’s modulus was also determined, yielding similar values of 1700 ± 27 MPa and 1770 ± 62 MPa at temperatures of 200 °C and 205 °C respectively. Similarly, to the ultimate tensile strength, at the hottest printing temperature of 215 °C, the lowest value of Young’s modulus was recorded, achieving a value of 866 ± 77 MPa respectively. The plot of printing temperature against Young’s modulus is shown in Fig. 5. The breaking strain was also evaluated, although no significant trend for an increase in printing temperature could be found, as shown in Table 5. The effect of extrusion temperature on mechanical characteristics of 3D printed specimens was also examined by Alafaghani et al. (2017) [31]. The study employed lower temperatures of 175 °C, 180 °C, and 205 °C and discovered that increasing the printing temperature improved the specimen’s mechanical properties. At around 200 °C there was little or no change in Young’s modulus and ultimate tensile strength. However, when the temperature was raised to 205 °C, the mechanical characteristics began to gradually deteriorate, thus supporting the results that were found during this project. Further research could be performed by using a wider range of printing temperatures such as 180 °C and 190 °C to see the effect this has on the mechanical properties. This would allow for a clearer trend to be seen and enable the recognition of which printing temperature possessed superior mechanical qualities.

Printing temperature vs ultimate tensile strength for SUNLU PLA

Printing temperature vs Young’s modulus for SUNLU PLA
3.2 Effect of layer thickness on mechanical characteristics
Four different layer thicknesses of printed ABS and PLA were examined, and the results were compared to evaluate which material was more affected by the layer thickness variation. The results demonstrated that the best mechanical qualities were found at the thinnest layer thickness of 0.12 mm, as seen in PLA printed with the Ultimaker filament and SUNLU filament, with ultimate tensile strengths of 39.9 ± 2.3 MPa and 21.2 ± 5.9 MPa respectively. However, for the ABS specimens, the difference in mechanical characteristics was very small when the layer thickness was increased.
3.3 Effect of layer thickness on PLA
3.3.1 Effect of layer thickness on PLA printed using SUNLU filament
PLA was printed on an Artillery Sidewinder X1 printer using SUNLU filaments at layer thicknesses of 0.12, 0.16, 0.20, and 0.28 mm. The results displayed that when the layer thickness was increased the ultimate tensile strength of the material decreased as evident in Fig. 6. At the thinnest layer thickness of 0.12 mm, the ultimate strength was recorded to be 21.2 ± 5.9 MPa respectively. The ultimate tensile strength at the thickest layer thickness of 0.28 mm was calculated to be a much smaller 8.70 ± 0.28 MPa. This was expected since the layers are deposited over each other more densely at a thinner layer thickness than at a thicker layer thickness. As a result, layer bonding is improved, and tensile strength is increased. In addition, thinner layers also improve the overall finish of the specimen. Young’s modulus was also calculated at all layer thicknesses (Fig. 7), but no clear trend could be seen from the results; the largest Young’s modulus was determined to be 1297 ± 61 MPa which was obtained at a layer thickness of 0.20 mm. At the greatest layer thickness of 0.28 mm, Young’s modulus was calculated to be the smallest, giving a value of 529± 51 MPa respectively. Figure 8 depicts the influence of layer thickness on the breaking strain of the SUNLU PLA filament, demonstrating that as layer thickness increases, the breaking strain value decreases (Table 6). The findings were also supported by the work of Jatti et al. [30], where the effect of layer height on the mechanical properties of PLA was studied. The study found that the tensile strength of the specimens decreased with the increase in layer height.

Layer thickness versus ultimate tensile strength for PLA printed with SUNLU filament

Layer thickness against Young’s modulus for PLA printed with SUNLU filament

Layer thickness versus breaking strain for PLA printed with SUNLU filament
3.3.2 Effect of layer thickness on PLA printed using Ultimaker filaments
On an Ultimaker 3 printer, PLA filaments were used to print PLA at layer thicknesses of 0.12, 0.16, 0.20, and 0.28 mm. When analysing Young’s modulus at various layer thicknesses, it was apparent that no distinct pattern could be seen. The greatest value for Young’s modulus is recorded at the largest layer thickness of 0.28 mm, yielding a value of 2292 ± 78 MPa respectively (Fig. 9). The second greatest value, 2170 ± 162 MPa, was recorded at the smallest layer thickness of 0.12 mm, indicating that no clear conclusion could be made about the effect of layer thickness on Young’s modulus for specimens printed using PLA. Figure 10 illustrates the influence of layer thickness on the breaking strain, and the figure indicates that the breaking strain of the specimen decreases when the layer thickness is increased. The thinnest layer thickness of 0.12 mm gave a breaking strain value of 0.0244 ± 0.0009 respectively, whereas at the largest layer thickness of 0.28 mm a much smaller value of 0.00164 ± 0.0007 was recorded for the breaking strain. This supports the argument that the mechanical characteristics of 3D printed objects deteriorate as layer thickness increases. Figure 11 illustrates how the ultimate tensile strength is impacted by changes in layer thickness. The highest ultimate tensile strengths were obtained at the thinnest layer thicknesses of 0.12 mm and 0.16 mm, giving similar values of 39.9 ± 2.2 MPa and 39.3 ± 0.7 MPa respectively. When specimens with a layer thickness of 0.28 mm were examined, the ultimate tensile strength reduced dramatically, with a result of 31.8 ± 1.2 MPa recorded (Table 7).

Layer thickness versus Young’s modulus for PLA printed using the Ultimaker filament

Layer thickness against breaking strain for PLA printed using Ultimaker filaments

Layer thickness against ultimate tensile strength
When the mechanical properties of PLA printed with the Ultimaker filament and PLA printed with the SUNLU filament were compared, it was clear that the PLA printed with the Ultimaker filament had superior mechanical characteristics. The values for Young’s modulus were considerably greater at all layer thicknesses for the Ultimaker filament compared to using the SUNLU filament. Also, when comparing the ultimate tensile strengths of both filaments, the Ultimaker filament possessed much greater strengths ranging from 39.9 to 31.8 MPa, contrasting with significantly smaller strengths of 21.2 to 8.70 MPa for the SUNLU filament. This was to be expected because the Ultimaker filaments are more expensive and designed for mechanical applications, whereas the SUNLU filaments were a cheaper alternative that was a general-purpose filament. It should also be noted that the breaking strain of the SUNLU filament was greater than the Ultimaker filament at the thinnest layer thickness, which was unexpected considering the breaking strain of the Ultimaker filament was greater at all other layer thicknesses. In industry, finding the best balance between printing costs and material mechanical qualities is critical, with superior mechanical properties requiring more expensive filaments.
3.4 Effect of layer thickness on ABS
The other material that was investigated was ABS, which was printed using an Ultimaker filament. As with PLA, the specimens were printed using a range of layer thicknesses; the printing temperature was increased to 230 °C as ABS requires a higher printing temperature. As conducted previously with PLA, Young’s modulus, ultimate tensile strength and the breaking strain were all calculated at the different layer thicknesses used; this can be seen in Figs. 12, 13, and 14. When analysing Fig. 14, it was evident that when increasing the layer thickness the breaking strain of ABS declined. The thinnest layer thickness (0.12 mm) recorded a significantly higher breaking strain than that of a layer thickness at 0.16 mm, a greater 0.0378 ± 0.0021 compared to 0.0280 ± 0.0006. However, the decline in breaking strain from 0.16 to 0.20 mm was significantly less substantial, with virtually similar values measured. This was also the same for the increase in layer thickness from 0.20 to 0.28 mm with a very small decline recorded. This is corroborated by a study conducted by Rankouhi et al. [27], which examined the effect of layer height on the mechanical properties of ABS. The study found that specimens with thinner layer heights had better mechanical properties than those with thicker layer heights. Figure 12 shows the calculation of Young’s modulus at each layer thickness. It is evident from the graph that no conclusion could be made about the impact of layer thickness on Young modulus for ABS due to the fluctuation of results.

Layer thickness versus Young’s modulus for ABS

Layer thickness against ultimate tensile strength for ABS

Layer thickness versus breaking strain for ABS
The relationship between layer thickness and ultimate tensile strength was also studied (Fig. 13). The ultimate tensile strength is expected to decrease as the layer thickness increases. This was only apparent when the layer thickness was increased from 0.16 to 0.28 mm, and the reduction in ultimate tensile strength was minimal. The ultimate tensile strength at 0.16 mm was determined to be 26.2 ± 2.0 MPa, which was nearly comparable to the ultimate tensile strength at 0.28 mm, which was 25.9 ± 1.0 MPa respectively. This shows that increasing the layer thickness had a small effect on the ultimate tensile strength of ABS. One result, however, did not follow the pattern. The lowest ultimate tensile strength, 24.6 ± 2.9 MPa, was measured at the smallest layer thickness of 0.12 mm. One reason this result is likely to have occurred is due to the printing problems that developed when printing specimens of ABS at a layer thickness of 0.12 mm. The original printing temperature for all ABS layer thicknesses was 235 °C, but issues were encountered when attempting to print the specimens. After multiple printer failures, the temperature was reduced by 5 to 230 °C. This worked for 0.16, 0.20, and 0.28-mm layer thickness specimens. When attempting to remove the specimen from the support raft for a layer thickness of 0.12 mm, problems developed. The first two specimens printed had to be discarded since the raft could not be removed. Due to the impossibility of removing the raft without damaging the specimen, it was decided that a scalpel would be used on the specimen. The scalpel was used to remove all excess parts of the raft, essentially cutting out the shape of the dog bone sample. This was effective for getting the correct shape; however, the scalpel was unable to remove parts of the raft that were attached to the bottom side of the specimen. This effectively meant the overall thickness of the specimen was slightly more than what was anticipated, thus causing different values to be calculated for the mechanical properties (Table 8).
3.5 Comparison of ABS and PLA
To evaluate the performance of the ABS and PLA specimens, a direct comparison could be made by plotting the results from the tensile tests on the same graph. This would reveal whether the mechanical properties of one of the materials were more influenced by the change in layer thickness. The first figure plotted was Fig. 15 which compared Young’s modulus of the materials; no real trend was evident for the layer thickness effect on Young’s modulus for both materials. It was evident that Young’s modulus for PLA specimens was far greater than that of the ABS. The influence of layer thickness on ultimate tensile strength was another comparison studied. Figure 16 shows that increasing the layer thickness had a bigger impact on the ultimate tensile strength of PLA than ABS. In comparison to the extremely minor reductions for the ABS material, the PLA material showed a more significant decline between each value of layer thickness. This can also be expressed numerically, as illustrated in Tables 9 and 10, which determine the percent loss in ultimate tensile strength with increasing layer thickness. PLA was significantly influenced more than ABS at all intervals, according to the tables. Furthermore, PLA specimens had higher values for ultimate tensile strength, which is to be expected given the fact that PLA filaments have a higher tensile strength than ABS filaments. Increasing the layer thickness resulting in a reduction in tensile strength has been reported before as part of a statistical analysis based on database assessment [37], but this work has highlighted different behaviour depending on the material type.

A comparison of the effect of layer thickness on Young’s modulus for PLA and ABS

A comparison of the effect of layer thickness on the ultimate tensile strength for PLA and ABS
The breaking strains of each material were then plotted, (Fig. 17) and it was again found that there was a greater effect on the PLA specimens compared to the ABS specimens. However, there was a greater decrease in breaking strain for the ABS specimen when increasing the layer thickness from 0.12 to 0.16 mm, decreasing 26% in contrast to the substantially lower 9%. PLA specimens were more affected than ABS specimens by all other increments in layer thickness. The graph also shows that the breaking strain for ABS is much higher than PLA, with higher values at all layer thicknesses. To do a further comparison of the effect on the materials, calculations of the decrease between 0.16 and 0.28 mm were made. The reason 0.12 mm was not used is that, as previously stated, printing ABS specimens at this layer thickness caused difficulties, which could have affected the results. Therefore, it would be unfair to make the comparison using this layer thickness so 0.16 mm was chosen. The mechanical properties compared were the ultimate tensile strength and the breaking strain. Young’s modulus was not compared due to the large fluctuation in the results meaning no clear trend was evident for both materials. Table 11 below presents the % decrease of ultimate tensile strength and breaking strain for ABS and PLA when increasing the layer thickness from 0.16 to 0.28 mm.

A comparison of the effect of layer thickness on the breaking strain of PLA and ABS
The mechanical properties of PLA specimens were affected more than those of ABS specimens, as shown in the table. PLA specimens decreased 18% more than ABS specimens when comparing ultimate tensile strength. Furthermore, the PLA specimens’ breaking strain percent decrease was considerably greater than the ABS specimens, with a 27% decline compared to an inferior 11%. As a result, the influence of layer thickness on mechanical properties is stronger in the material PLA than in the material ABS. This could be further supported by the work of Rodríguez-Panes et al. [32] where the influence of process parameters on the mechanical behaviour of samples of ABS and PLA was investigated. The study used layer heights of 0.1 and 0.2 mm and found that there was an 11% decrease in ultimate tensile strength for PLA specimens when increasing the layer height. This value is very similar to the 13% decline found in this project when increasing the layer height from 0.12 to 0.20 mm for PLA specimens. The study found that there was a greater effect on the mechanical properties of PLA compared to ABS.
4 Summary and conclusions
The impact of layer thickness on the mechanical properties of PLA and ABS 3D printed specimens made with FFF was investigated in this work. The specimens were printed at a range of layer thicknesses and tested in compliance with ASTM D638 standards (Type I). The study found that when increasing the layer thickness the mechanical properties of the specimens for both ABS and PLA decreased. No effect on Young’s modulus with layer thickness was observed for both materials. As the layer thickness was raised, the value of breaking strain dropped, which was true for both the PLA and the ABS. When the thickness of ABS was increased from 0.16 to 0.28 mm, the breaking strain decreased by 11%, whereas PLA’s strain decreased by a more significant 27%. When it came to ultimate tensile strength, the effect of layer thickness on PLA was once again more significant than ABS. To summarise, the major objective of this research was to explore the influence of layer thickness on 3D printed specimens and compare the mechanical test results to see if one material is more affected than the other. The study found that PLA was more significantly affected by the change in layer thickness compared to ABS.
References
Dale Prince J (2014) 3D printing: an industrial revolution. J Electron Resources Med Libr 11(1):39–45
Tofail SAM, Koumoulos EP, Bandyopadhyay A, Bose S, O’Donoghue L, Charitidis C (2018) Additive manufacturing: scientific and technological challenges, market uptake and opportunities. Mater Today 21:22–37
Smithers (2022) Reasons why 3D printing is reaching mainstream, Available at: https://www.smithers.com/en-gb/resources/2017/jul/reasons-why-3d-printing-is-reaching-the-mainstream. Accessed 5 Oct 2022
Singh T, Kumar S, Sehgal S (2020) 3D printing of engineering materials: a state of the art review. Mater Today: Proc 28:1927–1931
Rahim TN, Abdullah AM, Akil H (2019) Recent developments in fused deposition modeling-based 3D printing of polymers and their composites. Polym Rev 59(4):589–624
Dudek, P.F.D.M., FDM 3D printing technology in manufacturing composite elements. Archives of metallurgy and materials, 58(4), 2013, 1415-1418.
Mercado-Colmenero JM, La Rubia MD, Mata-Garcia E, Rodriguez-Santiago M, Martin-Doñate C (2020) Experimental and numerical analysis for the mechanical characterization of PETG polymers manufactured with FDM technology under pure uniaxial compression stress states for architectural applications. Polymers 12(10):2202
Li Ge, Zhao M, Fei Xu, Yang Bo, Li X, Meng X, Teng L, Sun F, Li Y (2020) Synthesis and biological application of polylactic acid, molecule. Molecules 25:5023
Kamelian FS, Saljoughi E, P., ShojaeeNasirabadi, and S.M Mousavi, (2018) Modifications and research potentials of acrylonitrile/butadiene/styrene (ABS) membranes: a review. Polym Compos 39:2835–2846
Sewiko R, Hakim MR, Firdaus AN, Alfaris L, Baswantara A, Wibowo YA, Krisnafi Y (2019) Use of acrylonitrile butadiene styrene and polylactide filaments as basic materials for marine technology prototype. Int J Eng Sci (IJES) 8:75–82
Guerrero-de-Mier A, Espinosa MM, Domínguez M (2015) Bricking: a new slicing method to reduce warping. Procedia Eng 132:126–131
Péter T, Litauszki K, Kmetty Á (2021) Improving the heat deflection temperature of poly(lactic acid) foams by annealing. Polym Degrad Stab 190:109646
Zhang R, Li L, Long S, Wang P, Wen F, Yang J, Wang G (2022) High-temperature dielectric polymer composite films of all-organic PVDF/ABS with excellent energy storage performance and stability. J Mater Chem C 10:3480–3488
Azimi P, Zhao D, Pouzet C, Crain N, Stephens B (2016) Emissions of ultrafine particles and volatile organic compounds from commercially available desktop 3D printers with multiple filaments. Environ Sci Technol 50:1260–1268
ManojPrabhakar M, Saravanan AK, Haiter Lenin A, A., I. Jerin Leno, K. Mayandi, and P. SethuRamalingam, (2021) A short review on 3D printing methods, process parameters and materials. Mater Today: Proc 45:6108–6114
Fatimatuzahraa AW, Farahaina B, Yusoff WAY (2011) The effect of employing different raster orientations on the mechanical properties and microstructure of fused deposition modeling parts. IEEE Symposium on Business, Engineering, and Industrial Applications (ISBEIA), Langkawi, pp 22–27
Dudescu C, Racz L (2017) Effects of raster orientation, infill rate and infill pattern on the mechanical properties of 3D printed materials. Acta Univ Cibiniensis 69:23–30
Gonabadi H, Chen Y, Yadav A, Bull SJ (2022) Investigation of the effect of raster angle, build orientation and infill density on the elastic response of 3D printed parts using Finite Element microstructural modelling and homogenization techniques. Int J Adv Manufact Technol 118:1485–1510
Gonabadi H, Yadav A, Bull SJ (2020) The effect of processing parameters on the mechanical characteristics of PLA produced by a 3D FFF printer. Int J Adv Manuf Technol 111:695–709
Ziemian C, Sharma M, Ziemian S (2012) Anisotropic mechanical properties of ABS parts fabricated by fused deposition modelling. In: Murat G (ed) Chapter 7 in Mechanical Engineering. IntechOpen, London
Casavola C, Cazzato A, Moramarco V, and Renna G (2019), Mechanical Behaviour of ABS-Fused Filament Fabrication Compounds under Impact Tensile Loadings, Materials, 12(8), 1295.
Miazio Ł (2019) Impact of print speed on strength of samples printed in FDM technology. Agric Eng 23(2):33–38
Hsueh M, Lai C, Wang S, Zeng Y, Hsieh C, Pan C, Huang W (2021) Effect of printing parameters on the thermal and mechanical properties of 3D-printed PLA and PETG, using fused deposition modelling. Polymers 13(11):1758
Foppiano M, Saluja A, Fayazbakhsh K (2021) The effect of variable nozzle temperature and cross-sectional pattern on interlayer tensile strength of 3D printed ABS specimens. Exp Mech 61:1473–1487
Syrlybayev D, Zharylkassyn B, Seisekulova A, Akhmetov M, Perveen A, Talamona D (2021) Optimisation of strength properties of FDM printed parts—a critical review. Polymers 13(10):1587
Sharma M, Sharma V, Kala P (2019) Optimization of process variables to improve the mechanical properties of FDM structures. J Phys: Conf Ser 1240:012061
Rankouhi B, Javadpour S, Delfanian F, Letcher T (2016) Failure analysis and mechanical characterization of 3D printed ABS with respect to layer thickness and orientation. J Fail Anal Prev 16(3):467–481
Samykano M, Selvamani S, Kadirgama K, Ngui W, Kanagaraj G, Sudhakar K (2019) Mechanical property of FDM printed ABS: influence of printing parameters. Int J Adv Manuf Technol 102(9–12):2779–2796
Vicente C, Martins T, Leite M, Ribeiro A, Reis L (2019) Influence of fused deposition modeling parameters on the mechanical properties of ABS parts. Polym Adv Technol 31(3):501–507
Jatti V, Jatti S, Patel A, Jatti V (2019) A study on effect of fused deposition modelling process parameters on mechanical properties. Int J Sci Technol Res 8(11):689–693
Alafaghani A, Qattawi A, Alrawi B, Guzman A (2017) Experimental optimization of fused deposition modelling processing parameters: a design-for-manufacturing approach. Proc Manuf 10:791–803
Rodríguez-Panes A, Claver J, Camacho A (2018) The influence of manufacturing parameters on the mechanical behaviour of PLA and ABS pieces manufactured by FDM: a comparative analysis. Materials 11(8):1333
Ultimaker 3, Ultimaker, Available at https://ultimaker.com/3d-printers/ultimaker-3 . Accessed 5 Oct 2022
ASTM International (2022) ASTM D638-22 Standard test method for tensile properties of plastics. Accessed 5 Oct 2022
Artillery sidewinder, Artillery, Available at: https://artillery3d.com/. Accessed 5 Oct 2022
PLA+&PLA, SUNLU, Available at: https://www.sunlu.com/collections/pla-plus-pla-3d-filament-1-75mm. Accessed 5 Oct 2022
Farashi S, Vafaee F (2022) Effect of printing parameters on the tensile strength of FDM 3D samples: a meta-analysis focusing on layer thickness and sample orientation. Progress Addit Manuf 7:565–582
Funding
This work formed part of the MEng research project of Keitan Shergill. As such, it was not externally funded but was funded by Newcastle University.
Author information
Authors and Affiliations
Contributions
KS (70%) and YC (30%) performed the experimental work. All authors were involved in the writing of the manuscript and analysing the data. SB was the originator of the work plan and provided management and resources for its completion.
Corresponding author
Ethics declarations
Conflict of interest
The authors declare no competing interests.
Additional information
Publisher's note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Shergill, K., Chen, Y. & Bull, S. An investigation into the layer thickness effect on the mechanical properties of additively manufactured polymers: PLA and ABS. Int J Adv Manuf Technol 126, 3651–3665 (2023). https://doi.org/10.1007/s00170-023-11270-y
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s00170-023-11270-y