
Abstract
Friction surfacing (FS) is a solid-state layer deposition process for metallic materials at temperatures below their melting point. While the bonding of the deposited layers to the substrate is proven suitable for coating applications, so far the mechanical properties of additively manufactured stacks have not been systematically investigated. In particular, the effect of successive deposited FS layers, i.e., repetitive thermo-mechanical loading, on the interface properties as well as anisotropy and strength of the deposited stack is unknown. For this purpose, the mechanical properties of FS deposited multi-layer stacks from dissimilar aluminum alloys have been investigated, characterizing layer-to-layer as well as layer-to-substrate bonding interfaces via micro-flat tensile testing. Furthermore, directional dependencies in the stack and failure mechanisms are analyzed. The results show a homogeneous, fine-grained microstructure with average grain sizes between 4.2 and 4.6 μ m within the deposited material. The resulting tensile properties with no significant directional dependency present an ultimate tensile strength between 320 and 326 MPa exceeding the strength of the AA5083 H112 consumable base material. No difference was obtained in terms of layer-to-layer or layer-to-substrate interface strength. Furthermore, homogeneous hardness was observed within the deposited structure, which is in the range of AA5083 base material’s hardness of 91 HV. The results indicate that the FS process in conjunction with the material used is suitable for additively generated structures and highlight the potential of this solid-state layer deposition technology.
Similar content being viewed by others
Avoid common mistakes on your manuscript.
1 Introduction
Additive manufacturing (AM) technologies have gained increasing attention over the last decade and developed further not only for rapid prototyping but meet industrial requirements for structural components [1]. The common fusion-based AM processes, such as direct energy deposition (DED) [2], use powder or wire as consumable material which melts due to the energy input and solidifies generating a layer-by-layer manufactured part. In comparison to conventional subtractive manufacturing methods, AM technologies provide flexibility and higher degree of freedom in design for near-net-shape geometries [3], with minimum post-processing effort and waste of material [4]. AM processes can be performed for various metallic materials, including steel, aluminum, and titanium alloys (see, e.g., Herzog et al. [1]). Apart from the strong benefits of AM technologies, remaining challenges are, for instance, porosity formation or heterogeneous microstructures consisting of strongly oriented columnar grains [5]. Porosity is often formed in the inter-layer regions, i.e., between subsequent layers, resulting in anisotropic mechanical behavior of the built structure [6]. Additionally, strong thermal gradients within the structure might lead to significant residual stresses [7].
Solid-state joining processes induce a moderate thermal gradient in the substrate material as well as previous deposited layers compared to fusion-based technologies. The friction surfacing (FS) process, a solid-state coating technology for metals, which is also mentioned as repair technology [8] or as protection against corrosion [9]. Furthermore, it has already shown to be a potential alternative to fusion-based AM technology, e.g., for steel [10] and aluminum [11]. In order to perform FS, a consumable material (stud) is positioned above the substrate material. The rotating stud is pressed onto the substrate surface, friction occurs, and the tip of the stud deforms and plasticizes. A relative translational movement between stud and substrate enables the deposition of plasticized consumable stud material onto the substrate. The FS approach can also be used to deposit multiple layer o top of each other, known as multi-layer friction surfacing (MLFS) or friction surfacing layer deposition (FSLD), leading to a solid-state layer deposition process. For coating applications, i.e., deposition of one single layer, FS was successfully performed for various material combinations like steels [12], aluminum alloys [13], copper [14], titanium alloys [15], Inconel [16], magnesium alloys [17], and, e.g., aluminum and steel [18] or low carbon steel over Inconel [19]. Further very challenging dissimilar material combinations are also achievable, as, e.g., Al/Ti joints enabled by hybrid approaches of friction stir welding (FSW) assisted by FS [20]. The deposits typically show a homogeneous and fine-grained microstructure also along deposition height for multi-layer FS structures [21]. Rotational speed, axial force, and travel speed are the three main process parameters affecting appearance and geometry of the deposit, which was investigated by numerous studies as discussed in the comprehensive review by Gandra et al. [22]. Apart from the MLFS technique, there are other solid-state AM approaches based on the combination of friction and plastic deformation. These include additive friction stir deposition (AFSD) [23] or wire-based friction stir additive manufacturing (W-FSAM) [24], both closely related to the FS principle, where these techniques offer continuous feeding of the consumable material to be deposited. However, in contrast to FS, these processes require tooling to process the material.
A key requirement for application of MLFS in structural components remains in achieving high-quality layer-to-substrate (LTS) as well as layer-to-layer (LTL) bonding. The mechanical characterization of the LTS interface has been subject of several studies in the literature. There are three main test methods that found application in this regard. Bending tests are often applied to confirm a certain measure of bonding strength and to localize defects, which introduce failure, e.g., investigated by Govardhan et al. [25]. However, bending tests do not provide solely the LTS properties due to a superposition of different loads at the interface. Push-off tests are performed for different loading directions, focusing either on tensile or shear properties by enforcing failure of the LTS interface with loads acting in plane or perpendicular to it [26]. Tensile testing of AA2017 FS layer and adjacent AA5052 substrate, using tensile specimens (specimen cross-section of 35 mm2 in the gauge length) containing 25% layer material, with the bonding interface in loading direction was performed by Tokisue et al. [27], which demonstrated that FS is not detrimental to the tensile strength of the substrate. Sakihama et al. [28] showed for FS of a similar AA5052 combination a maximum tensile strength of 88.8% of the base material, where the tensile specimen contained 20% layer material. Direct assessment of the layer’s tensile properties of AA5083 layers deposited onto AA2024 substrates was reported by Silvério et al. [29]. The analyzed micro-flat tensile test specimens from within the single deposited layer showed a promising increase of 9% in ultimate tensile strength (UTS) and 6% in elongation at break compared to the AA5083 base material.
The feasibility of FS for AM was already successfully shown for steel [30] and aluminum [11]. However, there are no systematic studies in the literature investigating FS as an AM technology describing the mechanical behavior and anisotropy of the deposited material. This study reports not currently available results on mechanical properties of an additively manufactured structure produced via MLFS of dissimilar Al alloys. In particular, the mechanical properties of the LTS as well as the LTL regions are analyze in depth. Such detailed investigation is, to the best of the author’s knowledge, currently not reported in the literature.
2 Materials and methods
The materials for the present study were AA5083 H112 as consumable stud (20 mm diameter, 125 mm length) and AA2050 T84 as substrate (300 mm length, 130 mm width, 12.5 mm thickness). The MLFS structures for the investigation were generated using a custom-designed friction welding system (RAS, Henry Loitz Robotik, Germany) (Fig. 1), providing the necessary stiffness and repeatability for MLFS. In this study, all depositions were performed force-controlled and showed stable and reproducible process behavior. Between substrate and machine table, an AA2024 backing plate was used (300 mm length, 130 mm width, 8 mm thickness).

FS welding equipment with clamped substrate with previously deposited layers and consumable stud positioned prior to depositing a subsequent layer
In order to build multi-layer stacks, multiple FS layers were deposited on top of each other employing the same process parameters. Being a discontinuous process, i.e., after every deposition, a new stud has to be mounted in the machine head; therefore, the volume of material to be deposited in one process depends on the dimensions of the stud used. Since also the process parameters affect deposit thickness and width [31], two sets of process parameters, optimized with regard to maximum layer length (set 1) and layer thickness (set 2), were used (Table 1). The optimization is based on preliminary work on process parameter variation, e.g., [31]. For the investigation of the mechanical properties of the LTS interface, two stacks with nine layers each were produced based on process parameter set 1, leading to stacks of approx. 19.9 mm width, 228 mm length, and 12 mm height, with a corresponding average layer thickness of 1.3 mm. To investigate the LTL interface, parameter set 2 is employed to manufacture one stack of ten layers, reaching a width, length and height of 22 mm, 152 mm, and 22 mm, respectively, at an average layer thickness of 2.2 mm. Comparing the two parameter sets, the increased rotational speed and start shortening for the plasticizing phase of set 2 leads to a longer duration of this phase and more stud material plasticizing. The lower travel and rotational speed during deposition phase of set 2 enables an overall thicker deposit, as described already in the review by Gandra et al. [22], but the resulting layers are shorter than those generated by set 1. The process parameters used allow to build MLFS stacks that provide the necessary dimensions needed to extract test specimens, which is explained in the following.
The stacks produced with process parameter set 1 provide the necessary dimensions for the extraction of multiple specimens along the deposition path, which are used to investigate the LTS bonding strength. For that purpose, specimens for micro-flat tensile testing (MFTT) and cross-tension testing (CTT) were extracted at different positions along the deposited structure (Fig. 2) to assess the impact of process duration and possible changes in thermal conditions on the bonding properties along the deposition path. The CTT specimen geometry provides data of applied force over time for a larger gauge section compared to the MFTT specimens. The specimens for CTT have flat surfaces parallel to the testing area of 10×10 mm2 (Fig. 2a), enabling a compression test setup where the force is applied with a fork-like tool (Fig. 3b). This setup minimizes sample deformation impeding the load introduction as it could be the case in lateral clamping. CTT was performed using a 100 kN tensile machine (ZwickRoell, Germany). The tensile load on the bonding interface is applied displacement-controlled at traverse speeds of 0.125 mm/min.

CTT (a) as well as MFTT specimens (b, c) were extracted from the stack of process parameter set 1 to investigate the LTS interface. For all specimens, the LTS interface is located in the center of the testing area. The positioning of the samples along the deposition length allows to obtain possible gradients in mechanical behavior along the layer stack (d)

Setup for micro-flat tensile testing with laser extensometer (a) and setup for cross-tension testing (b)
The MFTT specimens from the generated stacks of set 1 are extracted from the start, middle, and end of the stack, leaving a distance of 25 mm to the start and end position of the deposition path (Fig. 2d). The specimens are machined by electrical discharge machining (EDM), which allows precise and traceable positioning of the specimens in the generated structures. For the determination of the LTS bonding properties, the samples are extracted perpendicular to the interface plane with approximately 50% of the gauge length inside the deposited layer stack (Fig. 2c). The geometry of the MFTT specimens is shown in detail in Fig. 2b, where the specimens have a thickness of 1 mm.
In order to allow a systematic analysis of the deposited materials’ tensile behavior in different directions, MFTT specimens from the stack created with parameter set 2, which provides the required (layer) dimensions, i.e., thickness, for extracting the specimens in the necessary orientations, are investigated. The MFTT specimens show the same dimensions as previously mentioned (Fig. 2b) with 1 mm thickness, and the extraction positions are shown in Fig. 4. The dimensions of the tensile specimens used had to be chosen below typical standards for tensile testing in order to be able to extract tensile specimens in the mentioned orientations. The specimens’ size has to be considered when analyzing the results; however, microspecimens can also exhibit reliable testing data [32]. According to VDI 3405-2, MFTT specimen are extracted in a 45∘ angle to the deposition direction and in three different polar angles (0∘, 45∘, 90∘) (Fig. 4). All tensile testing is performed displacement-controlled at a rate of 0.1 mm/min using a tensile machine with 5 kN load cell (ZwickRoell, Germany), where the displacement is recorded by laser extensometer (Fiedler Optoelektronik GmbH, Germany). The setup for the MFTT procedure is shown in Fig. 3a.

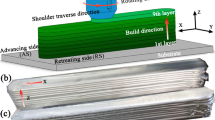
Multi-layer FS stack generated using process parameter set 2 for extracting MFTT specimens (a) to allow a systematic analysis of the tensile behavior of the deposited material. The schematic positioning of the MFTT samples in stack shows the different orientations (b) in order to investigate the mechanical properties of the deposited material dependent on the loading direction
For metallographic analysis, cross-sections of the stacks were prepared following common grinding and polishing practices. The polished cross sections were etched with Barker’s solution at 20 V for 120 s. The analysis of the microstructure of deposit and substrate material as well as the bonded width, which is defined as the fully bonded interface width (Fig. 5a), was performed using the digital microscope VHX-6000 (Keyence, Germany). Furthermore, the microstructure was analyzed by FEI Quanta 650 scanning electron microscope (SEM) equipped with a velocity electron backscatter diffraction (EBSD) system. Orientation mapping involving automatic beam scanning was performed with a scan step size of 0.2 μ m and an applied voltage of 15 kV. Additionally, microhardness tests were performed on a Durascan 70 G 5 automated hardness testing machine (EMCO-TEST Prüfmaschinen GmbH, Austria) in accordance with DIN EN ISO 6507-1. The applied load is 0.2 kg and a Vickers indenter with 136∘ opening angle is used. For hardness mapping, a grid size of 0.5 mm is chosen.

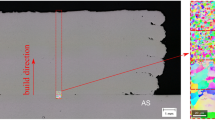
MLFS stack obtained with process parameter set 1: macrograph of cross-section (a) revealing layer geometries and bonded width, hardness mapping (b) revealing the heat-affected zone (HAZ) and EBSD results of LTS interface (c) and layer material (d, e), including average grain size
3 Results and discussion
3.1 Investigation of microstructure and hardness (set 1)
At first, the resulting microstructure of the MLFS structure is analyzed exemplarily for a stack generated with process parameter set 1. The FS deposited layers present unbonded edges (see Fig. 5a), and depending on the application, it might be necessary to remove this unbonded material. For the current study, all testing specimens were extracted within the bonded width along the materials’ interface (Fig. 5a). The macrograph of the deposited structure shows a homogeneous fine-grained microstructure along all deposited layers. Compared to the substrate material, the deposit reveals no gradient in grain size in the region of the materials’ interface. The micrograph (Fig. 5c), taken in the fully bonded zone at the LTS interface, presents the different grain sizes of substrate and deposit material. No significant microstructural gradient along the deposit height is observable revealing average grain sizes in the deposited structure between 4.2 and 4.6 μ m (Fig. 5d and e). This is in accordance with the detailed EBSD analysis for six deposited layers of AA5083 by Shen et al. [21], revealing average grain sizes between 4.0 and 4.7 μ m.
The fine-grained microstructure is a result of the consumable material undergoing thermomechanical processing and dynamic recrystallization during the deposition process [21]. The repetitive thermal loading of the individual FS passes showed no significant impact on the microstructure. Due to the solid-state nature of this layer deposition technique, there is no grain coarsening due to re-heating as the temperatures during subsequent layer depositions are low [33]. Additionally, cross-sections taken from start, center and end along the welding path did not show significant differences, illustrating a homogeneous microstructure along the MLFS stack. The hardness map with 1230 points (Fig. 5b) shows a homogeneous hardness distribution in the deposited material, which is in the range of base material hardness of the AA5083 stud (HVAA5083H112 = 91 [34]). In contrast, the heat input to the AA2050 substrate material, a precipitation hardenable aluminum alloy, leads to a hardness loss within the heat-affected zone (HAZ), reaching a depth of 4 mm.
3.2 Investigation of LTS bonding (set 1)
For the investigation of the LTS bonding strength, two stacks were built applying process parameter set 1. Overall, 34 MFTT specimens and six CTT specimens were extracted from three positions each along the stacks’ length according to Fig. 4. The UTS of the CTT specimens shows consistently high values in the range of the consumable stud base materialFootnote 1 (Fig. 6) with an average UTS of 313.6 MPa ± 19.3 MPa. Only one CTT sample extracted from the end of the stack shows a slightly decreased UTS of 279.5 MPa. Footnote 2

Ultimate tensile strength for MFTT and CTT specimens extracted along the deposition direction for stacks generated with process parameter Set 1
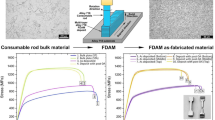
The MFTT specimens show an overall UTS of 329.4 MPa ± 4.7 MPa. The results show a uniform mechanical behavior along the stack length (Fig. 6). During plastic deformation until necking, a pronounced Portevin-Le Chatelier (PLC) effect is visible, shown by the serrated stress-strain behavior (Fig. 7a), which can be related to dynamic strain aging due to the interaction between solute atoms and (mobile) dislocations [36].

In summary, results from MFTT and CTT show very consistent results, where the CTT provides strength values for a 100× larger bonding area than the MFTT. Since the strength values are constant along the deposition path, the conclusion is drawn that the bonding strength is constant along the fully bonded interface area.
3.3 Investigation of LTL bonding (set 2)
From the stack produced using parameter set 2, nine MFTT samples each were tested in three orientations: 0∘, 45∘, and 90∘ (see Fig. 4). The stress-strain response is illustrated in Fig. 7b. The nearly identical responses during tensile testing for all samples extracted from different orientations in the stack are remarkable. This observation and the extracted tensile properties (Table 2) reveal a tensile behavior with no significant directional dependency for the MLFS deposited material. For all tested specimens of this stack, an average UTS of 323.0 ± 5.1 MPa was determined, which corresponds to 107.9% of base material UTS. The average values for the yield strength, Rp0.2, for the MFTT specimens present a low standard deviation and, similar to the UTS values, reveal no dependency on the orientation in stack of the extracted specimens (Table 2).
In terms of the stacks of set 1, the elongation, A and Ag, was previously not analyzed explicitly, since the gauge length contains different Al alloys. In contrast, due to the positioning of the MFTT specimens only in the deposited material within the stack of set 2, these specimens allow a valid characterization of the materials’ elongation behavior in addition to its strength. The uniform elongation shows no significant dependency on the MFTT specimen orientation in stack (Table 2); however, slightly lower values are measured for 45∘ and 90∘ oriented specimens. For all specimens, the average uniform elongation is determined as Ag = 10.7% ± 1.3%. In conclusion, it can be stated that multiple FS deposits do not reduce the LTL interface strength, considering a non-heat treatable aluminum alloy as deposit material. To clarify this further, the fracture behavior of the MFTT specimens is analyzed in detail in the following.
3.4 Investigation of fractured MFTT specimens
The fractured MFTT specimens are analyzed next. For this purpose, both the angle and distance of the fracture surface from the LTS interface were measured for the MFTT specimens. Three types of fracture modes were observed (see Fig. 8), being horizontal (type A), diagonal in one plane (type B), and diagonal in two planes (type C). The fracture types B and C were found to cross at least one layer interface. Most samples present a mixture of fracture types B and C. The average fracture angles were 90∘ for type A, 62∘ for type B, and 44∘ (diagonal) for type C. The location of fracture in the gauge length of the MFTT sample is approximated as the average distance from LTS interface to the fracture surface. There are three characteristic fracture positions that can be distinguished: fracture in a layer, fracture in an LTL interface, and fracture in the LTS interface. The fracture position and fracture type of the MFTT specimens extracted from the stacks of process parameter set 1 are summarized in Fig. 9. No fracture could solely be associated with the LTS interface. Only 2 of 34 fractured samples were associated with an LTL interface. Considering that fracture types B and C run across at least one interface, 4 of 34 fractures reach into the substrate material. Fracture under 90∘ angle, type A, in layer 1 showed the lowest strength values, which can be attributed to necking during plastic deformation under tensile loading. The AA2050 substrate material provides significantly higher resistance to deformation and, as a consequence, in the region close to the LTS, stress concentrations will be maximized. This also applies to the observation that almost all fracture occur close to the LTS and only three fractures reach into the third deposited layer. Considering the consistently high UTS measured for all samples, the scatter of fracture locations leads to the conclusion that the layer interfaces do not act as site of fracture initiation, i.e., they have no measurable weakening influence on the tensile properties.

Schematic of observed fracture modes for MFTT specimens after tensile testing: horizontal (type A), diagonal in one plane (type B), and diagonal in two planes (type C)

Fracture type and fracture position along height of the stacks generated with process parameter Set 1, including the determined ultimate tensile strength
Furthermore, the fracture analysis of the MFTT specimens extracted for three different orientations in the stack of process parameter set 2 revealed no correlation between sample orientation and fracture mode. Additionally, the specimens extracted from the set 2 stack at 0∘ orientation did not show type A failure (Fig. 10), implying that no cracks along an LTL interface could be observed. This leads to the conclusion that no systematic failure near LTL interfaces occurs, which agrees with the results for the vertically oriented MFTT specimens of set 1. A possible impact of a weaker LTL interface would have shown in distinct accumulation of fracture locations and mode depending on the sample orientation (Fig. 4), which could not be observed.

Tested specimens extracted from MLFS stack built with process parameters set 2 at 0∘ orientation. The MFTT specimens do not show 90∘ fractures, indicating that the fractures do not occur along LTL interfaces
3.5 MLFS for AM applications
Additive manufacturing of Al-Mg alloys is typically performed using conventional fusion-based AM processes. Processing of Al-Mg via wire-arc additive manufacturing (WAMM) was shown by Gu et al. [37] and Horgar et al. [38]. Laser metal deposition (LMD) for Al-Mg alloy was presented by Frönd et al. [39]. The layer-by-layer approach of fusion-based AM entail significant re-heating of previously built material and a strong thermal gradient in the structure [5]. This can result in gradients in microstructure as well as mechanical properties within the built structure. The results from Frönd et al. [39] showed that the anisotropy in terms of mechanical properties can be reduced by adjustment of LMD process parameters. The approach of solid-state AM via MLFS presented no significant gradients in terms of tensile properties and tensile strengths even slightly exceeding the studs’ base material strength due to the fine-grained deposited material, without any post-processing. The process has a lower heat input, preventing large distortions as well as issues related to material melting and solidification, e.g., hot cracking [40] or evaporation [41].
In terms of deposition efficiency, the MLFS process achieved deposition rates of 25 g/min for process parameter set 1 and 31 g/min for set 2. These values are in the same range as observed for instance by Frönd et al. [39], i.e., 22 g/min, for laser metal deposition. For WAAM, Williams et al. [42] state that deposition rates between 17 and 67 g/min are achievable for aluminum alloys. In this regard, the deposition rate of MLFS is competitive with fusion-based AM technologies, where the MLFS process shows beneficial aspects in terms of microstructure and mechanical properties. However, considering that MLFS is still a discontinous process, further investigation in particular on the economic feasibility is necessary to pave the way for large-scale AM applications with this technology.
4 Conclusion
The present study highlights the great potential of MLFS as solid-state additive manufacturing technology and, for the first time, provides a detailed analysis of the resulting mechanical properties for a deposited structure. In particular, the layer to substrate and layer to layer interface have been investigated using cross-tension as well as micro-flat tensile testing. The results are summarized as follows:
-
MLFS is a highly reproducible solid-state process to generate multi-layer structures.
-
The deposited structures show a homogeneous fine-grained microstructure with an average measured grain size between 4.2 and 4.6 μ m.
-
The hardness distribution of the deposited material is uniform and the values are in the range of the AA5083 consumable stud base material (91 HV).
-
The results revealed no significant directional dependency in terms of tensile properties with ultimate tensile strength, slightly overmatching the base material strength of the consumable stud material of a non-heat treatable aluminum alloy used.
-
No significant gradient in mechanical properties along length and height of the deposited structure was observed. The micro-flat tensile testing specimens extracted along the stack length revealed an average ultimate tensile strength of 329.4 MPa ± 4.7 MPa.
-
Failure analysis revealed that the LTS and LTL interfaces do not constitute crack initiation sites in the MLFS structure. Furthermore, LTS and LTL interfaces were not observed to significantly influence the tensile strength.
Notes
Possible deviation of the bonding interface from the plane perpendicular to the load direction, due to distortion, misalignment, or specimen deformation during CTT, could cause additional shearing or bending conditions. These effects lead to a superposition of loading conditions. This might result in lower measured strength values as obtained for perfect testing conditions.
References
Herzog D, Seyda V, Wycisk E, Emmelmann C (2016) Additive manufacturing of metals. Acta Mater 117:371–392. https://doi.org/10.1016/j.actamat.2016.07.019
Kladovasilakis N, Charalampous P, Kostavelis I, Tzetzis D, Tzovaras D (2021) Impact of metal additive manufacturing parameters on the powder bed fusion and direct energy deposition processes: a comprehensive review. Progress in Additive Manufacturing, pp 1–17. https://doi.org/10.1007/s40964-021-00180-8
Frazier WE (2014) Metal additive manufacturing: a review. J Mater Eng Perform 23(6):1917–1928. https://doi.org/10.1007/s11665-014-0958-z
Ford S, Despeisse M (2016) Additive manufacturing and sustainability: an exploratory study of the advantages and challenges. J Clean Prod 137:1573–1587. https://doi.org/10.1016/j.jclepro.2016.04.150
Abdulhameed O, Al-Ahmari A, Ameen W, Mian SH (2019) Additive manufacturing: challenges, trends, and applications. Adv Mech Eng 11(2):1687814018822880. https://doi.org/10.1177/1687814018822880
Bai J, Ding H, Gu J, Wang X, Qiu H Porosity evolution in additively manufactured aluminium alloy during high temperature exposure. In: IOP Conference Series: Materials Science and Engineering, vol 167, IOP Publishing, 2017, pp 012045. https://doi.org/10.1088/1757-899X/167/1/012045
Li C, Liu Z, Fang X, Guo Y (2018) Residual stress in metal additive manufacturing. Procedia Cirp 71:348–353. https://doi.org/10.1016/j.procir.2018.05.039
Damodaram R, Rai P, Cyril Joseph Daniel S, Bauri R, Yadav D (2021) Friction surfacing: a tool for surface crack repair. Surf Interface Anal 422:127482. https://doi.org/10.1016/j.surfcoat.2021.127482
Agiwal H, Sridharan K, Pfefferkorn FE, Yeom H (2022) Microstructure and corrosion behavior of friction-surfaced 304L austenitic stainless steels. Int J Adv Manuf Technol 122:1641–1649. https://doi.org/10.1007/s00170-022-09982-8
Dilip JJS, Janaki Ram GD, Strucker BE (2012) Additive manufacturing with friction welding and friction deposition processes. Int J Rapid Manuf 3(1):56–69
Soujon M, Kallien Z, Roos A, Zeller-Plumhoff B, Klusemann B (2022) Fundamental study of multi-track friction surfacing deposits for dissimilar aluminum alloys with application to additive manufacturing. Mater Des 219(5):110786. https://doi.org/10.1016/j.matdes.2022.110786
Pitchi Raju V, Manzoor Hussain M, Govardhan D (2016) Effect of process parameters on the width of friction surfaced tool steel m2 deposit over low carbon steel. Int J Mater Sci 11(1):1– 7
Galvis JC, Oliveira PHF, Martins JdP, Carvalho ALMd (2018) Assessment of process parameters by friction surfacing on the double layer deposition. Mater Res 21(3):321. https://doi.org/10.1590/1980-5373-mr-2018-0051
Rao KP, Veera Sreenu A, Khalid Rafi H, Libin MN, Balasubramaniam K (2012) Tool steel and copper coatings by friction surfacing – a thermography study. J Mater Process Technol 212(2):402–407. https://doi.org/10.1016/j.jmatprotec.2011.09.023
Dovzhenko G, Hanke S, Staron P, Maawad E, Schreyer A, Horstmann M (2018) Residual stresses and fatigue crack growth in friction surfacing coated Ti-6Al-4V sheets. J Mater Process Technol 262:104–110. https://doi.org/10.1016/j.jmatprotec.2018.06.029
Cyril Joseph Daniel S, Damodaram R, Karthik GM, Lakshmana Rao B (2022) Friction surfaced alloy 718 deposits: effect of process parameters on coating performance. J Mater Eng Perform 10(4):293. https://doi.org/10.1007/s11665-021-06488-4
Nakama D, Katoh K, Tokisue H (2008) Some characteristics of AZ31/AZ91 dissimilar magnesium alloy deposit by friction surfacing. Mater Trans 49(5):1137–1141. https://doi.org/10.2320/matertrans.MC200779
Troysi FD, Brito PP (2020) Development and characterization of an iron aluminide coating on mild steel substrate obtained by friction surfacing and heat treatment. Int J Adv Manuf Technol 111(9):2569–2576. https://doi.org/10.1007/s00170-020-06310-w
Prasad Rao K, Sankar A, Khalif Rafi H, Janaki Ram GD, Madhusudhan Reddy G (2013) Friction surfacing of nonferrous substrates: a feasibility study. Int J Adv Manuf Technol 65(5):755–762. https://doi.org/10.1007/s00170-012-4214-0
Huang Y, Lv Z, Wan L, Shen J, dos Santos JF (2017) A new method of hybrid friction stir welding assisted by friction surfacing for joining dissimilar Ti/Al alloy. Mater Lett 207:172–175. https://doi.org/10.1016/j.matlet.2017.07.081
Shen J, Hanke S, Roos A, Dos Santos JF, Klusemann B (2019) Fundamental study on additive manufacturing of aluminium alloys by friction surfacing layer deposition. AIP Conf Proc 2113:10015. https://doi.org/10.1063/1.5112691
Gandra J, Krohn H, Miranda RM, Vilaça P, Quintino L, Dos Santos JF (2014) Friction surfacing—a review. J Mater Process Technol 214(5):1062–1093. https://doi.org/10.1016/j.jmatprotec.2013.12.008
Mishra RS, Haridas RS, Agrawal P (2022) Friction stir-based additive manufacturing. Sci Technol Weld Join 27(3):141–165. https://doi.org/10.1080/13621718.2022.2027663
Chen H, Chen J, Xu S, Zhao Y, Meng X, Xie Y, Huang Y (2022) Wire-based friction stir additive manufacturing toward field repairing. Weld J 101:249–252. https://doi.org/10.29391/2022.101.019
Govardhan D, Kumar A, Murti K, Madhusudhan Reddy G (2012) Characterization of austenitic stainless steel friction surfaced deposit over low carbon steel. Mater Des 36:206–214. https://doi.org/10.1016/j.matdes.2011.07.040
Stegmueller M, Schindele P, Grant RJ (2015) Inductive heating effects on friction surfacing of stainless steel onto an aluminium substrate. J Mater Process Technol 216:430–439. https://doi.org/10.1016/j.jmatprotec.2014.10.013
Tokisue H, Katoh K, Asahina T, Ushiyama T (2006) Mechanical properties of 5052/2017 dissimilar aluminum alloys deposit by friction surfacing. Mater Trans 47 (3):874–882. https://doi.org/10.2320/matertrans.47.874
Sakihama H, Tokisue H, Katoh K (2003) Mechanical properties of friction surfaced 5052 aluminum alloy. Mater Trans 44(12):2688–2694. https://doi.org/10.2320/matertrans.44.2688
Silvério S, Krohn H, Fitseva V, Alcântara NGd, Dos Santos JF (2018) Deposition of AA5083-H112 over AA2024-T3 by friction surfacing. Soldagem & Inspeção 23 (2):225–234. https://doi.org/10.1590/0104-9224/si2302.09
Dilip JJS, Babu S, Rajan SV, Rafi KH, Janaki Ram GD, Stucker BE (2013) Use of friction surfacing for additive manufacturing, Mater. Manuf Process 28(2):189–194. https://doi.org/10.1080/10426914.2012.677912
Kallien Z, Rath L, Roos A, Klusemann B (2020) Experimentally established correlation of friction surfacing process temperature and deposit geometry. Surf Coat Technol 397:126040. https://doi.org/10.1016/j.surfcoat.2020.126040
Kashaev N, Horstmann M, Ventzke V, Riekehr S, Huber N (2013) Comparative study of mechanical properties using standard and micro-specimens of base materials Inconel 625, Inconel 718 and Ti-6Al-4 V. J Mater Res Technol 2(1):43–47. https://doi.org/10.1016/j.jmrt.2013.03.003
Dilip J, Janaki Ram GD (2013) Microstructure evolution in aluminum alloy AA 2014 during multi-layer friction deposition. Mater Charact 86:146–151. https://doi.org/10.1016/j.matchar.2013.10.009
MatWeb - Material Property Data. http://www.matweb.com/search/DataSheet.aspx? MatGUID=bd6317b19dd94faf8bff851e4f339e88 Accessed 28 May 2021
Constellium, Airware 2050-T84 plate (2017)
Ait-Amokhtar H, Fressengeas C, Boudrahem S (2008) The dynamics of Portevin–Le Chatelier bands in an Al–Mg alloy from infrared thermography. Mater Sci Eng A 488(1):540–546. https://doi.org/10.1016/j.msea.2007.11.075
Gu J, Wang X, Bai J, Ding J, Williams S, Zhai Y, Liu K (2018) Deformation microstructures and strengthening mechanisms for the wire+arc additively manufactured Al-Mg4.5Mn alloy with inter-layer rolling. Mater Sci Eng A 712:292–301. https://doi.org/10.1016/j.msea.2017.11.113
Horgar A, Fostervoll H, Nyhus B, Ren X, Eriksson M, Akselsen O (2018) Additive manufacturing using WAAM with AA5183 wire. J Mater Process Technol 259:68–74. https://doi.org/10.1016/j.jmatprotec.2018.04.014
Frönd M, Ventzke V, Dorn F, Kashaev N, Klusemann B, Enz J (2020) Microstructure by design: an approach of grain refinement and isotropy improvement in multi-layer wire-based laser metal deposition. Mater Sci Eng A 772:138635. https://doi.org/10.1016/j.msea.2019.138635
Cicală E, Duffet G, Andrzejewski H, Grevey D, Ignat S (2005) Hot cracking in Al-Mg-Si alloy laser welding - operating parameters and their effects. Mater Sci Eng A 395(1-2):1–9. https://doi.org/10.1016/j.msea.2004.11.026
Yuan T, Yu Z, Chen S, Xu M, Jiang X (2020) Loss of elemental Mg during wire+ arc additive manufacturing of Al-Mg alloy and its effect on mechanical properties. J Manuf Process 49:456–462. https://doi.org/10.1016/j.jmapro.2019.10.033
Williams SW, Martina F, Addison AC, Ding J, Pardal G, Colegrove P, Wire + (2016) Arc additive manufacturing. Mater Sci Technol 32(7):641–647. https://doi.org/10.1179/1743284715Y.0000000073
Acknowledgements
The authors would like to thank Mr. H. Tek from Helmholtz-Zentrum Hereon, Institute of Materials Mechanics, for the support in conducting the tensile testing experiments. The authors would like to thank Ms. C.C. de Castro, Helmholtz-Zentrum Hereon, Institute of Materials Mechanics, for the support with the EBSD investigation.
Funding
Open Access funding enabled and organized by Projekt DEAL.
Author information
Authors and Affiliations
Contributions
Conceptualization: L.R., A.R.; methodology: L.R., A.R.; validation: L.R.; formal analysis: L.R., Z.K.; investigation: L.R., Z.K.; resources: B.K.; data curation: L.R., Z.K.; writing — original draft: L.R., Z.K.; writing — review and editing: L.R., Z.K., A.R., J.d.S., B.K.; visualization: Z.K.; supervision: A.R., B.K.
Corresponding author
Ethics declarations
Competing interests
The authors declare no competing interests.
Additional information
Publisher’s note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Rath, L., Kallien, Z., Roos, A. et al. Anisotropy and mechanical properties of dissimilar Al additive manufactured structures generated by multi-layer friction surfacing. Int J Adv Manuf Technol 125, 2091–2102 (2023). https://doi.org/10.1007/s00170-022-10685-3
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s00170-022-10685-3