
Abstract
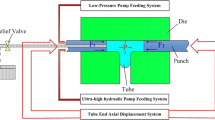
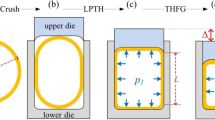
The tube hydro-forging as a new tube forming technology has many differences in principle and mechanism; it is based on the principle of compression deformation instead of the common tensile deformation. This gives great advantages to form parts with variable cross-section perimeters and small sharp corner. The trapezoid-sectional parts are the usual quadrangular structure and widely used in many areas, but it has poor shape accuracy when formed by expansion. In this paper, the tube hydro-forging process of trapezoid-sectional parts was studied. The effects of corner angle and radius on the thickness distribution were analyzed theoretically, and the design principle of die parting for asymmetric trapezoid-section was pointed out. Finite element analysis and the experimental results show a good agreement with the theoretical conclusions. The present study provides a guideline for the rational design of process parameter and die parting, and it will be helpful to wide application of the tube hydro-forging process.













Similar content being viewed by others

References
Dohmann F, Hartl C (1997) Tube hydroforming–research and practical application. J Mater Process Technol 71(1):174–186
Yuan SJ, Han C, Wang XS (2006) Hydroforming of automotive structural components with rectangular-sections. Int J Mach Tools Manuf 46(11):1201–1206
Liu G, Yuan SJ, Teng BG (2006) Analysis of thinning at the transition corner in tube hydroforming. J Mater Process Technol 177(1–3):688–691
Bing L, Nye TJ, Metzger Don R (2006) Multi-objective optimization of forming parameters for tube hydroforming process based on the Taguchi method. Int J Adv Manuf Techno1 28:23–30
Orban H, Hu SJ (2007) Analytical modeling of wall thinning during corner filling in structural tube hydroforming. J Mater Process Technol 194(1–3):7–14
Xu XH, Zhang WG, Li SH, Lin ZQ (2009) Study of tube hydroforming in a trapezoid-sectional die. Thin-Walled Struct 47:1397–1403
Morphy G (1998) Pressure-sequence and high-pressure hydro-forming. Tube Pipe J 2(1):128–135
Li SH, Xu XH, Zhang WG, Lin ZQ (2009) Study on the crushing and hydroforming processes of tubes in a trapezoid-sectional die. Int J Adv Manuf Techno1 43:67–77
Liu G, Wu Y, Wang DJ, Yuan SJ (2015) Effect of feeding length on deforming behavior of Ti-3A1-2.5V tubular components prepared by tube gas forming at elevated temperature. Int J Adv Manuf Technol 81:1809–1816
Kim BJ, Van TCJ, Lee MY, Moon YH (2007) Finite element analysis and experimental confirmation of warm hydroforming process for aluminum alloy. J Mater Process Technol 187-188(12):296–299
Nikhare C, Weiss M, Hodgson PD (2008) Experimental and numerical investigation of low pressure tube hydroforming on stainless steel. Metal Forming Conference Proceedings, Poland, pp 272–279
Nikhare C, Weiss M, Hodgson PD (2017) Buckling in low pressure tube hydroforming. J Manuf Process 28:1–10
Xie WC, Han C, Chu GN, Yuan SJ (2015) Research on hydro-pressing process of closed section tubular parts. Int J Adv Manuf Techno1 80:1149–1157
Chu GN, Chen G, Lin YL (2019) Tube hydro-forging – a method to manufacture hollow component with varied cross-section perimeters. J Mater Process Technol 265:150–157
Chu GN, Chen G, Lin CY, Fan ZG, Li H (2020) Analytical model for tube hydro- forging: prediction of die closing force, wall thickness and contact stress. J Mater Process Technol. https://doi.org/10.1016/j.jmatprotec.2019.116310
Yang C, Ngaile G (2008) Analytical model for planar tube hydroforming: prediction of formed shape, corner fill, wall thinning and forming pressure. Int J Mech Sci 50:1263–1279
Funding
This study was financially supported by the State Key Program of National Natural Science Foundation of China (Grant No. U1937205), the National Natural Science Foundation of China (Grant No. 51775134), Major Scientific and Technological Innovation Program of Shandong (Grant No.2019TSLH0103) and Key Technology Research and Development Program of Shandong (Grant No. GG201710020004). The authors would like to take this opportunity to express their sincere appreciation to these funding organizations.
Author information
Authors and Affiliations
Corresponding author
Additional information
Publisher’s note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
About this article

Cite this article
Chen, G., Yao, SJ., Chen, BG. et al. Research on tube hydro-forging process of trapezoid-sectional parts. Int J Adv Manuf Technol 107, 1901–1908 (2020). https://doi.org/10.1007/s00170-020-05151-x
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s00170-020-05151-x