
Abstract
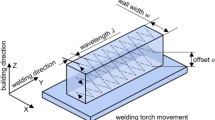
Titanium components such as spars, brackets and landing gear assemblies, containing deep pockets, thin walls and fixturing holes are used in almost all aircraft. The traditional method of fabricating these parts involves significant amount of machining resulting in unsustainably high buy-to-fly ratios. For this reason, additive manufacturing (AM) processes are being considered for making near-net shape components. Gas tungsten arc welding (GTAW) is an economical AM process with higher deposition rates which has been employed to fabricate these titanium components. However, the GTAW-fabricated parts require post-finish machining to meet the strict dimensional tolerances as per design. On the other hand, it is well known that titanium is a difficult-to-machine material. Therefore, the primary objective of this study was to evaluate the machinability of Ti-6Al-4V thin wall and pad structures produced using GTAW additive manufacturing in terms of cutting forces, surface roughness and tool wear during milling and drilling operations. The cutting forces were found to be lower by about 13–21% during milling owing to the lower hardness of the additively manufactured wall in comparison to the wrought T-fillet structure. In contrast, the normal drilling force was higher by about 10–15% for the additively manufactured pad due to its higher hardness as compared to the wrought Ti-6Al-4V billet, though the tool wear was noticed to be higher when drilling the wrought billet. Nevertheless, it was concluded that the machinability of the GTAW-fabricated Ti-6Al-4V was better than the wrought counterpart.
Similar content being viewed by others

References
Ezugwu EO, Wang ZM (1997) Titanium alloys and their machinability—a review. J Mater Process Technol 68:262–274
J.K. Wessel (2004) The handbook of advanced materials: enabling new designs, John Wiley & Sons
Rahman Rashid R, Bermingham M, Sun S, Wang G, Dargusch M (2013) The response of the high strength Ti–10V–2Fe–3Al beta titanium alloy to laser assisted cutting. Precis Eng 37:461–472
Bermingham MJ, Kent D, Zhan H, StJohn DH, Dargusch MS (2015) Controlling the microstructure and properties of wire arc additive manufactured Ti–6Al–4V with trace boron additions. Acta Mater 91:289–303
Bermingham MJ, Palanisamy S, Morr D, Andrews R, Dargusch MS (2014) Advantages of milling and drilling Ti-6Al-4V components with high-pressure coolant. Int J Adv Manuf Technol 72:77–88
Attar H, Ehtemam-Haghighi S, Kent D, Dargusch MS (2018) Recent developments and opportunities in additive manufacturing of titanium-based matrix composites: a review. Int J Mach Tools Manuf 133:85–102
P. Markillie (2012) A third industrial revolution: special report manufacturing and innovation, Economist Newspaper
Herzog D, Seyda V, Wycisk E, Emmelmann C (2016) Additive manufacturing of metals. Acta Mater 117:371–392
Qiu C, Ravi GA, Dance C, Ranson A, Dilworth S, Attallah MM (2015) Fabrication of large Ti–6Al–4V structures by direct laser deposition. J Alloys Compd 629:351–361
Vilaro T, Colin C, Bartout JD (2011) As-fabricated and heat-treated microstructures of the Ti-6Al-4V alloy processed by selective laser melting. Metall Mater Trans A 42:3190–3199
Bermingham MJ, Thomson-Larkins J, John DHS, Dargusch MS (2018) Sensitivity of Ti-6Al-4V components to oxidation during out of chamber wire + arc additive manufacturing. J Mater Process Technol 258:29–37
Murr LE, Quinones SA, Gaytan SM, Lopez MI, Rodela A, Martinez EY, Hernandez DH, Martinez E, Medina F, Wicker RB (2009) Microstructure and mechanical behavior of Ti–6Al–4V produced by rapid-layer manufacturing, for biomedical applications. J Mech Behav Biomed Mater 2:20–32
Ma Y, Cuiuri D, Hoye N, Li H, Pan Z (2015) The effect of location on the microstructure and mechanical properties of titanium aluminides produced by additive layer manufacturing using in-situ alloying and gas tungsten arc welding. Mater Sci Eng A 631:230–240
Brandl E, Baufeld B, Leyens C, Gault R (2010) Additive manufactured Ti-6Al-4V using welding wire: comparison of laser and arc beam deposition and evaluation with respect to aerospace material specifications. Phys Procedia 5:595–606
Escobar-Palafox G, Gault R, Ridgway K (2011) Robotic manufacturing by shaped metal deposition: state of the art. Ind Robot 38:622–628
Pan Z, Ding D, Wu B, Cuiuri D, Li H, Norrish J (2018) Arc welding processes for additive manufacturing: a review, in. Springer Singapore, Singapore, pp 3–24
Short AB (2009) Gas tungsten arc welding of α + β titanium alloys: a review. Mater Sci Technol 25:309–324
Ben V, Jean-Pierre K (2007) Selective laser melting of biocompatible metals for rapid manufacturing of medical parts. Rapid Prototyp J 13:196–203
Luca F, Emanuele M, Pierfrancesco R, Alberto M, Simon H, Konrad W (2010) Ductility of a Ti-6Al-4V alloy produced by selective laser melting of prealloyed powders. Rapid Prototyp J 16:450–459
M.J. Donachie (2000) Titanium: a technical guide, ASM international
Williams SW, Martina F, Addison AC, Ding J, Pardal G, Colegrove P (2016) Wire + arc additive manufacturing. Mater Sci Technol 32:641–647
Rahman Rashid R, Sun S, Wang G, Dargusch M (2011) Machinability of a near beta titanium alloy. Proc Inst Mech Eng B J Eng Manuf 225:2151–2162
Bermingham MJ, Schaffarzyk P, Palanisamy S, Dargusch MS (2014) Laser-assisted milling strategies with different cutting tool paths. Int J Adv Manuf Technol 74:1487–1494
Rahman Rashid RA, Palanisamy S, Sun S, Dargusch MS (2016) Tool wear mechanisms involved in crater formation on uncoated carbide tool when machining Ti6Al4V alloy. Int J Adv Manuf Technol 83:1457–1465
Bolar G, Das A, Joshi SN (2018) Measurement and analysis of cutting force and product surface quality during end-milling of thin-wall components. Measurement 121:190–204
Wojciechowski S, Maruda RW, Barrans S, Nieslony P, Krolczyk GM (2017) Optimisation of machining parameters during ball end milling of hardened steel with various surface inclinations. Measurement 111:18–28
López de Lacalle LN, Lamikiz A, Sánchez JA, Salgado MA (2007) Toolpath selection based on the minimum deflection cutting forces in the programming of complex surfaces milling. Int J Mach Tools Manuf 47:388–400
Cheng K (2009) Machining dynamics fundamentals. Applications and Practices, Springer, London
Armarego EJA, Deshpande NP (1991) Computerized end-milling force predictions with cutting models allowing for eccentricity and cutter deflections. CIRP Ann 40:25–29
Ding D, Pan Z, Cuiuri D, Li H (2015) Wire-feed additive manufacturing of metal components: technologies, developments and future interests. Int J Adv Manuf Technol 81:465–481
Wojciechowski S, Maruda RW, Krolczyk GM, Niesłony P (2018) Application of signal to noise ratio and grey relational analysis to minimize forces and vibrations during precise ball end milling. Precis Eng 51:582–596
S. Palanisamy, R. Rashid, M. Brandt, S. Sun, M. Dargusch (2014) Comparison of endmill tool coating performance during machining of Ti6Al4V alloy. Adv Mat Res 974
Li R, Hegde P, Shih AJ (2007) High-throughput drilling of titanium alloys. Int J Mach Tools Manuf 47:63–74
Hoye N, Li HJ, Cuiuri D, Paradowska A (2014) Measurement of residual stresses in titanium aerospace components formed via additive manufacturing, in: 7th International Conference on Mechanical Stress Evaluation by Neutrons and Synchrotron Radiation, MECA SENS 2013. Sydney, NSW, pp 124–129
N. Hoye, H. Li, D. Cuiuri, A. Paradowska, K. Thorogood (2014) Investigation of residual stresses in titanium aerospace components formed via additive manufacturing. In: Das R, John S (eds) 8th Australasian Congress on Applied Mechanics, ACAM 2014, as Part of Engineers Australia Convention 2014, Engineers Australia, pp. 933–941
Acknowledgements
The authors gratefully acknowledge the support of Defence Materials Technology Centre (DMTC) for carrying out this work. The authors also acknowledge the assistance provided by Seco Tools for the milling trials and Sutton Tools for the drilling trials, results from which are presented in this manuscript.
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article

Cite this article
Hoye, N., Cuiuri, D., Rahman Rashid, R.A. et al. Machining of GTAW additively manufactured Ti-6Al-4V structures. Int J Adv Manuf Technol 99, 313–326 (2018). https://doi.org/10.1007/s00170-018-2494-8
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s00170-018-2494-8