
Abstract
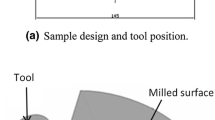
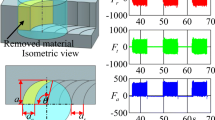
One of the main operations in the manufacturing of molds and dies is the opening of the initial pocket, from which more complex geometries are machined, in order to obtain the negative shape of the final product. Since this is a rough operation, high cutting forces and significant tool wear are observed. Aiming to reduce such parameters, several strategies of tool entry and internal cut of the pocket have been proposed. In this context, this work aims to evaluate the cutting forces in the different parts of a pocket milling, using three different strategies, which are composed by the tool, cutting conditions, tool entry, and tool trajectory (I: ramp entry with spiral internal cut, II: helical entry with zigzag internal cut, and III: plunge entry). The results obtained for strategies I and II showed an increase in the forces in the direction perpendicular to the face in which flank wear occurred and a sharp increase in force at points where the tool changes trajectory. In strategy III, the occurrence of tool fracture due to chip recut led to very high force values.
Similar content being viewed by others

References
Fallböhmer P, Altan T, Tönshoff HK, Nakagawa T (1996) Survey of the die and mold manufacturing industry—practices in Germany, Japan and the United States. J Mat Process Technol 59:158–168
Weinert K, Enselmann A, Friedhoff J (1997) Milling simulation for process optimization in the field of die and mould manufacturing. Ann CIRP 46:325–328
Krajnik P, Kopac J (2004) Modern machining of die and mold tools. J Mat Process Technol 157–158:543–552
Schönherr H (2002) Spanende fertigung. Oldenburg, Wien
Urbanski JP, Koshy P, Dewes RC, Aspinwall DK (2000) High speed machining of moulds and dies for net shape manufacture. Mat Des 21:395–402
Diniz AE, Marcondes FC, Coppini NL (2003) Tecnologia da usinagem dos materiais. Artliber, São Paulo
Lin RSC, Lin J (1996) Tool wear monitoring in face milling using force signals. Wear 198:136–142
Toh CK (2004) Static and dynamic cutting force analysis when high speed rough milling hardened steel. Mat Des 25:41–50
Oktur M, Lazoglu I (2007) Trochoidal milling. Int J Mach Tools Manuf 47:1324–1332
Altintas Y (2000) Manufacturing automation: metal cutting mechanics, machine tool vibrations and CNC design. Cambridge University Press, New York
Machado AR, Coelho RT, Abrão AM, da Silva MB (2009) Teoria da usinagem dos materiais. Edgard Blücher, São Paulo
Trent EM, Wright PK (2000) Metal cutting. Butterworth-Heinemann, Boston
Klocke F, König W (2008) Fertigunsgsverfahren: Drehen, Fräsen, Bohren. Springer, Berlin
Kramer TR (1992) Pocket milling with tool engagement detection. J Manuf Syst 11:114–123
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article
Cite this article
Ventura, C.E.H., Hassui, A. Evaluation of static cutting forces and tool wear in HSM process applied to pocket milling. Int J Adv Manuf Technol 65, 1681–1689 (2013). https://doi.org/10.1007/s00170-012-4290-1
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s00170-012-4290-1