
Abstract
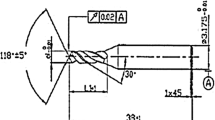
The present study investigates the effects of four controllable variables on the metallurgy and drilling velocity of laser percussion drilled acute (30° to surface) blind holes in 2 mm thick flat pieces of nickel superalloy—CMSX-4 material. Design of experiment and statistical modelling were used in the experimental study to understand parameter interactions. Pulse energy, pulse width, pulse frequency and gas pressure were chosen as the independent process variables. The response surface method was used to develop the models for each of the responses: physical characteristics of wall and bottom recast layer and drilling velocity (function of material removal rate). A central composite design was chosen as it offered the most economical number of experiments for the required information. The significant process factors in each model were identified based on the analysis of variance and the models were checked by complete residual analysis. It was found that high pulse energy and short pulse width gave the maximum drilling velocity and lowest recast layer thickness at the hole bottom, whereas low pulse energy and short pulse width minimised the wall recast layer thickness.
Similar content being viewed by others

References
Bolin SR (1983) Nd:YAG laser applications survey. In: Bass M (ed) Laser materials processing. North-Holland, Oxford, pp 407–438
Tiffany WB (1985) Drilling, marking and other applications for industrial Nd:YAG laser. Proc SPIE 527:28–37
Yilbas BS, Yilbas Z (1986) Parameters affecting hole geometry in laser drilling of nimonics 75. lasers in motion for industrial applications. SPIE 744:87–91
Yilbas BS (1986) A study of affecting parameters in the laser hole drilling of sheet metals. J Mech Working Technol 13:303–315. doi:10.1016/0378-3804(86)90022-7
Yilbas BS (1988) Investigation into drilling speed during laser drilling of metals. Opt Laser Technol 20(1):29–32. doi:10.1016/0030-3992(88)90009-6
Tam SC et al (1993) Optimixation of laser deep-hole drilling of inconel 718 using the Taguchi method. J Mater Process Technol 37:741–757. doi:10.1016/0924-0136(93)90133-Q
Yilbas BS (1996) Parametric study to improve laser hole drilling process. J Mater Process Technol 70:264–273. doi:10.1016/S0924-0136(97)00076-9
Kamalu J, Byrd JP (1998) Statistical Design of laser drilling experiments. Proc ICALEO B:282–287
French PW et al (1999) Investigation of Nd:YAG laser percussion drilling process using factorial experimental design. Proc ICALEO C:51–60
Ghoreishi M, Low DKY, Li L (2002) Comprehensive statistical analysis of hole taper and circularity in laser percussion drilling. Int J Mach Tools Manuf 42:985–995. doi:10.1016/S0890-6955(02)00038-X
Ng GKL, Li L (2002) Optimisation of laser percussion drilling for improved reliability. Proc ICALEO 2002 section E
Bandyopadhyay S et al (2006) A statistical approach to determine process parameter impact in Nd:YAG laser drilling of IN718 and Ti-6Al-4V sheets. Opt Lasers Eng 43:163–182. doi:10.1016/j.optlaseng.2004.06.013
Ghoreishi M, Nakhjavani OB (2007) Optimisation of effective factors in geometrical specifications of laser percussion drilled holes. J Mater Process Technol 196:303–310
Yilbas BS, Aleem A (2004) Laser hole drilling and efficiency assessment. Proc Inst Mech Eng 218(2):225–233
Nakhjavani OB, Ghoreishi M, Aghanajafi S (2004) Modeling of laser percussion drilling process using artificial neural network method. WSEAS Trans, Circuits Syst 3:2098–2104
Low DKY, Li L, Byrd PJ (2001) The influence of temporal pulse train modulation during laser percussion drilling. Opt Lasers Eng 35:149–164. doi:10.1016/S0143-8166(01)00008-2
Low DKY (2001) Spatter and taper control in laser percussion drilling. Laser processing and research centre. UMIST, Manchester
Sezer K (2007) Laser drilling of thermal barrier coated jet engine components. Mechanical aerospace and civil enginnering. Manchester University Press, Manchester
Montgomery DC (1997) Design and analysis of experiments, 4th edn. Wiley, New York
Myers RH, Montgomery DC (1995) Response surface methodology. Wiley, New York
Bandyopadhyay S et al (2002) Geometrical features and metallurgical characteristics of Nd:YAG laser drilled holes in thick IN718 and Ti–6Al–4V sheets. J Mater Process Technol 127(1):83–95
Voisey KT et al (2003) Melt ejection during laser drilling of metals. Mater Sci Eng 356:414–424. doi:10.1016/S0921-5093(03)00155-2
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article
Cite this article
Leigh, S., Sezer, K., Li, L. et al. Statistical analysis of recast formation in laser drilled acute blind holes in CMSX-4 nickel superalloy. Int J Adv Manuf Technol 43, 1094–1105 (2009). https://doi.org/10.1007/s00170-008-1789-6
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s00170-008-1789-6