
Conclusions
-
1.
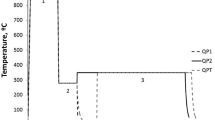
The use of spray quenching for hardening parts of low- and medium-carbon unalloyed and low-alloy steels ensures considerable strengthening not attainable by other quenching methods.
-
2.
To attain high strength characteristics the most important factor is to prevent tempering of martensite during the course of its formation.
-
3.
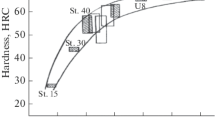
For steel 25 with 0.22–0.28% C the cooling rate in the lower temperature range that is sufficient to prevent decomposition of martensite during quenching must be above 600–700 deg/sec. When a water spray is used this rate is attained in the center of parts of diameter D mincr =7–8.5 mm or thickness δ mincr =2.3–2.8 mm (cooling from one side).
-
4.
For steel 45 with 0.42–0.48% C the cooling rate in the lower temperature range that is sufficient to prevent decomposition of martensite during quenching must be above 300–350 deg/sec. This rate is attained in the center of parts with diameter D mincr =9–12 mm or thickness δ mincr =3–4 mm (cooling from one side).
-
5.
With quenching of low- and medium-carbon steels in a water spray, identical rates of heat transfer from the inner layers can be attained in any temperature range and also equal strength characteristics, with D mincr /δ mincr =3.
Similar content being viewed by others

Literature cited
V. A. Zaimovskii and M. L. Bernshtein, Izv. Akad. Nauk SSSR, Metally, No. 2 (1966).
M. L. Bernshtein and N. Drégan, Metal. i Term. Obrabotka Metal., No. 6 (1965).
M. E. Blanter et al., Metal. i Term. Obrabotka Metal., No. 8 (1964).
M. E. Blanter and A. I. Surin, Metal. i Term. Obrabotka Metal., No. 8 (1964).
M. L. Bernshtein, in: Progressive Methods of Heat-Treating Machine Parts and Tools [in Russian], GOSINTI, Moscow (1966).
M. M. Zamyatnin and N. V. Zimin, in: Progressive Methods of Heat-Treating Machine Parts and Tools [in Russian], GOSINTI, Moscow (1966).
M. M. Zamyatnin and N. V. Zimin, Commercial Use of High-Frequency Current, Proceedings of the All-Union Scientific-Research Institute of High-Frequency Current, No. 7 [in Russian], Mashinostroenie, Moscow (1066).
G. V. Kurdyumov, Phenomena of Quenching and Tempering of Steel [in Russian], Metallurgizdat, Moscow (1960).
G. A. Ostrovskii et al., Refining of Austenite Grains to Increase the Strength of Steel, Ser. 2, No. 14 [in Russian], Chermetinformatsiya (1967).
G. V. Kurdyumov, Metal i Term. Obrabotka Metal., No. 8 (1965).
K. Z. Sheplyakovskii et al., Metal. i Term. Obrabotka Metal., No. 9 (1962).
K. Z. Shepelyakovskii et al., in: Proceedings of the State All-Union “Order of Red Banner of Labor” Automobile Engine Scientific-Research Institute, No. 59 [in Russian], ONTI, Moscow (1963).
Additional information
V. P. Vologdin All-Union Scientific-Research Institute of High-Frequency Current. Translated from Metallovedini i Termicheskaya Obrabotka Metallov, No. 5, pp. 23–26, May, 1970.
Rights and permissions
About this article
Cite this article
Zimin, N.V. The effectiveness of intense spray quenching. Met Sci Heat Treat 12, 381–384 (1970). https://doi.org/10.1007/BF00662710
Issue Date:
DOI: https://doi.org/10.1007/BF00662710