
Abstract
Ultrasonic additive manufacturing (UAM) involves ultrasonic welding of similar or dissimilar metal foils on top of a base substrate. UAM can produce solid consolidated structures under optimal processing conditions. However, inter-layer defects such as delamination/kissing bonds (type 1) and inter-track (type 2) defects are common. The authors previously developed an ultrasonic nondestructive evaluation (NDE) monitoring methodology to quantify layer-bonding stiffness modeled as an interfacial spring. In this study, ultrasonic NDE is used to monitor the evolution of type 1 defects in a UAM component divided into two zones. The first represents the base/build interface comprising of the first few layers on the base substrate, and the second region represents the bulk of the UAM stack. A mechanism for the formation and evolution of type 1 defects was proposed based on NDE and optical examination. Type 2 defects are often more catastrophic and are challenging to repair. In the present work, a novel solid-state repair technique using friction stir processing (FSP) was used to repair typical UAM defects. The use of FSP ensures that the microstructural advantages of UAM are retained while improving the part quality. Two modes of FSP were designed—FSP from above for repair of inter-track (type 2) defects and FSP from below the base for the repair of base/build (type 1a) defects. The results of this study pave the way towards the development of an integrated solid-state additive manufacturing system with UAM as the primary bonding mechanism and FSP as an enhancement and repair tool.

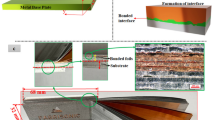
Graphical abstract


















Similar content being viewed by others


References
Friel RJ, Harris RA (2013) Ultrasonic additive manufacturing–a hybrid production process for novel functional products. Procedia CIRP 6:35–40
Hehr A, Norfolk M (2019) A comprehensive review of ultrasonic additive manufacturing. Rapid Prototyp J 26(445):458
Li J, Monaghan T, Nguyen TT, Kay RW, Friel RJ, Harris RA (2017) Multifunctional metal matrix composites with embedded printed electrical materials fabricated by ultrasonic additive manufacturing. Compos Part B 113:342–354
Obielodan J, Stucker B (2014) A fabrication methodology for dual-material engineering structures using ultrasonic additive manufacturing. Int J Adv Manuf Technol 70:277–284
Yang Y, Ram GJ, Stucker BE (2009) Bond formation and fiber embedment during ultrasonic consolidation. J Mater Process Technol 209:4915–4924
Mao Q (2017) Understanding the bonding process of ultrasonic additive manufacturing
Koellhoffer S, Gillespie JW, Advani SG, Bogetti TA (2011) Role of friction on the thermal development in ultrasonically consolidated aluminum foils and composites. J Mater Process Technol 211:1864–1877
Sriraman MR, Babu SS, Short M (2010) Bonding characteristics during very high power ultrasonic additive manufacturing of copper. Scr Mater 62:560–563
Hopkins CD, Wolcott PJ, Dapino MJ, Truog AG, Babu SS, Fernandez SA (2012) Optimizing ultrasonic additive manufactured Al 3003 properties with statistical modeling. J Eng Mater Technol 134:011004
Sridharan N, Gussev MN, Parish CM, Isheim D, Seidman DN, Terrani KA, Babu SS (2018) Evaluation of microstructure stability at the interfaces of Al-6061 welds fabricated using ultrasonic additive manufacturing. Mater Charact 139:249–258
Hehr A, Wolcott PJ, Wolcott PJ, Dapino MJ (2016) Effect of weld power and build compliance on ultrasonic consolidation. Rapid Prototyp J 22:377–386
Levy A, Miriyev A, Sridharan N, Han T, Tuval E, Babu SS, Frage N (2018) Ultrasonic additive manufacturing of steel: method, post-processing treatments and properties. J Mater Process Technol 256:183–189
Sridharan N, Gussev M, Seibert R, Parish C, Norfolk M, Terrani K, Babu SS (2016) Rationalization of anisotropic mechanical properties of Al-6061 fabricated using ultrasonic additive manufacturing. Acta Mater 117:228–237
Ward AA, Cordero ZC (2020) Junction growth and interdiffusion during ultrasonic additive manufacturing of multi-material laminates. Scr Mater 177:101–105
Robinson CJ, Janaki Ram GD, Stucker BE (2011) Role of substrate stiffness in ultrasonic consolidation. Int J Rapid Manuf 2:162–177
Obelodan J, Janaki Ram GD, Stucker BE, Taggart D (2010) Minimizing defects between adjacent foils in ultrasonically consolidated parts. J Eng Mater Technol 132:1–8
Nadimpalli VK, Na JK, Bruner DT, King BA, Yang L, Stucker BE (2016) In-situ non-destructive evaluation of ultrasonic additive manufactured components. 27th Annual International Solid Freeform Fabrication Symposium, p 1557-1567
Kelly GS, Advani SG, Gillespie JW (2015) A model to describe stick–slip transition time during ultrasonic consolidation. Int J Adv Manuf Technol 79:1931–1937
Nadimpalli VK, Yang L, Nagy PB (2018) In-situ interfacial quality assessment of ultrasonic additive manufacturing components using ultrasonic NDE. NDT E Int 93:117–130
Baik JM, Thompson RB (1984) Ultrasonic scattering from imperfect interfaces: a quasi-static model. J Nondestruct Eval 4:177–196
Nagy PB (1992) Ultrasonic classification of imperfect interfaces. J Nondestruct Eval 11:127–139
Milne K, Cawley P, Nagy PB, Wright DC, Dunhill A (2011) Ultrasonic non-destructive evaluation of titanium diffusion bonds. J Nondestruct Eval 30:225–236
Foster DR, Dapino MJ, Babu SS (2013) Elastic constants of ultrasonic additive manufactured Al 3003-H18. Ultrasonics 53:211–218
Zhang CS, Deceuster A, Li L (2009) A method for bond strength evaluation for laminated structures with application to ultrasonic consolidation. J Mater Eng Perform 18:1124–1132
Dilip JJS, Babu S, Rajan SV, Rafi KH, Ram GJ, Stucker BE (2013) Use of friction surfacing for additive manufacturing. Mater Manuf Process 28:189–194
Longhurst WR, Cox CD, Gibson BT, Cook GE, Strauss AM, Wilbur IC, Osborne BE (2017) Development of friction stir welding technologies for in-space manufacturing. Int J Adv Manuf Technol 90:81–91
Kalvala PR, Akram J, Misra M (2016) Friction assisted solid state lap seam welding and additive manufacturing method. Def Technol 12:16–24
Sharma A, Bandari V, Ito K, Kohama K, Ramji M, BV, H. S. (2017) A new process for design and manufacture of tailor-made functionally graded composites through friction stir additive manufacturing. J Manuf Process 26:122–130
Taheri H, Kilpatrick M, Norvalls M, Harper WJ, Koester LW, Bigelow T, Bond LJ (2019) Investigation of nondestructive testing methods for friction stir welding. Metals 9:624
Mishra RS, Ma ZY (2005) Friction stir welding and processing. Mater Sci Eng R Rep 50:1–78
Acknowledgments
The authors express gratitude to Mark Norfolk from Fabrisonics for lending us valuable machine time. We would also like to acknowledge Joe Vickers from the Rapid Prototyping Center for manufacturing the experimental setup. We thank Dr. Li Yang from the University of Louisville and Curtis Fox from the University of Cincinnati for their valuable advice.
Funding
This work was supported by the Office of Naval Research grant ONR-BAA #14-004-1110689, Cyber-Enabled Manufacturing Systems, acoustic resonance techniques for online certification and offline qualification of metal-based additive manufacturing technologies.
Author information
Authors and Affiliations
Corresponding author
Additional information
Publisher’s note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Appendices
Appendix 1. Bond quality inversion of UAM components using in situ ultrasonic NDE
A method for a model-based bond quality inversion has been presented in Nadimpalli et al. [19]. Due to the change in the experimental setup from Nadimpalli et al., we discuss the methodology here briefly. Fig. 19 shows the typical signals captured during in situ monitoring using a 10-MHz ultrasonic delay line transducer. One of the two signals selected is the good-quality component from Fig. 2, while the other one is a lower-quality component. The primary difference between the current setup and the one discussed in Nadimpalli et al. [19] is the presence of a coupling oil with an immersion mode instead of a contact mode measurement. The immersion mode measurement is more robust under the vibration of the base structure in comparison with the contact mode measurement.

Ultrasonic signals of UAM components from in situ monitoring
To compare signals from various layers and components, the signal is phase-shifted and normalized so that the front surface signals are identical. The two distinct features of interest, base/build delamination, and the signal from the top of the stack are gated, as shown. The base/build interface gate is fixed in time, while the stack gate moves with changing layer number. Both the base/build and stack gates are chosen with the smallest possible overlap so that the interference effects between the two signals are minimized during bond quality evaluation. Using the signal from the base as a reference, the phase delay and attenuation are calculated utilizing a Fourier transformation. To estimate the phase velocity (\( {c}_{\mathsf{p}} \)), the average thickness of each component was measured with digital calipers, and the layer thickness was calculated. The attenuation coefficient (α) was calculated after diffraction correction.
Under the influence of high-frequency ultrasonic vibration, the modulus of the UAM stack is better represented with a complex dynamic modulus \( {\overset{\sim }{C}}_{\mathsf{stack}} \) having both real and imaginary components that represent the storage and loss moduli, respectively. After some tedious algebra, the complex stack impedance can be estimated as
where ψ is a real dimensionless quantity representing the ratio between the imaginary (ci) and real (cr) parts of the phase velocity. It can also be related to the experimentally measured attenuation (α) and phase velocity (cp) as
Thus, the dynamic modulus of the UAM stack can be estimated from experimentally measured phase velocity and attenuation. The modulus of the UAM stack can be thought of as the combination of the set of imperfectly bonded layers one on top of the other. Hence, for a component of N layers with one base/build interface, the modulus is estimated as
where η1 is the base/build interfacial stiffness coefficient, and η is the stack stiffness coefficient. For a large enough number of layers (N > 5) the stack stiffness coefficient can be estimated as
This forms the first estimate of η, from which we can calculate the dispersive stack impedance (\( {Z}_{\mathsf{stack}} \)) and thus the base/build stiffness coefficient η1. In the case of an aluminum 6061 base and Al6061 UAM stack, the displacement reflection coefficient would be
Z0 and Zstackare the acoustic impedances of the base and the stack, respectively; ω is the angular frequency; κ1 is the normal interfacial stiffness; and Zp is a combination of the two acoustic impedances.
The reflection coefficient can also be obtained as a ratio of the Fourier transform of the base/build gate signal to that of the reference. The corresponding complex interfacial stiffness estimate is
where R0 is the reflection coefficient from the perfectly bounded base/build interface,
Equation 7 is the first estimate of κ1, which can be used to recalculate the stack interfacial stiffness κ according to Eq. 3. The process is iteratively performed until it reaches convergence, which usually takes 3–4 cycles of the loop shown in Fig. 20.

Schematic of the inversion model to calculate η1, η
Appendix 2. Calibration of UAM vibration amplitude
The UAM process utilizes a 20-kHz transducer to vibrate the sonotrode during bonding. The vibration amplitudes range from 20––50 μm and can be measured using a laser vibrometer. It is essential to calibrate the UAM system before welding to ensure that the vibration amplitude setting [0–100 %] corresponds to the intended vibration amplitude. A laser vibrometer was used to measure the velocity of the sonotrode, as shown in Fig. 21.

a Laser interferometer focused on the UAM sonotrode. b Laser vibrometer setup outside a Fabrisonic R200 UAM system for non-contact measurement
The harmonic signal obtained during vibration in free air at a 70% amplitude setting is shown in Fig. 22. We can use this signal to calculate the frequency and amplitude of vibration based on the sensitivity of the vibrometer. The frequency of vibration is close to 20 kHz and remained constant throughout testing. The vibration amplitude was changed from a 20–100% setting, and the physical amplitude was calculated from the velocity profiles. The R200 system and the R7200 system were calibrated in 2012 at a sensitivity of 5000 mm/s/V. In 2015, we calibrated the same R200 system. The results of the calibration are shown in Fig. 23. The standard deviation in the vibration amplitude was low (< 1 %), indicating an excellent control by the DUKANE iQ welder. There is a small change in the vibration characteristics at higher amplitudes of the R200 system between 2012 and 2015. This can be attributed to the retexturing operation that was performed periodically to improve sonotrode roughness. There are differences between the R200 and R7200 systems based on the amplitude setting parameter. Hence, all the data included in our paper has been calculated from the calibration curves so that the vibration amplitudes can be compared.

Change in the velocity of sonotrode vibrating at 20-kHz frequency at a 70% amplitude setting

UAM calibration of the physical vibration amplitude of UAM systems
Rights and permissions
About this article

Cite this article
Nadimpalli, V.K., Karthik, G., Janakiram, G. et al. Monitoring and repair of defects in ultrasonic additive manufacturing. Int J Adv Manuf Technol 108, 1793–1810 (2020). https://doi.org/10.1007/s00170-020-05457-w
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s00170-020-05457-w