
Abstract
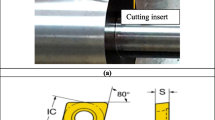
This study provides the mathematical models for modeling and analyzing the effects of air-cooling on the machinability of Ti–6Al–4V titanium alloy in the hard turning process. A cold air gun coolant system was used in the experiments and produced a jet of compressed cold air for cooling the cutting process. The air-cooling process seems to be a good environment friendly option for the hard turning. In this experimental investigation, the cutting speed, feed rate and cutting depth were chosen as the numerical factor; the cooling method was regarded as the categorical factor. An experimental plan of a four-factor (three numerical plus one categorical) D-optimal design based on the response surface methodology (RSM) was employed to carry out the experimental study. The mathematical models based on the RSM were proposed for modeling and analyzing the cutting temperature and surface roughness in the hard turning process under the dry cutting process and air-cooling process. Tool wear and chip formation during the cutting process were also studied. The compressed cooling air in the gas form presents better penetration of the lubricant to the cutting zone than any conventional coolants in the cutting process do. Results show that the air-cooling significantly provides lower cutting temperature, reduces the tool wear, and produces the best machined surface. The machinability performance of hard turning Ti–6Al–4V titanium alloy on the application of air-cooling is better than the application of dry cutting process. This air-cooling cutting process easily produces the wrinkled and breaking chips. Consequently, the air-cooled cutting process offers the attractive alternative of the dry cutting in the hard turning process.
Similar content being viewed by others

References
Shaw MC (1984) Metal cutting principles. Clarendon Press, Oxford
Trent EM (1991) Metal cutting, 3rd edn. Butterworths, London
Stephenson DA, Agapiou JS (1996) Metal cutting theory and practice. Marcel Dekker, New York
O’Sullivan D, Cotterell M (2001) Temperature measurement in single point turning. J Mater Process Technol 118:301–308
Rena XJ, Yang QX, James RD, Wang L (2004) Cutting temperatures in hard turning chromium hardfacings with PCBN tooling. J Mater Process Technol 147:38–44
Davies MA, Ueda TM, Saoubi R, Mullany B, Cooke AL (2007) On the measurement of temperature in material removal processes. CIRP Ann Manuf Technol 56:581–604
Wang J, Liu YB, An J, Wang LM (2008) Wear mechanism map of uncoated HSS tools during drilling die-cast magnesium alloy. Wear 265:685–691
El-Wardany TI, Mohammed E, Elbestawi MA (1996) Cutting temperature of ceramic tools in high speed machining of difficult-to-cut materials. Int J Mach Tools Manuf 36(5):611–634
Cassin C, Boothroyed G (1965) Lubrication action of cutting fluids. J Mech Eng Sci 71:67–81
Byrne G, Scholta E (1993) Environmentally clean machining processes—a strategic approach. Ann CIRP 42(1):471–474
Sokovic M, Mijanovic K (2001) Ecological aspects of the cutting fluids and its influence on quantifiable parameters of the cutting processes. J Mater Process Technol 109(1–2):181–189
Sreejith PS, Ngoi BKA (2000) Dry machining: machining the future. J Mater Process Technol 101(1):287–291
Choi HZ, Lee SW, Jeong HD (2001) A comparison of the cooling effects of compressed cold air and coolant for cylindrical grinding with a CBN wheel. J Mater Process Technol 111:265–268
Kishawy HA, Dumitrescu M, Ng EG, Elbestawi MA (2005) Effect of cooling strategy on tool performance, chip morphology and surface quality during high speed machining of A356 aluminum alloy. Int J Mach Tool Manuf 45:219–227
Yalçın B, Özgür AE, Koru M (2009) The effects of various cooling strategies on surface roughness and tool wear during soft materials milling. Mater Des 30:896–899
Machado AR, Wallbank J (1990) Machining of titanium and its alloys—a review. Proc Inst Mech Eng 204:53–60
Ezugwu EO, Wang ZM (1998) Titanium alloys and their machinability—a review. J Mater Process Technol 68:262–274
Arrazola PJ, Garay A, Iriarte LM, Armendia M, Marya S, Le Maitre F (2009) Machinability of titanium alloys (Ti6Al4V and Ti555.3). J Mater Process Technol 209:2223–2230
Box GEP, Lucas HL (1959) Design of experiments in non-linear situations. Biometrika 46(1/2):77–90
Myers RH, Montgomery DC (1995) Response surface methodology: process and product optimization using designed experiments. John Wiley and Sons, New York
Khuri AI, Cornell JA (1996) Response surfaces, designs and analyses. Marcel Dekker, New York
Puri AB, Bhattacharyya B (2005) Modeling and analysis of white layer depth in a wire-cut EDM process through response surface methodology. Int J Adv Manuf Technol 25:301–307
Lin BT, Jean MD, Chou JH (2007) Using response surface methodology with response transformation in optimizing plasma spraying coatings. Int J Adv Manuf Technol 34:307–315
Davim JP, Gaitonde VN, Karnik SR (2008) An investigative study of delamination in drilling of medium density fibreboard (MDF) using response surface models. Int J Adv Manuf Technol 37:49–57
Palanikumar K (2008) Application of Taguchi and response surface methodologies for surface roughness in machining glass fiber reinforced plastics by PCD tooling. Int J Adv Manuf Technol 36:19–27
Çaydaş U, Hasçalik A (2008) Modeling and analysis of electrode wear and white layer thickness in die-sinking EDM process through response surface methodology. Int J Adv Manuf Technol 38:1148–1156
Munda J, Bhattacharyya B (2008) Investigation into electrochemical micromachining (EMM) through response surface methodology based approach. Int J Adv Manuf Technol 35:821–832
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article
Cite this article
Liu, NM., Chiang, KT. & Hung, CM. Modeling and analyzing the effects of air-cooled turning on the machinability of Ti–6Al–4V titanium alloy using the cold air gun coolant system. Int J Adv Manuf Technol 67, 1053–1066 (2013). https://doi.org/10.1007/s00170-012-4547-8
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s00170-012-4547-8