
Abstract
In this paper, a thermal model of commercial alkaline water electrolysis system is presented, including energy and mass balance model between system components and a two-stage graybox model of alkaline electrolyzer. The aim of this work is to study and improve the thermal behavior during cold-start process of electrolysis system. The model is used to simulate the cold-start process under various parametric settings such as electrolyte flow rate and electrolyte volume. Then, several optimization schemes are proposed and evaluated to be promising.
You have full access to this open access chapter, Download conference paper PDF
Similar content being viewed by others

Keywords
1 Introduction
The world is undergoing low-carbon energy transition. During the transition, hydrogen plays a fundamental role helping balance renewable electricity supply and demand, serving as long-term seasonal storage, raw material in industry and fuel in transportation [1, 2]. However, the commercial zero-carbon green hydrogen still faces uncertainties in production, transportation and storage technologies. With the characteristics of clean, efficient and capacity flexibility, water electrolysis stands out as one of the most promising and fast-growing technologies for renewable energy utilization. According to IRENA's forecast, in order to achieve the goal of limiting global warming within 1.5 °C by 2050, almost 5000 GW of hydrogen electrolyzer coupling with renewable energy will be needed by 2050, while the number was only 0.3 GW in 2021 [3].
When combined with renewable energy, the fluctuation and intermittent nature of input power needs to be paid extra attention. Solar energy fluctuates within days, while wind power is even more varying and intermittent. The efficient utilization of renewable energy puts forward requirements for the dynamic response capabilities of water electrolyzer [4]. Dynamic capabilities can be divided in two aspects. One is fast load regulation following the fluctuating power input. Literatures have shown that both alkaline and PEM electrolyzer have the ability to absorb fluctuating power as they can respond fast enough to the load change [5,6,7,8]. Another is fast start-stop capability of the electrolysis system, which will be needed when considering off-grid scenarios and intermittent energy source such as solar and wind power. Slow start-up will lead to waste of renewable energy due to poor efficiency under low temperature. Currently, the cold-start of alkaline electrolysis system is especially retarded, mainly because of the low power density and large amount of liquid electrolyte stored in the systems [7]. According to previous studies, cold-start of alkaline electrolyzer generally requires more than one hour, sometimes with additional heating power, which further raises the energy consumption of hydrogen production [9, 10].
To seek for improvements, we need to firstly figure out the comes and goes of heat during alkaline electrolyzer operation. Previous studies have setup models to predict supplied power distribution and thermal characteristics of the system. Sakas et al. proposed a parameter adjustable dynamic mass and energy balance simulation model of an industrial alkaline water electrolysis system. The simulation results showed that 11.2% of supplied power was lost due to shunt current, 20.3% was lost due to overpotential [11]. Sánchez et al. developed a alkaline electrolysis plant model using Aspen Plus, finding that the system efficiency is 53.3% under 75 °C, 7bar, comparing with stack efficiency of 53% [12]. Diéguez et al. studied the thermal performance of a commercial alkaline water electrolysis system. He found that the power dissipated as heat can be reduced by 50–67% when supplied with higher quality DC current [13]. Jang et al. developed alkaline electrolysis system model to capture the temperature effect on the system performance. He pointed out that the system efficiency will increase from 75.86 to 77.01% under high electrolyte flow rate [14].
Aforementioned researchers have developed models to simulate thermal behavior of alkaline water electrolysis system. However, most of their concerns lied on the effect of temperature on electrochemical process instead of the dynamicity of system. To further understand and accelerate cold-start operation, more detailed and intrinsic thermal characteristics of electrolysis system remains to be investigated.
In this work, a steady state thermal model with modular components of an alkaline electrolysis system was developed and validated through dynamic testing data. Simulations have been carried out, and the cold-start processes under various parametric settings were evaluated. Finally, we investigated several schemes that can potentially bring the cold-start time down to 30 min.
2 Model Description
As our concentration was on the thermal behavior of the system, our model simplified the system to several components that primarily affect heat flow, including metal pipelines, gas-liquid separators, electrical heaters, and electrolysis stack. These components have either large surface area and thermal conductivity or exist as thermoelectric conversion devices. The following diagram shows the connections between major components (Fig. 1).

Representative diagram of alkaline electrolysis system.
2.1 Thermal Model
Thermal liquid module of Matlab Simscape was used to setup our model. The thermal liquid module can couple the liquid mass flow with heat dissipation and absorption. We used controlled mass and heat flow source as the electrolyte flow rate and heating power input interface.
The heater used in the system consists of a cast aluminum external heater and a heat exchange pipe, as shown in Fig. 2 a), where all energy flow was indicated. The situation was basically the same in the electrolyzer, as shown in Fig. 2 b).

Composition of heat flow in a) electrolyte heater; b) electrolyzer.
The heat transfer between flowing liquid and container wall can be wrote as in [15].
where \(Q_{conv}\) is convective heat transfer, \(Q_{cond}\) is conductive heat transfer. With incompressible hypothesis we have:
where \(\dot{m}\) is mass flow rate of the fluid, \(c_{p}\) is specific heat, \(T_{wall}\) is container wall temperature and \(T_{fluid}\) is liquid temperature, \(A_{in}\) is container’s inner surface area and \(A_{out}\) denotes the outer. h is heat transfer coefficient and depends on the Nusselt number \(h = Nu\frac{{k_{fluid} }}{D}\), where \(k_{fluid}\) is thermal conductivity of the fluid and D is hydraulic diameter of the flow field.
The heat convection and radiation between components wall and environment were wrote as below.
where \(k_{conv,env}\) is convective heat transfer coefficient and \(k_{ra,env}\) is radiation coefficient. \(A_{out}\) is container’s outer surface area. \(T_{env}\) is environment temperature.
2.2 Electrochemical Model
The electrolyzer in the system will also be taken as a heat generative component, for its overpotential will convert into heat during hydrogen production. Part of the heat is absorbed by electrolyzer itself, another to the electrolyte and the rest is released into the environment through convection and radiation.
To simulate the thermal behavior of electrolyzer stack, we need to model its electrochemical characteristics. We developed a graybox two-stage model based on empirical equation and radial basis function fitting methods. The input of the model including current density, pressure, temperature and electrolyte flow rate, and it can predict polarization curve within a wide range of inputs, while only few experiment data and system knowledge were needed. The work flow of the model is shown in Fig. 3.

Work flow of two-stage model.
The local model consists of an empirical equation. We adapted the three-parameter model following [16, 17].
where r, s, t is the model parameter. r and t are related to temperature according to the author. According to previous works, we took all three parameters as the function of model variables [18,19,20].
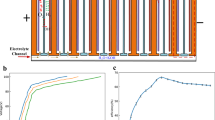
We used sobol sequence [21] to generate experiment points across the parameter space. 22 experiment points were generated in current density range of 0.03–0.4 A/cm2, temperature range of 40–80 °C, flow rate range of 20–120 L/h and gauge pressure range of 0–16 bar. The flow rate was restricted under high temperature to guarantee stable experimental condition, as well as avoiding gas purity problems [22] (Fig. 4).

Experiment design based on sobol sequence. Green line indicates flow rate constraint.
Radial basis function (RBF) was used to predict the model parameters across the working condition space. Then 7 sets of validation data were used for validation (Fig. 5).

Cell voltage prediction with respect to temperature. Red circles indicate validation data. The fitting RMSE is 0.026, normalized error sum of square was 16.2, log-likelihood function was 387.1. The RMSE of validation data prediction was 0.052.
The heat generated during electrochemical process was calculated from current, stack voltage and theoretical thermal neutral voltage. The thermal neutral voltage will change with temperature. Following the equation proposed by [23], we have
The heating power of electrolyzer can be wrote as:
Figure 6 shows the whole structure of our model.

Representative diagram of thermal model.
2.3 Model Validation
Actual system testing data was used to validate our thermal model. The tests were carried out on a commercial alkaline electrolysis system as shown in Fig. 7. The system has a 3.8 kW alkaline electrolyzer with an electrode area of 600 cm2 and 8 single cells. Other system geometric parameters are listed in Table 1.

Commercial alkaline electrolysis system
Three tests were carried out. In test I, only the heater was turned on; in test II, the heater and the electrolyzer were turned on and off simultaneously. During the test, the electrolyte pump power and system pressure remained unchanged. Data from test I and II were used to calibrate unknown system parameters. We focused on the heater outlet temperature and electrolyzer outlet temperature. Figure 8 shows the experiment data and calibrated simulation results. The parameters of calibrated model are listed in Table 2.

Experiment and calibrated simulation result of a) test I; b) test II. Background color indicates the heater working state.
Another test III was an actual dynamic process, during which the heater, electrolyzer power and electrolyte flow rate varied with time. It was used to validate the simulation results. As can be seen in Fig. 10, the absolute error between predicted and experimental temperature was within 6 °C. The largest deviation was found to be in minutes after abrupt working condition change, particularly flow rate. This is mainly because the temperature was measured by platinum resistances in real system, which also have heat capacity but were neglected in simulations. The ignorance of temperature gradient inside the system component wall also accounts for simulation error (Fig. 9).

Test III experiment and simulated result of a) electrolyzer outlet temperature; b) heater outlet temperature.

Prediction error of test III. Subplot magnifies section with the greatest error.
3 Thermal Analysis
3.1 Cold-Start Process Analysis
Calibrated thermal model was used to derive the proportion of the heating power of each major component with a range of parameters of interest. We extracted the time spent before the electrolyzer outlet reaches 80 °C to assess cold-start speed. 80 °C was chosen because this is generally the acceptable operating temperature.
The effect of electrolyte flow rate and total liquid volume was evaluated as in Fig. 11. Lower flow rate is always better for cold-start because the slower electrolyte flows in electrolyzer channel, the more heat it receives from electrochemical overpotential. For the liquid volume, we represented it with the initial liquid volume in the separator. Under higher flow rate, larger liquid volume brought larger system heat capacity, so slower cold-start process. However, under low flow rate, less liquid made the cold-start faster. We investigated the temperature curve, finding that the electrolyzer inlet temperature with less liquid was higher, which made the heat transfer from electrolyte to electrolyzer more intense, along with more heat loss from electrolyzer surface to the environment. The inversion of liquid volume effect took place at flow rate of 2.5–2.75 m3/h.
From the heat flow diagram in Fig. 11 b), we can learn that only 20.2% of total input electrical power was turned into heat, while the other part was consumed by electrochemical reaction. About a half of heating power was transferred to electrolyte, with 20.1% heat loss.

a) Effect of flow rate and electrolyte volume on cold-start time; b) energy flow diagram of cold-start process.
3.2 Optimization for Faster Cold-Start
In this section, we will evaluate several schemes to accelerate cold-start process. We set a cold-start time target of 30 min, which is comparable to commercial PEM system.
Constant current method
The most intuitive method to accelerate cold-start is to apply larger current. We investigated several constant current densities from 2200 to 3500 A/m2, and calculated the total energy consumption and its distribution ratio in different directions.

a) Cold-start time and b) energy consumption ratio under different current densities.
It can be seen from Fig. 12 a) that the cold-start time was shorten to 30 min under 3500 A/cm2. The energy consumption was reduced with the increasing current density, and the proportion of energy wasted on electrolysis as well as heat loss was also reduced. But the concern of constant current density method is that under low temperature, the electrode potential will be so high that it might cause irreversible damage to the catalyst.
Controlled voltage method
To eliminate the electrode degradation due to high potential, the controlled voltage method is proposed. The most common way is to gradually increase current density according to electrolysis voltage, called stepping current method. When the voltage control frequency is high enough, the stepping current becomes constant voltage method, which hold the electrolyzer voltage at constant level, as shown in Fig. 13 b). The cold-start time and energy consumption was shown in Fig. 13 a).

a) Cold-start time and b) energy consumption ratio under different voltage control profile.
The cold-start time of stepping current method is shortened by 21.8% comparing to constant current, while it prevented the cell voltage from exceeding 2 V. The constant voltage of 2 V further shorten the cold-start time by 5.2%. If we wish to achieve 30 min cold-start, the constant voltage should be set to 2.1 V, and it saved 15.3% energy consumption comparing to constant current density of 3500 A/m2.
Electrolyte heater
Installation of electrical heater seems to be a way to accelerate cold-start. We added a 300 kW heater before the inlet port of electrolyzer in the model. The results are shown in Fig. 14.

a) Cold-start time with and without heater; b) system temperature curve during cold-start process.
The cold-start time with and without heater was close, but the case with heater consumed 8.6% more energy. We investigated the system temperature profiles as in Fig. 14 b), and found that the electrolyzer inlet temperature was much higher with the existence of heater. Hot electrolyte heated the electrolyzer so much, and finally reached a balance where the heat loss from electrolyzer surface offset the heater power. So, the heater method is not smart in commercial-scale system.
Dynamic resistance method
The largest portion of input energy waste is due to electrolysis reaction. If the reaction can be suppressed by increasing the internal resistance of electrolyzer, the utilization of input energy should be more efficient during heating process. We here proposed two ways of increasing internal ohmic resistance, one concerned with electron resistance and another ion resistance. The former method heats the electrolyzer bulk with the input power, and the latter transfers the power directly to electrolyte. The simulation results are shown in Fig. 15.

a) Cold-start time and b) energy consumption ratio with and without dynamic resistance schemes.
The effect of increasing electron or ion resistance are similar. Increasing ohmic overpotential by 0.1 V reduced cold-start time by 46.2% and energy consumption by 42.0% comparing to constant current density of 3500 A/m2. This improvement mainly attributed to the higher proportion of electrolyte-heating energy as in Fig. 15 b). To realize 30 min cold-start, the ohmic overpotential should be set to 0.3 V, and brought 24.0% energy saving comparing to 3500 A/m2 constant current density.
The increased ohmic resistance should be eliminated at the end of cold-start. The way of achieving electron resistance adjustment may be through the dynamic control of compression force of electrolyzer with hydraulic compression system. As for the ion resistance, the application of stimuli-responsive smart gating membranes may be the solution, with which the ion resistance induced by porous membrane can be controlled [24].
4 Conclusion
In this paper, we studied the thermal behavior of alkaline water electrolysis system and the influence of flow rate and electrolyte volume on the cold-start process. Then we went through several methods that aims at accelerating cold-start. The conclusions drawn from the study are listed below.
-
1)
During cold-start, only 20–30% of input power was used to generate heat (~10% to electrolyte), and 10–20% of heating power was lost.
-
2)
Lowering the flow rate always gets faster cold-start, while the effect of electrolyte volume depends on the situation.
-
3)
All accelerating schemes have their strength and weakness. We listed those methods that can potentially bring the cold-start time down to 30 min below (Table 3).
References
Greene, D.L., Ogden, J.M., Lin, Z.: Challenges in the designing, planning and deployment of hydrogen refueling infrastructure for fuel cell electric vehicles. eTransportation 6 (2020). https://doi.org/10.1016/j.etran.2020.100086
Gao, W., Hu, Z., Huang, H., Xu, L., Fang, C., Li, J., et al.: All-condition economy evaluation method for fuel cell systems: system efficiency contour map. eTransportation 9 (2021). https://doi.org/10.1016/j.etran.2021.100127
I.R.E. Agency. World Energy Transitions Outlook: 1.5 °C Pathway. Journal (2021). https://www.irena.org/-/media/Files/IRENA/Agency/Publication/2021/Jun/IRENA_World_Energy_Transitions_Outlook_2021.pdf
Brauns, J., Turek, T.: Alkaline water electrolysis powered by renewable energy: a review. Processes 8 (2020). https://doi.org/10.3390/pr8020248
Carmo, M., Fritz, D.L., Mergel, J., Stolten, D.: A comprehensive review on PEM water electrolysis. Int. J. Hydrogen Energy 38, 4901–4934 (2013). https://doi.org/10.1016/j.ijhydene.2013.01.151
Shen, X., Zhang, X., Li, G., Lie, T.T., Hong, L.: Experimental study on the external electrical thermal and dynamic power characteristics of alkaline water electrolyzer. Int. J. Energy Res. 42, 3244–3257 (2018). https://doi.org/10.1002/er.4076
Tjarks, G., Mergel, J., Stolten, D.: Dynamic operation of electrolyzers—systems design and operating strategies. In: Hydrogen Science and Engineering: Materials, Processes, Systems and Technology, pp. 309–329 (2016)
Kiaee, M., Cruden, A., Infield, D., Chladek, P.: Utilisation of alkaline electrolysers to improve power system frequency stability with a high penetration of wind power. IET Renew. Power Gener. 8, 529–536 (2014). https://doi.org/10.1049/iet-rpg.2012.0190
Buttler, A., Spliethoff, H.: Current status of water electrolysis for energy storage, grid balancing and sector coupling via power-to-gas and power-to-liquids: a review. Renew. Sustain. Energy Rev. 82, 2440–2454 (2018). https://doi.org/10.1016/j.rser.2017.09.003
Varela, C., Mostafa, M., Zondervan, E.: Modeling alkaline water electrolysis for power-to-x applications: a scheduling approach. Int. J. Hydrogen Energy 46, 9303–9313 (2021). https://doi.org/10.1016/j.ijhydene.2020.12.111
Sakas, G., Ibáñez-Rioja, A., Ruuskanen, V., Kosonen, A., Ahola, J., Bergmann, O.: Dynamic energy and mass balance model for an industrial alkaline water electrolyzer plant process. Int. J. Hydrogen Energy 47, 4328–4345 (2022). https://doi.org/10.1016/j.ijhydene.2021.11.126
Sánchez, M., Amores, E., Abad, D., Rodríguez, L., Clemente-Jul, C.: Aspen Plus model of an alkaline electrolysis system for hydrogen production. Int. J. Hydrogen Energy 45, 3916–3929 (2020). https://doi.org/10.1016/j.ijhydene.2019.12.027
Diéguez, P.M., Ursúa, A., Sanchis, P., Sopena, C., Guelbenzu, E., Gandía, L.M.: Thermal performance of a commercial alkaline water electrolyzer: experimental study and mathematical modeling. Int. J. Hydrogen Energy 33, 7338–7354 (2008). https://doi.org/10.1016/j.ijhydene.2008.09.051
Jang, D., Choi, W., Cho, H.S., Cho, W.C., Kim, C.H., Kang, S.: Numerical modeling and analysis of the temperature effect on the performance of an alkaline water electrolysis system. J. Power Sour. 506 (2021). https://doi.org/10.1016/j.jpowsour.2021.230106
Çengel, Y.A.: Heat and Mass Transfer: A Practical Approach, 3rd edn. McGraw-Hill, Boston (2007)
Ulleberg, Ø., Mørner, S.O.: TRNSYS simulation models for solar-hydrogen systems. Solar Energy 59, 271–279 (1997). https://doi.org/10.1016/S0038-092X(97)00015-7
Ulleberg, Ø.: Modeling of advanced alkaline electrolyzers: a system simulation approach. Int. J. Hydrogen Energy 28, 21–33 (2003). https://doi.org/10.1016/S0360-3199(02)00033-2
Abdin, Z., Webb, C.J., Gray, E.M.: Modelling and simulation of an alkaline electrolyser cell. Energy 138, 316–331 (2017). https://doi.org/10.1016/j.energy.2017.07.053
Zhang, D., Zeng, K.: Evaluating the behavior of electrolytic gas bubbles and their effect on the cell voltage in alkaline water electrolysis. Ind. Eng. Chem. Res. 51, 13825–13832 (2012). https://doi.org/10.1021/ie301029e
Vogt, H.: The quantities affecting the bubble coverage of gas-evolving electrodes. Electrochim. Acta 235, 495–499 (2017). https://doi.org/10.1016/j.electacta.2017.03.116
Mohd Azmin, F., Stobart, R.: Benefiting from sobol sequences experiment design type for model-based calibration. SAE Technical Papers, Apr 2015. https://doi.org/10.4271/2015-01-1640
Brauns, J., Turek, T.: Experimental evaluation of dynamic operating concepts for alkaline water electrolyzers powered by renewable energy. Electrochim. Acta 404 (2022). https://doi.org/10.1016/j.electacta.2021.139715
LeRoy, R.L., Bowen, C.T., LeRoy, R.L., Bowen, C.T., LeRoy, D.J.: The thermodynamics of aqueous water electrolysis. J. Electrochem. Soc. 127, 1954–1962 (1980). https://doi.org/10.1149/1.2130044
Liu, Z., Wang, W., Xie, R., Ju, X.J., Chu, L.Y.: Stimuli-responsive smart gating membranes. Chem. Soc. Rev. 45, 460–475 (2016). https://doi.org/10.1039/c5cs00692a
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Open Access This chapter is licensed under the terms of the Creative Commons Attribution 4.0 International License (http://creativecommons.org/licenses/by/4.0/), which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons license and indicate if changes were made.
The images or other third party material in this chapter are included in the chapter's Creative Commons license, unless indicated otherwise in a credit line to the material. If material is not included in the chapter's Creative Commons license and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder.
Copyright information
© 2024 The Author(s)
About this paper

Cite this paper
Deng, X., Yang, F., Li, Y., Dang, J., Ouyang, M. (2024). Thermal Analysis and Optimization of Cold-Start Process of Alkaline Water Electrolysis System. In: Sun, H., Pei, W., Dong, Y., Yu, H., You, S. (eds) Proceedings of the 10th Hydrogen Technology Convention, Volume 1. WHTC 2023. Springer Proceedings in Physics, vol 393. Springer, Singapore. https://doi.org/10.1007/978-981-99-8631-6_30
Download citation
DOI: https://doi.org/10.1007/978-981-99-8631-6_30
Published:
Publisher Name: Springer, Singapore
Print ISBN: 978-981-99-8630-9
Online ISBN: 978-981-99-8631-6
eBook Packages: Physics and AstronomyPhysics and Astronomy (R0)