
Abstract
This article is about the application of air film-based modular prefabrication system design strategy in emergency buildings. To determine the typical and essential behavior of membrane structures, this paper reviews and compares relevant theories, experiments, and simulations on architectural performance, mechanical properties of membrane materials, and membrane structure performance. In addition, this project tries to use the robotic arm spraying technology to study the strategy of trajectory generation. First, import the model shape into the software for multiple trajectory simulations, verify and optimize the injection path program through the software, observe the actual injection trajectory, and finally select the final Program. The resulting vectors are also relatively balanced, avoiding the over-concentration of the top curve. The advantage of this method is that it can reduce the material on the top and make the material distribution more uniform, which is a more economical and reasonable way to obtain the trajectory.
You have full access to this open access chapter, Download conference paper PDF
Similar content being viewed by others


Keywords
1 Introduction
In recent years, the inflatable membrane structure has diversity of modeling, excellent architectural, structural characteristics and suitable economy, etc. It has been favored by people in many fields due to incomparable advantages over other traditional buildings. For example, in emergency medical treatment, membrane building can be used as a temporary building near the recent outbreak. In the case of limited manpower and material resources after a disaster, the designed air flotation membrane package can be transported to the site (shown in Fig. 1). The local construction team only needs to inflate and spray gypsum, cement clay and other materials on the surface. The arched inflatable membrane structure can be relocated after the peak period, and a permanent shell structure is formed by spraying building materials on the surface of the inflatable membrane, and the sprayed shell structure can be further transformed into a lawn building as a public facility. The construction of membrane-mold combination is the combination of intelligent design and automatic control construction. The goal is to achieve intelligent improvement and energy consumption reduction in the whole life process from architectural design, building construction and subsequent practical operation. In general, the overall performance of membrane structures is a multidisciplinary topic consisting of material selection, performance control, and sustainability.
2 Research Background
2.1 Analysis of Emergency Building Design
Since the 2019 pandemic, modular buildings have clearly influenced the way people around the world live, work and play. Since the emergence of new standards for social distancing, the use of emergency buildings has received increasing attention from the construction industry. From the current situation, governments have developed quarantine policies that restrict the movement of labor, materials and equipment needed for construction activities. As a result, construction stop-work, schedule delays, supply chain disruptions, rising labor costs and skilled labor shortages have become major obstacles to the development of the construction industry.
The membrane modular building as an emergency building strategy can solve the existing problems. As shown in Fig. 1, a hospital in Nur Sultan, the Republic of Kazakhstan, temporarily set up a Huo-Yan Laboratory in response to COVID-19. The building was designed, manufactured, transported within 10 days and assembled on site to quickly support scarce medical facilities. The factors of strong function, high plasticity, free form and sustainability of air membrane architecture have attracted wide attention. Its popularity mainly depends on easy installation and excellent structural and architectural performance [1, 2].
The evaluation of the architectural performance of membrane structures is essential for the structural performance and the corresponding practicality, because the applications of these buildings are mainly placing where people gather. The safety and applicability of the two aspects of the building structure need to be satisfied, to achieve these two aspects of the basic factors of the standard is the appropriate material and the corresponding mechanical properties produced by the different effects and loads. It is very important to correctly use the relevant mechanical characteristics and properties to analyze the building structure for membrane buildings, especially for places with high human flow, emergency buildings, etc. Therefore, the evaluation of membrane architecture is also studied from three parts, including building performance, material characteristics and structural performance.
Nowadays, nonlinear building and modular building gradually attract the attention of the construction industry. Along with the development of computer technology, robot-assisted manufacturing has been introduced in the field of automated production for many years. Ulrich Muther's construction firm has applied shotcrete technology to various shell structures and bobsleds [3] (Fig. 2). Concrete is applied in layers and annular formations using wet spraying techniques without the use of additional formwork [4]. Most nonlinear building forms are manufactured by CNC machine tools [5]. Due to the large volume of building products and high load-bearing requirements [6], simple machine tool processing is not conducive to the rapid production of large building components and the use of concrete building materials [7], and the production of buildings still follows the traditional manual process. Taking advantage of the new possibilities of digital planning, the construction industry has demonstrated the potential of realizing free-form architecture. Currently, there are two types of mainstream concrete 3D printing construction: on-site printing and prefabricated assembly: On-site printing is a mature technology with no segmentation issues; however, prefabricated assembly raises more concerns; and it is expected that more large-scale 3D printing funicular spatial structures will emerge in the near future [8].
The experiment in this paper focuses on the combination of flexible robot components and accurate and reliable processing system, which might be redeemed as an innovative attempt in the field of construction industry. The facility will have a unique function and will have a significant impact on building manufacturing in the future.

Huo-Yan laboratory

Oberhof construction of the bobsleigh using shotcrete methods
2.2 The Experiment Design idea of this Project
Membrane modular composite intelligent additive construction is a construction method with modular manufacturing, flexible material application and automatic control as the core: We form a modular solution through the water and electricity needs in the prefabricated building, handing the function of building space envelope to lighter and more flexible materials. Based on the temporary building built with modular components and flexible skin as the core, flexible skin as the template, controlled by mechanical arms and sprayed with curable liquid materials, the final hardened building shell is formed to complete the rapid construction of the building.
The core concept and value of this construction method is to provide a construction solution that is easy to transport and construct: Flexible skin provides a solution for construction with an ultra-high compression ratio, greatly reducing the space, weight and cost required to transport construction materials. The design and construction can be combined with local materials, which further reduces the difficulty of logistics transportation and off-site construction. It is especially suitable for the construction needs of sudden climatic disasters and natural disasters. Compared with traditional construction methods, the transportation volume is smaller, and the requirement and application of local materials also make this construction technology more in line with people's imagination and needs for extraterrestrial construction [9].
3 Experiment Process
3.1 Structure and Texture Design
The three-dimensional size of the gas film structure is 4300mm in length, 3200 mm in width and 3000 mm in height. Modeling was carried out by Rhino software; the structural parameters of the film were inputted, and the spraying trajectory was designed (Fig. 3).
-
1.
The trajectory design of the manipulator adopts three fixed-point spraying and uses the Baez curve function to scale the distance of injection points and accurately locate each point on the film, so that the manipulator can spray as far and accurate as possible when spraying special-shaped air film.
-
2.
The trajectory of the manipulator is designed as a continuous arch trajectory, forming a fingerprint like trajectory model of the manipulator, and realizing the high efficiency, large area and material saving special-shaped air film dense coating.
-
3.
A spraying scheme that uses algorithms to avoid obstacles is proposed, and a scheme that uses TPU signal to control the switch of the spray gun to avoid obstacles is proposed, so that the spray of the robot arm sprinkler stops spraying when it goes through the predetermined position, and restarts spraying at the set position. Some methods of spraying the air film with doors, Windows and other obstacles are explored.
-
4.
Two-point spraying of the robot arm is proposed, and the placement scheme of the robot arm that uses the mid-point to change the spraying direction solves the limitation of the physical spraying Angle of the robot arm to the greatest extent without the slide rail, which lays a certain foundation for the future research on the spraying of the robot arm in a narrow and long space.

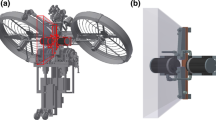
Spraying trajectory simulation of manipulator
3.2 Aerated membrane construction
-
1.
Preliminary preparation: before developing the film, it is necessary to carry out the bending of embedded steel bars, sharp points and cover the site materials to prevent the film material from being scratched in the process of developing the film and inflating forming.
-
2.
Film spreading and fixing: the process of film spreading requires unified command of manual operation to prevent damage to the gas film in the dragging process [10]. After the film spreading is completed, the air film and the ring foundation are fixed by reinforcing bars, channel steel clips and embedded bolts.
-
3.
Aeration molding: After fixing the air film, connect the blower to aerate it. The upper sphere begins to bulge gradually, and then the cylinder continues to rise until the predetermined pressure difference between the inside and outside of the gas film is reached and the cylinder basically reaches vertical. The aeration molding process is completed, as shown in Fig. 4. Then continue to inflate, the gas film inside and outside to maintain a constant pressure difference.

Inflatable film display
3.3 Polyurethane Construction
-
1.
Preliminary preparation: ensure that the inside surface of the gas film is dry to prevent water beads from being produced on the inside of the gas film during construction.
-
2.
Spray the gas film according to the preset spraying trajectory. After spraying, let it stand for 8 h to ensure that the polyurethane surface is completely air-dried and fully bonded with the gas film.
3.4 Concrete Construction
Concrete shall be mixed according to the strength requirements of the design on site, and concrete spraying can be carried out only after the spray gun and pump pipe are fully wetted.
It is necessary to ensure that the air compressor can provide enough power during injection, because the high-speed pneumatic consolidation of shotcrete has a positive effect on its durability [11]. After meeting the spraying requirements, spray is carried out in two layers according to the predetermined spraying trajectory, each layer is 1.5–2 cm thick. 24 h after each layer of concrete is sprayed, spray the next layer of concrete according to the same process.
3.5 Construction Deformation Monitoring
3.5.1 Monitoring Method
Before polyurethane construction, marking points are pasted on the outer surface of the gas film. After each spraying process is completed, the three-dimensional coordinates of the cross center of the marking points are observed by the total station, and the deformation of the gas film is represented by the change of the coordinates of the marking points.
3.5.2 Marking Points and Their Layout
The marker is a solid black circle with a diameter of 3 cm and a white cross in the center. Make sticky stickers in advance and paste them on specific positions of the gas film according to the marking point layout scheme on site.
3.5.3 Marking Point Paste and Total Station Measurement
After the gas film is fixed and before it is inflated, clean the dust and water on the outer surface of the gas film with a dry rag to ensure that the marks can be firmly pasted. According to the marking point cloth set the square case, along the cutting slit of the air film (the square direction of the bus line) use tape measure to determine the position and paste the marking point.
The total station is used for measurement. The fixing and leveling of the total station are completed before the polyurethane construction, and the marking points are checked to see if they are firmly pasted. The measurement of the total station is completed after the completion of each process of the polyurethane construction.
3.5.4 Monitoring Results
-
Deviation evaluation from design to construction
In this construction process, there are three times that may lead to the deviation between the final result and the design scheme, which are: the deviation between the design model and the inflatable film, the deviation between the inflatable film and the spraying polyurethane, and the deviation between the design model and the spraying gas film. Since the inflatable film model is generated by SLR shooting, the accuracy is low, so the bias evaluation is mainly carried out from the last Angle. Point cloud analysis is carried out between the model generated by 3D scanning and the original model designed. It can be found that except for the ground, the overlap rate of the whole model and the original design model is very high, and the deviation from design to construction is very small.
-
Deformation evaluation of gas film structure during spraying process
The gas film was sprayed twice in total, and the deformation of the two spraying processes was obtained from OpenCV data. The first deformation is large, about a centimeter or so, while the second almost no deformation.
It is known that after the first spraying, the second spraying after hardening of the structure will hardly cause the deformation of the structure again. Regarding the deformation of the structure, the best way to minimize the deformation when spraying polyurethane might be replacing the material of the film with a less elastic one; reducing the thickness might be the next best.
-
Stability evaluation of spraying process
According to the data obtained from OpenCV monitoring during the first spraying process, it can be found that the target point has a certain displacement in X, Y and depth during the spraying process, but the displacement is not large. Combined with video analysis, we believe that the spraying process is very stable, and the absorption and release of heat in the solidification process of materials is the main cause of target displacement. The spray process is very stable.
-
Spray thickness uniformity evaluation
In the process of spraying, the nozzle keeps good discharge condition, which is basically the same as the design track of the track group. The tracks on the lower side of the structure are dense and thick, while the tracks on the upper side are sparse and uniform and reasonable in thickness.
4 Findings
4.1 The Operation of Spraying Trajectory of Manipulator
-
1.
When the mechanical arm concrete processing system is used in the processing of nonlinear building components, two sets of processing systems need to be loaded in the same set of mechanical arm system. The additive processing system is used for the extrusion and smoothing of concrete, and the reducing processing system is used for the fine treatment of the concrete surface after forming.
-
2.
To adapt to the coordinate system of the manipulator itself, it is necessary to carry out site manufacturing before the project starts, so as to provide the corresponding basis for the subsequent processing work. To ensure the accurate size of the building, a real environment model needs to be established in Rhino. To meet the processing requirements, the model needs to be separated and separated in a uniform and non-uniform way, and then the model is converted into a line that can be recognized by the manipulator according to the single-line processing and double-line processing methods.
-
3.
Most building components can correspond to the horizontal movement, uniaxial movement and camber movement of the mechanical arm. In additive manufacturing, it is necessary to select corresponding processing technology for horizontal plane additive, single point synovial additive and arc surface additive. In order to realize the connection and installation of components, it is necessary to reduce the material of the components of additive molding. The reduction process is best carried out in situ and should be carried out immediately after the completion of additive. To facilitate later installation, it is necessary to insert steel bars or conduits in advance in the enhanced member when the strength is not high.
-
4.
In more architectural projects, in the addition of walls, columns and outer surfaces, architects can make use of the characteristics of mechanical arms for rich curved surface design and accurate manufacturing. The floor and roof can be processed longitude-wise first, then turned over by hoisting and combined with the wall column. With the large-scale popularization of concrete processing system by mechanical arm, more nonlinear buildings with rich shapes will appear in the future.
4.2 Defects of Spraying Technology
The spraying trajectory of the manipulator has great influence on the overall quality. There are several guides on best practices for sprayed concrete (e.g. ACI 506R-16 2016 and EFNARC 1999). Virtual reality has been effectively used to train water gunners before they go underground. Poor spraying techniques can result in the following defects (see also Fig. 5).
-
1.
Voids: There is a danger of voids forming if the Angle of the concrete jet is wrong when spraying on irregular surfaces, around ungainly geometric shapes (e.g. sharp corners) or obstacles (e.g. rebar).
-
2.
Shadows: Voids form behind the rebar, exposing the steel to greater risk of corrosion and reducing the effectiveness of the rebar.
-
3.
Falling off: The sprayed concrete part falls off under the action of self-weight due to too weak adhesion or too weak adhesion. Because the applied layer is too thick.
-
4.
Laminate: Sprayed concrete may consist not of uniform clumps but of poorly bonded layers between layers. This may be due to inadequate surface preparation between sprayed concrete or changes in compactness during spraying. White staining may indicate that a pure accelerator film has been sprayed on the surface as a result of interrupted concrete flow.
-
5.
Rebound: If the rebound is not cleared during spraying, it may seep into the lining and form weak areas. In addition, excessive rebound can waste a lot of shotcrete.
-
6.
Low strength: If too much accelerator is used, there is a risk of low strength in shotcrete, either because of its porous structure (due to poor compaction), or possibly a long-term reduction in strength (although this does not seem to occur in modern accelerators).

Cases of spraying failure
-
Solution
The prefabricated starter rod unit simplifies the joint by optimizing the spraying trajectory and avoiding inconvenient geometry. Strips up to 40 mm were successfully sprayed, but this was very difficult, especially where strips overlapped or crossed. The latest technology aims to reduce the scope for human error. Various range-measuring devices (for example, laser rangefinders such as TunnelBeamer2 or photogrammetric devices such as DIBIT) are used to examine the profile of shotcrete. TunnelBeamer is currently a system that can be used interactively to check profile and thickness during the spraying process. That's the advantage of the device, over the fact that it can only take field measurements. The advantage of devices like DIBIT is that they can inspect the entire surface, but you have to stop working to complete the measurement. In emergency construction, such as tunnel construction, the typical accuracy of these systems is ±20 mm, which is sufficient considering that spray tolerances are usually ±15 to 25 mm.
5 Results
The model established by Rhino software is imported into the finite element calculation software ANSYS for structural calculation. The concrete shell adopts the layered definition of shell element. The specific material parameters are shown in the Table 1.
As shown in the figure, we analyzed the static load and wind direction load of the model structure through Ansys software, and the results were displacement, maximum tensile stress and compressive stress respectively. Through the comparison of the results, we found that the result of the wind direction load in the y direction is the largest, so we mainly analyze this load condition (Table 2).
According to the Rule NO. 3.2.11 in the structural code of “Specification for design of reinforced concrete shell structures” (JGJ 22–2012), In the limit state of normal use, the deformation of the edge members should be checked unless there are special requirements. Under the standard combination of loads or quasi-permanent combination and the long-term effect of loads, the deflection value should not be greater than 1/400 of the span when the span is greater than 7 m; it should not be greater than 1/250 of the span when the span is not greater than 7 m. The orange part in the figure shows the most deformed area of the model, where the maximum displacement is 1.75 mm. In our case, the span is known as 4.3 m. Therefore, following the guide of structural code, the displacement value is within the safe range (Fig. 6).

Maximum displacement
According to the data provided by the material supplier, the maximum tensile value of the concrete is 6 MPa, and the result of the model is 2.3 MPa, so the structure is safe (Fig. 7).

Maximum tensile stress
The blue area of the picture shows the largest compressive area in the model, where the maximum value is 2.55 MPa, and the maximum compressive limit of this material is 60 MPa, so the structure is safe (Fig. 8).

Maximum compression
6 Discussion
The robot aided shotcrete technology makes the concrete applied uniformly and realizes the heterogeneous concrete structure. The surface structure of the finished shotcrete is rather rough. Additional finishing steps will be necessary to achieve smaller surface tolerances. It is possible to program the motion to build the desired shape.
In addition, the process can achieve a low rebound rate of about 8%. Despite good initial performance, quality changes were observed during concrete spraying. This is due to the use of a pumping system without a control loop, resulting in uneven mass flow of concrete. This situation has a large effect, and the effect of the robot's path parameters on the application quality cannot be observed.
7 Conclusion
The application process of shotcrete using a mechanical arm has shown that it leads to the application of heterogeneous materials. This problem must be solved in the production of parts, or at least considered in the design of the workpiece for the process. Beyond these traditional applications, there has been little exploration of new applications, despite the advantages and potential that shotcrete brings. The main reason for this is the traditional manual spraying technology. To achieve good results, a high level of experience in the movement and use of tools and the right mix of materials is required. Often too much or too little material is used, and sometimes the concrete composition of the coating is not particularly uniform. The attainable quality in terms of geometric accuracy, as well as visual and tactile surface quality is significantly lower than those of poured concrete. Therefore, the great advantage of mechanical spraying process is the flexibility of application, especially in the case of emergency building in line with the structural safety to meet the characteristics of high efficiency and low cost.
In summary, our results show that robot-assisted concrete spraying has great potential in the generation and manufacturing of free-form surface concrete parts. For further research, concrete pumping systems with more complex control loops must be used to improve the quality of concrete construction. The system will be implemented in a demonstration research facility and additional experiments will be conducted to generate manufacturing optimized path movements.
References
Bridgens, B., Birchall, M.: Form and function: the significance of material properties in the design of tensile fabric structures. Eng. Struct. 44, 1–12 (2012)
Bradenburg, F.: Architectural Membranes used for Tensile Membrane Structures. Structures Congress 2009: Don't Mess with Structural Engineers: Expanding Our Role, pp. 1–7 (2009)
Neudecker, S., Bruns, C., Gerbers, R., Heyn, J., Dietrich, F., Dröder, K., Raatz, A., et al.: A new robotic spray technology for generative manufacturing of complex concrete structures without formwork. Procedia CIRP 43, 333–338 (2016)
Müther, U.: Spritzbeton-Kuppel des Planetariums Wolfsburg, Beton- und Stahlbetonbau (1985)
Wenqi, Z., Fodan, D., Jie, W.: Discussion on the technical path of parametric architectural design. Arch. Tech. 5, 119–121 (2020) (in Chinese)
Yong, H., Jinyang, L., Minyi, Z.: Research on the construction of nonlinear building complex surface based on parameterization. In: Sharing Collaborating Proceedings of the 2019 National Conference on Teaching and Research of Architectural Digital Technology, pp. 350–355 (2019) (in Chinese)
Peng, F., Hanqing, Z., Xinmiao, M., Tao, Z., Hongwei, L.: Application and prospect of 3D additive technology in engineering construction. Ind. Arch. 49(12), 154–165+194 (2019) (in Chinese)
Wu, H., Li, Z., Zhou, X., Wu, X., Bao, D., Yuan, P.F.: Digital design and fabrication of a 3D concrete printed funicular spatial structure. In: Proceedings of the 27th International Conference of the Association for Computer-Aided Architectural Design Research in Asia 2022, pp. 71–80. The Association for Computer-Aided Architectural Design Research in Asia (CAADRIA) (2022)
Yuan, P.F., Zhou, X., Wu, H., Zhang, L., Guo, L., Shi, Y., et al.: Robotic 3D printed lunar bionic architecture based on lunar regolith selective laser sintering technology. Arch. Intell. 1(1), 14 (2022)
Feng, D., Wujun, D., Hongji, L.: Construction application of spherical thin-shell concrete structure technology. Eng. J. Wuhan Univ. 46(S1), 295–297 (2013) (in Chinese)
Jolin, M., Melo, F., Bissonnette, B., et al.: Evaluation of Wet-Mix Shotcrete Containing Set-Accelerator and Service Life Prediction (2015)
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Open Access This chapter is licensed under the terms of the Creative Commons Attribution 4.0 International License (http://creativecommons.org/licenses/by/4.0/), which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons license and indicate if changes were made.
The images or other third party material in this chapter are included in the chapter's Creative Commons license, unless indicated otherwise in a credit line to the material. If material is not included in the chapter's Creative Commons license and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder.
Copyright information
© 2024 The Author(s)
About this paper

Cite this paper
Su, Y., Cheng, X., Li, J. (2024). Membrane-Based Modularization in Prefabrication System Design as a Strategy in Emergency Buildings. In: Yan, C., Chai, H., Sun, T., Yuan, P.F. (eds) Phygital Intelligence. CDRF 2023. Computational Design and Robotic Fabrication. Springer, Singapore. https://doi.org/10.1007/978-981-99-8405-3_35
Download citation
DOI: https://doi.org/10.1007/978-981-99-8405-3_35
Published:
Publisher Name: Springer, Singapore
Print ISBN: 978-981-99-8404-6
Online ISBN: 978-981-99-8405-3
eBook Packages: EngineeringEngineering (R0)