
Abstract
In this chapter, we introduce recent progress in direct visualization of mechanical behavior in the failure process of adhesive bonding by mechanoluminescence (ML). Firstly, basic mechanoluminescence technologies are introduced in terms of materials, sensors, sensing technologies in Sects. 1 and 2. Then, for considering effective application of ML sensing that takes advantage of technological features, (Sect. 3) structural health monitoring (SHM)/Conditioning based monitoring (CBM), and (Sect. 4) innovation in design and prediction are discussed from the viewpoint of visualizing mechanical behavior, deterioration, and failure process as killer application of ML sensing. Furthermore, visualizing the mechanical behavior of adhesive joints, fracture initiation points, and fracture processes will be introduced based on time-series information of mechanoluminescence (ML) images, using internationally standardized adhesion strength tests.
You have full access to this open access chapter, Download chapter PDF
Similar content being viewed by others


Keywords
- Mechanoluminescence
- Visualization
- Mechanical behavior
- Adhesion
- Bonding
- Lightweight material
- Failure process
- Crack propagation
1 Introduction of Mechanoluminescence—Materials, Sensor and Sensing Concept
In bonding and joining, it is essential to obtain the necessary force within the required period of time. However, the mechanical behavior cannot be determined based on the “force” information. Therefore, the appropriate information needs to be predicted based on expert experience and knowledge and reflected in the design, and strength prediction and simulation should be performed based on a database with accumulated experience. However, it is not known whether the previous knowledge, simulations, and designs are accurate. Are there any assumptions in the knowledge? Is there any information that was not considered? These questions still remain.
To address this issue, independently developed mechanoluminescence technology (Fig. 1) [1,2,3,4,5,6,7,8,9] that can visualize dynamic strain distribution was utilized to visualize the “force information (strain distribution information)” originating from the adhesive bonding area and its interface.

Introduction of mechanoluminescence, which is a visual sensing method to visualize dynamic strain distribution (▶ https://doi.org/10.1007/000-azf, ▶ https://doi.org/10.1007/000-ays)
Therefore, the basic mechanoluminescence technologies are first introduced in this section considering the materials, sensors, sensing technologies, and killer applications (structural health monitoring, innovation in design, and prediction) that make use of the technological features. Subsequently, the mechanical behavior of adhesive joints, fracture initiation points, and fracture processes is visualized based on time-series information using internationally standardized adhesion strength tests. The purpose of this study is to demonstrate the invisible mechanical behavior of adhesive joints, which is becoming increasingly important in multi-material lightweight design, and to contribute to the confidence in the conventional experience and inspire the development of completely different designs and predictions.
2 Mechanoluminescence (ML) Technology—Visualization of the Dynamic Strain Information
2.1 Mechanoluminescence (ML) Materials
The core of mechanoluminescence (ML) technology is the mechanoluminescent functional ceramic particles, wherein a typical material is SrAl2O4:Eu2+, a green luminescent material abbreviated as SAOE [1,2,3,4,5,6,7,8,9] (Fig. 2). Mechanoluminescence (ML) materials have undergone various improvements, refinements, nano-, multicolor, and polymorphisms since their initial discovery in 1999 by our research group [1,2,3,4,5,6,7,8,9,10,11,12,13,14,15,16,17,18,19,20], and in the 2010s, the development of ML material have been investigated worldwide [21,22,23,24,25,26,27,28]. Typically, they are synthesized using a solid-phase synthesis method wherein the carbonates of each required element are weighed, provisionally calcined, and sintered. For ease of use, particles are typically pulverized to a few microns, and the commercially available products are further pulverized to an average size of approximately 1 um using a more sophisticated pulverization process. These particles are then further pulverized using an atomic force microscope (AFM) to reduce the size of the primary particles to approximately 50 nm [29, 30]. However, because the mechanoluminescence performance is deactivated during the pulverization process, the size of the particles was maintained at approximately 1um and used in the sensor. Although nanoparticles are formed when the atomized solution is calcined in a draft, micrometer-sized mechanoluminescence particles were used for sensing owing to their ease of handling and high sensing performance.

Mechanoluminescent material. a Photo and b microscopic image under an irradiation of 365 nm. c SEM image
For the evaluation of the mechanoluminescence (ML) performance of ML materials, a sensor film was developed on an aluminum foil via screen printing. Subsequently, a 10 mm2 sensor film was cut and attached to a test specimen (SUS plate) using rapid instant adhesive, and its mechanoluminescence characteristics were measured under tensile load and strain from a sensor usage perspective. Subsequently, the ML luminescence characteristics are then summarized against the strain information (evaluation method).
However, during the early stages of mechanoluminescence development in the 2000s and in laboratories that were purely engaged in material development, ML ceramic material cylinders molded using epoxy resin and circular standardized pellets were compressed in a compression testing machine and the resulting luminescence was measured [1,2,3,4]. Naturally, there is a strain distribution due to compression; thus, a luminescence pattern (uneven luminescence) is obtained. However, because stress is concentrated at the ground, low-performance or primitive ML materials are often used because they can be evaluated. As shown in Fig. 3, when a mechanoluminescence (ML) material with high luminescence performance is used, the mechanoluminescence and its distribution can even be determined in an environment bright enough to see the upper and lower compression plates.

Mechanoluminescence (ML) evaluation based on compression loading using a cylindrical pellet consisting of ML ceramic material and epoxy resin (▶ https://doi.org/10.1007/000-ayt)
Figure 4 shows a schematic of the mechanoluminescence mechanism that was employed. In previous studies, it has been proven using thermoluminescence (TL) measurements that for long-participant phosphors, the presence of carrier traps is strongly related to the mechanoluminescence performance. In addition, the peaks of the mechanoluminescence (ML) and photoluminescence (PL) spectra are almost similar, indicating that they are mediated by the same emission center. Based on this, the following mechanoluminescence mechanism can be assumed [1,2,3,4,5,6,7,8,9, 24, 28].

Mechanism of mechanoluminescence in SrAl2O4:Eu2+, in the case of as represented ML material
-
(1)
Excitation using a light at the luminescent center (such as Eu2+).
-
(2)
Carrier transfer and supplementation of the host material (such as SrAl2O4).
-
(3)
Re-excitation and carrier transfer via mechanical stimulation.
-
(4)
Emissions via recombination at the emission center.
In the case of long-participant phosphors, it was proposed that carrier release from the trap occurs owing to thermal energy. However, it is currently speculated that they are released owing to the energy produced during mechanical stimulation. In addition, although the majority of the mechanoluminescence (ML) materials have an afterglow, they retain their ML performance even after the afterglow has stabilized, which typically requires a long waiting time or heat treatment. Therefore, it is considered that mechanoluminescence involves traps with a higher energy order than that of the afterglow.
As mentioned above, the emission color of SrAl2O4:Eu2+ is green due to the 4f7-4f65d1 transition in Eu2+, which shows a broad emission peak around 520 nm because it is easily affected by the surrounding crystal field. In other words, the emission color can be set by changing the host material to intentionally vary the interaction between the crystal field and emission center metal ion. For example, in Fig. 5, even if the same luminescent center Eu2+ is used, the emission color can still be changed to 437 nm (blue), 489 (blue), 489 nm (greenish blue), 524 nm (green), and 540 nm (yellow) by modifying the host material to materials such as CaGdAl3O7, CaYAl3O7, CaLaAl3O7, Sr2MgSi2O7, SrCaMgSi2O7, Ca2MgSi2O7, or Sr2SiO4 [3, 11,12,13,14,15,16,17].

ML spectra and photo pictures of UV, blue, green, and yellow color emissive ML materials
The emission color can also be controlled by changing the emission center metal ion from Eu2+ to Ce3+ (375 nm, UV [12]) or Mn2+ (red [21]), etc. In other words, the luminescent color can be controlled based on the selection of the luminescent ion, host material, and their combination.
In addition, a near-infrared mechanoluminescence material that emits infrared and near-infrared light was successfully synthesized by mixing several luminescent center metals using down-conversion (Fig. 6) [20]. Figure 2a shows the photoluminescence (PL) spectra of the prepared SrAl2O4:Eu2+Cr3+Nd3+ powder. Under light irradiation corresponding to the excitation spectra of Eu2+, green emission at 516 nm and NIR emissions at 695, 729, and 881 nm can be observed, originating from the 4f65d1 transition state of the Eu2+ ion [1,2,3,4,5,6,7], 2E, and 4T2 transition states of the Cr3+ ion [31,32,33], and 4F3/2 transition state of the Nd3+ ion [34, 35], respectively, as shown in the energy diagrams in Fig. 6a and b. In the excitation spectrum for the NIR emission of Nd3+ at 881 nm, three main peaks that are consistent with the peak positions of the excitation spectra of Eu2+ and Cr3+are observed at 361, 419, and 560 nm, which are assigned to the absorption bands between the 4f7 and 4f65d states of Eu2+ (or conduction band of SAOE) and between the 4A2 and 4T1 or 4T2 states of Cr3+, respectively. This indicates that the excited state of Nd3+ for the NIR emission at 881 nm can be generated through the excitation of either Eu2+ or Cr3+. This can also be explained by the fact that the emission spectrum of Eu2+ overlaps with the excitation spectrum of Cr3+ and that the Cr3+ ion is known to be an effective photosensitizer for the Nd3+ emission ion [36, 37]. From these results, it can be concluded that the origin of the NIR emission at 695, 729, and 881 nm, which is within the in vivo optical window, is the excitation of Eu2+ and the subsequent down-conversion process along the energy diagram, as described in Fig. 6b. The synthesis of a near-infrared ML material with an emission wavelength of 700–1000 nm as the in vivo optical window [38, 39] makes it possible to use the sample as a light source for measuring the bio-penetrating image of the living body, as shown in Fig. 6c. In this case, a hand was placed on a cylindrical pellet of SrAl2O4:Eu2+Cr3+Nd3+ ceramic powder molded using epoxy resin and measured with a camera based on the NIR afterglow emitted from the pellet light source. As a result, a human tissue transmission image was obtained, wherein the blood vessels that absorbed more light appeared darker.


Near infrared (NIR) mechanoluminescence (ML) material. (a) Normalized PL spectra and (b) energy diagram for SrAl2O4:Eu2+Cr3+Nd3+, λex: 361 nm. Human tissue transmission image using the NIR (c) afterglow (AG) and (d) mechanoluminescence (ML) as the light sources (d) e ML response curves at ROI1 of (d) d
In addition, human tissue transmission images were successfully obtained using the NIR-ML material (Fig. 6d(a–e)). The experimental set-up and positional correlation are shown in Fig. 6d(b–d). The SAOEuCrNd composite ML pellet was covered with an optical black paper with a 1 cm2 window to limit the emission area (b), and the window was covered using the thumb to focus imaging (c). Moreover, the dashed line circle and squares show the position of the ML pellet and window, respectively, and the bright and ML images were captured using an NIR light-responsive CCD camera with the same field of view. By applying the compressional load using the conditions shown in Fig. 6d(a) to generate the NIR-ML, a clear biotransmission image with a visible thumb shape was successfully recorded (Fig. 6d(d)). This was probably due to diffraction of light and/or scattering by the tissue thumb in spite of the NIR-ML emitting through the 1 cm2 square window [38, 39]. From the response curves shown in Fig. 6d(e), the detected NIR emission signal that was analyzed from ROI 1 is consistent with the load signal (straight line), whereas the load application is independent of the environmental optical conditions based on ROI 2. Therefore, it can be concluded that the increase in the emission signal that accompanied the load originated from NIR-ML from the SAOEuCrNd composite ML pellet and transmission through the thumb.
Recently, mechanoluminescence research has been progressing worldwide, and the number of synthetic developments, commercial products, and users has been increasing. Table 1 shows a list of representative commercial products, which can be used in future experiments on mechanoluminescence.
2.2 Mechanoluminescence (ML) Sensors
To fabricate a sensor for mechanoluminescence (ML) sensing, a paint consisting of an ML ceramic material and a resin (epoxy resin, urethane resin, silicon resin, etc.) was first prepared, as shown in Fig. 7a. Subsequently, mechanoluminescence paint was either directly applied to the sample using a spray can or using an air spray to form an ML sensor film on the measurement object (Fig. 7b). Alternatively, the ML sheet can be prepared in advance by evenly spraying or screen-printing the paint onto an aluminum foil, employing it as a sensor by attaching it to the point of measurement using instant rapid adhesion (Fig. 7c) [2, 40,41,42,43,44,45].

ML sensors. a ML paint-type sensor. b Directly air spraying ML paint to form ML sensor. c ML sheet-type sensor
The former is effective for measuring complex shapes such as test specimens and 3D-printed objects, joints, and structures. In contrast, the latter is effective for large structures because it is possible to create a uniform sensor with a large area in advance, its characteristics can be evaluated, it is highly reliable, and it is simple to apply to the sheet on-site.
One of the main mechanisms through which mechanoluminescence (ML) sensors can visualize the dynamic strain distribution is based on the emission pattern because each mechanoluminescent material ceramic particle functions as a sensor that emits light in response to the surrounding mechanical behavior. Moreover, the load was applied to the SrAl2O4:Eu2+ microparticles using an AFM cantilever, the light was measured using a photomultiplier, and when the load was applied to a single ML particle, luminescence was observed (Fig. 8a) [30]. In addition, the analysis of the ML test results of an ML film sensor fabricated by dispersing an extremely low concentration of it in epoxy resin to distinguish it from the single particle showed that the luminescence performance of a single mechanoluminescence microparticle is equivalent to 3.4 nW/cm2 at a deformation of 0.12 (Fig. 8b) [46]. This is because mechanoluminescence (ML) sensors such as the coated film and sheet type are developed by dispersing and applying ML particles, which then that act as sensors that vary their luminescence intensity in response to the surrounding mechanical conditions in a single particle, thereby allowing the dynamic strain distribution to be visualized.

Evaluation of the performance of single SrAl2O4:Eu2+microparticles using the a AFM cantilever and photomultiplier and b low-concentration ML film under microscopic observation
As an evaluation method for the mechanoluminescence (ML) sensor performance of ML materials, a sensor film was developed on aluminum foil via screen printing, and a 10 mm2 sensor film was cut and attached to a test specimen (SUS plate) using a rapid instant adhesive. Subsequently, its mechanoluminescence characteristics under tensile load was investigated against the strain from a sensor use perspective [2, 3, 47]. For the ML evaluation test, a camera was mounted on the front face of the ML sensors located on the surface of the specimen or object. However, if a specimen exhibits different mechanical behaviors on all four faces, as in the case of a specimen comprising a dissimilar material that is adhesively bonded, the camera is mounted on the front faces of the four faces to measure the mechanoluminescence, as shown in Fig. 9.

Example of an experimental set-up for mechanoluminescence using a 4-way camera system
Subsequently, the ML luminescence characteristics were compared to the strain information.
Various correlation evaluations were conducted between the mechanoluminescence performance and strain values, strain rate, stress, and principal stress to evaluate the mechanoluminescence characteristics. As a result, a correlation was found between the mechanoluminescence (mcd/m2) and Mises strain value (%, μst), particularly the proportional relationship that exists with the strain energy, as shown in Fig. 10. Using this relationship, it is possible to determine the strain distribution from the mechanoluminescence emission pattern. Although the ML intensity is proportional to the strain energy, the ML intensity gradually decreases according to load cycles [2, 47], as shown in Fig. 11a. This phenomenon can be explained using the mechanism depicted in Fig. 4, wherein carriers that were supplemented and stored at the trap level in advance gradually decrease with the generation of luminescence due to repeated loading. However, mechanoluminescence can be completely recovered via irradiation using excitation light (for example, 470 nm blue light, 0.5 mW/cm2) even if it is reduced. Therefore, when quantitatively evaluating mechanoluminescence, measurements should be performed after the carrier trap is filled when the sample is irradiated with excitation light for several seconds or 1 min.

Relationship between the ML luminance and strain energy. Material: SrAl2O4:Eu2+

Basic performance of the SrAl2O4:Eu2+ ML sensor. a ML intensity accompanied by the cyclic load and strain. b Relationship between the ML and AG intensities, and waiting time after excitation using the blue LED. Inset illustrates the definition of the ML and AG intensities
The ML sensor shows the afterglow (AG) after excitation as a long-persistent phosphor and mechanoluminescence at the load application, as shown in Fig. 11b. Therefore, a sufficient waiting time after excitation and correct camera conditions are essential for ensuring that the ML/AG ratio (also called ML index) is sufficiently high because the afterglow functions as the base noise and the ML pattern as the measurement signal.
To achieve better quantitative mechanoluminescence testing, a dark environment should be used, photoexcitation should be done prior to testing, and an appropriate waiting time should be selected. As mentioned above, mechanoluminescence (ML) luminance is correlated to the von Mises strain. Thus, the ML pattern is consistent with the simulation results for the von Mises strain distribution (Fig. 12). From the opposite perspective, the strain distribution can be calculated based on this mechanoluminescence pattern and the correlation between ML luminance and strain.

Comparison of the mechanoluminescence pattern of perforated SUS631 and simulated von Mises strain distribution under a tensile load (▶ https://doi.org/10.1007/000-ayv)
In general, mechanoluminescence sensors are often used for the quantitative analysis of the strain distribution. However, focusing on the ML pattern two-dimensional information, the sensor can be used as a tool for searching for and tracking the existence of unexpected and invisible stress concentrations, as well as changes in mechanical behavior due to deterioration, crack initiation, and propagation, which are difficult to see. Furthermore, regarding the four-dimensional information, including the time variation of the mechanoluminescence pattern, the sensor can be used as a tool for feature extraction that allows the prediction of the remaining lifetime of materials, structural members such as the joints, and structures by capturing the degradation process and events that occur at that the time of the change in the mechanical behavior of the structure.
In addition, a notable feature of mechanoluminescence-based visualization strategies is their real-time properties. For example, a two-dimensional strain distribution can be obtained using array strain sensors. In addition, as will be shown in a comparison later, technologies that can analyze the strain distribution such as digital image correlation (DIC) have also been widely used in recent years. In contrast, from the perspective of visualization strategies, mechanoluminescence has the advantage of simply converting invisible mechanical information into luminous information by applying it. In other words, it has the advantage of being directly visible without the need for an analytical device. To make the most of this advantage, efforts for recognizing the degree of damage and danger based on the color change during mechanoluminescence are promoted [3].
As mentioned above, mechanoluminescent materials come in a variety of colors and have different luminescence characteristics in response to strain. Some materials emit light with high sensitivity at low strains, while others emit light at slightly higher strains but show high luminescence brightness. Figure 13 shows the results of mechanoluminescence under compression using cylindrical pellets composed of two types of mechanoluminescent (ML) ceramic powders (SrAl2O4:Eu2+: green, CaYAl3O7:Eu2+: blue) that were mixed and molded in epoxy resin and have different strain sensitivity curves. It was confirmed that the color of the mechanoluminescence at the stress concentration point at the ground point changed in conjunction with the increase in strain owing to the application of a compressive load to the pellet (Fig. 13a). By setting the region-of-interest (ROI) at this point (Fig. 13b) and evaluating the color and intensity of the luminescence, blue emission is predominant in the early stages of strain, and green emission is predominant in the 0.15–0.2% strain region, which is a rough indication that the metallic structural material is entering plasticity. This indicates the possibility that the high-strain region that causes structural plastic deformation (danger region) can be visually recognized on-site or using a camera and based on the luminescence color.

Danger sighting based on the changing color of the mechanoluminescence. a Mechanoluminescence time course for the load applied on the SrAl2O4:Eu2+-embedded ML pellet (green ML material) and CaYAl3O7:Eu2+ (blue ML material). b ROI area in the photo, and c blue and green light intensity using RGB CCD device
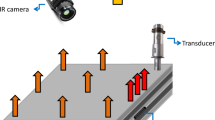
Mechanoluminescence sensors emit light in response to external forces that cause strains. For example, in addition to common compression, tension, and torsion, high-speed strain propagation owing to shock, impact, and vibration can also be visualized [2, 5, 7,8,9]. Moreover, both the mechanoluminescence powder and sensor film emit light in response to ultrasonic irradiation, and the ML intensity changes with the ultrasonic intensity, as shown in Fig. 14. [48, 49]. The ultrasonic wave can penetrate the human body, thus is an expected useful stimulation method for mechanoluminescence (ML) particle to generate emission even in bio-body as a ubiquitous light source [48,49,50,51].

Ultrasonic wave-induced mechanoluminescence (USML). a Experimental set-up. b Luminance response accompanied by cyclic ultrasonic wave irradiation. c Relationship between intensity of mechanoluminescence and ultrasonic wave (37 kHz)
As a summary of Sect. 1, I would like to mention the benchmarking result from the viewpoint of the most frequent questions in my past lectures with representative strain-measurement techniques. Figure 15 shows a comparison of the strain gauge, digital image correlation (DIC), and mechanoluminescence.

Benchmarking of the strain-measurement sensing, strain gauge, DIC, and mechanoluminescence
Strain gauges are commonly used as strain-measurement sensors. The most important feature of strain gauges is their reliability; they can stably measure and monitor strains as small as 0.0001% (one micro strain) or less. The three-axis strain gauges shown in the photograph provide the values necessary for evaluation and design, such as principal stress values and directions, as well as scalar values such as von Mises stress and strain. Strain gauges are mechanoluminescence (ML) measurements. However, because strain gauges are point sensors, they do not respond if there is even a slight deviation from the point of strain generation or concentration. Therefore, the strain gauge has an advantage when the point to be monitored is clear; however, it is not always easy to determine where to monitor. In addition, because wiring is required for strain gauges, it is not suitable for sites that are unsuitable for electrical systems, or sites where noise is likely to occur or decrease.
Digital image correlation (DIC) is a method of obtaining the strain distribution by forming a dot pattern on a test specimen in advance and using a camera to capture and analyze how the dot pattern moves in a certain region, called a subset. Mechanoluminescence is stronger in high-speed phenomena than in slow deformation because it produces stronger ML luminescence owing to the high-strain energy. Conversely, DIC has an advantage, even in slow deformation phenomena, where the dot pattern can be clearly photographed. In addition, since the information is digitized, DIC has an advantage in that it can classify and display strain values and directions in each coordinate direction, including the principal stresses. However, it is difficult to capture high-speed phenomena in which the dot pattern becomes blurred, or crack propagation in which the dot pattern disappears.
Mechanoluminescence requires a dark environment for measurements and other conditions for quantification. In contrast, mechanoluminescence is particularly good for phenomena that are difficult to measure with other techniques, such as crack tips where extreme stress concentration occurs, high speed with high-strain energy, and vibrational phenomena. It also has features such as real-time performance, multiscale performance by simply applying paint, and remote monitoring using luminescence.
Therefore, a combination of the strengths of the abovementioned technologies is currently being used in appropriate places and at the right time to solve problems.
3 Killer Application of Mechanoluminescence 1: Detection of Crack and Defects in Structural Health Monitoring (SHM)
In the previous section, the materials, sensors, and mechanoluminescence (ML) technology used to visualize dynamic strain as light-emission patterns were described. In this chapter, the application of ML technology to structural health monitoring (SHM) as a killer application of mechanoluminescence is discussed.
3.1 Mechanoluminescence (ML) Detection of the Origin to Deduce the Integrity
Mechanoluminescence is a powerful technique for detecting excessive stress concentrations, fatigue, plastic deformation, crack initiation, crack propagation, and fracture, which are factors that reduce the integrity of a structure (Fig. 16).

ML detection of crack initiation and propagation under dynamic loading and fatigue
In general, the design of a structure is based on proper stress/strain dispersion and rigidity to withstand external forces, and mechanoluminescence sensing can only provide weak and uniform light-emission patterns. In contrast, higher intense stress/strain concentrations occur in a narrower area during the stage of damage factor generation, which means that the structural integrity is degraded. In addition, the crack initiation, propagation, and failure processes create a localized high-strain energy that exceeds the material strength and is required for failure propagation at the last stage of a structure and structural material. Normally, although stress/strain concentration or crack tips are invisible or only visible with careful observation, mechanoluminescence (ML) technology, which emits a high luminous intensity proportional to the strain energy, is more advantageous for detecting them clearly as the luminescence becomes stronger and more specific in pattern (Fig. 16). Therefore, structural health monitoring is considered an important application in mechanoluminescence technology [2, 3, 42,43,44,45].
In addition, the ability to visualize information on the predictive signs of failure and mechanical behavior associated with failure can be used to make repair decisions. By chronologically visualizing the fracture process with the mechanical behavior, it is possible to understand the stress concentration behavior and fracture origin, that is, why the structure broke, which cannot be determined based on prediction or experience, leading to the design of structures with high resistance to damage. Figure 17 shows the ML monitoring of the fracture behavior under seismic-stimulated wave inputs for seismic-resistant reinforced concrete members used as building materials [2, 4].

ML monitoring of the fracture behavior based on seismic-stimulated wave inputs for seismic-resistant reinforced concrete members used as building material (▶ https://doi.org/10.1007/000-ayw)
After seismic vibration induction, mechanoluminescence analysis clearly shows that shear forces are generated between the structure and girders, and cracks are propagated in the 45° direction of vibration (Fig. 17) and in the more direct −45° direction, as measured based on the high-speed vibration of seismic waves.
To accurately track the position of tips using mechanoluminescence, it is recommended to perform contour map processing on raw ML images using image processing software. Figure 18 shows the ML images of crack propagation during a double cantilever beam (DCB) test to determine the fracture toughness of an adhesively bonded structural member. In the raw image (black-and-white image), the location of the crack can be roughly identified based on the intense ML emission area near the crack tip; however, it is difficult how to distinguish the highest ML point from the crack tip, as shown in Fig. 18a. In contrast, the highest ML luminance points are highlighted in red in the contour image, making it easy to locate the crack tip position (Fig. 18b). Therefore, an ML contour map is used in many cases to observe the behavior of cracks and fractures [47].

Method of crack tip sharpening using a mechanoluminescence contour image. Comparison of the a raw image and b contour image of mechanoluminescence
Crack tip sharpening using mechanoluminescence is useful for both static and dynamic tests such as fatigue tests. Figure 19 shows the mechanoluminescence (ML) monitoring of crack initiation and propagation in metal fatigue under cyclic loading [42]. For the fatigue crack growth detection experiment, a test piece (SUS430, 225 × 25 × 3 mm) was notched in advance at the center position of the side edge, and a fatigue crack was prepared from the notch and propagated by applying a cyclic tensional load using a mechanical testing machine (MTS Systems Co.; Fig. 19a). ML paint was directly applied to cover the area including the notch and pre-prepared fatigue crack with a length of 8.4 mm on the test piece, which was used as an ML paint film sensor (20 × 10 mm, Fig. 19b). Pre-prepared fatigue cracks were then observed to record the growth length on the backside using microscopy (Fig. 19c) and mechanoluminescence (Fig. 19d).



Mechanoluminescence detection of crack initiation and propagation in a metal fatigue under cyclic loading. a Photograph. b Schematic. c Microscopic image of specimen. d ML image during cyclic loading. e ML image monitoring of fatigue crack propagation during cyclic loading. Here, the displacement and load values were monitored using a mechanical machine, and the stress intensity factor (K) was calculated. f Relationship between the ML intensity and stress intensity factor (K)
It is noteworthy that before the ML test piece ruptured, fatigue crack growth and tensile cycles were observed. The rupture was confirmed via visual inspection and through the dramatic change in the displacement and load value (Fig. 19e). The stress intensity factor (K) is used in fracture mechanics to predict the stress intensity near the tip of a crack caused by a remote load or residual stresses [52], and it was calculated based on Eq. (1).
where σ is the uniform remote stress, α is the crack length, W is the width of the specimen, and F(ξ) is a dimensionless shape factor [53,54,55].
The consecutive real-time ML images taken by the CCD camera in Fig. 19e show that fatigue crack growth from point Y to Z was successfully monitored using the bright ML point from its origin at the crack tip where there is stress concentration. In addition, the ML point gradually became brighter and larger, and the cyclic loading and fatigue crack growth increased as the stress intensity factor gradually increased. Figure 19f shows the relationship between the ML intensity and stress intensity factor (K), which indicates that the ML intensity at the crack tip has the potential to be a rough index of the stress intensity factor (K) for evaluating and predicting crack growth.
Metallic materials are often used in infrastructure. These metallic materials undergo elastic deformation, stress concentration, fatigue, plastic deformation, yielding, and rupture. Therefore, the early detection of the stress concentration, which is a predictive sign of degradation, is important for the diagnosis of plastic deformation, which directly leads to yielding and rupture. In response to this, by applying mechanoluminescence (ML) paint to the metal specimens, the occurrence of the plastic phenomenon in the rudder zone during tensile loading was successfully visualized (Fig. 20a; photo shows aluminum A6061). A specific wrinkles-like ML pattern is also observed in the steel materials in the responding area where the strain value reaches plastic deformation in the strain gauges. It is expected that although the origin of the pattern is under further investigation, the use of such a specific emission pattern will aid in the identification of the plastic deformation region [2].

Detection of mechanoluminescence in the Lueders zone and plastic deformation regions (▶ https://doi.org/10.1007/000-ayx)
3.2 Mechanoluminescence (ML) Sensing in Real Infrastructures
Here, the adaptation of mechanoluminescence to detect deterioration in structures and materials is introduced, beginning with the existing social implementation examples for various infrastructures.
Buildings and bridges are important social infrastructures that use steel and concrete as structural materials. Steel is used to enhance the bearing capacity of structures; however, the alkali-silica reaction (a type of moisture degradation known as an ASR reaction) in concrete causes crack development and water penetration, which corrodes the steel and reduces its bearing capacity. Additionally, diagnosis is difficult because steel is contained inside the concrete. Thus, the diagnostic standard for cracks is 0.2 mm wide, which requires high precision to ensure perfect inspection. Figure 21 shows the results of the structural health monitoring (SHM) of social infrastructure (bridges in use) using ML sensors [2, 42, 43]. For this experiment, a heavily trafficked bridge that was built more than 50 years ago was selected (Fig. 21a). The center of the piers (length: 13 m) is the most vulnerable to deflection and cracking because of the dynamic three-point bending load acting on it when a car passes by. An ML sheet-type sensor (70 × 40 cm) was attached using a rapid instant adhesive to the sidewall of the floor plate at this location, and visual and camera recordings were taken. According to the photograph of the responding area where the ML sensors are attached, as shown in Fig. 21b, a slight crack is present from the upper floor plate downward. Although it was noted above that all cracks with an opening equal to or wider than 0.2 mm are subject to marking, the width of the cracks is not constant, and there are many areas where the cracks are perfectly closed. This is considered the reason why some cracks were not noticeable. In contrast, when an ML sheet was attached to take measurements, clear ML luminescence with a varied intensity depending on the size (load) and speed of the vehicle was uniformly obtained along the crack (Fig. 21c). Comparing this ML behavior with the crack mouth opening displacement (CMOD) behavior, the ML intensity is highest when the crack opens. Moreover, this mechanoluminescence is caused by the opening of the crack, which distorts the luminescent sheet above it, and the maximum luminescence is reached at the point where the deformation (strain) energy is highest. If a mechanoluminescence (ML) sheet is laid on the bridge, the ML sheet is pulled from the point of opening displacement, and light is emitted along the crack opening (Fig. 21s). Because this diagnosis involves the application of ML sheet sensors to the surface of the structure, and the opening crack is clearly visible through the mechanoluminescence pattern, it can be concluded that an unskilled diagnosis of cracks has been realized.



Structural health monitoring (SHM) of the social infrastructure (bridges in use). a Monitoring site, b picture of the crack for ML monitoring, c results of ML monitoring and crack mouth opening displacement (CMOD), and d mechanism of the ML monitoring of the crack (▶ https://doi.org/10.1007/000-ayy)
Figure 22 shows the results of mechanoluminescence (ML) monitoring at the back of the floor plate of a bridge located near a warehouse district in Tokyo. Figure 22a shows a crack photographed at a distance of 1 m. As shown in the figure, the crack can hardly be identified without marking it with a pencil. However, when an ML sheet is attached to the bridge and the emission is measured under the dynamic load of a moving vehicle, a clear ML pattern that perfectly matches the crack shape is obtained, as shown in Fig. 22a. The monitoring of the bridge was conducted using wireless equipment from the Kyushu area, which is 1000 km away, and ML monitoring was performed over a six-month period using a bridge-monitoring application. It was also proved that the ML sheet was damaged along the cracks in areas with a large CMOD, but the luminescence pattern is completely recovered by removing the sheet and applying a new ML sheet.

Emphasizing visualization of the crack on the floorboards of the bridge in use. a Photos before ML sensor application, and b ML images after being exerted to the dynamic loading of vehicles
Furthermore, it has been successfully demonstrated that ML monitoring can be applied in both fast demonstrations accompanied by active loading based on moving vehicles, and extremely slow daily deformations and crack mouth opening displacements.
Figure 23 shows photos of the monitoring site (building) and ML sensors attached to the crack at the monitoring point. For this ML monitoring test on the slow deformation phenomena, a CCD camera with long-exposure performance was used instead of the high-speed or general CCD camera to detect long-persistence slight mechanoluminescence that responded to the slow deformation in an integral image. The ML measurement for integral (long-exposure) ML images was performed after UV light (365 nm, 0.7 mW/cm2) irradiation and heat treatment to reset the performance of the ML sensor [2, 46].

Structural health monitoring (SHM) of the extremely slow daily deformation crack behavior in buildings using an ML sensor
As shown in Fig. 23, the maximum CMOD value was estimated a100 nm in one daily cycle. However, despite such an extremely small and slow CMOD, clear ML images were successfully recorded every day at a specific time and at the same position along the crack. To clarify the origin of the mechanoluminescence, the time course of the ML intensity, CMOD value, and the temperatures were summarized, as shown in Fig. 23, where it can be seen that the ML pattern is synchronized and originates from the change in temperature and follows the CMOD caused by the thermal strain of the structure.
Furthermore, the degradation of the ML sensor sheets and ML spray-type sensors was observed for two years and found to be negligible in the practical field. New crack propagations were also recorded using the same conditions used in ML sensing owing to the daily thermal effect of sunlight on the building.
However, it is time-consuming to monitor such slow deformation in CMOD and the crack propagation caused by thermal effects in buildings during the day. In addition, the resulting crack propagation is extremely slow, which makes frequent real-time monitoring unnecessary. This is generally true for infrastructure monitoring, and many professionals in the field believe that it is sufficient to only know how much damage or stress has accumulated due to loading once every few months or years.
To meet this need, a stress history system was developed using a mechanoluminescence (ML) sensor and optical reaction layers, as shown in Fig. 24 [2, 41, 42, 46]. In this system, the light emitted from the ML layer functions as a light source, and the photoreactive layer reacts and changes color to obtain the stress history (Fig. 24a). Additionally, a stress integration recording system was employed on the extremely slow daily COMD in the old building, as shown in Fig. 24a. As a result, after 20 h of long-term history recording in one daily cycle, an integral ML recording pattern was derived based on the slow CMOD emission. Moreover, the stress-recording system has been successfully applied for bridge monitoring in different scenarios. However, a challenge still remains in determining the stability of the photosensitive layer for long-term monitoring, which allows stable and reproducible results to be obtained in any monitoring opportunity or environmental condition. Thus, this system cannot be considered a quantitative monitoring system for stress, but a quality monitoring system that can be used as an indicator of crack propagation.

Integrated recording of the ML sensor using a photosensitive material. a Concept, b CMOD of the crack in the building, and c integrated recorded image of the crack behaviors using the ML sensor and photo of the monitoring site
Thus far, the mechanoluminescence (ML) monitoring of cracks and defects on the surface of structures has been discussed. Figure 25 shows the results of the ML inspection and remaining life diagnosis of a high-pressure hydrogen vessel, which is an infrastructure used in the rapidly growing hydrogen energy field [56,57,58]. Hydrogen vessels are now being increased from 35 to 70 MPa, and the first-generation metal vessels are being replaced by third- and fourth-generation metal vessels made of resin and fiber-reinforced plastic. However, in Fig. 25, the detection of internal fatigue cracks in a steel vessel was examined for ease of experimentation. Because the upper limit of this tank was 35 MPa, the test was conducted by varying the sinusoidal internal water pressure up to 5/3 times the upper limit. When there is damage inside the tank, it is common to externally inspect the vessel via ultrasonic inspection; however, this is time-consuming and its accuracy is questionable, thus shortening the inspection time is a problem. In contrast, an ML paint sensor was directly attached to the outside of the high-pressure tank and a camera was used to capture images from three directions to enable the omnidirectional measurement of the vessel condition after applying a predetermined internal pressure, as shown in Fig. 25a. Additionally, based on Fig. 25b, when a vessel with no inner crack is used, uniform mechanoluminescence is obtained when internal pressure is applied. However, when vessels with artificial damage (axial slit damage) or fatigue cracks are used, the ML sensor film in the area corresponding to the inner cracks shows a peculiar splitting ML emission pattern. Furthermore, because the fatigue crack propagated by repeatedly applying internal pressure, the ML pattern that had been split into two became brighter and clearer and moved closer to being narrow. Interestingly, a linear correlation between the distance of the split ML pattern and crack length was obtained in subsequent experiments.

Lifetime prediction and condition-based monitoring (CMB) of the energy infrastructure (hydrogen high-pressure vessel). a Schematic illustration, b ML images at the point where inner pressure was applied, and c mechanism of light time prediction based on the change in the ML pattern (▶ https://doi.org/10.1007/000-ayz)
By considering the mechanism of this phenomenon on the basis of simulations (Fig. 25c), the following conclusions regarding the monitoring of the inner damage were reached. The mechanism through which internal damage can be visualized using ML sensors attached to the outside of the structure is based on strain concentration that occurs at the inner crack tip owing to the loading in the vessel’s circumferential direction because of internal water pressure loading. This strain distribution propagates outward while reducing in the inside of the structure, causing the distortion of the ML sensor readings when producing an ML pattern. If the distance from the surface of the structure to the crack tip is large, the distance between the split at the surface of the ML pattern becomes wider because the strain distribution is mainly in an oblique direction from the crack tip. In contrast, if the distance between the crack tip and surface decreases as the fatigue crack propagates, the strain distribution reaches the structural surface without spreading, resulting in a narrow ML pattern. Because the surface is closer to the crack tip, the stress intensity factor is higher, the strain is correspondingly higher, and the relaxation is reduced, resulting in a sharper and stronger ML pattern. In other words, the distance between the split ML pattern functions as an indicator of the location of the crack tip (depth information of the crack).
This is the first study to present the possibility of conditioning-based monitoring (CBM), which can be used as an indicator of the degradation events during a particular lifetime by focusing on the changes in the light-emission pattern, and the mechanoluminescence can be considered an indicator of the strain intensity distribution. This is a notable achievement.
3.3 Visualization of Repair Effect Using Mechanoluminescence (ML)
Here, the adaptation of mechanoluminescence is discussed to evaluate the repairing effect using mechanoluminescence from the viewpoint of mechanical behavior.
Depending on the deterioration diagnosis of the structure, repairs or other construction may be necessary. For example, cracks in bridges are sealed by injecting epoxy adhesives, and CFRP or metal plates are bonded and reinforced [59,60,61,62,63]. For aerospace CFRP structures, it has been proposed to scarf sand the damaged area and fill it with repair patches. The effectiveness of repairs is evaluated based on the porosity obtained using ultrasonic testing [64, 65], but it is still unclear whether the effectiveness of repair can be evaluated and predicted from the viewpoint of mechanical behavior (strength). Therefore, investigations were performed to visualize the effect of mechanoluminescence on the functional recovery.
In the actual experiment, as shown in Fig. 26, a flat plate with a thickness of 3 mm was made by molding epoxy adhesive, and pseudo-damage of 1 mm depth was formed by processing, followed by repair to fill the pseudo-damage with the same epoxy adhesive as the base material. First, the strain distribution-related mechanoluminescence (ML) pattern was investigated in advance using numerical analysis (simulation), as shown in Fig. 26a. Subsequently, the ML paint sensor was applied to the backside of the pseudo-damage, and the ML pattern was verified during the repair process of the sound specimen, pseudo-damage formation (three locations), and each repair location. Consequently, as shown in Fig. 26b, a uniform ML pattern was observed in the sound sample, whereas a peculiar pattern was observed in the pseudo-damaged sample (three locations), with three black streaks directly behind the pseudo-damage and high ML luminescence in the surrounding area. Furthermore, as the number of repair sites increased from one to three, specific black streaks at the repair sites were no longer observed, and eventually a uniform luminescence pattern was observed again. The simulation results indicate that the black streaks obtained in the pseudo-damaged material reflect the original tensile load and offset of strain due to the stress concentration in the damaged area and the generation of compression due to local bending in this area. In other words, the uniform ML pattern obtained by repair indicates that the specific mechanical state caused by the damage is restored to a state of healthy stress dispersion by the repair.

Visualization of the repairing effect and recovery of the mechanical performance during the lab-level demonstration. a Simulation of the strain distribution around the artificial defects on the specimen during tensile loading. b Photographs of the backside of specimens with artificial defects and repairing, and front side of ML images. The red arrows represent the defects, and the green arrows represent the repairing sites (▶ https://doi.org/10.1007/000-az0)
The next example is the mechanoluminescence evaluation of the damage resistance measures on actual bridges [45]. The target bridge for mechanoluminescence (ML) monitoring was the Torikai big bridge (Osaka Prefecture, Japan, Fig. 27a), which is a nine-span continuous-Gerber-truss-type steel bridge (through bridge, length: 550 m). This bridge was used by the public in 1954. After continual use for over 50 years, fatigue cracks, degradation, and corrosion became prominent with increasing traffic. Consequently, an alternative new bridge was constructed alongside the old one, and its construction was completed in 2010. The old bridge could be used for diagnosis investigation before removal. We sprayed ML paint sensors around the stop hole or each of the fatigue cracks in span no. 6 on the old bridge, as shown in Fig. 27b. A stop hole is used when a crack is found in a steel structure. By drilling a hole near the crack tip, the crack tip was eliminated, thereby eliminating extreme stress concentrations and stopping crack propagation. ML measurements were performed during dynamic load testing using a heavy moving vehicle (over 25 t). As a result, mechanoluminescence was used to visualize the CMOD of the original fatigue crack at b and c with a broken line. In addition, a slight ML emission can be recognized at the edge of the stop hole, originating from the stress dispersion from the original crack tip to the wider area of the stop hole. This can be considered a positive effect of the stop-hole procedure. In contrast, interestingly, an intense ML line was observed at point d, which can be considered as the new crack generation. Before ML monitoring, no new crack generation was noticed, indicating that ML sensors are powerful tools for detecting unexpected defects and damage during monitoring.

Visualization of the repairing effects for a bridge in use. a Schematic illustration of the monitoring site on the bridge. b Photographs and ML image of the stop hole where repairs were made to stop crack propagation in the steel bridge
In this section, the application of mechanoluminescence (ML) technology to structural health monitoring (SHM) is introduced as a killer application of mechanoluminescence. Accompanied by various types of dynamic loading, structural materials undergo elastic deformation and stress concentration because of their geometry. However, cyclic loading degrades the integrity by generating fatigue and crack initiation and propagation, plastic deformation, yield, and rupture, as shown in Fig. 28. Remarkably, it was demonstrated that these types of deterioration origins such as various defect signs and mechanical events, can be detected using ML visual sensing to distinguish them from the specific ML pattern. In general, ML sensors have been used for the quantitative analysis of strain distributions. However, focusing on the two-dimensional information of the ML pattern, another aspect of the sensor was found to be a powerful tool to search for and track the existence of unexpected and invisible stress concentrations, as well as changes in the mechanical behavior due to deterioration and crack initiation and propagation, which are difficult to observe. Furthermore, focusing on the four-dimensional information, including the time variation of the mechanoluminescence pattern, features can be extracted for AI analysis, which enables the prediction of the remaining lifetime of materials, structural members including joints, and structures, by capturing the degradation process and events that occur at that time, which typically influence the mechanical behavior of the structure. This case is the first to present the possibility of conditioning-based monitoring (CBM), which can provide an indicator of degradation events during a lifetime by focusing on changes in the light-emission pattern.

Concept of conditioning-based monitoring (CBM) using ML images and the change in the feature extraction of the life cycle event in structure and structural material
4 Killer Application of Mechanoluminescence 2: Innovation in Design and Prediction
In this section, another innovative application of ML technology for design and prediction is introduced. As an approach for design and set-up using mechanoluminescence (ML) sensing, structural members that are difficult to predict were targeted and are being addressed from the viewpoint of the visualization of mechanical behavior. In this section, focus is placed on:
-
(1)
Carbon fiber-reinforced plastic (CFRP), which is still in the development phase and difficult to simulate for design owing to its complex structure.
-
(2)
Simulation sophistication.
-
(3)
Rapid simulation (gears, bridge models, etc.) that can be handled by workers using 3D printing devices; and
-
(4)
Setting mechanical conditions in sports equipments, where the setting of mechanical conditions can create enormous value.
4.1 Mechanoluminescence (ML) Sensing in CFRP Composite Material
CFRP is a composite material composed of carbon fiber and resin with excellent mechanical properties, light weight, and strength [66]. Its greatest feature is that the strength anisotropy can be designed by the fiber direction, weave, and lamination direction. To accelerate the sophistication and shorten the design time, the mechanoluminescence visualization of CFRP composite materials is currently being actively investigated, focusing on the stress distribution, which is a characteristic of CFRP, although it is sometimes difficult to simulate. Although the method is simple and involves the installation and measurement of appropriate mechanoluminescence sensors, the changes in the stress distribution pattern in response to an applied load were successfully visualized, as well as changes in specific mechanical information during the fracture process, on the order of tens of microseconds (Fig. 4a). In addition, the method succeeded in visualizing the predictive signs of failure (transverse crack initiation, zero-degree split, correlated delamination, and fiber breakage) and is effective as an evaluation method for designing high damage resistance [67].
Figure 29 shows the strain distribution visualization of the twill-weave CFRP using a mechanoluminescence (ML) paint sensor. In fact, when checking CFRP strain-measurement methods in standards, it is stated that strain gauges should be placed near the center of the material. When the strain distribution is measured using strain gauges, it was found that the strain values differed only by the location of the strain gauges. The direction of the fibers is clearly visible from the surface, and intuitively, the strain behavior does not seem to be uniform.

Mechanoluminescence (ML) visualization of strain distribution in CFRP (1), which is difficult to predict, under tensile and torsional load (▶ https://doi.org/10.1007/000-az1)
Subsequently twill-weave CFRP was then covered by the ML paint sensor, and a tensile or lotional load was applied to the specimen to check the strain distribution. Consequently, an emission pattern similar to the twill-weave pattern was obtained in the tensile load application, and the ML emission was strong only in the same fiber direction, indicating that the strain behavior was different in the fiber direction. However, when a torsional load was applied, mechanoluminescence was uniformly obtained from areas in both the vertical and horizontal fiber directions, indicating a uniform strain distribution. This shows that CFRP is a complex system in which the strain distribution varies depending on the internal fiber direction and loading direction, even in such a simple strain measurement.
The failure process of CFRP laminates involves not only fiber breakage but also microscopic damage such as transverse cracks and delamination [68]. In particular, transverse cracks in off-axis plies occur at a much lower stress than the ultimate tensile strength of laminates. Therefore, it is important to detect the occurrence of transverse cracks as portents of CFRP destruction in real time for the reliability of the CFRP laminates in use, and ML detection of transverse generation has been investigated. The laminate configuration of the CFRP was a cross-ply [02/904/02]. An ML sheet was placed on the surface using commercial adhesive. From the preliminary experiments, as shown in Fig. 30a. It is known that the first transverse crack is generated at approximately 0.8% strain (8000 μst) at a tensional loading rate of 1 mm/min. At the early stage, in the range of low strain such as 0–0.3% strain (3000 μst, Fig. 30c), mechanoluminescence was observed from entire area without specific pattern accompanied by tensional load, as shown in Fig. 30b because of no transverse crack generation during this stage. In contrast, from approximately 0.8% strain (8000 μst), specific straight ML emission patterns were gradually recorded in the perpendicular direction to the tensional loading.

Mechanoluminescence (ML) visualization of strain distribution in CFRP (2), CFRP for aerospace applications: detection of inner transverse crack generation from outside. a photo of the specimen with ML sensor, b ML images during tensile load shown in c SS curve. d Microscopic image at ML emission area at a side view of the specimen after tensile test
After the specific ML emissions, the ML specimen was unloaded immediately, and the entire cross-section of the CFRP specimen was carefully observed using a digital microscope (KEYENCE, VHX-5000), as shown in Fig. 30d. As a result, transverse cracks were confirmed in the cross-sectional microscopic image only at positions corresponding to the ML emissions, as shown in Fig. 30d. This clearly shows the usefulness of ML sensing for the real-time monitoring of transverse crack occurrence in terms of position and timing.
Furthermore, mechanoluminescence (ML) monitoring of the strain behavior of twill woven CFRP during a high-speed fracture process was also successfully performed. In bright images, a high-speed camera image of a CFRP fracture shows that a crack propagates from a notch, which defines the crack propagation point, in only 16 μs (Fig. 31 upper panel), when a tensile load is applied [68]. However, when the same situation is measured by applying mechanoluminescence, as shown in Fig. 31, the strain concentration at the tip of the notch leads to the concentration of strain on a single CFRP bundle (longitudinal ML emission pattern). When this bundle breaks, the next single CFRP bundle emits light, and when it reaches the opposite side of the plate, it ruptures. This ML emission pattern differed significantly from the strain concentration pattern at the tip of the notch when metallic materials were used. The luminescence pattern also changes if the weave of the CFRP internal fibers changes. In other words, it can be said that the pattern reflects the mechanical behavior derived from the internal reinforcing fibers.

Mechanoluminescence (ML) visualization of strain distribution in CFRP (3), high-speed destruction process of CFRP. Arrows means position of crack tip (▶ https://doi.org/10.1007/000-az2)
In contrast, despite having the same geometry in the notch susceptibility test, the case with aircraft-grade CFRP (T800-3900-2B, unidirectional, 16 pry) showed a completely different ML emission behavior in Fig. 32 from that in the case of twill-weave CFRP (Fig. 31). The X-ray CT results showed the occurrence of 0° splitting along the fiber direction, that is, internal delamination, at the point corresponding to the line where the ML emission point moved.

Mechanoluminescence (ML) monitoring of minor damage progress in CFRP for aviation application
4.2 Simulation Sophistication Using Mechanoluminescence (ML)
Advancement of simulation is a challenge to “assumption of what should be visible. In fact, during the development of mechanoluminescence (ML) sensors, many experts and professors, especially in the mechanical field, said that the stress/strain distribution was well understood through experience and that visualization technology was not necessary. Furthermore, the stress and strain distributions can be visualized graphically as simulation (prediction) results through CAE (computer-aided design engineering (CAE). Although visual information may give the impression of a good understanding, a completely different solution can be obtained even with a slight change in the loading conditions, including direction and frequency. However, because the loading conditions are always the same in the drill in the simulation, it is not uncommon to assume that the stress concentration pattern is always the same, especially for an immature person. In addition, the mechanical behavior in experience and CAE are extremely effective, but the reality is often different in the case of fatigue and dynamic tests. This is especially true for advanced materials and composite materials (for which there are few databases) that are being developed in the agile cycle for the purpose of multi-materials in aircraft, automobiles, etc., where weight reduction is progressing. Therefore, it is extremely effective to “visualize” the actual information and reconsider the model and loading conditions in the simulation.
Figure 33 is the subject of a lap-shear test using adhesives with different Young's moduli, and the methods of improving the accuracy of the simulation to a great extent are being investigated. After confirming the mechanical behavior through ML movies, strength calculations were performed with a high accuracy prediction within 95%, even for three different single-wrap adhesive joints with significantly different strain concentration conditions [69, 70].

Mechanoluminescence (ML) studies for advanced simulation. a Tensile load for single lap adhesive joints with various Young’s modulus. b Impact test and high-speed strain propagation in car body at a car crash (▶ https://doi.org/10.1007/000-az3)
In addition, Terasaki et al. gained a lot of experience that visualization information from mechanoluminescence can lead to simulation worker to be manure as education. In this sense, the ML luminescence information was provided as teaching data for the design prediction of industrial products [6, 48], and also conducted educational seminars to foster workers’ intuition on the type of loading or mechanical behavior using 3D-printed instruments of industrial products coated with ML paint sensors as a rapid simulation tool (Fig. 34).

3D-printed models × mechanoluminescence = rapid simulation. a Dynamic strain behavior of gear, and b bridge (▶ https://doi.org/10.1007/000-az4)
However, the setting optimization using mechanoluminescence is discussed. Without sports, no other field has established a system that actively incorporates sensing such as “visualization” and provides feedback to settings in real. The mechanical design and setting (condition setting) of sporting tools are effective applications of mechanoluminescence. For example, the strain distribution in the gut of a tennis racket is visualized by mechanoluminescence while hitting a ball, as shown in Fig. 35a [5, 48]. This ML pattern and intensity reflects not only the product design of the racket, but also the gut-setting conditions. Furthermore, the ML pattern and balance also depend on the point where the tennis ball was hit; it must relate to the feeling of a pleasant smash. In other words, the physical conditions of design and setting visualized by mechanoluminescence can be correlated with the player's condition, sensation, and results and can be used for AI learning to set conditions with a high probability of winning.

Visualization of mechanical behavior during use for improved configuration of sports equipment. a Time course in ML image during hitting a ball with a tennis racket, b difference in ML images from positions of hitting a ball (▶ https://doi.org/10.1007/000-az5)
We also propose a novel method for filling a gap in the originally invisible mechanical behavior in modeling, an evaluation method that imitates real information and products using mechanoluminescent (ML) visual sensing [71]. To demonstrate the effect of the method, mechanical information was evaluated in the folding test of the flexible electronics film, as shown in Fig. 36.

New concept for filling a gap among modeling, evaluation, and product from the viewpoint of visualizing mechanical behavior. Conditions: mechanoluminescence (ML) images during folding process, 20 fps. Brightness: optimized for recognizing the ML pattern (▶ https://doi.org/10.1007/000-az6)
Consequently, the appearance of strain concentration was successfully visualized based on mechanoluminescence, and complex dynamic mechanical information was instinctively understood from the time course of the ML patterns. In addition, the ML pattern clearly depends on the sticking situation of the flexible film on a folding plate with gripping tape even under the same test conditions, such as folding radius, material, and thickness, which are major factors affecting mechanical behavior during folding. Moreover, microcrack generation was detected during the folding cycle as blinking of ML points, and it occurred even after 10 cycles of fatigue of the flexible film in the endurance folding test.
In the topics of optimizing design [72,73,74,75,76,77], it can also be introduced that mechanical properties of processing design on surgical epiphysis plates were investigated using a mechanoluminescence (ML) sensor as shown in Fig. 37 [78, 79]. Small dots with diameters of 1 and 2 mm were processed on the epiphysis plates using forceps from the viewpoint of operability. Through conventional mechanical tests using strain gauges, the strain of the processed epiphysis plates was remaining within 110% of the original plate.

Mechanoluminescence assisting agile optimization of processing design on surgical epiphysis plates
In contrast, through mechanoluminescent evaluation, it was clarified that the strain was concentrated even around the processed small dots; however, the ML luminance reflecting the strain value at ROI 3 was much less than that around the tapped holes, which was processed originally on the epiphysis plates at ROI 1 and 2. Thus, the processing of small dots does not cause serious mechanical effects, such as stiffness reduction, and smaller dots are more appropriate for this purpose. From the results, it was successfully demonstrated that mechanoluminescence has high potential for the design of medical and surgical equipment.
5 Mechanoluminescent (ML) Visualization in the Evaluation of Adhesive Joint
The most important factor in adhesion and adhesive bonding is whether the required “force” can be obtained within the required period. Therefore, in the evaluation of the adhesive strength, the fracture phenomenon, which causes deterioration beyond the elastic deformation region, is considered to be directly related to the strength.
In contrast, important information such as crack initiation and fracture processes that occur during adhesive strength evaluation, the stress/strain distribution that changes during the fracture process, and the correlation between the stress/strain distribution and load-stroke diagram (mechanical information), cannot be realistically observed. Therefore, the required information, which is difficult to visualize using mechanoluminescence, was extracted based on the mechanical behavior information to be used in the adhesion strength tests based on international standards (Fig. 38), and to determine which points correlate with the fracture or adhesive strength [48, 80,81,82,83,84]. In this chapter, the ML investigation process is introduced with a particular focus on the following three tests that are frequently used in adhesion evaluation.

International standards for adhesive strength evaluation and ML studies
-
(1)
Fracture toughness (G1c) for mode I crack propagation
The weakest force leads to fracture, and it is severe at the interface.
-
(2)
Tensile shear strength (TSS)
Most common joint strength in actual structural designs.
-
(3)
Cross-tensile strength (CTS)
Important for the comparison of car body spot welds.
-
(4)
Others.
5.1 Fracture Toughness for Crack Propagation
The double cantilever bead (DCB) test for bonded fracture toughness was performed using the interlaminar fracture toughness test of carbon fiber-reinforced plastics (CFRP) as a reference. Recently, the methods for determining the fracture toughness values of bonded joints have been extended to not only similar-material adhesive joints but also dissimilar-material adhesive joints [85,86,87,88,89,90,91,92,93,94,95,96,97,98].
-
JIS. K 7086:1993, Interlaminar fracture toughness test method for carbon fiber-reinforced plastics.
-
ISO 15024:2001, Fiber-reinforced plastic composites—Determination of mode I interlaminar fracture toughness, GIC, for unidirectionally reinforced materials.
-
ASTM D 5528-01, Standard Test Method for Mode I Interlaminar Fracture Toughness of Unidirectional Fiber-Reinforced Polymer Matrix Composites; ASTM: West Conshohocken, PA, USA, 2001.
-
ISO 25217:2009, Adhesives—Determination of the mode 1 adhesive fracture energy of structural adhesive joints using double cantilever beam and tapered double cantilever beam specimens.
-
ISO 22838:2020, Composites and reinforcements fibers—Determination of the fracture energy of bonded plates of carbon fiber reinforced plastics (CFRPs) and metal using double cantilever beam specimens.
The details for the fracture toughness (G1c) evaluation tests of Mode I are outlined in other studies [85, 94]. The parameter that is directly related to the fracture toughness value (G1c) when a load is applied to the adherend in the vertical direction is the crack propagation rate, and it is important to precisely determine the crack tip location. However, the crack tip is very small and difficult to see, and the conventional method of visual inspection is not only labor-intensive, but also potentially prone to human error. To solve this problem, stress luminescence paint was simply applied to the DCB specimen as shown in Fig. 39a. The proposed method can be successfully employed to detect the crack tip location and fracture front with a high accuracy by visualizing the stress concentration at the crack tip in the bond line using mechanoluminescence, as shown in Fig. 39b [82].


Mechanoluminescence visualization of the mechanical behavior related to the adhesion using a double cantilever beam (DCB) test, that is, mode I Fracture toughness value evaluation (▶ https://doi.org/10.1007/000-az7)
This result supports the fact that the ML point reflects the crack tip accompanied by the fracture, crack propagation, and delamination of the DCB specimen. Using these experimental values, the sample values, and Eq. (2) [82, 85, 94], the fracture toughness G1c (kJ/m2) was calculated, as shown in Fig. 39c.
where 2H is the thickness (mm) of the DCB specimen, Pc is the load (N), B is the width of the specimen, λ is the COD compliance (mm/N), and α1 is the slope of (a/2H) and (B/λ)1/3.
To demonstrate the accuracy of the ML method in identifying the crack tip using mechanoluminescence, microscopic observations were performed on the sidewall of the specimen during the mechanoluminescence-assisted DCB test. Notably, the point with the highest mechanoluminescence could be observed approximately 0−20 μm in front of the crack tip, as shown in Fig. 39d. This result clearly demonstrates that mechanoluminescence accurately reflects the position of the crack tip even on a microscopic scale. In addition, intense mechanoluminescence was observed 0−300 μm in front of the crack tip, which may be due to the effect of microcracks in the process zone [85, 92].
Subsequently, to clarify the origin of mechanoluminescence (ML) line in the top view as the failure front propagated at the inner bond line in Fig. 39b in chapter “Interfacial Phenomena in Adhesion and Adhesive Bonding Investigated by Electron Microscopy”, ML sensing in the top view and bright image monitoring from the bottom view were simultaneously performed in the new DCB test, as shown in Fig. 40 [83].

Mechanoluminescence visualization of the delamination failure front at the inner adhesive layer from the outside of the adherend. a Photo of the specimen, b schematic illustration of the experimental set-up, and c comparison of the ML image of the top view and bright image of the bottom view
For this experiment, DCB specimen was made of polycarbonate (PC) transparent substrate and 2-component epoxy adhesive, ML paint sensor was applied on the only upper surface, and the bottom surface was intently maintained clear to be able to monitor the failure front at inner bond line from outside as shown in Fig. 40a. For stable recording of the bright images (BI) with ML simultaneous sensing was performed using a red LED with a wavelength of 633 nm as the light source, as shown in Fig. 40b. Red light with wavelength values higher than 600 nm have no influence on the SrAl2O4:Eu2+ ML material and its emission behavior; however, their used results in noisy when recorded using a CCD camera. Therefore, a bandpass filter was applied to CCD 1, allowing only green mechanoluminescence to be captured and cutting off red light from the LED (633 nm).
Consequently, the ML line on the outside surface of the adherend was found to perfectly synchronize with the failure front for deamination occurring in the bond line during the entire DCB test, as shown in Fig. 40c [83].
The ML line originates from the strain concentration owing to the bending deformation of the adherend with a crack-opening displacement. These results are supported by the study results on the substrate deflection within the crack vicinity [98], and those on the crack front process zone [92]. Based on the results, it can be concluded that: (1) the ML line reflects the shape of the adhesive failure front line as a balance point for the strain concentration in the adherend, and (2) the ML sensing of the top view of the adherend can be utilized as a monitoring indicator for the behavior and fracture toughness distribution at the crack front line from the outside surface of the adherend.
To confirm the coverage of the crack propagation mechanoluminescent (ML) visualization method for joint evaluation, the proposed method was applied in the DCB test using adhesive specimens and various types and combinations of materials, thickness, and surface pre-treatment to confirm the mechanoluminescent visualization of crack propagation, as shown in Fig. 41.

Sample list for confirming the usability of the mechanoluminescent visualization method of the crack propagation for joint evaluation
The method for determining the fracture toughness energy (Gc) is summarized in the international standard for dissimilar-material joints [94].
For a case whereby the deformation energy factor and difference in the bending stiffness of both adherends need to be excluded, a tapered DCB test has been proposed for the evaluation of the fracture toughness [99, 100].
Figure 42 shows the load-COD curves, microscopic ML images in (1)–(3), and ML images recorded at the time shown in (4)–(7) using the TDCB specimen.

ML studies of the TDCB test: a load−COD curves using TDCB specimens, b microscopic ML images, and c macroscopic ML images (▶ https://doi.org/10.1007/000-az8)
The load–COD curves show a linear behavior owing to the designed curve shape of the adherends during the TDCB test, in which dλ/da remained constant throughout all propagation stages [83].
This result is similar to that in the ML observations wherein only a slight mechanoluminescence is observed from the adherend itself, and that wherein the mechanoluminescence is only observed from the area of the bond line, as shown in Fig. 42 (4)–(7). This indicates that a small strain occurs on the adherend during the TDCB test, and most of the loading energy must be provided for the adhesive to be deformed and for rupture to occur for crack propagation. Regarding the ML behavior on the bond line, the ML area (ca. 10 mm) in the TDCB test is much longer than that used in the DCB test (ca. 200 μm), as shown in Fig. 38, even under the same material conditions using aluminum (Al) and an epoxy adhesive (Denatite 2204, Nagase Chem.). To clarify the deformation and rupture phenomena in the long ML area, microscopic observations were performed, as shown in Fig. 42 (1)–(3). In the case of the DCB specimen, the ML area was located immediately in front of the crack tip, even in the microscopic image, as shown in Fig. 39d. In contrast, many microcracks were simultaneously generated in the wide failure process zone (FPZ) accompanied by mechanoluminescence, as recorded in sub-figures (1) and (2) of Fig. 42, and the cracks generated connected to create an open crack, as shown in sub-figure (3) of Fig. 42. For example, although the failure process zone tends to become longer in the case of a thinner bond line [30], the adhesive thickness is almost the same for both the DCB and TDCB specimens. Thus, it can be considered that the long ML area originated from a much smaller crack-opening displacement and angle in the case of the TDCB specimen because of the higher stiffness in the adherend compared to that in the DCB specimen.
Furthermore, mode II crack propagation was successfully monitored for the first time using mechanoluminescence in the end-notch flexure (ENF) test, which is a mode II fracture toughness evaluation method (Fig. 43). In investigation of mode II crack propagation using methods such as the ENF test, only shear forces are generated at the crack tip, and crack expansion does not occur at all. Therefore, detecting the crack tip using this method is more difficult and requires more skill than using the DCB tests with an opening mode load. However, the calculation of mode II fracture toughness (G2) requires information on the crack length, as shown in Eq. (3), and crack tip monitoring is indispensable.
where 2H is the thickness (mm) of the DCB specimen, Pc is the load (N), B is the width of the specimen, λ is the COD compliance (mm/N), and α1 is the slope of (a/2H) and (B/λ)1/3.

Mechanoluminescence (ML) visualization of crack tip in propagation during ENF test, to obtain mode II fracture toughness
Mechanoluminescence (ML) monitoring was conducted based on the assumption that ML sensing is a method for detecting the strain concentration, not the presence of a crack, which is highly detectable. Figure 43 shows the ML crack monitoring of an aluminum substrate (A5052) and thermoplastic CFRTP cured using a two-component epoxy adhesive to which an ML paint sensor was applied and loaded under the loading conditions of a typical ENF test.
The results showed that a long ML pattern originating from the shear force in the adhesive layer around the crack tip is observed along the bond line. A careful inspection of the upper adherend surface reveals that there is ML emission in the compression plane (upper side) and tension plane (lower side) around the loading point, and no ML emission occurs in the stress-neutral plane. Additionally, the crack tip was successfully identified as the tail of the ML emission line (highlighted by the arrow) in the raw and counter images, which was confirmed by microscopic observations. This achievement is expected to make a significant contribution to the composite and adhesive industries, where interlaminar fracture toughness is frequently evaluated.
5.2 Tensile Shear Strength (TSS) Test of Adhesive Joint
The tensile shear strength (TSS) test (lap-shear test) was performed on the adhesive joints in accordance with the following international standards [48, 85, 101,102,103,104,105,106,107,108].
-
ISO 4587:2003, Adhesives—Determination of tensile lap-shear strength of rigid-to-rigid bonded assemblies.
-
JIS K 6850, Adhesives—Determination of tensile lap-shear strength of rigid-to-rigid bonded assemblies, consistent with ISO 4587.
-
ASTM D5868-01(2014), Standard Test Method for Lap Shear Adhesion for Fiber-Reinforced Plastic (FRP) Bonding.
-
ISO 22841:2021, Composites and reinforcements fibers—Carbon fiber reinforced plastics (CFRPs) and metal assemblies—Determination of the tensile lap-shear strength.
Lap-shear adhesive joints are used in the majority of industrial adhesive-bonded members. Because shear forces, which require a strong external force for fracture, are applied, and because the stiffness can be controlled based on the bonding area, tensile loads and shear forces are incorporated into the design bonded joint. However, when a tensile load is applied to a simply bonded joint, a high-stress concentration is originally generated at the edge of the lapped adhesive area, and a bending moment is generated causing crack initiation and delamination from the edge; thus, it is said that fracture is induced with a weaker force. Therefore, the key point of the design should be to suppress the occurrence of stress concentration and, in particular, the occurrence of cracks. As mentioned above, since this is the most commonly used adhesive material form in industry, many studies have been conducted on the effects of adhesives, adherends, and surface treatment, and the adhesive thickness, lap-length of the adhesive area, simulation, and fracture mechanism analysis. Although there are various results and considerations regarding this, there are no examples of actual observations of the mechanical behavior during fracture. Therefore, the visualization of the mechanical behavior using mechanoluminescence is proposed.
Figure 44 shows an example of the mechanoluminescence (ML) evaluation during the lap-shear test. The specimens comprised sandblasted aluminum plates (A6061) bonded using a structural epoxy adhesive (adhesive layer thickness of 100 m and TSS of 22 MPa) [48]. An ML coating sensor was applied near the adhesive bonding area of interest, and mechanoluminescence during tensile load application was recorded from four specimen directions (front, back, right side, and left side) using the four-way camera system shown in Fig. 9. Figure 44b shows the time course of the ML images obtained from the four specimen directions, which is presented as a contour image to easily distinguish the change in the ML pattern and luminance. Figure 44b shows that, along with the strain distribution on the adherend, there is a strong stress concentration at the top and bottom edges of the adhesive layer (2.7 s), peel propagation from the top and bottom edges of the adhesive layer toward the center (5.7–10.3 s), and adhesive rupture (13.8 s or later) where the cracks connect at the center. Interestingly, apart from the strain concentration at the top and bottom edges, the crack propagated across the adhesive layer (5.7 s) and cohesive failure of the thin layer near the adhesive interface were observed in real time via mechanoluminescence. In addition, the ML lines on the front and back surfaces moved from the top and bottom edges to the center (5.7–10.8 s) in conjunction with the mechanoluminescence observed on the right and left sides, which was derived from the crack propagation on the top and bottom edges to the center. Similar to the DCB test, this was considered to be an external observation of crack and delamination propagation within the adhesive layer. Crack propagation across the adhesive layer at 5.7 s was observed in real time via ML measurement under a microscope (Fig. 44c). From the results of the examination of the remaining adhesive layer thickness, and the optical and microscopic observations of the fracture surface, it is clear that the failure mode is thin-layer cohesive failure (TCF), which is consistent with the failure process considerations in previous studies. The mechanoluminescence results presented here are the first examples of the real-time monitoring of mechanical and crack propagation behaviors during the fracture process.

ML visualization of the lap-shear (LS) tensile shear strength test for a single lap adhesive joint. a Illustration and photo of the specimen used in the LS mechanoluminescence (ML) test. b Time course for the ML image during the LS test. c Microscopic ML observation and illustration of the destruction process in the adhesive layer. d Photos and microscopic observations of the fracture surface (▶ https://doi.org/10.1007/000-az9)
The mechanism described above, that is, stress concentration at the edge, crack propagation toward the center, and rupture across the adhesive layer, is invisible in well-fabricated structural adhesive members. This is because when the interface strength and fracture toughness value are sufficiently high, the crack propagates and ruptures rapidly after crack initiation. To clarify this phenomenon, a mechanoluminescence (ML) test was performed using a low-strength specimen (TSS value of 0.8 MPa) consisting of polycarbonate (PC) bonded with the same structural epoxy adhesive (adhesive layer thickness: 100 m) and without any pre-surface treatment, as shown Fig. 45 [48].

Visualization of mechanical behavior during lap-shear test through mechanoluminescence to consider event in load-stroke carve and change in ML patterns (▶ https://doi.org/10.1007/000-aza)
Generally, the TSS value is typically employed as the index for the adhesive strength; however, insufficient research has been conducted on the events in the load-stroke diagram, which are not required to be reported in the standards. In contrast, when checking the mechanoluminescence in the failure process, the mechanical behavior during the lap-shear test can be visualized and events in load-stroke curves and changes in the ML patterns can be considered. In reality, the stress is first concentrated at the top and bottom edges as shown in range A in the load-stroke curve. Subsequently, cracks and delamination propagate near the adhesive layer from the top and bottom edges to the center, as shown in range B, and to obtain the TSS value, the adhesive is loaded and ruptures along the adhesive layer at the center (range C) from the crack connection. Using ML visual sensing as an example, the mechanical events behind the adhesive strength index, referred to as the TSS value, can be intuitively visualized to instinctively understand and respond to the changes in the load-stroke diagram.
Similar to the lap-shear test, the peel test is often used in the industrial adhesion evaluation of tape or thin adherend joints [109]. This test is effective for measuring the strength under loading conditions that imitate those of actual structural members. In addition, it supports the use of a general tensile testing machine without a special zig and allows the determination of the peel strength from the load value at a constant load state in the load-stroke curve. However, similar to the lap-shear test, it is difficult to capture the energy theory because all the input energy is not used to fracture the adhesive layer because some of it is used for the deformation of the specimen. Therefore, the input energy is mainly used for the deformation and vertical movement of the adherend rather than for peel propagation in the adhesive layer (Fig. 46). This indicates that it is important to use the peel strength as the strength index to consider the deformation of the adherend.

ML visualization during peel tests. The adherend is an Al thin substrate with a thickness of 0.5 mm (▶ https://doi.org/10.1007/000-azb)
5.3 Cross-Tension Strength (CTS) Test of Adhesive Joint
Cross-tension strength (CTS) tests are often used for resistance spot welding in the automotive industry. A CTS test is required even for adhesive joints and is tested in accordance with the following international standards [110].
-
ISO 24360:2022, Composites and reinforcements fibers—Carbon fiber reinforced plastics (CFRPs) and metal assemblies—Determination of the cross-tension strength.
-
ISO 14272:2016, Resistance welding—Destructive testing of welds—Specimen dimensions and procedure for cross-tension testing of resistance spot and embossed projection welds.
Figure 47 shows the results of a study on the optimization of test specimens for the evaluation of the cross-tension tests on dissimilar-material bonded joints using carbon fiber-reinforced plastic (CFRTP) and aluminum substrate as adherends. The evaluation was performed according to strength tests, mechanical simulations, and mechanoluminescence using bonding areas of different shapes and sizes. In the strength test, the specimens with square bonding areas, which are often used in adhesive specimens, had significantly scattered CTS values, and those with circular bonding areas were successful in minimizing scattering [84].

Cross-tension test for the adhesive-bonded joint. Optimization of the joint design through mechanical testing, simulation, and mechanoluminescence (ML) visualization for dissimilar-material joints such as Al and thermoset CFRP (CFRTP) (▶ https://doi.org/10.1007/000-azc)
The simulation results suggest that the stress concentration occurs evenly with the load (up and down arrows) from the four corners in the adhesive layer (Fig. 47; red area in the simulation image) and spreads to the four edges to induce uniform peeling from the four corners. Similarly, in the mechanoluminescence (ML) image, the luminescence from each of the four corners and four edges connect to form an ML circle that decreases in size and moves toward the center before breaking (Fig. 47; ML image for sample No. 1). This suggests that exfoliation occurs from the outer periphery and propagates toward the center before rupture occurs. In contrast, the problem with performing the cross-tensile test using adhesion is that the CTS value is not constant even though the specimens were prepared in the same way. This was further verified using mechanoluminescence, where it was shown that in specimen No. 1, the ML circles are evenly generated from the periphery and move toward the center, whereas in specimen No. 2, the ML circles are unevenly distributed in one corner, which can easily lead to uneven delamination and large scattering of the CTS values. To solve the scattering caused by the uneven stress distribution and crack propagation, circular-shaped bonding areas were created. As a result, the ML circle generates a similar size and shape in every specimen as those in the examples of specimens No. 3 and No. 4, before gradually decreasing in size with the tensile load, leading to rupture and causing the minimization of the scattering in the CTS value.
This result has been reflected in international standards and is a notable example of how the visualization of the stress/strain distribution is utilized to establish rules for testing.
5.4 Mapping of Weak Bond and Local Fracture Toughness
The disbonding areas and detection of the kissing bond in the adhesive layer, which are not visible from the outside, are described. Because adhesion defects cause various serious failures and accidents [111], X-ray and ultrasonic images are used to perform precise inspections during aircraft inspection, automobile manufacturing, and structural material manufacturing [64, 65]. However, although X-ray and ultrasonic images are promising for detecting delamination and voids, it is still difficult to detect the “kissing bonds,” the areas that appear to be bonded but do not exhibit adhesive strength, and the areas without defects or delamination. Therefore, a new method based on new principles is required for detecting “weak bonding adhesion.” To address this issue, the use of mechanoluminescence as a new detection method was proposed, and different mechanoluminescence (ML) patterns representing good and bad adhesion were successfully obtained (Fig. 48) [68, 80].

Mechanoluminescence (ML) visual detection of the adhesion defects at the inner adhesive layer and mechanics for distinguishing them. a Good bonding, and b disbonding (▶ https://doi.org/10.1007/000-azd)
In this case, transparent polycarbonate (PC) was intentionally used as the adherend, and epoxy adhesive (black) was used to bond the adherend so that adhesive defects could be observed. Figure 48 shows the ML patterns of good and disbonded samples during tensile testing using the ML sensor sheet attached to adhesive joints, visual photographs, and numerical analysis of the von Mises strain distribution (FEM) results. First, mechanoluminescence was observed in the entire tangential region of well-bonded specimens with all the joint parts safely glued together (Fig. 48a).
However, for the specimen with adhesive failure in the center of the joint area, a specific ML pattern was observed only in the area corresponding to the adhesive area (in this case, the edge of the tangent joint area) (Fig. 48b). This ML emission pattern changes when the adhesion area is changed and is effective in detecting disbonding areas. The presence of a disbonding area inhibits the propagation of stress/strain from the relative adherend, reflecting a change in the strain distribution on the outer surface of the adherend to create a specific ML pattern, which is supported by the FEM analysis of the strain.
Additionally, adhesion strength tests using mechanoluminescence have been found to be effective even when using actual structural material systems. For example, in Fig. 49, an attempt was made to detect the local bond strength and interlaminar strength as the local fracture toughness in an actual aircraft-grade adhesively bonded member.

Mechanoluminescent (ML) study of the local destruction mode and local fracture toughness on the aircraft CFRP-epoxy adhesive sheet assembly (▶ https://doi.org/10.1007/000-aze)
The target was a DCB specimen made of aircraft-grade CFRP (T800s/3900-2B, [45/0/-45/90]2s) and an epoxy adhesive sheet (FM309-1M, Solvay) assembly and prepared under aircraft-grade manufacturing conditions. For the mechanoluminescence (ML) test, an ML paint sensor was directly applied via air spraying. As mentioned earlier in Fig. 40, in a typical DCB test, the ML points associated with the crack tip at the lateral bond lines were monitored to calculate the fracture toughness value (G1c) from the crack propagation rate.
However, to discuss the local fracture toughness of the adhesive assembly, mechanoluminescence from the top surface of the adherend was used in the analysis, which is associated with the failure front in the adhesive layer. Figure 49 shows an image of the mechanoluminescence at a certain time after starting the DCB test, a photograph of the fracture surface after the end of the DCB test, and a composite of both images.
In fact, local adhesion strength inspections often confirm the failure mode at the fracture surface, and there are many reports on the automation and use of AI analysis to promote quality assurance. Therefore, a comparative analysis between the mechanoluminescence (ML) images and fracture surface observation photographs was performed, and it was revealed that the strong ML line is in the cohesive failure (CF) region, and the weak ML line is in perfect agreement with the interlaminar failure (ILF) region at the fiber. Because of the different fracture toughness values in these regions, the cohesive fracture regions have a stronger ML luminescence and the luminescence lines progress more slowly.
The use of mechanoluminescence (ML) sensing is advantageous because it provides actual local fracture toughness mapping rather than just a value of the fracture toughness for each failure mode reported in other studies. In addition, adhesion evaluation tests that calculate the energy values such as the DCB and ENF tests should be performed under the assumption that all input energy is used to fracture the adhesive joint. In contrast, it has been found that mechanoluminescence can be used to externally detect unexpected and hard-to-notice microcracks, internal failures, and fiber fractures during the test. This proves that ML sensing is a promising method for effective adhesion evaluation.
6 New Challenge for the Invisible Information on the Lightweight Structure
6.1 Toward the Appropriate Choice of Joints in the Multi-material Concept
Here, the mechanoluminescence (ML) studies on the appropriate choice of the various types of joints for lightweight structures in multi-material concepts are discussed.
The use of adhesives in automobiles is increasing every year [112]. In addition to controlling the rigidity and stiffness of the joints, adhesive bonding has the potential to be used for a variety of functions such as shock absorption, vibration absorption, sealing, and protection against electrical corrosion [74]. However, a combination of hybridization with other joining methods is currently the most promising approach. Therefore, mechanoluminescence (ML) sensing was used to reveal the advantages of hybrid joining by showing the advantages of each joint and its hybrid from a mechanical behavior visualization perspective.
Figure 50 shows a comparison of the mechanoluminescence during tensile testing for various joints such as adhesion, spot welding, and friction stir welding (FSW) [70]. Among these, adhesion was expected to have a stress-dispersing effect because mechanoluminescence is dispersed over the overlapped bonded area. However, once crack propagation begins at both ends of the bonded area, rupture can easily occur. The key to this design is to control the stress concentration, and the crack initiation and propagation. In contrast, spot welding and friction stir welding (FSW) exhibit extremely strong mechanoluminescence in the vicinity of the joining area, indicating a strong stress concentration as well as a strong joining strength. Therefore, the hybridization of strong joining and stress-dispersive adhesive bonding is a promising and smart approach. In the future, we plan on publishing results on the types of cases that show positive effects when hybrid bonding is used.

Mechanoluminescence (ML) study on the appropriate choice of the various type of joints for lightweight structures in the multi-material concept (▶ https://doi.org/10.1007/000-ayr)
6.2 Static Electricity in Light Weighting Structure
In recent years, automobiles, airplanes, and flying vehicles have become lighter and more electrically powered and are now equipped with many plastic materials and sensitive semiconductors. As a result, the importance of antistatic electrostatic measures has increased, in addition to the importance of the mechanical behavior we have introduced so far. Static electricity generation is an extremely common phenomenon. Most people probably felt the spark (electrostatic discharge) when a charged object (such as a charged finger) was brought close to a metal, as shown in Fig. 51 [113, 114]. However, the electrostatic evaluation remains elusive. Conventional electrostatic sensors have difficulty measuring objects with uneven surfaces, moving objects, and objects in changing environments. Above all, the lack of intuitive means to understand static electricity, such as seeing it with the eyes or taking pictures with a camera, has made it a difficult problem to solve. This is also the reason why there are many industrial requirements for the inspection of static electricity. In contrast, we recently discovered that certain SrAl2O4:Eu2+ (ceramic particles) function as static electricity-induced luminescence (SEL) materials for the first time in the world, emitting light in response to weak electricity from ions and charged particles in air. When the SEL sensor film was irradiated with corona discharge from an experimental static electricity-generating gun, green luminescence spread radially. When the surface potential distribution was measured after observation using a conventional sensor, the charged and luminous areas coincided. We also succeeded in detecting electrostatic discharges from the human hand, as shown in Fig. 51. In this way, the “invisible” problem that arises can be solved using adhesive bonding to contribute to the next generation of transportation such as in automobiles, aircraft, and railroads.

Static electricity-induced luminescence (SEL): material and sensing (▶ https://doi.org/10.1007/000-azg)
7 Concluding Remark
In this chapter, mechanoluminescence (ML) sensing technology that can visualize the mechanical behavior (strain distribution) that is inherently invisible to the naked eye is introduced. To understand the properties of ML sensing technology, innovative applications for infrastructure structural health monitoring (SHM) and advanced design and prediction are introduced. Subsequently, to address the main issue in this chapter, the ML visualization of the mechanical behavior of adhesive joints and interfaces, fracture initiation points, and fracture processes, is performed according to internationally standardized adhesion strength evaluation tests. This is done to determine an index for representing the mechanical behavior behind the strength, thereby enabling it to be reflected in improvement, design, and prediction; in contrast to the current situation where only the adhesive strength is the primary focus. For this reason, there is increased interest to use mechanoluminescence as an international standard for bond strength testing and crack monitoring [115].
Furthermore, it is clear that the use of mechanoluminescence is a promising approach for visualizing the mechanical behavior at multiple scales and on different adhesive interfaces wherein the mechanical behavior cannot be directly evaluated.
In addition, discrepancies between the actual and predicted values, particularly in stress wave propagation during collision, high-strain deformation, composite fracture, and standing waves owing to different vibration modes, are challenges that should be addressed during the development of the next generation of lightweight and electrified mobility. The contents of this chapter indicate the ability and expectation of mechanoluminescence in contributing to solving the challenging issues mentioned above, where the frontier for the long-term stability of the adhesion is an essential specification for users.
References
C.N. Xu, T. Watanabe, M. Akiyama, X.G. Zheng, Appl. Phys. Lett. 74, 2414–2417 (1999)
C.N. Xu, N. Ueno, N. Terasaki, H. Yamada, Mechanoluminescence and Novel Structural Health Diagnosis (NTS, Tokyo, 2012).
N. Terasaki, Sens. Mater. 28(8), 827–836 (2016)
N. Terasaki, Movies of mechanoluminescence sensing, https://www.youtube.com/watch?v=7fsA-POmKjA
Mechanoluminescence (ML) Introduction in science view, broadcasted by NHK world, Protecting Infrastructure by Visualizing Stress, https://www3.nhk.or.jp/nhkworld/en/tv/scienceview/20220222/2015274/
ML movies in AIST official account on YouTube. (a) Mechanoluminescence paper cup, https://www.youtube.com/watch?v=ose3T1Gd2SU. (b) Mechanoluminescence under tensile load for perforated SUS631 specimen, https://www.youtube.com/watch?v=PSzTvntGTM4. (c) Mechanoluminescence during front collision test, https://www.youtube.com/watch?v=JElP-4Zvl5w
C.N. Xu, T. Watanabe, M. Akiyama, X.G. Zheng, Appl. Phys. Lett. 74, 1236–1239 (1999)
C.N. Xu, X.G. Zheng, M. Akiyama, K. Nonaka, T. Watanabe, Appl. Phys. Lett. 76, 179–181 (2000)
C.N. Xu, Coatings. Encycl. Smart Mater. 1–2, 190–201 (2002)
Z. Hongwu, H. Yamada, N. Terasaki, C.N. Xu, Electrochem. Solid State Lett. 10, 129 (2007)
Z. Hongwu, H. Yamada, N. Terasaki, C.N. Xu, J. Electrochem. Soc. 155, J55 (2007)
Z. Hongwu, H. Yamada, N. Terasaki, C.N. Xu, Appl. Phys. Lett. 91, 081905_1 (2007)
Z. Hongwu, H. Yamada, N. Terasaki, C.N. Xu, Key. Eng. Mater. 368(372), 359 (2008)
Z. Hongwu, H. Yamada, N. Terasaki, C.N. Xu, J. Electrochem. Soc. 155, J128 (2008)
Z. Hongwu, N. Terasaki, H. Yamada, C.N. Xu, Int. J. Mod. Phys. B 23, 1028 (2009)
Z. Hongwu, N. Terasaki, H. Yamada, C.N. Xu, Thin Solid Films 518, 610 (2009)
Z. Hongwu, N. Terasaki, H. Yamada, C.N. Xu, Phys. E 42, 2872 (2010)
Y. Fujio, C.N. Xu, N. Terasaki, N. Ueno, J. Lumin. 148, 89 (2014)
Y. Fujio, C.N. Xu, N. Terasaki, ECS Trans. 98, 61 (2020)
Y. Fujio, C.-N. Xu, N. Terasaki, J. Electrochem. Soc. 168, 047508 (2021)
X. Wang, C.-N. Xu, H. Yamada, K. Nishikubo, X.-G. Zheng, Adv. Mater. 17(10), 1254–1258 (2005)
S.M. Jeong, S. Song, S.-K. Lee, N.Y. Ha, Adv. Mater. 25, 6194–6200 (2013)
K.-S. Sohn, M.Y. Cho, M. Kim, J.S. Kim, Opt. Express 23, 6073 (2015)
(As review) A. Feng, P.F. Smet, Material 11, 484 (2018)
Z. Monette, A.K. Kasar, P.L. Menezes, J. Mater. Sci. Mater. Electron. 30, 19675–19690 (2019)
M.V. Mukhina, J. Tresback, J.C. Ondry, A. Akey, A.P. Alivisatos, N. Kleckner, ACS Nano 15(3), 4115–4133 (2021)
C. Li, Q. He, Y. Wang, Z. Wang, Z. Wang, R. Annapooranan, M.I. Latz, S. Cai, Nat. Commun. 13, 3914 (2022)
(As review) Z. Huang, B. Chen, B. Ren, D. Tu, Z. Wang, C. Wang, Y. Zheng, X. Li, D. Wang, Z. Ren, S. Qu, Z. Chen, C. Xu, Y. Fu, D. Peng, Adv. Sci. 10, 2204925 (2023)
K. Sakai, T. Koga, Y. Imai, S. Maehara, C.-N. Xu, Phys. Chem. Chem. Phys. 8, 2819–2822 (2006)
N. Terasaki, K. Sakai, T. Koga, C. Li, Y. Imai, H. Yamada, Y. Adachi, K. Nishikubo, C.-N. Xu, MRS Online Proc. Libr. 951, 933 (2006)
L.S. Forster, Chem. Rev. 90, 331–353 (1997)
M. Grinberg, Opt. Mater. 19, 37–45 (2002)
Z. Pan, Y.Y. Lu, F. Liu, Nat. Mater. 11, 58–63 (2011)
T. Som, B. Karmakar, J. Alloys Compd. 476, 383–389 (2009)
M.C. Silva, F.H. Cristovan, C.M. Nascimento, M.J.V. Bell, W.O. Cruz, A. Marletta, J. Non-Cryst. Solids 352, 5296–5300 (2006)
P. Hong, X.X. Zhang, C.W. Struck, B.D. Bartolo, Appl. Phys. Lett. 78, 4659–4667 (1995)
L.A.-Sorgho, H. Nozary, A. Aebischer, J.C.G. Bünzli, P.Y. Morgantini, K.R. Kittilstved, A. Hauser, V. Svetlana, S. Petoud, C. Piguet, J. Am. Chem. Soc. 134, 12675−12684 (2012)
R. Weissleder, Nat. Biotech. 19, 316–317 (2001)
P. Taroni, A. Pifferi, A. Torricelli, D. Comelli, R. Cubeddu, Photochem. Photobiol. Sci. 2, 124–129 (2003)
C. Li, C.N. Xu, L. Zhang, H. Yamada, Y. Imai, J. Vis. 11, 329 (2008)
N. Terasaki, C.N. Xu, H. Yamada, Y. Imai, Jpn. J. Appl. Phys. 46, 2385 (2007)
N. Terasaki, C.N. Xu, IEEE Sens. J. 13(10), 3999–4004 (2013)
N. Terasaki, C.N. Xu, C. Li, L. Zhang, C. Li, D. Ono, M. Tsubai, Y. Adachi, Y. Imai, N. Ueno, T. Shinokawa, Proc. SPIE 8348, 2012, 8348D1 (2012)
A.I. Zad, M.R. Rahimi, G.J. Yun, Quantitative full-field strain measurements by SAOED (SrAl2O4:Eu2+, Dy3+) mechanoluminescent materials. Smart Mater. Struct. 25(9), 095032–095046 (2016)
N. Terasaki, C.N. Xu, C. Li, L. Zhang, Y. Sakata, N. Ueno, K. Yasuda, L. Ichinose, in Proceedings of 6th International Conference on Bridge Maintenance, Safety and Management, vol. 6, (2012), p. 2542
N. Terasaki, C. Li, L. Zhang, C.N. Xu, in Proceedings of the IEEE Sensors Applications Symposium 2012, vol. 77 (2012)
N. Terasaki, C.N. Xu, J. Colloid Interface Sci. 427, 62 (2014)
N. Terasaki, Y. Fujio, J. Vis. Exp. 191, e64118 (2023). https://doi.org/10.3791/64118
N. Terasaki, C.N. Xu, Thin Solid Films 518, 473 (2009)
N. Terasaki, Z. Hongwu, H. Yamada, C.N. Xu, Chem. Commun. 47, 8034 (2011)
N. Terasaki, C.N. Xu, Catal. Today 201, 203 (2013)
N. Terasaki Z. Hongwu, H. Yamada, C.N. Xu, Jpn. J. Appl. Phys. 49, 04C150 (2009)
R.J. Sanford, Principles of Fracture Mechanics (Pearson Education Inc., New Jersey, 2003)
Y. Murakami, Stress Intensity Factors Handbook (Pergamon Press, Oxford, 1987)
A. Shimamoto, H. Ohkawara, S.M. Yang, D.K. Choi, S. Akamatsu, J. Jpn. Inst. Metals 73(7), 542–547 (2009)
Y. Fujio, C.N. Xu, Y. Terasawa, Y. Sakata, J. Yamabe, N. Ueno, N. Terasaki, A. Yoshida, S. Watanabe, Y. Murakami, Int. J. Hydrogen Energy 41, 1333–1340 (2015)
Y. Fujio, C.-N. Xu, Y. Sakata, N. Ueno, N. Terasaki, J. Alloys Compd. 832, 1 (2020)
Y. Fujio, C.N. Xu, M. Nishibori, Y. Teraoka, K. Kamitani, N. Terasaki, N. Ueno, J. Adv. Dielectr. 4, 1450016 (2014)
C.M. Dry, in Proceedings of the SPIE, Smart Structures and Materials 1999: Smart Systems for Bridges, Structures, and Highways, vol. 3671 (1999), pp. 253–256
C.M. Dry, Cem. Concr. Res. 30, 1969–1977 (2000)
T.C. Miller, M.J. Chajes, D.R. Mertz, J.N. Hastings, J. Bridge Eng. 6(514), 0702 (2001)
U. Meier, Appl. Compos. Mater. 7, 75–94 (2000)
K.B. Katnam, L.F.M. Da Silva, T.M. Young, Prog. Aerosp. Sci. 61, 26–42 (2013)
P. Puthillath, J.L. Rose, Int. J. Adhes. Adhe. 30, 5 (2010)
K. Diamanti, C. Soutis, Prog. Aerosp. Sci. 46, 342–352 (2010)
K. Uzwa, Forefront of CFRP Shaping, Processing, and Recycling Technologies (NTS, Tokyo, 2015)
N. Terasaki, in Proceedings of the International Committee on Aeronautical Fatigue and Structural Integrity, 2017 (2017), p. 1964
N. Terasaki, Y. Fujio, Y. Sakata, in Proceedings of 29th International Committee on Aeronautical Fatigue and Structural Integrity (ICAF2017) Symposium, vol. 75 (2017), p. 1961
N. Terasaki, Y. Fujio, Y. Sakata, S. Horiuchi, H. Akiyama, M. Abe, Y. Matsuki, H. Matuda, in Extended Abstract of Annual Meeting of America Adhesion Society (2019)
N. Terasaki, in Proceedings of Joining in Car Body Engineering 2019, vol. D1 (2019)
N. Terasaki, N. Ando, K. Hyodo, Jpn. J. Appl. Phys. 61(SE), SE1009-1–SE1009-6 (2022)
N. Miyachik, D. Yugue, T. Fukazawa, Y. Nakamura, H. Mimura, M. Etoh, K. Akiyama, Orthop. Traumatol. 35, 178 (1986)
A. Goel, V. Laheri, Acta Neurochir. 129, 47 (1994)
A.D. Palma, F. Sollitto, D. Loizzi, F.D. Gennaro, D. Scarascia, A. Carlucci, G. Giudice, A. Armenio, R. Ludovico, M. Loizzi, J. Thorac. Dis. 8, 490 (2016)
E. Munting, M. Verhelpen, J. Biomech. 28, 949 (1995)
S. Märdiana, W. Schmölz, K.D. Schaser, G.N. Duda, M. Heylan, Clin. Biomech. 30, 814 (2015)
M. Sonohata, Japan Patent P4572301 (2010)
T. Toyomasu, M. Sonohata, N. Terasaki, in Extended Abstract of the International Conference on Solid State Devices and Materials, 2017 (2017), p. 955
N. Terasaki1, T. Toyomasu, M. Sonohata, Jpn. J. Appl. Phys. 57, 04FM10 (2018)
N. Terasaki, Y. Fujio, Y. Sakata, M. Uehara, T. Tabaru, ECS Trans. 75, 9–16 (2017)
Y. Fujio, C.N. Xu, Y. Sakata, A. Yoshida, N. Ueno, N. Terasaki, ECS Trans. 45, 23 (2017)
N. Terasaki, Y. Fujio, Y. Sakata, S. Horiuchi, H. Akiyama, J. Adhes., 94, 867–879 (2018) (Open access)
N. Terasaki, Y. Fujio, Y. Sakata, S. Horiuchi, H. Akiyama, Int. J. Adhes. Adhes. 93, 40–46 (2019) (Open access)
N. Terasaki, Y. Fujio, H. Akiyama S. Horiuchi, M. Itabashi, J. Adhes. 98, 6, 637–646 (2022)
L.F.M. D da Silva, A. Öchsner, R. Adams, Handbook of Adhesion Technology (Berlin, Springer, 2011), which is published as 2nd edition in 2018
O. Ishai, H. Rosenthal, N. Sela, E. Drukker, Composites 19, 49–54 (1988)
M.D. Bane, L.F.M. da Silva, R.D.S.G. Campilho, J. Adhes. Sci. Technol. 26, 939–953 (2012)
Z. Chen, R. Adams, L.F.M. da Silva, Int. J. Fract. 167, 221–234 (2011)
R. Trummer, E.A. Marques, F.J.P. Chaves, J.M.R.S. Tavares, L.F.M. da Silva, P.M.S.T. de Castro, Materialwiss. Werkstofftech. 42, 452–459 (2011)
F.J.P. Chaves, L.F.M. da Silva, M.F.S.F.D. Moura, A.D. Dillard, V.H.C. Esteves, J. Adhes. 90, 955–992 (2014)
M.F.S.F. Moura, J.P.M. Gonçalves, A.G. Magalhães, Int. J. Adhes. Adhes. 39, 54–59 (2012)
N.B. Salem, M.K. Budzik, J. Jumel, M.E.R. Shanahan, F. Lavelle, Eng. Fract. Mech. 98, 272–283 (2013)
C. Sarrado, A. Turon, J. Costa, J. Renart, Int. J. Solids Struct. 81, 110–116 (2016)
Standardization documents. For example, (a) ISO 25217 “Adhesives—determination of the mode 1 adhesive fracture energy of structural adhesive joints using double cantilever beam and tapered double cantilever beam specimens”, (b) ASTM D5528-13 “Standard test method for mode I interlaminar fracture toughness of unidirectional fiber-reinforced polymer matrix composites”, (c) JIS K7086 “Testing methods for interlaminar fracture toughness of carbon fiber reinforced plastics”, (d) ISO 15024 “Fiber-reinforced plastic composites—determination of mode I interlaminar fracture toughness, GIC, for unidirectionally reinforced materials” etc.
T.K. O’Brien, Compos. B 298, 57–62 (1998)
S. Horiuchi, H. Hakukawa, Y.J. Kim, H. Nagata, H. Sugimura, Polym. J. 48, 473–479 (2016)
L. Ye, Composites. Sci. Technol. 43, 49–54 (1992)
M.K. Budzik, J. Jumel, M.E.R. Shanahan, J. Adhes. 87, 967–988 (2011)
P. Qiao, J. Wang, J.F. Davalos, Eng. Fract. Mech. 70(2), 339–353 (2003)
J.M.D. Teixeira, R.D.S.G. Campilho, F.J.G. da Silva, J. Adhes. 94, 951–973 (2018)
Standardization documents. For example, ISO 4587:2003, Adhesives—determination of tensile lap-shear strength of rigid-to-rigid bonded assemblies, (b) JIS K 6850, Adhesives—determination of tensile lap-shear strength of rigid-to-rigid bonded assemblies, consistent with ISO 4587, (c) ASTM D5868-01(2014), Standard test method for lap shear adhesion for fiber reinforced plastic (FRP) bonding, (d) ISO 22841:2021, Composites and reinforcements fibres—carbon fibre reinforced plastics (CFRPs) and metal assemblies—determination of the tensile lap-shear strength
R.D. Adams, N.A. Peppiatt, J. Strain Anal. Eng. Des. 9, 185 (1974)
L.F.M. da Silva, J. Adhes. 82, 1091 (2006)
A.A.-Safar, Int. J. Solids Struct. 109–189 (2017)
L.D.R. Grant, R.D. Adams, L.F.M. Da Silva, Int. J. Adhes. Adhes. 29, 535 (2009)
J.H. Song, Metals Mater. Int. 7, 467 (2001)
F. Kadioglu, Mater. Sci. Eng. 369, 012034 (2018)
G. Li, J. Manuf. Process. 56, 238 (2020)
Standardization documents. For example, (a) ISO 11339:2010, Adhesives—T-peel test for flexible-to-flexible bonded assemblies, (b) ISO 11339:1993 Adhesives—180 degree peel test for flexible-to-flexible bonded assemblies (T-peel test)
Standardization documents. For example, (a) ISO 24360:2022, Composites and reinforcements fibres—carbon fibre reinforced plastics (CFRPs) and metal assemblies—determination of the cross-tension strength, (b) ISO 14272:2016, Resistance welding—destructive testing of welds—specimen dimensions and procedure for cross tension testing of resistance spot and embossed projection welds
Aviation Investigation Report A05F0047, Loss of Rudder in flight
Adhesives and sealants market size, share & trends analysis report by technology, by product, by application, by region (North America, Europe, APAC, CSA, MEA), and segment forecasts, 2022–2030
K. Kikunaga, N. Terasaki 12, 8524 (2022)
AIST press release, Direct visualization of invisible electrostatic distribution by emitting light (2022.6), https://www.aist.go.jp/aist_j/press_release/pr2022/pr20220602/pr20220602.html
ISO/CD 8065(en), Composites and reinforcements fibres—Mechanoluminescent visualization method of crack propagation for joint evaluation
N. Terasaki, K. Takagi, in Proceedings of 2nd International Conference on Industrial Applications of Adhesives, IAA2022 (2022), https://web.fe.up.pt/~iaa2022/img/IAA2022%20Prog.pdf
Acknowledgements
N. T. is grateful to Dr. Y. Fujio and Y. Sakata as collaborators, Ms. Y. Nogami and Ms. H. Kawahara for spraying the ML paint for ML testing. Additionally, N. T. is grateful to Ms. Y. Kato, Ms. M. Iseki, Ms. Y. Sugawa, Ms. C. Hirakawa, Ms. Y. Sakamoto, and Ms. S. Sano for assisting with ML measurements and analysis in the 4D visual sensing team (AIST) Part of this work was supported by New Energy and Industrial Technology Development Organization (NEDO) and the Research and Development Program for Promoting Innovative Clean Energy Technologies through International Collaboration (JPNP20005) commissioned by NEDO, a Grant-in Aid for Scientific Research, Innovative Science and Technology Initiative for Security, ATLA, Japan. and strategical innovation program (SIP).
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Open Access This chapter is licensed under the terms of the Creative Commons Attribution 4.0 International License (http://creativecommons.org/licenses/by/4.0/), which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons license and indicate if changes were made.
The images or other third party material in this chapter are included in the chapter's Creative Commons license, unless indicated otherwise in a credit line to the material. If material is not included in the chapter's Creative Commons license and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder.
Copyright information
© 2024 The Author(s)
About this chapter

Cite this chapter
Terasaki, N. (2024). Direct Visualization of Mechanical Behavior During Adhesive Bonding Failure Using Mechanoluminescence (ML). In: Horiuchi, S., Terasaki, N., Miyamae, T. (eds) Interfacial Phenomena in Adhesion and Adhesive Bonding. Springer, Singapore. https://doi.org/10.1007/978-981-99-4456-9_4
Download citation
DOI: https://doi.org/10.1007/978-981-99-4456-9_4
Published:
Publisher Name: Springer, Singapore
Print ISBN: 978-981-99-4455-2
Online ISBN: 978-981-99-4456-9
eBook Packages: Chemistry and Materials ScienceChemistry and Material Science (R0)