
Abstract
In this chapter, we first provide an overview of industrial wireless networks from the perspectives of industrial communication requirements and classical industrial wireless networks. Then, mixed criticality is introduced, and the role of mixed criticality in industrial wireless networks is also discussed. Last, we present the organization of this book.
You have full access to this open access chapter, Download chapter PDF
1.1 Industrial Wireless Networks
The real economy with manufacturing as the core is a concrete manifestation of national economic strength and international competitiveness [1]. In the past 20 years, the manufacturing industry is undergoing the fourth industrial revolution, which is introducing intelligence into the industrial production process, commonly known as intelligent manufacturing (or smart manufacturing). Intelligent manufacturing has been widely recognized as an advanced technology to improve production efficiency and reduce production costs. To seize the commanding heights of the manufacturing industry, major industrial countries are striving to improve the intelligence of the manufacturing industry, and have issued relevant development initiatives, such as Germany’s “Industry 4.0”, China’s “Made in China 2025”, the United States’ “Advanced Manufacturing Partnership”, the United Kingdom’s “Future of Manufacturing”, and France’s “Industrie du Futur” (as shown in Fig. 1.1). What these initiatives have in common is that they must be network-based.

Initiatives of some industrial countries
Modern manufacturing has involved a large number of elements, such as machines, people, raw materials, etc. In order to make these elements form a whole system, networks must be used in industrial systems [2], called industrial networks. Industrial networks connect all elements together to implement the collection of industrial data and the sending of control commands. These uplink and downlink processes constitute a closed-loop control that enables intelligent manufacturing. Therefore, industrial networks are one of the important infrastructures of intelligent manufacturing.
1.1.1 Network-Based Intelligent Manufacturing Systems
According to a research report by MarketsandMarkets, the global intelligent manufacturing market size in 2021 is USD 88.7 billion, and it is expected to reach USD 228.2 billion by 2027. Some large international companies have turned their attention to intelligent manufacturing and have successfully built related industrial systems. In all of these, the network plays a critical role. Typical systems are as follows:
-
Siemens provides users with comprehensive intelligent manufacturing solutions from discrete industries to process industries. For example, in the robot collaboration, Siemens’ SIMATIC integrator connects robots from different manufacturers through the industrial network PROFIBUS, and then implements the manufacturing process collaboratively. In the automotive industry, Siemens’ digital twin that has been applied in the BMW i3 production process adopts the industrial wireless network PROFISAFE to integrate cyberspace and physical space.
-
Boeing has always been at the forefront of intelligent manufacturing. Based on wide-area networks, it established a global concurrent engineering (GCE) and realized the coordinated development of the upstream and downstream of the industrial chain. This intelligent manufacturing paradigm reduces development costs by 50%.
-
Haier’s intelligent flexible factory allows users on the Internet to participate in the whole process from product design to manufacturing. The factory opened in 2013, and after years of continuous innovation, it now has the ability to meet the needs of mass customization manufacturing. In 2021, its production efficiency has increased by 28%, and the production capacity of a flexible production line is nearly double that of a traditional production line.
-
Schneider Electric puts forward the concept of green intelligent manufacturing, which integrates energy, automation and the Internet of Things into a holistic system. The system connects data terminals and the cloud management system through the network, so as to realize the high-efficiency and low-power management of the whole process of industrial production. The company’s ultimate goal is to create a sustainable future industry.
-
Mitsubishi Electric has built a lithium battery intelligent manufacturing line to support high-precision, high-efficiency and high-flexibility production. The line adopts a time-sensitive network to double the communication performance and increase the production efficiency by 50%.
1.1.2 Industrial Communication Requirements
Since industrial elements must be connected by industrial networks, the quality of service (QoS) of the networks seriously affects industrial production processes. Once the industrial network cannot deliver data packets to their destinations while meeting the communication requirements, it may lead to serious problems such as the decline of control performance, the stagnation of industrial production, and even safety production accidents. Therefore, before designing an industrial network, we must understand the requirements of industrial communications.
In different application scenarios, networks must meet different requirements. The most common requirement is transmission speed, which is present in all networks, not limited to industrial networks. Civilian networks, e.g., WiFi and cellular networks, are constantly evolving to meet users’ transmission speed requirements. For this kind of requirement, industrial networks can learn from the advanced techniques of civilian networks to solve the problems in industrial scenarios. In addition to this, industrial networks should meet the following special communication requirements:
-
Real-Time Requirement: The real-time requirement of communications means that data packets must be delivered to destinations before their deadlines [3]. The real-time requirements in different industrial scenarios are shown in Table 1.1. Safety production has the maximum real-time requirement, and data transmissions have to be completed within 10 ms. Long-delayed data transmissions make it impossible for industrial systems to respond to emergency alarms. This will cause irreparable losses, such as blast furnace explosion, toxic gas leakage, etc. In control-related scenarios, there are some differences in real-time requirements. Closed-loop control has higher real-time requirements, while open-loop control allows more relaxed real-time transmissions. In monitoring-related scenarios, monitoring data do not directly control industrial processes, and log updates even allow a delay of several hours. Therefore, monitoring-related applications have the minimum real-time requirements.
Table 1.1 Real-time requirements -
Reliability Requirement: For industrial networks, the reliability requirement means the reception rate of data packets that meet all other communication requirements. The reliability requirements of different industrial scenarios are shown in Table 1.2. Surgical robots have the highest reliability requirement of 99.999999% [4]. If the control commands of the robot are not delivered correctly, it is possible that the patient will be seriously injured. Diagnostic robots get information from bodies without harming the patients, so their reliability can be slightly reduced. In control-related scenarios, the reliability of most applications should reach 99.9999% [5]. However, since the performance of open-loop control is relatively low, their reliability requirements for industrial networks are slightly lower. In monitoring-related scenarios, since monitoring data packets are allowed to transmit for a long time, they can compensate for the low reliability with multiple retransmissions. Therefore, monitoring-related applications have the minimum reliability requirements.
Table 1.2 Reliability requirements -
Massive Connection Requirement: Massive connections [6] mean that a large number of network devices are connected to a network at the same time. The number of connected devices around the world shows explosive growth (as shown in Fig. 1.2). In 2003, there were 0.5 billion connected devices around the world, and the number of connected devices per person was 0.08 [7]. Then, in 2020, while the world’s population is growing slowly, the number of connected devices is estimated to have increased to 50 billion, and each person has an average of 6.58 connected devices. According to this trend, by 2025, the number of connected devices per person will be 9.27 [8]. The same trend exists in industrial systems. In the early days of industrial networks, only dozens of industrial devices needed to be connected together. Then, with the growth of industrial applications and the improvement of intelligence, the number of industrial devices is increasing exponentially. At present, existing industrial systems already connect tens of thousands of devices. This trend will continue, and the number of connected devices will be higher in the future.
Fig. 1.2 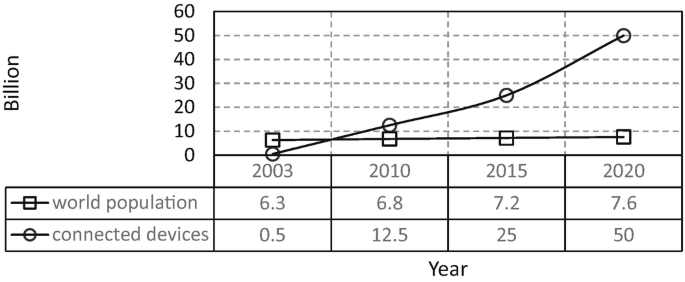
Massive connection

1.1.3 Classical Industrial Wireless Networks
For the special requirements of industrial communications, industrial wired networks (such as time-sensitive networks, PROFINET, Modbus TCP, etc.) are capable of meeting the real-time and reliability requirements, but cannot connect millions of devices with cables. Therefore, wired networks can only be used in small-scale industrial applications, or only as backbone networks.
Compared with wired networks, wireless networks simplify the network deployment and reduce maintenance costs. Hence, industrial applications should apply wireless networks to connecting devices. However, due to the inherent openness of the wireless environment [9], how to improve the real-time performance and reliability of wireless networks has always been the focus of the industry and scholars. In classical industrial wireless networks, the related techniques and algorithms are as follows:
1.1.3.1 WirelessHART
WirelessHART [10] is a global IEC-approved standard (IEC 62591) that specifies a robust and reliable wireless sensor-actuator network, and has been widely-used in industrial process monitoring and control. WirelessHART is built on top of the IEEE 802.15.4 standard, and defines star and mesh topologies (as shown in Fig. 1.3). It provides enabling techniques for real-time scheduling such as time synchronization, time division multiple access and multiple channels, etc. Although the WirelessHART standard excludes real-time scheduling algorithms, scholars have proposed many related studies. In 2010, the basic idea of multi-processor scheduling was introduced into WirelessHART networks [11]. Thus, in the scheduling model of WirelessHART networks (as shown in Fig. 1.4), multiple channels correspond to multiple processors, and the time slot used for a transmission corresponds to the running time of a task on processors. However, links and routing paths are excluded in multi-processor systems. Therefore, the main difference between them is that network scheduling must strictly follow the sequence of links in a path, while multi-processor scheduling does not need to consider this. Since the network scheduling model is based on the multi-processor scheduling model, many multi-processor scheduling algorithms, such as fixed priority assignment, dynamic priority scheduling, preemptive scheduling, etc., have been improved to use in WirelessHART networks [12,13,14,15].

Topologies supported by WirelessHART. (a) Star topology. (b) Mesh topology

Real-time scheduling model of WirelessHART networks
In addition, to improve the network reliability, WirelessHART adopts the graph routing policy [16,17,18] (as shown in Chap. 3.2). In a routing graph, there are multiple paths from each node to the destination node, so that data packets can be copied and sent multiple times to improve the reliability. At the same time, WirelessHART supports frequency hopping mechanisms to improve the anti-interference ability of transmissions.
1.1.3.2 WIA-PA
WIA-PA (IEC 62601) [19] is also based on the IEEE 802.15.4 standard. The main difference from WirelessHART is that WirelessHART defines two topologies (star and mesh), while WIA-PA is a hybrid of star and mesh topologies (as shown in Fig. 1.5). In the star network, field devices upload their data to the routing device. Then, in the mesh network, routing devices transmit data to the gateway. Thus, the communication rule of WIA-PA is specified according to the hybrid topology (as shown in Fig. 1.6). The mesh network cannot transmit until all transmissions in the star network are finished. The hybrid topology can improve the network scalability [20, 21] and enables WIA-PA to support most of the WirelessHART strategies.

The topology supported by WIA-PA

The communication rule of WIA-PA
1.1.3.3 WIA-FA
WIA-FA (IEC 62948) [22] and WIA-PA belong to a family of standards. The main difference is that WIA-FA is based on the IEEE 802.11 standard. Hence, WIA-FA only defines a redundant star topology (as shown in Fig. 1.7) and does not need any routing mechanism. To improve the real-time performance and reliability, WIA-FA adopts multiple access points and redundant devices. Based on these features, the communication of WIA-FA is segmented (as shown in Fig. 1.8). Access points are divided into several groups, and the transmission time is correspondingly divided into the same number of segments. Each group is assigned one segment. The access points of a group are allowed to occupy only the assigned segment. In a segment, first, access points broadcast beacons to field devices, and then according to the configuration in beacons, field devices start to work. Since the topology of WIA-FA is a simplification of WIA-PA and WirelessHART, some of the algorithms of WIA-PA and WirelessHART can be used in WIA-FA. In addition, based on multiple access points, a real-time scheduling algorithm for highly reliable retransmissions has been proposed to meet industrial communication requirements [23].

The topology supported by WIA-FA

Segments of WIA-FA
1.1.3.4 ISA100.11a
ISA100.11a (IEC 62734) [24] is also based on the IEEE 802.15.4 standard. Its topology is similar to that of WirelessHART (as shown in Fig. 1.9), and most of the techniques used in WirelessHART to improve the real-time performance and reliability also exist in ISA100.11a, such as time division multiple access, multiple channels and graph routing. Therefore, the scheduling model and relevant strategies of WirelessHART can also be applied to ISA100.11a. In addition, the design goal of ISA100.11 is different from those of the other networks. ISA100.11a was designed for ease of use. Flexible configuration interfaces and IPv6 are included in ISA100.11a. These techniques enable ISA100.11a to easily connect to other networks.

The topology supported by ISA100.11a
1.2 Mixed Criticality
Mixed criticality [25] is a new system characteristic, which is different from the real-time performance and reliability of systems. However, the methods proposed based on mixed criticality can guarantee the real-time performance and reliability of the systems with limited resources. In addition, since the mixed-criticality methods are aimed at limited resources, they can also be a solution to support massive connections.
1.2.1 Mixed Criticality Overview
Mixed-criticality systems define extensions to real-time embedded systems with limited resources. The traditional real-time performance measures the urgency of tasks, not their importance. Then, mixed-criticality systems are proposed to highlight the importance of tasks. In such systems, important tasks are called high-criticality tasks, and unimportant tasks are called low-criticality tasks. Mixed-criticality systems can execute in multiple criticality modes, and criticality level is also one of the attributes of tasks. To make it clearer, in the following, a system model with two criticality levels (high and low) is introduced. For multiple criticality levels, the system model can be easily extended.
As shown in Fig. 1.10, when the system with two criticality levels starts, it must be in the low-criticality mode, and all tasks are allowed to execute. During system execution, some internal or external dynamic disturbances may cause high-criticality tasks to fail to meet performance requirements. Then, the system switches to the high-criticality mode. In the high-criticality system mode, high-criticality tasks are allowed to use more resources to guarantee their real-time performance and reliability, while low-criticality tasks have to be discarded if there are not sufficient resources. In this way, the performance of high-criticality tasks can be guaranteed as much as possible, and then the system performance can be maximized under limited resources.

An example of mixed-criticality systems
For different systems, mixed-criticality models are different [26]. In this book, we only focus on industrial wireless networks.
1.2.2 Mixed Criticality in Industrial Wireless Networks
In industrial wireless networks, criticality is an inherent property of data packets [27, 28]. For example, Fig. 1.11 shows an industrial wireless network for cement manufacturing. The rotary kiln is the most important equipment. If the rotary kiln has some exceptions and its temperature data are lost or miss deadline, workers cannot take measures in time. This will lead to production inefficiency. By contrast, even if the temperature data of pre-heaters cannot be delivered to the destination within deadlines, the temperature of materials can be sensed in the pre-calciner. Hence, the temperature data of the rotary kiln are more critical than those of pre-heaters. In the wireless network, when the important equipment has an exception, its sensing data have to be quickly and reliably delivered to the control room. This process needs more network resources. However, the resources of wireless networks are very limited. When the resources cannot guarantee the requirements of all data packets, the packets that belong to lower-criticality levels have to be discarded.

An industrial wireless network in a cement factory
Based on the above basic rules of mixed-criticality wireless networks, some novel algorithms are needed to analyze and schedule the mixed-criticality packets so that as many packets as possible can be satisfied under performance constraints. The key feature of mixed-criticality systems is that the resources assigned to high-criticality tasks can be dynamically increased during system execution. Therefore, the main difference among the various mixed-criticality systems is what the resources are and how to use the resources. For example, in mixed-criticality multi-processor systems, the resource is the execution time of a task on processors, while, in mixed-criticality wireless networks, there are various types of resources, including time slots and channels at the data link layer, and routing path at the network layer. In this book, we will introduce some algorithms to solve the analyzing and scheduling problem of mixed-criticality data packets from the perspective of network resources.
1.3 Book Organization
In this book, we will see how mixed criticality helps to improve the performance of industrial wireless networks. The rest of this book is organized as follows: In Chaps. 2 and 3, we analyze the schedulability of mixed-criticality data packets under two classical scheduling algorithms. Chapter 4 presents a new algorithm to schedule mixed-criticality data packets in time-division multiple-access networks. Chapter 5 extends the model of Chap. 4, and uses the devices with multiple radio interfaces to improve the schedulability of mixed-criticality data packets. Chapter 6 addresses the mixed-criticality scheduling problem of industrial 5G new radio. Finally, we conclude this book in Chap. 7.
References
Neiburg F, Guyer JI (2017) The real in the real economy. HAU: J Ethnog Theory 7(3):261–279
Montazerolghaem A, Yaghmaee MH (2020) Load-balanced and QoS-aware software-defined Internet of Things. Internet Things J 7(4):3323–3337
Jin X, Xia CQ, Xu C (2022) Real-time network scheduling for industrial all-element interconnection: progress and challenges. Commun CCF 18(8):24–28
Tan J, Sha XB, Dai B, Lu T (2021) Analysis of industrial Internet of Things and digital twins. ZTE Commun 19(2):53–60
Boban M, Giordani M, Zorzi M (2021) Predictive quality of service: the next frontier for fully autonomous systems. IEEE Netw 35(6):104–110
Zhan W, Xu C, Sun X, Zou J (2021) Toward optimal connection management for massive machine-type communications in 5G system. Internet Things J 8(17):13237–13250
Calsoft (2018) Internet of Things (IoT) 2018–Market Statistics, Use Cases and Trends. https://futureiot.tech/wp-content/uploads/2018/11/Calsoft-IoT-2018-Market-Statistics-Use-Cases-and-Trends.pdf
Safaei B, Monazzah AMH, Bafroei MB (2017) Reliability side-Effects in Internet of things application layer protocols. In: International conference on system reliability and safety (ICSRS). IEEE, pp. 207–212
Zhou F, Feng L, Kadoch M, Yu P, Li W, Wang Z (2021) Multiagent RL aided task offloading and resource management in Wi-Fi 6 and 5G Coexisting industrial wireless environment. Trans Ind Informat 18(5):2923–2933
Song J, Han S, Mok A, Chen D, Lucas M, Nixon M, Pratt W (2008) WirelessHART: applying wireless technology in real-time industrial process control. In: Real-time and embedded technology and applications symposium (RTAS). IEEE, pp 377–386
Saifullah A, Xu Y, Lu C, Chen Y (2010) Real-time scheduling for WirelessHART networks. In: Real-time systems symposium (RTSS). IEEE, pp 150–159
Nobre M, Silva I, Guedes LA (2015) Routing and scheduling algorithms for WirelessHART networks: a survey. Sensors 15(5):9703–9740
Modekurthy VP, Saifullah A, Madria S (2019) DistributedHART: a distributed real-time scheduling system for WirelessHART networks. In: Real-time and embedded technology and applications symposium (RTAS). IEEE, pp 216–227
Chen G, Cao X, Liu L, Sun C, Cheng Y (2018) Joint scheduling and channel allocation for end-to-end delay minimization in industrial WirelessHART networks. Internet Things J 6(2):2829–2842
Saifullah A, Xu Y, Lu C, Chen Y (2011) Priority assignment for real-time flows in WirelessHART networks. In: Euromicro conference on real-time systems (ECRTS). IEEE, pp 35–44
Dang K, Shen JZ, Dong LD, Xia YX (2013) A graph route-based superframe scheduling scheme in WirelessHART mesh networks for high robustness. Wirel Pers Commun 71(4):2431–2444
Modekurthy VP, Saifullah A, Madria S (2018) Distributed graph routing for WirelessHART networks. In: The international conference on distributed computing and networking, pp 1–10
Shi J, Sha M, Yang Z (2018) DiGS: distributed graph routing and scheduling for industrial wirelss sensor-actuator networks. In: The international conference on distributed computing systems (ICDCS). IEEE, pp 354–364
Liang W, Zhang XL, Xiao Y, Wang F, Zeng P, Yu HB (2011) Survey and experiments of WIA-PA specification of industrial wireless network. Wirel Commun Mob Comput 11(8):1197–1212
Wang H, Chen PF, Wang P (2018) Deterministic scheduling algorithms for WIA-PA industrial wireless sensor networks. Acta Electon Sin 46(1):68–74
Jin X, Xu HT, Xia CQ, Wang JT, Zeng P (2018) Convergecast scheduling and cost optimization for industrial wireless sensor networks with multiple radio interfaces. Wirel Netw 24:3205–3219
Liang W, Zheng M, Zhang J, Shi H, Yu H, Yang Y, Zhao X (2019) WIA-FA and its applications to digital factory: a wireless network solution for factory automation. Proc IEEE 107(6):1053–1073
Shi H, Zheng M, Liang W, Zhang J (2021) AODR: an automatic on-demand retransmission scheme for WIA-FA networks. Trans Veh Technol 70(6):6094–6107
Nixon M, Rock TR (2012) A comparison of WirelessHART and ISA100.11a. Whitepaper, Emerson Process Management, pp 1–36
Vestal S (2007) Preemptive scheduling of multi-criticality systems with varying degrees of execution time assurance. In: Real-time systems symposium (RTSS). IEEE, pp 239–243
Burns A, Davis RI (2022) Mixed criticality systems - a review. https://www-users.cs.york.ac.uk/burns/review.pdf
Harbin JR, Griffin DJ, Burns A, Bate IJ, Davis RI, Indrusiak LS (2018) Supporting critical modes in AirTight. In: Workshop on mixed criticality, pp 7–12
Burns A, Harbin JR, Indrusisk LS, Bate IJ, Davis RI, Griffin DJ (2018) AirTight: A resilient wireless communication protocol for mixed criticality systems. In: The international conference on embedded and real-time computing systems and applications (RTCSA). IEEE, pp 65–75
Author information
Authors and Affiliations
Rights and permissions
Open Access This chapter is licensed under the terms of the Creative Commons Attribution 4.0 International License (http://creativecommons.org/licenses/by/4.0/), which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons license and indicate if changes were made.
The images or other third party material in this chapter are included in the chapter's Creative Commons license, unless indicated otherwise in a credit line to the material. If material is not included in the chapter's Creative Commons license and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder.
Copyright information
© 2023 The Author(s)
About this chapter

Cite this chapter
Jin, X., Xia, C., Xu, C., Li, D. (2023). Introduction. In: Mixed-Criticality Industrial Wireless Networks. Wireless Networks. Springer, Singapore. https://doi.org/10.1007/978-981-19-8922-3_1
Download citation
DOI: https://doi.org/10.1007/978-981-19-8922-3_1
Published:
Publisher Name: Springer, Singapore
Print ISBN: 978-981-19-8921-6
Online ISBN: 978-981-19-8922-3
eBook Packages: Computer ScienceComputer Science (R0)