
Abstract
Sunzi said, “Warfare is pivotal to the state. [It is] a milieu where life and death are decided, [it holds] the path to survival or extermination and cannot be neglected.” In like manner, the Commentary of Zuo (Zuozhuan) states, “Rituals and warfare are of vital importance to the state.” From this we see that besides ritual matters, such as ancestor worship and maintaining the temples, rulers in ancient China considered warfare and military training to be of utmost importance. Consequently, much attention was paid to sacrificial implements and weapons of war. The production and maintenance of arms was an integral part of this effort as it impacted state security as a whole. The study of ancient arms therefore not only teaches us about ancient weaponry and methods of combat but also yields unique insights into the technology and organization of war. The principal short-range weapons during the Han dynasty were jian (double-edged sword) and dao (single-edged sword), while the latter gradually replaced the jian in military use as the dynasty wore on, partly as a result of the rise of cavalry. This paper contains three parts: iron smelting and weapon production in the Han dynasty; the ancient techniques of iron smelting in shaft furnace; and reconstructing the Han ring-pommel dao with ancient methods.
You have full access to this open access chapter, Download chapter PDF
Similar content being viewed by others



Keywords
- Sword-making
- Forging
- Stacking
- Ironmaking
- Shaft furnace
- Weapons
- Han dynasty
- Ring-pommel dao (huanshoudao)
- “100-fold-refined” steel (bailian gang)
Sunzi said, “Warfare is pivotal to the state. [It is] a milieu where life and death are decided, [it holds] the path to survival or extermination and cannot be neglected.” Similarly, the Commentary of Zuo (Zuozhuan) states, “Rituals and warfare are of vital importance to the state.” Hence, apart from ancestor and deity worship, rulers in ancient China also considered warfare, which involved violence and destruction, to be an indispensable part of statecraft. Consequently, from an early period in Chinese history, special attention was paid to ritual objects and weapons of war. As Confucius said, “I heard that civil administration (wenshi) must be supported by military preparedness (wubei).” Military preparedness is indispensable to a state’s long-term survival, while weapons and arms hold the key to state security. This is why weaponry is a topic worthy of examination.
It is commonly believed that extractive iron metallurgy originated from the Hittites, a nomadic group who occupied the mountains and desert in southern Anatolia, to the northwest of the Euphrates and Tigris rivers. By the twelfth century BCE, iron metallurgy in the eastern Mediterranean had become quite advanced. A large number of iron artifacts dated to this period have been discovered, including bronze-hilt iron swords, which had replaced iron-hilt bronze swords. The earliest smelted iron weapon found in China is a jade-hilt iron sword discovered in a late Western Zhou tomb in Shangcun hill, Sanmenxia city, Henan Province. Another early iron sword, unearthed in Changsha, Hunan Province, dated to the late Spring and Autumn period, was made from medium carbon steel. Compositional analysis indicates a homogenous microstructure with 0.5% carbon content, while the steel for this sword came from carburized bloomery iron (Han 1994, 19).
The use of iron and steel in weapon production led to changes in weapon form and typology, as seen for example in the narrowing of the blade. Among the weapons manufactured in the Warring States period, iron weapons are the most representative. Among those found in Hebei Province, which include dao (single-edged sword), jian (double-edged sword), dagger, helmet, etcetera, five of them have been chemically analyzed. All of them are steel objects made from carburized bloomery iron, which is significantly harder than bronze. As burial objects, these weapons were likely used by their owners as personal arms during their lifetime, then accompanied them to their graves. All in all, archaeological evidence suggests that iron weapons had become common by the mid-third century BCE during the late Warring States period.
1 Iron Smelting and Weapon Production in the Han Dynasty
Arms are fundamental tools in warfare and provide a key parameter when assessing the military power of a polity. With advancements in metal smelting and forging, Chinese metalworkers developed diverse types of arms during the Han dynasty, manufacturing such polearms as spears and halberds, short-range weapons such as jian and dao, long-range weapons such as bows and arrows and crossbows, defensive equipment such as armor and shields, as well as heavy arms such as different types of battle-axes, maces, and clubs. These Han-dynasty arms and armor were mostly made from high-quality iron, which significantly enhanced the military prowess of the Han army.
Arms production reflects the technological level of a society. Owing to rapid developments in smelting skills during the Qin and Han periods, there was a transition in arms manufacture from bronze to iron. Although iron weapons were already in use during the Qin, during this period most arms were still made of bronze. By the Han dynasty, however, metalworkers were able to produce various types of iron weapons. In particular, a substantial number of iron arrowheads were found in Han period armories. Given those vast quantities of arrowheads were consumed in warfare, the predominance of iron arrowheads suggests that iron weapons had eclipsed bronze arms during this period. The typology of weapons in the early Han period largely resembles the preceding ones in the Qin, with jian, dao, spears, and halberds as the main arms for hand-to-hand combat, bows, and crossbows for long-range combat, while armor and shields remained prevalent. Nonetheless, changes in the technology and techniques in arms manufacture, as well as ongoing conflict with the nomads in the north, brought significant changes to weaponry design.
During the Han period, iron gradually replaced bronze in the production of various weapons, including the crossbow, arrowhead, jian, dao, spear, halberd, armor, etcetera. Metal weapons unearthed from the Han tomb of Liu Sheng in Mancheng County, Hebei Province, provide remarkable insights into the metallurgical technology in arms production (Lin and Chen 2004, 37). These weapons, similar to those dated to the Warring States period, were primarily made from steel, obtained from carburizing bloomery iron, but they had fewer impurities and a more consistent carbon level. Compositional evidence indicates that metalworkers performed cycles of annealing and forging to improve the quality of iron. The edge of the Han sword was partially annealed to increase blade hardness and enhance the flexibility of its body. Such metal properties responded to the needs of cavalry combat. Moreover, in order to resist the greater impact of iron weapons, there was a marked improvement in the quality of defensive equipment during the Han. For the ferrous laminar armor discovered in Ershijiazi, Inner Mongolia, the surface of armor plates is made of ferrite, while the core parts consist of 0.1–0.5% carbon (Han 1994, 19). Such a composition suggests that annealing was carried out after forging to decarburize the surfaces of the plates in order to increase malleability.
Based on the decarburization techniques of the Warring States period, further innovations in iron metallurgy were made in the Western Han. To decarburize cast iron, it was heated at a high temperature to oxidize carbon effectively in a solid-state and, by controlling the degree of decarburization, metalworkers could produce high, medium, or low carbon steel. This carburizing technique was highly advanced. First, using cast iron, it involved the production of slabs and bars, which were subsequently decarburized and annealed to produce high-quality steel for forging. This kind of steel would have been a suitable material for making weapons. In various iron-smelting sites in Henan Province, including Yangcheng, Guxingzhen, Shengtiegou in Gongxian county, and Nanyang, this type of cast iron slab has been found. The ring-pommel dao discovered in the Han-dynasty Mancheng tomb and the Beijing Dabaotai tomb were also made from this type of steel (Wang and Lu 1998, 63).
The primary short-range weapons of the Han period were dao and jian, which were mainly used as cut-and-thrust weapons in hand-to-hand combat. One of the major shifts in the development of short-range weapons during the Han period is the gradual replacement of jian by dao as the dominant short-range weapon on the battlefield. Such a trend could be attributed to the rise of cavalry combat during the Han. By the early Western Han period, chariots had disappeared from the battlefield, as cavalry became the main force in the Han armies. Since cavalry troops slashed and hacked at their enemies with swords from horseback, the double-edged jian was no longer suitable and was replaced by the single-edged dao which had a fine blade and a thick back. With highly developed iron metallurgy, Han metalworkers successfully produced dao using sanshilian (“30-fold refined”), wushilian (“50-fold refined”), and bailian (“100-fold refined”) steel. The ring-pommel dao, which has a ring-shaped pommel at the end of the grip, appeared during the Han period. This type of dao has a long, straight single-edged blade with a thickened back. The ring-pommel dao excavated from the Han tomb of Liu Sheng in Mancheng County, Hebei Province, is characteristic of the early Han type (Yang 1991, 39). I have collected several complete Han ring-pommel dao, all of which show sophisticated craftsmanship and a perfect appearance. These swords have yielded invaluable information and reference for the reconstruction of the ring-pommel dao.
Around the mid-Western Han period, metalworkers invented a new iron metallurgical technique called chaogang (“stir-fry steel”). To produce it, iron ores were first converted into cast iron through smelting. The cast iron was then molten with a strong air blast into a liquid. Simultaneously, the liquid was stirred, prompting oxidation of carbon in the cast iron melt. In this manner, cast iron was converted to wrought iron, which was subsequently carburized and forged into weapons. Another method of chaogang involves controlling the level of carbon oxidation in cast iron. After carbon loss reached a certain level, the cast iron was forged repeatedly. The chaogang technique originated in the Western Han, but it was consolidated and extensively adopted in arms manufacture in the Eastern Han. Fifty iron jian dating to the second year of the Jianchu era (77 CE) in the Eastern Han dynasty have been found in Xuzhou city. On the tang, twenty-one words are inscribed in clerical script with gold inlaid: “Jianchu ernian Shujun xi gongguan Wang Yin zao wushi lian [three words illegible] sun jian [one word illegible] (In the second year of the Jianchu era, the official of the western workshop of Shu county, Wang Yin, produced fifty…jian…) (Xuzhou Museum 1979, 51–2).” Moreover, thirty ring-pommel dao dated to the sixth year of the Yongchu era (112 CE) in the Eastern Han period, were discovered in Cangshan County, Shandong Province. The tang is inscribed with eighteen gold-inlaid words in clerical script. It reads, “Yongchu liunian wuyue bingwu zao sa dong dadao jiyang yi zisun (On the bingwu day in the fifth month of the sixth year of the Yongchu era, thirty large dao were made. Auspicious. Good for offspring) (Ibid., 51–2).” Chemical analyses suggest both swords were made from the chaogang technique, that they were repeatedly forged during production, and had a relatively high carbon level (Yang 2007, 132).
From the end of the Eastern Han to the Three Kingdoms period, the bailian gang (“100-fold refined” steel) technique was developed based on the chaogang technique. This technique involved repeated hot forging, folding, and stacking of chaogang bars in order to refine the crystals and inclusions. Steel with relatively low carbon content could sometimes be used as an ingredient to form composite steel. The number of laminations indicates the counts of lian (refining). The higher counts of lian, the higher number of forging cycles in the steel processing. The crystals and inclusions in steel would be more refined, and the steel products would be of higher quality. The earliest use of the word bailian (“100-fold refining”) appeared toward the end of Eastern Han. During the Jian’an era, Cao once ordered swordsmiths “to make five Baipi dao. Upon completion, one will be bestowed on a Wuguan general, [while] the other four will be conferred on my sons who dislike martial arts but enjoy literature.” In the Domestic Commandments (Neijie ling), he claims that using “bailian weapons can keep away misfortune and deter villains (Li et al. 2000).”Footnote 1 In the twenty-fourth year of the Jian’an era, his son Cao Pi also produced a baipi dao that was four chi and two cun in length. The form of the Han bailian dao (i.e., a dao made with the 100-fold refined steel) may be further inferred from an Eastern Han period iron dao found in Japan. It is dated to the Zhongping era (184–189) during the reign of the Eastern Han emperor Ling (Han Lingdi). Its blade has the inscription “bailian qinggang” (hundred times forged, pure and hard). It was unearthed in the Tōdaiji Mountain Tumulus (Tōdaiji-yama kofun) tomb in Tenri city, Nara Prefecture, Japan, and is now stored in the Tokyo National Museum. This dao is 110 cm long and inscribed with twenty-four words with gold inlaid. It writes, “Zhongping [two words illegible], wuyue bingwu, zaozuo wendao, bailian qinggang, shangying xingxiu, xiapi buxiang (The sword was made on the bingwu day in the fifth month of the … Zhongping era. A hundred times forged, [it is] pure and hard. [It] reflects the constellations above, and keeps [one who wears it] from misfortune).” In 2014, I produced an exact copy of this dao. It is now in the International Guoshu Association collection (See Fig. 7.1 a, b). The use of bailian gang in the production of dao from the end of Eastern Han to the Three Kingdoms period enhanced the quality of weapons and stimulated the development of short-range weapons.

Copy of Zhongping dao made by the author with bailian gang
According to the records in the Imperial Readings of the Taiping Era (Taiping Yulan), Pu Yuan, a master swordsmith from the state of Shu during the Three Kingdoms period, once made three thousand dao for Zhuge Liang.Footnote 2 They could split bamboo tubes filled with iron marbles and were honored as “divine swords” (shendao) (Li et al. 2000). The key to Pu Yuan’s exceptional swords lies in his skills in quenching with water of differential qualities. With these skills, he could make iron swords that attain optimum hardness. Pu Yuan’s utilization of water from the Shu river (Shu jiang) in the quenching process implies that Han metalworkers had already gained considerable insights into the relationship between the cooling rate in quenching and the mechanical properties of iron.
The advancement of iron metallurgy in the Han period was also depicted in tomb paintings. In Shandong Province, a major iron-smelting center in the Han empire, paintings portraying the process of iron smelting, smithing, and casting have been unearthed in Hongdaoyuan and Huangjialing in Teng county. The one from Hongdaoyuan depicts bellows with multiple blowpipes and the iron manufacturing process in an iron-smelting workshop. The painting from Huangjialing depicts an arms manufacturing workshop, which provides us with first-hand information on weapon production in the Han period. There are three metalworkers in the drawing. Two of them, both on the right side of the painting, appear to be engaged in the acts of annealing iron in a furnace and forging hot iron. The third metalworker, on the left side of the drawing, is inspecting the sharpness of the weapons. Other weapons are hung on the walls.
During the Han dynasty, the highly developed iron industry supplied numerous iron weapons for external wars. The abundance of iron weapons enabled the empire to campaign against the Xiongnu in the north, the Yue “barbarians” (yiyue) in the south, establish protectorates in the Western Regions (Xiyu), and in general expand the territories of the empire. Such military campaigns and territorial expansion highlight the significance of iron metallurgy in the Han dynasty.
Like the Western Han, weapon production during the Eastern Han continued to be directly controlled by the state. The Eastern Han empire adopted the Western Han’s administrative model to divide state arms production into two systems—the central and the local systems. Both were coordinated by specialized institutions and officials. Apart from the kaogong (craftsmen) and shangfang (officials who supplied prestige goods to the royal family) working for the central government, all ranks of gongguan (officials who managed craftsmen) and tieguan (officials who coordinated iron production) were assigned tasks in weapon production. According to the historical records, the authorities imposed strict standards on weapon production in order to uphold stable production and quality. Production units had to ensure that the weapons were made to the required standard, and moreover, in accordance with the state’s plan. The quality of weapons was tightly monitored by designated departments. However, by the reigns of the Emperors An and Shun of the Eastern Han (Han Andi, Han Shundi), political corruption caused a decline in the discipline and efficiency of the administration, which in turn had a detrimental effect on the quality of weapons. The Imperial Readings of the Taiping Era cites Cui Shi’s Commentary on Politics (Zhenglun), “Corrupt officials embezzle money [from the production] and appoint wily workers who persistently steal [the assets]. As a result, hemp is being used to cover bows and crossbows. Iron is quenched in alcohol containers, so [the iron products are] fragile while the smelting operations become easier. Armors are too small to be worn by people. The reason the Han were able to restrain the Hu was their powerful and strong weapons. Now, armors are no longer tough, and crossbows are no longer powerful. [The Han] have lost the advantage over [the Hu] (Li et al. 2000).” Textual evidence shows that even though the Eastern Han inherited a robust weapon production system from the preceding dynasty, owing to flaws in the institutions responsible for arms manufacture, weapons in the late Eastern Han period were of poor quality and not battleworthy. Hence, the stability of a state, along with an upright government with determination and empathy, are vital to state arms manufacture.
2 The Ancient Techniques of Iron Smelting in Shaft Furnace
In ancient China, iron was a resource of great strategic importance to state economy and general welfare. In addition, the technological level and the productivity of iron metallurgy are key parameters to gauge the development of a society.
Generally speaking, there were two parallel but distinct trajectories in ancient steel technology. One of them, originating in western Asia, derived from the carburization of bloomery iron. This technology was extensively used in the ancient world. Another one, based on the production of steel from cast iron, was invented in China. Both technologies were used in China, but they played different roles in Chinese history. Current evidence suggests that Chinese metalworkers started to use shaft furnaces to produce cast iron no later than the sixth century BCE (University of Science and Technology Beijing 2016, 4). Subsequent development of iron and steel metallurgy centered around cast iron and its conversion to steel.
Cast iron and steel metallurgy formed the backbone of the iron and steel industry in ancient China. It provided cost-effective raw materials to low- to mid-end manufacturing industries, and greatly fostered developments in agriculture, crafts, armament, and transport. Such economic benefits brought prosperity to ancient China, making it one of the most advanced civilizations in the ancient world. It is impossible to overstate the significance of cast iron and steel metallurgy, which must be considered among the most important inventions in Chinese history.
As one of the first items inscribed on the National List of Intangible Cultural Heritage in China, the craft of sword-making in Longquan has more than two thousand and five hundred years of history. This precious heritage has been handed down through generations. However, a key element of this craft, namely producing cast iron through iron smelting in shaft furnaces, is gradually being lost because of a lack of interest. As an inheritor of the sword-making craft, I consider it my duty to conduct in-depth research and rediscover every aspect of sword-making in ancient China, including the techniques of smelting iron in shaft furnaces, converting cast iron to steel, forging and polishing, etcetera. Reconstructing the chaîne opératoire, an integral part in the ancient sword-making process is undoubtedly our responsibility as inheritors of China’s sword-making heritage. Indeed, more than a social responsibility, it also stems from my passion as an inheritor of the way of sword-making.
2.1 Constructing the Shaft Furnace
In spring 2019, Longquan Jiancun Sword Research Academy collaborated with the Institute of Historical Metallurgy and Materials, University of Science and Technology Beijing, with support from Professor Huang Xing from the Institute for the History of Natural Sciences, Chinese Academy of Sciences, to reconstruct the ancient shaft furnace. In April 2019, I undertook experimental reconstruction of two shaft furnaces and a Han ring-pommel dao in accordance with the ancient methods. The collaboration connected professional researchers from the academia and expert craftsmen from the community. This project followed the model of iron-smelting shaft furnace that was used between the Warring States and the Han periods and drew reference from the archaeological remains of ancient shaft furnaces. We applied local quartz, clay, sand, charcoal powder, etcetera, to build the furnace. We also burned wood to produce the type of charcoal that is suitable for iron smelting. In addition, we extracted iron sand from the Ou river (Ou jiang) in Longquan according to ancient iron-smelting practices. We designed the bellows and devised plans to feed ores, supply charcoal, and blast air into the furnace from the start of iron smelting. In the experiment, we also applied various analytical instruments, including thermocouples, infrared thermometers, thermographic cameras, hot wire anemometer, pressure transmitters, paperless recorder, portable X-ray Fluorescence device (pXRF), etcetera, to monitor the experiment and collect data.
Following the smelting operation, we dissected one of the furnaces to photograph and make observations on the internal space, and to collect samples for further analyses. These steps formed the first stage of this experiment. Using the cast iron produced from smelting in shaft furnaces as raw materials, we reconstructed the ancient process to convert iron to steel, and forge the sword with cast iron and decarburized cast iron.
There are eight main steps in reconstructing the craft of traditional iron smelting with the shaft furnace, which I present below:
-
1.
Design the furnace with reference to furnace types used during the Warring States and Han periods (See Fig. 7.2 a, b).
Fig. 7.2 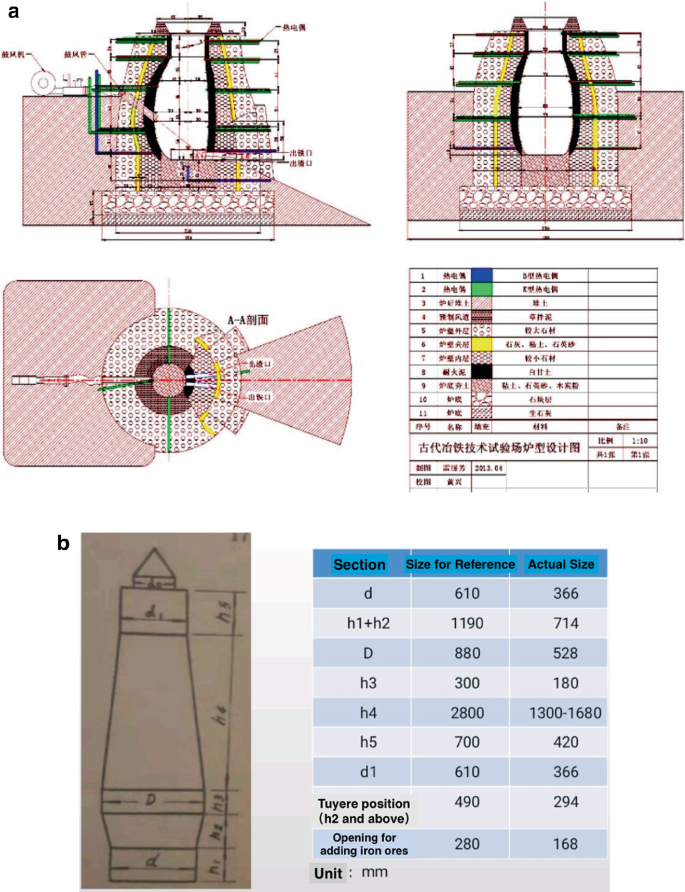
Layout drawing of a traditional iron-smelting shaft furnace
-
2.
Process iron sand from the Ou river in Longquan by washing and filtering out impurities (See Fig. 7.3 a–c).
Fig. 7.3 

Wash high-grade iron sand from the Ou river, Longquan, to remove impurities
-
3.
Burn wood to produce the required type of charcoal (See Fig. 7.4 a, b).
Fig. 7.4 
White charcoal made from burnt Wugang oak. They are of great heat output and can burn for a long time
-
4.
Reconstruct the shaft furnace using local quartz, sand, clay, and charcoal powder from Longquan (See Figs. 7.5, 7.6, 7.7, 7.8, 7.9, 7.10 and 7.11).
Fig. 7.5 
The quartz mine in the western part of Longquan. It yields highly pure and high-quality quartz
Fig. 7.6 
Break quartz with a hammer to construct the furnace
Fig. 7.7 
The foundation of the furnace is crucial. The soil underneath the designated area for the furnace was tamped
Fig. 7.8 
Start building the furnace wall by piling up a mixture of fire clay and red clay with quartz
Fig. 7.9 
Burn charcoal to roast the furnace to remove water content from the building material. It facilitates rapid temperature rise during iron smelting
Fig. 7.10 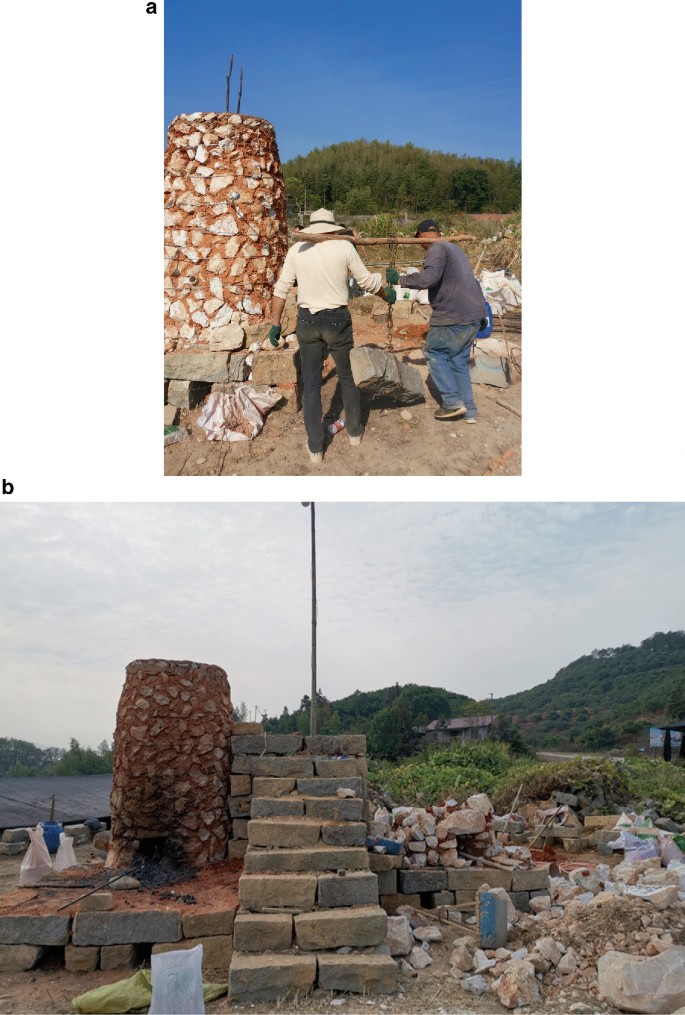
Limestone footsteps were constructed for the convenience of ore feeding
Fig. 7.11 
Roast the furnace to dry off water in its interior
-
5.
Smelt iron sand in the shaft furnace (See Figs. 7.12, 7.13, 7.14 and 7.15).
Fig. 7.12 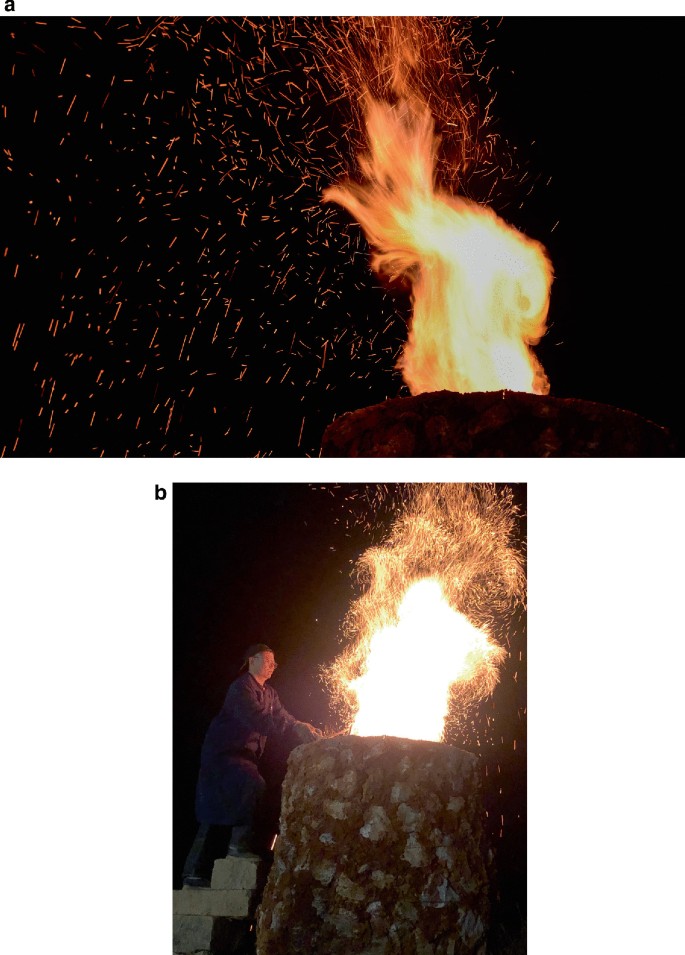
Feed ores and charcoal into the furnace
Fig. 7.13 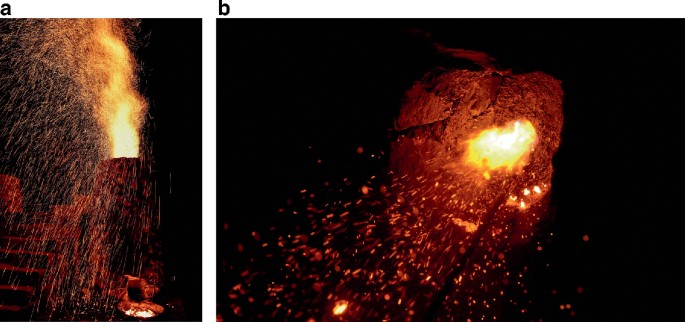
Continue feeding ores. The sparks generated flared up to a height of more than 10 m
Fig. 7.14 
Tap iron for the first time
Fig. 7.15 
Release molten iron for the first time
-
6.
Collect and analyze data. Details of the result of experiment are recorded in unpublished document, “Reconstructing the Thousand-year-old Ironmaking Process” (Qiannian zhi lian shiyan baogao)Footnote 3 (See Figs. 7.16 and 7.17).
Fig. 7.16 
Install a thermometer during the construction of the furnace
Fig. 7.17 
Fill the gaps between quartz with red clay
-
7.
Dissect the furnace to examine the changes in temperature inside the furnace and the reduction of iron sand (See Figs. 7.18, 7.19 and 7.20).
Fig. 7.18 
Dissect the furnace to observe the temperature changes inside
Fig. 7.19 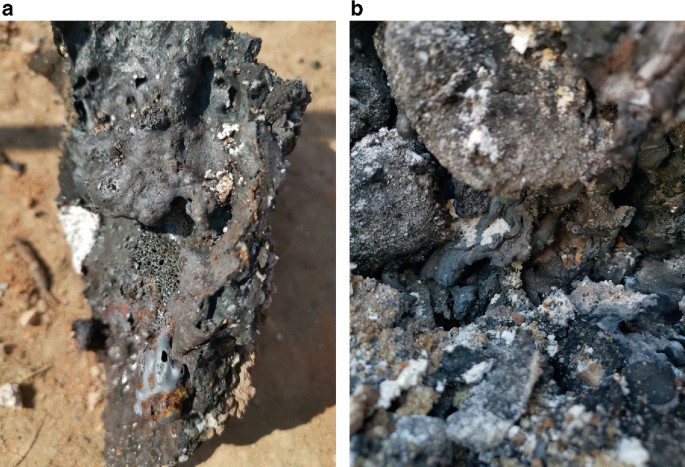
Slags that were drained out of the furnace prior to molten iron
Fig. 7.20 
Dissect the furnace to observe the melting of iron sand
-
8.
Apply the guan’gang (literally, “steel-pouring”) method to make the Han dao. Referring to extant samples of the Han dao as well as records of the Han sword production (Geng and Bai 2003, 349–350), we strictly followed the traditional sword-making techniques by applying the guan’gang method and performing repeated folding, stacking, and forging (See Figs. 7.21, 7.22, 7.23, 7.24 and 7.25).
Fig. 7.21 
Constructing the furnace
Fig. 7.22 
Fold, stack, and hot forge the steel repeatedly with traditional methods to remove impurities from steel
Fig. 7.23 
The product of guan’gang, an amalgamation of cast iron and wrought iron
Fig. 7.24 
Fold, stack, and forge the blade to refine it
Fig. 7.25 
The refined blade that has been repeatedly folded, stacked, and forged

























2.2 Observations from Reconstructing the Iron-Smelting Process with the Shaft Furnace
My iron-smelting experiment drew extensive reference from shaft furnaces used during the Warring States and Han dynasty. The structure of the furnace was inferred from the archaeological remains of iron-smelting sites. We built the furnaces using local quartz, clay, sand, and charcoal powder from around the Longquan region. The construction of the two furnaces took more than half a month and required around 15 tons of quartz. For this experiment, we specially produced 3.6 tons of charcoal that were suitable for iron smelting. From the Ou river in Longquan, we extracted 1.3 tons of iron sand, which corresponded in quality to those used for smelting iron in ancient times. In addition, we designed bellows to blast air into the furnace. We also formulated plans to supply ores, charcoal, and blast of air into the furnace during the operation of iron smelting. This experiment applied five thermocouples, an infrared thermometer, a thermographic camera, a hot wire anemometer, a pressure transmitter, a paperless recorder, and a portable X-ray Fluorescence device (pXRF), etcetera, to keep track of the entire smelting process, and to collect data. Throughout this experiment, we dried the furnaces three times during construction. The furnaces were kept burning for around twenty hours each day and consumed more than 500 jin of wood. It took us around a week to build one shaft furnace. Before the start of iron smelting, the furnaces had to be preheated for around thirty hours until their interior space had been evenly heated up. The first round of iron smelting took around five hours to convert iron ores into molten cast iron. It burned about a ton of charcoal to smelt 500 jin of iron sand, which yielded around 150 jin of cast iron. After the smelting operation, one of the furnaces was dissected. Its interior was photographed while observations were recorded. Samples were also collected from the furnaces for analysis. These steps formed the first stage of this experiment.
The second stage of the experiment used the cast iron produced as raw materials to replicate the Han dao by applying the guan’gang (“steel-pouring”) technique, which I describe below.
3 Reconstructing the Han Ring-Pommel Dao
3.1 Looking for an Ancient Dao
Intact Han ring-pommel dao rarely survives, and it took me many years to find an ideal Han ring-pommel dao. Eventually, in 2013, I chanced upon this exquisite, nearly intact Han dao in Guangxi Province. Its blade measures 96 cm in length while its hilt is 13 cm long. Its pommel is 4.8 cm in diameter and 3.3 cm tall. It has a smooth, graceful profile with a nice texture. Thereafter, I am motivated to reconstruct this dao!
3.2 Reconstruction of the Han Dao
3.2.1 Forging the Blade
The reconstruction of the Han dao applied welding to laminate three layers of bailian gang.Footnote 4 The core layer of the blade is made from the cast iron obtained from smelting in the traditional shaft furnace. It was subsequently mixed with wrought iron in a ratio of 4:6 (four parts cast iron, six parts wrought iron), then repeated-folded, stacked, and hot forged following the ancient guan’gang technique. Since the cast iron contained significant impurities, it was necessary to refine it by folding, stacking, and hot forging. This step had to be repeated many times until reaching around 36,000 stacks, at which point the impurities were completely removed as the steel became pure and strong. The two outer layers consisted of the materials recycled from ancient dao blade fragments (See Fig. 7.26). As these fragments were more than a thousand years old, many were severely corroded, and a lot of impurities were forced out during forging. Thus, forging a new dao required more than around twenty old fragments. Three layers of ferrous metal were forged. The core part consists of bailian gang made by the guan’gang technique, sandwiched by the bailian gang from ancient swords (See Fig. 7.27). The three-layer composite structure was then meticulously forged together. This is the most laborious and technically challenging step. Success mainly depends on the smith’s experience in forging and his ability to control the flame, as welding the iron bars depends on attaining the right flame temperature in the furnace. If the temperature is too high, the iron will melt; if it is too low, the iron bars will not bind. It must reach the precise equilibrium before the bar is withdrawn from the furnace, then hammered vigorously to complete the final step. If a mistake occurs, ashes will be enfolded by the metal layers and the dao will become defective. During the process of forging this blade, several defective dao was made. The material applied in forming the blade was carefully selected from five semi-finished steel slabs.

The three-layer composite steel that was used for forging the blade

Ancient blade fragments are placed in-between the bailian gang steel. The outer layers are bailian gang derived from recycled ancient blades, while the core layer is bailian gang made by the guan’gang technique
The blade of the original Han ring-pommel dao has a quadrangular cross-section, with a thick back and a fine edge, and a slight inverse curve toward the point. During the reconstruction, I compared the new blade with the original over and over to ensure they are identical. The blade was manually polished, particularly on its plane surfaces. After fine polish, both sides of the blade reflect a whitish light while the ridges produce a gleam. The patterns on the blade are exquisite and vivid. In my view, the blade has achieved the level of “shuangxue longquan” (“frosty and snowy Longquan [sword]”). The heat treatment of the Han style dao involved quenching with water from the Qixing well, the oldest well still in use in Longquan. The hardness of its edge reaches around 59HRC while its back attains hardness of around 45HRC. The blade is of high quality and may easily cut through five straw mats.
3.2.2 Shaping the Profile of the Blade
The dao blade profile was formed with reference to the ancient sword. Every detail of the dao was carefully matched, particularly the point, which shows ingenious details, with a slight warp toward the tip and a streamlined profile. One would never be able to reconstruct such an exquisite curvature if the ancient dao was not taken as a reference (see Fig. 7.28).

Comparing the semi-finished dao with the ancient blade
3.2.3 Covering the Dao with a Layer of Soil and Annealing
Annealing the blade with a soil cover strengthens its mechanical properties. Its edge was enveloped in a thinner layer of soil while its back was wrapped with a thicker cover (See Fig. 7.29). This differential hardening technique allows one to manipulate heat dissipation in quenching to obtain a harder blade edge and a softer back, which gives the blade an optimal balance of hardness and toughness.

The dao was covered with soil to be air dried
The key to heat-treating the blade lies in precise control of flame temperature. It is a challenge to achieve an even heat treatment on a long thin blade. However, uneven temperature causes either excessive or insufficient heat in the blade. The blade must be heated evenly when it is being quenched, which can be determined by its color. I had to pull the blade out of the furnace back and forth to heat it evenly in the flame until it was heated to around 700 degrees Celsius. It was then promptly removed from the furnace and immersed in the sink (see Fig. 7.30 a, b).

Heating the blade before quenching
During quenching water sizzled and released white stream, but the soil cover on the sword had to remain intact (see Fig. 7.31). This is difficult to do. As the red-hot blade contracts dramatically during quenching, the soil enclosing the blade can easily fall apart. If that happens, heat will not be dissipated from the blade body as planned. The back of the blade will have cooled too quickly and will be over-hardened. The optimal condition is to maintain an intact soil cover. When the blade is quenched in water, its edge, which is enveloped in a thin layer of soil, cools more rapidly. Its back, of which the soil cover is thicker, cools at a slower rate. In this way, both hardness and toughness are optimized in the blade, which produces a superior blade (See Fig. 7.32).

Quench the blade in water

Coldwork the blade to adjust its shape
3.2.4 Adjusting the Profile of the Blade
After quenching, the blade developed immense internal stress that could cause deformation. Hence, the curvature and surface of the blade had to be adjusted in accordance with the form of the original dao (See Fig. 7.33 a, b). After tempering, the blade was cold-forged to carefully fine-tune its curvature and smooth its surface. Any mistake could cause the blade to break, and all the hard work would be in vain.

Adjust the shape of dao to conform to the original Han dao
3.2.5 Polishing and Sharpening the Edge
Polishing is an extremely delicate craft. Since the blade of the Han ring-pommel dao has a slightly inward curve, I had to fashion a smooth curve to connect the blade’s edge and its ridge (See Fig. 7.34 a, b). Such polishing could be easily overdone, leading to indentations in the blade, which is why it demands extra attention. Inattentive over-polishing will create rough surfaces, which will disrupt its geometry. Therefore, when I was polishing the blade, I must consistently adjust the angle of the sharpener to achieve a flawless curvature and the desired shape.

Fine polish
3.2.6 Completion
As the original dao has survived for more than a thousand and eight hundred years, the scabbard is nowhere to be found, with only traces of the carburized wooden hilt attached to the blade. Therefore, I had to refer to other sources when making the scabbard and the hilt (Liu et al. 2003). From carving and applying lacquer to the wooden scabbard, to twining threads around the hilt, I endeavored to revive the authentic spirit and flavor of the ancient dao every step of the way. Finally, the reconstructed Han ring-pommel dao has a graceful blade, with a smooth contour and natural banding patterns on the surface. The blade is 27–28 mm wide and 96.5 cm long. Excluding the ring-pommel, the hilt is 13 cm long. The entire dao weighs 1000 g. Wrapped in waxed cotton cord, the hilt affords a comfortable feel in the hand (See Fig. 7.35a, b).

Finished product and a comparison with the ancient Han dao
4 Conclusion
During the process of making the Han ring-pommel dao, from processing iron sand to building the furnaces, producing charcoal, iron smelting, and forging to mold the semi-finished steel bar, along with annealing of the soil-wrapped dao and polishing of the blade, I spent more than eighteen months. In total, it took me around twenty-four months to make this Han ring-pommel dao. It is impossible to describe the challenges and satisfaction I experienced during this process. Nonetheless, whenever I felt exhausted and discouraged, the mere thought of the significance of this project motivated me to persist. Whenever I dive into the exquisite details of the precious sword, I am always mesmerized by the consummate craftsmanship of swordsmiths one thousand eight hundred years ago. They also constantly remind me that I have plenty of room to improve.
The ancients once said, “save petty courage for great courage.” For the revival of the Chinese sword culture, reconstructing ancient iron-smelting furnaces and reconstructing the precious Han ring-pommel dao are not only the responsibilities of modern swordsmiths, they are also crucial to the future of Chinese sword culture. In recent years, sword collection and production have become increasingly popular. However, due to lack of research on Chinese sword culture as well as the influences from popular martial culture, in particular Wuxia literature (literature of martial heroes), many swords made “in the style of” ancient blades are inaccurate, as the construction process often fails to follow historical sword-making methods, which in the end distorts historic sword-making techniques and technology. Such distortions have a detrimental impact on contemporary revival of Chinese sword culture. Importantly, they mislead the public about Chinese swords. Hence, I believe we must start from serious research on ancient swords—which necessarily involves reconstructions that strictly follow ancient sword-making processes. Then, and only then, on the basis of the reconstructed historic methods, do we innovate.
Notes
- 1.
This sentence was from the Domestic Commandments (Neijie ling) by Cao Cao, the Emperor Wu of the Wei dynasty (Wei wudi), which was compiled into the Imperial Readings of the Taiping Era (Taiping Yulan), fascicle 345 “Volumes on weapons, no.76: swords (Part I)” (Bingbu qishiliu: dao shang).
- 2.
The Imperial Readings of the Taiping Era, fascicle 345 “Volumes on weapons, no.76: swords (Part I)” cited from the Biography of Pu Yuan (Pu Yuan zhuan), “Pu Yuan once forged three thousand dao for Zhuge Liang at Xiegu. He had an uncommon iron-smelting technique. He inspected a dao that had been completed and was dissatisfied at its poor quality, saying that the water of the Han river was not suitable for quenching and sword-making, while the water from the Shu river was clear, powerful, and possessed the essence of metals. Thus he instructed this water to be brought from Chengdu. After the water was delivered, the Master plunged a dao into the water, and immediately said that it was mixed with the water from Fu river, thus useless. The conveyor insisted the water was pure, but the Master said, ‘There were eight liters of water from Fu river. Why don’t you admit it?’ Thereupon the conveyor knelt down and answered, ‘In truth, I spilled the water at the pier near Fu river. As I was afraid, I added eight liters of water from Fu river.’ Afterwards, the people wondered at the Master’s perspicacity. After the dao were finally made, the Master cut off a bamboo tube which was filled with iron marbles with a single crisp stroke, as if weeding the grass. The dao made by Pu Yuan were unsurpassed and, as a result, were known as ‘divine swords’.”
The original Chinese text reads,「蒲元於斜古為諸葛亮鑄刀三千口, 鎔金造器, 特異常法。刀成, 自言漢鈍弱, 不任淬用, 蜀江爽烈, 是謂大金之元精, 天分其野。乃命人於成都取之。有一人前至, 君以淬刀, 言雜涪水, 不可用。取水者猶悍言不雜, 君以刀畫水雲, 雜八升, 何故言不?取水者方叩頭首伏雲, 實於涪津渡負倒覆水, 懼怖, 遂以涪水八升益之。於是咸共驚服, 稱為神妙。刀成, 以竹筒密內鐵珠滿其中, 舉刀斷之, 應手靈落, 若薙生。故稱絕當世, 因曰神刀。」
- 3.
This report is for internal use and unpublished.
- 4.
The author refers to the welding process as the maya technique applied in brick wall construction. It involves constructions of brickworks that sandwich a column of reinforced concrete with comb joints. This technique improves the strength and stability of the building.
References
Geng J 庚晋, Bai S 白杉 (2003) Zhongguo gudai guan’gang fa yelian jishu 中国古代灌钢法冶炼技术 [Smelting technology of the ancient perfusing steel method in China]. Zhuzao jishu 铸造技术 [Foundry Technology] 24(4):349–350
Han B 寒冰 (1994) Gudai jinshu bingqi zhizuo jishu xia 古代金属兵器制作技术 (下) [The metallurgical technology of ancient metal weapon production (part 2)]. Bingqi Yu Jinshu 兵器与金属 [Weapons and Metals] 6:19–20
Institute of Metallurgy and Material History, University of Science and Technology Beijing 北京科技大学冶金与材料史研究所, and Yangcheng County Science and Technology Consulting Service Center 阳城县科技咨询服务中心 (2016) Liantie ji: gudai yetie shulu fuyuan yu moni shiyan 炼铁记: 古代冶铁竖炉复原与模拟试验 [Record of ironmaking: restoration of the ancient shaft furnace for iron smelting and relevant simulation tests]. Yejin Gongye Chubanshe, Beijing 冶金工业出版社
Li F 李昉 [Song dynasty] et al (eds) (2000) Taiping yulan 太平御览 [Imperial readings of the Taiping era]. Zhonghua Shuju, Beijing 中华书局
Lin Z 林智隆, Chen Y 陈钰祥 (2004) Handai bingqi yanjiu chugao 汉代兵器研究初稿 [A preliminary investigation of the Han-dynasty weapons]. Wenshizhe Chubanshe, Taipei 文史哲出版社
Liu Q 刘秋霖, Liu J 刘健, Wang Y 王亚新, Guan Q 关琦 (eds) (2003) Zhongguo gudai bingqi tushuo 中国古代兵器图说 [The illustrated history of Chinese ancient weapons]. Tianjin Guji Chubanshe, Tianjin 天津古籍出版社
Wang Z 王兆春, Lu J 卢嘉锡 (1998) Zhongguo kexue jishu shi: junshi jishu juan 中国科学技术史: 军事技术卷 [History of science and technology in China: volume on the military technology]. Kexue Chubanshe, Beijing 科学出版社
Xuzhou Museum 徐州博物馆 (1979) Xuzhou faxian Donghan jianchu ernian wushi donggang jian 徐州发现东汉建初二年五十涷钢剑 [Xuzhou-discovered fifty foiled steel swords manufactured in the second year of the Jianchu era during the Eastern Han dynasty]. Wenwu 文物 [Cultural Relics] 7:51–52
Yang H 杨泓 (1991) Zhongguo junshi baike quanshu: gudai bingqi fence 中国军事百科全书·古代兵器分册 [Encyclopedia of Chinese military affairs: volume on ancient weapons]. Junshi Kexue Chubanshe, Beijing 军事科学出版社
Yang H 杨泓 (2007) Zhongguo gu bingqi luncong 中国古兵器论丛 [Paper collection on Chinese ancient weapons]. Zhongguo Shehui Kexue Chubanshe, Beijing 中国社会科学出版社
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Open Access This chapter is licensed under the terms of the Creative Commons Attribution 4.0 International License (http://creativecommons.org/licenses/by/4.0/), which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons license and indicate if changes were made.
The images or other third party material in this chapter are included in the chapter's Creative Commons license, unless indicated otherwise in a credit line to the material. If material is not included in the chapter's Creative Commons license and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder.
Copyright information
© 2023 The Author(s)
About this chapter

Cite this chapter
Xiaojun, H. (2023). Rediscovering Ancient China’s Sword-Making Techniques: Insights from Reconstructing a Han-Dynasty Ring-Pommel Dao. In: Chao, H., Jaquet, D., Kim, L. (eds) Martial Culture and Historical Martial Arts in Europe and Asia. Martial Studies, vol 2. Springer, Singapore. https://doi.org/10.1007/978-981-19-2037-0_7
Download citation
DOI: https://doi.org/10.1007/978-981-19-2037-0_7
Published:
Publisher Name: Springer, Singapore
Print ISBN: 978-981-19-2036-3
Online ISBN: 978-981-19-2037-0
eBook Packages: Literature, Cultural and Media StudiesLiterature, Cultural and Media Studies (R0)