
Abstract
Advanced structural materials are required to show both high strength and large ductility/toughness, but we have not yet acquired the guiding principle for that. The bulk nanostructured metals are polycrystalline metallic materials having bulky dimensions and average grain sizes smaller than 1 μm. Bulk nanostructured metals show very high strength compared with that of the coarse-grained counterparts, but usually exhibit limited tensile ductility, especially small uniform elongation below a few %, due to the early plastic instability. On the other hand, we have recently found that particular bulk nanostructured metals can manage high strength and large tensile ductility. In such bulk nanostructured metals, unusual deformation modes different from normal dislocation slips were unexpectedly activated. Unusual <c + a> dislocations, deformation twins with nano-scale thickness, and deformation-induced martensite nucleated from grain boundaries in the bulk nanostructured Mg alloy, high-Mn austenitic steel, and Ni-C metastable austenitic steel, respectively. Those unexpected deformation modes enhanced strain hardening of the materials, leading to high strength and large tensile ductility. It was considered that the nucleation of such unusual deformation modes was attributed to the scarcity of dislocations and dislocation sources in each recrystallized ultrafine grain, which also induced discontinuous yielding with clear yield drop universally recognized in bulk nanostructured metals having recrystallized structures. For discussing the nucleation of different deformation modes in atomistic scales, the new concept of plaston which considered local excitation of atoms under singular dynamic fields was proposed. Based on the findings in bulk nanostructured metals and the concept of plaston, we proposed a strategy for overcoming the strength-ductility trade-off in structural metallic materials. Sequential nucleation of different deformation modes would regenerate the strain-hardening ability of the material, leading to high strength and large tensile ductility. The strategy could be a guiding principle for realizing advanced structural materials that manage both high strength and large tensile ductility.
You have full access to this open access chapter, Download chapter PDF
Similar content being viewed by others
Keywords
- Plaston
- Bulk nanostructured metals
- Unusual slip systems
- Deformation twinning
- Deformation-induced martensitic transformation
- Nucleation
1 Introduction
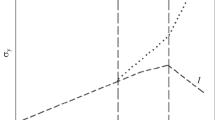
Higher and higher strengths are nowadays required for structural materials, for reducing the weight of transportation machines like automobiles in order to improve fuel efficiency, realizing huge constructions like ultra-tall towers, and securing human beings and society from incidents and disasters like collisions, earthquakes, and so on. However, the ductility and/or toughness of materials generally decreases with an increase in the strength, as is schematically illustrated in Fig. 1.1. The curve showing the trade-off relationship between strength and ductility/toughness is often called the “banana curve” due to the shape shown in Fig. 1.1 (Demeri 2013). Among three major industrial materials, ceramics are very strong but generally brittle and scarcely show plasticity. Polymers are light and ductile in many cases, but their strength is limited. Only metals can manage both high strength and large plasticity, which is derived from their metallic bonding nature. Even in metallic materials, however, the ductility and toughness deteriorate with increasing strength. We have to overcome the trade-off relationship between strength and ductility/toughness for realizing the ultimate structural materials in future, since high strength materials would also be manufactured into designed shapes by metalworking processes and must avoid brittle or early fracture in practical use. Recently a number of articles have claimed to find new metallic materials managing both high strength and good ductility (Zhao et al. 2006; Lu et al. 2009; Copper et al. 2011; Liu et al. 2013, 2018; Wu et al. 2014, 2015; Wei et al. 2014; Kim et al. 2015; Li et al. 2016; He et al. 2017; Lei et al. 2018; Tong et al. 2018; Yang et al. 2018; Sun et al. 2019; Zhang et al. 2019, Ma and Zhu 2017). However, most of the papers have mainly insisted on superior mechanical properties found in particular materials with different (and mostly complicated) microstructures, and the discussions on the reason why those materials could realize high strength and large ductility have stayed in phenomenological manners. We still do not have the guiding principle to manage both high strength and high ductility in advanced structural materials.

Schematic illustration showing the strength-ductility balances in various kinds of materials
The first author of this manuscript has continuously studied bulk nanostructured metals (or ultrafine-grained (UFG) metallic materials, in other words) in the last decades, and has found their unique mechanical properties, such as the unexpected yield-drop phenomena universally found in UFG metals and alloys regardless of their chemical compositions and crystal structures (Tsuji et al. 2002; Tian et al. 2018a, 2020a, b; Saha et al. 2013; Yoshida et al. 2017, 2019; Terada et al. 2008; Zheng et al. 2017, 2019, 2020a; Gao et al. 2014a; Bai et al. 2021), extra Hall–Petch strengthening (Gao et al. 2014a; Kamikawa et al. 2009; Tian et al. 2020), “hardening by annealing and softening by deformation” phenomena (Huang et al. 2006), and so on. Bulk nanostructured metals show very high strength compared to conventionally coarse-grained counterparts, but most of them still have a dilemma of the strength-ductility trade-off (Tsuji et al. 2002, 2008). On the other hand, it has been also found recently that bulk nanostructured metals, in particular, alloys could manage both high strength and ductility (Tsuji et al. 2019; Tian et al. 2014, 2015, 2016, 2018b; Chen et al. 2014; Bai et al. 2018; Gao et al. 2019; Chong et al. 2019; Zhang et al. 2020). In the current manuscript, the authors throw light on the reason why such bulk nanostructured metals can overcome the strength-ductility trade-off, and propose a strategy for managing both high strength and large ductility in advanced structural materials. We also propose a new concept of “plaston” for considering the nucleation of different deformation modes (Tsuji et al. 2020, 2021), which can be a key to realizing the strategy.
2 Reason of Strength-Ductility Trade-Off, and Mechanical Properties of Typical Bulk Nanostructured Metals
In general, metallic materials used in our society are polycrystals composed of a number of crystal grains having a different crystallographic orientation to each other. It has been well known that refinement of the grain size in the polycrystalline metallic materials improves their mechanical properties such as strength, toughness, etc. However, the minimum mean grain size in bulky metals we can obtain through conventional fabrication processes has been about 10 μm. Since 1990s, great attention has been paid to the ultrafine-grained (UFG) metals, of which average grain sizes are smaller than 1 μm, since various kinds of new processes like severe plastic deformation (SPD) (Altan 2006; Azushima et al. 2008) made it possible to fabricate bulky metallic materials having such ultrafine-grained structures. Equal channel angular extrusion (ECAE), high pressure torsion (HPT), accumulative roll bonding (ARB), etc., are typical SPD processes that can fabricate UFG structures in bulky metals (Altan 2006; Azushima et al. 2008). Figure 1.2 shows the volume fraction of grain boundaries in polycrystalline materials as a function of the mean grain size, assuming that the thickness of the grain boundary regions, where arrangements of atoms are locally distorted from the periodical and well-organized crystalline structures in grain interiors, is 1 nm (Tsuji 2002, 2007). In the polycrystalline materials having average grain sizes over 10 μm, which correspond to the conventional metallic materials human beings have used by now, the volume fraction of grain boundaries is negligibly small. It can be said, therefore, that the conventional metals and alloys scarcely involve grain boundaries, even though they are polycrystalline materials. However, the grain boundary fraction quickly increases with decreasing the grain size below 1 μm. The volume fractions of grain boundaries in the materials with the mean grain sizes of 1 μm, 0.1 μm (100 nm), and 10 nm are 0.2%, 2%, and 20%, respectively. That is, the UFG metals are materials full of grain boundaries. Therefore, it would not be surprising that the UFG or nanocrystalline materials show unique behavior and superior properties that are significantly different from those of the conventional metals having coarse grain sizes over 10 μm. We can call such UFG metallic materials having bulky dimensions and average grain sizes of nano-meter scale as “Bulk Nanostructured Metals”.

Volume fraction of grain boundaries in polycrystalline materials as a function of the mean grain size. It is assumed that the thickness of the grain boundary regions, where atomic arrangements are locally distorted from the periodical and well-organized crystalline structures in grain interiors, is 1 nm
Bulk nanostructured metals usually exhibit very high strengths. Figure 1.3 shows tensile strengths of a commercial purity Al (JIS 1100-Al) and an ultra-low carbon interstitial free (IF) steel (Tsuji 2007). The blue bars in Fig. 1.3 indicate the tensile strengths of starting materials having conventionally coarse average grain sizes (d ~ 20 μm), while red bards represent the tensile strengths of the UFG specimens (d ~ 0.2 μm) fabricated by the ARB process. The coarse-grained specimen of 1100-Al showed a tensile strength of 84 MPa, but it increased to 330 MPa when the grain size was reduced down to 0.2 μm. The strength of the UFG Al was four times higher than that of the coarse-grained counterpart and surprisingly higher than the strength of the IF steel with conventional grain size (274 MPa). That is, aluminum can be strengthened as high as steel by the ultra-grain refinement. Such strengthening in nanostructured metals was also found in the IF steel (Fig. 1.3). The typical strength of the coarse-grained starting IF steel specimen (274 MPa) increased over 1 GPa by nano-structuring.

Tensile strength of a commercial purity aluminum (JIS 1100-Al) and IF steel having different mean grain sizes (d). The starting materials had conventionally coarse grain sizes (d ~ 20 μm), while the nanostructured specimens of the same materials fabricated by the ARB process showed d ~ 0.2 μm
Bulk nanostructured metals show such high strength, but their tensile ductility is limited in most cases. A typical example of the trade-off relationship between strength and tensile ductility in nanostructured metals is shown in Fig. 1.4a, which indicates engineering stress–strain curves of an ultra-low carbon interstitial free (IF) steel (Takechi 1994) having various average grain sizes (d) ranging from 0.4 to 33 μm (Gao et al. 2014b). The IF steels have a single-phase α matrix with body-centered cubic (BCC) crystal structure. The specimens with various mean grain sizes were fabricated by SPD using the ARB process (Saito et al. 1998, 1999; Tsuji et al. 2003) and subsequent annealing (Gao et al. 2014b). Figure 1.4b shows microstructures of the specimens obtained by electron back-scattering diffraction (EBSD) analysis in field-emission type scanning electron microscope (FE-SEM). The specimen with d = 0.4 μm was the as-ARB processed specimen, and the EBSD inverse pole figure (IPF) map represented elongated lamellar UFG grains typically found in metals SPD processed in monotonic direction (Tsuji et al. 2019). This is also a kind of deformed microstructure formed by the grain subdivision mechanism (Tsuji et al. 2019), where grains are elongated along the major deformation direction and include deformed substructures with high dislocation densities. By increasing the annealing temperature and time, recovery and grain boundary migration happened to make the dislocation density lower and the grain size larger. The specimens having the mean grain sizes of 1.3 μm or larger showed equiaxed grains free from dislocations, which were equivalent to recrystallized microstructures. The strength, especially the yield strength of the IF steel increased with decreasing grain size (Fig. 1.4a). The relationship between the yield strength and the average grain size followed the well-known Hall–Petch relationship (Hall 1951; Petch 1953). The Hall–Petch relationship is expressed as

Reprinted from Scripta Materialia, vol. 181, Tsuji et al., Strategy for managing both high strength and large ductility in structural materials–sequential nucleation of different deformation modes based on a concept of plaston, p. 36, Copyright (2020), with permission from Elsevier
a Engineering stress–strain curves of the ultra-low carbon IF steel with different average grain sizes (d) ranging from 0.4 μm to 33 μm. The specimens were fabricated by the ARB process followed by annealing (Tsuji et al. 2020a). b EBSD-IPF maps showing typical microstructures of the specimens. The colors indicate crystallographic orientations parallel to the rolling direction (RD) (Gao et al. 2014b).
where \({\sigma }_{y}\) is the yield strength of the material, \({\sigma }_{0}\) and k are constants depending on materials, and d is the average grain size. Different from the strength, the tensile ductility, especially the uniform elongation of the IF steel suddenly decreased down to a few % when the average grain size became smaller than 1 μm (Fig. 1.4a). This is the typical strength–ductility trade-off observed in most of the bulk nanostructured metals (Tsuji et al. 2002, 2008; Tsuji 2002, 2007). It should be also noted, by the way, that the specimens with grain sizes smaller than 2 μm showed discontinuous yielding characterized by a clear yield-drop phenomenon, even though the IF steels have no interstitial carbon and nitrogen atoms and they normally show continuous yielding (Takechi 1994). In fact, the IF steel specimens with grain sizes larger than 5 μm indicated typical continuous yielding without yield drop (Fig. 1.4a). Fully annealed or recrystallized UFG metals and alloys universally show such a yield-drop phenomenon, regardless of their chemical compositions and crystal structures (Tsuji et al. 2002; Tian et al. 2018a, 2020a; Saha et al. 2013; Yoshida et al. 2017, 2019; Terada et al. 2008; Zheng et al. 2017, 2019, 2020a; Gao et al. 2014a; Bai et al. 2021). As will be argued later, the yield-drop phenomenon found in bulk nanostructured metals is the sign of the activation of the plaston (or the activation of new deformation mode).
Another example of typical stress–strain curves of bulk nanostructured metals is represented in Fig. 1.5, which shows engineering (nominal) stress–strain curves of a high-purity (99.99 mass % purity) Al with various average grain sizes (Kamikawa et al. 2009). The specimens were fabricated by ARB and subsequent annealing processes. The as-ARB processed specimen had ultrafine-grained structure with d = 0.88 μm, but still somehow maintained features of deformed microstructures, i.e., elongated grain morphologies and dislocations inside grains (Kamikawa et al. 2009). The specimen showed relatively high yield strength for a high purity metal, but the uniform elongation was very limited again (1–2%). The total elongation of this specimen was fairly large (>20%), probably because the material had high purity and was soft. Although the specimens with mean grain sizes of 1.2 μm or larger already had nearly equiaxed grain structures with low dislocation density (Kamikawa et al. 2009), the 1.2 and 1.9 μm grain-sized specimens still showed limited uniform elongation. It should be noted again that the specimens having mean grain sizes of 1.2, 1.9, and 3.2 μm showed a sharp yield drop, although the coarse-grained high-purity Al (d = 23 μm) exhibited continuous yielding usually observed in FCC metal. Even typical Lüders deformation was found in the 3.2 μm grain-sized specimen, which corresponded to the nearly flat part on the stress–strain curve. After the Lüders deformation, the specimen showed a slight strain hardening, so that tensile ductility (uniform elongation) was significantly recovered in the 3.2 μm grain-sized specimen although the strength already decreased very much. These are basically the same characteristics as those of the UFG IF steel with BCC structure shown in Fig. 1.4. The outlines of the stress–strain curves shown in Figs. 1.4a and 1.5 show banana-like shapes that correspond to the strength–ductility trade-off curve shown in Fig. 1.1.

Engineering stress–strain curves of the high-purity (99.99 mass % purity) Al having different mean grain sizes (d) ranging from 0.88 to 23 μm. The specimens were fabricated by the ARB process followed by annealing (Kamikawa et al. 2009)
The sudden drop of uniform elongation and tensile ductility in bulk nanostructured metals is simply explained by the plastic instability (Tsuji et al. 2002; Tsuji 2007; Wang et al. 2002; Morris 2008). In tensile testing of materials, necking of the gage part may happen. Since the cross-sectional area of the necked region becomes smaller than the un-necked region, the tensile stress at the necked region becomes higher. On the other hand, the necked region becomes harder than the un-necked region, since the necked region is much more plastically deformed and strain-hardened than the un-necked region. Consequently, whether the necking progresses furthermore or not is determined by the balance between the increased tensile stress and increased strength of the necked region, which is known as the plastic instability condition. Considère criterion shown below is a well-known plastic instability condition for strain-rate insensitive materials (Wagoner and Chenot 1997).
Here, σ is the true flow stress and ε is the true strain, so that (dσ/dε) corresponds to the strain-hardening rate. The plastic instability condition indicates the propagation of necking, that is, the uniform elongation in tensile testing. The Eq. (1.2) tells that the strain-hardening rate (dσ/dε) plays a critical role in the uniform elongation of materials. Grain refinement of metallic materials primarily increases the yield strength and flow stress (σ) according to the Hall–Petch relationship (Hall 1951; Petch 1953) shown in the Eq. (1.1), but the strain-hardening ability (dσ/dε) of the materials is not enhanced because the structure at grain interiors does not change by the grain refinement. As a result, plastic instability would happen at an earlier stage of tensile deformation in materials with finer grain sizes. Such a situation is schematically illustrated in Fig. 1.6. The figure indicates the change of the plastic instability points when the yield strength increases keeping a constant strain-hardening rate, which clearly illustrates that the plastic instability occurs at earlier stages of tensile tests in the material having the finer grain sizes.

Schematic illustration showing the change of the plastic instability point (i.e., the point of uniform elongation) by grain refinement. It is assumed that the yield strength increases by the grain refinement while the strain-hardening rate (dσ/dε) does not change
The plastic instability condition in UFG materials is examined for the IF steel with various mean grain sizes (d) of which tensile properties are shown in Fig. 1.4a. Figure 1.7 shows true stress–strain curves of the IF steel and strain-hardening curves of the specimens having grain sizes of d = 33 μm (blue) and d = 0.4 μm (red). The stress–strain curves are drawn in solid lines till the points of uniform elongation which is determined on the corresponding engineering stress–strain curves, and then drawn in broken lines after the uniform elongation. Generally, the strain-hardening rate of metallic materials monotonically decreases with increasing the plastic strain and meets with the true stress–strain curve. The meeting point corresponds to the plastic instability. The blue curves for the coarse-grained (d = 33 μm) IF steel typically show such a behavior. The intersection of two curves (the plastic instability point) coincides well with the uniform elongation point where the curve changes from the solid line to the broken line. For the UFG specimen with d = 0.4 μm, the red strain-hardening rate curve quickly falls and meets with the flow stress curve near the maximum stress, which also indicates that the plastic instability point coincides with the uniform elongation point. The results confirm that the uniform elongation of these specimens can be well explained by the plastic instability. One of the reasons for the quick decrease of the strain-hardening rate is localized deformation appearing with the yield drop. However, the strain-hardening rate of the 0.4 μm specimen does not recover again, while that of the 1.3 μm specimen increases again after the yield drop and Lüders deformation. Anyway, Fig. 1.7 obviously confirmed the early plastic instability in fine-grained materials, as was schematically interpreted in Fig. 1.6. It seems that the limited uniform elongation (i.e., limited tensile ductility) due to the early plastic instability is indispensable in bulk nanostructured metals having UFG structures.

Reprinted from Scripta Materialia, vol. 181, Tsuji et al., Strategy for managing both high strength and large ductility in structural materials–sequential nucleation of different deformation modes based on a concept of plaston, p. 36, Copyright (2020), with permission from Elsevier
True stress–strain curves of the IF steel specimens having different grain sizes and and strain-hardening rate (dσ/dε) curves of the specimens with the average grain sizes of 33 and 0.4 μm. The stress–strain curves are drawn in solid lines up to the uniform elongation points determined from the engineering stress–strain curves, and then drawn in broken lines in post uniform elongation regions after. Curves for the representatively coarse grained (d = 33 μm) and ultrafine grained (d = 0.4 μm) specimen are expressed in blue and red, respectively (Tsuji et al. 2020a).
3 Bulk Nanostructured Metals Exhibiting Both High Strength and Large Ductility
Although many bulk nanostructured metals exhibit the early plastic instability as shown in the former Sect. 1.2, it has been found recently that some kinds of alloys with UFG microstructures can manage both high strength and large tensile ductility (Tsuji et al. 2019; Tian et al. 2014, 2015, 2016, 2018b; Chen et al. 2014; Bai et al. 2018, 2021; Gao et al. 2019; Chong et al. 2019; Zhang et al. 2020). One example was found in a Mg–6.2Zn–0.5Zr–0.2Ca (mass %) alloy (ZKX600) (Zheng et al. 2017, 2019). Figure 1.8 shows EBSD IPF and grain boundary (GB) maps of the ZKX600 specimens severely deformed by the high-pressure torsion (HPT) process and then annealed. Fully recrystallized microstructures with various average grain sizes ranging from 0.77 μm to 23.3 μm were obtained. Figure 1.9 shows engineering (nominal) stress–strain curves of the Mg–Zn–Zr–Ca specimens having various mean grain sizes ranging from 0.1 to 23.3 μm. The 0.1 μm specimen was just HPT processed, which showed very high yield strength but limited tensile elongation. These are typical mechanical properties of as-SPD processed materials, which could be also found in Figs. 1.4a and 1.5. Other specimens in Fig. 1.9 were all fully recrystallized, even in case of the grain size of 0.77 μm, as shown in Fig. 1.8 (Zheng et al. 2017, 2019). The strength of the alloy continuously increased with decreasing the grain size. It was interesting that the tensile elongation rather increased with decreasing the average grain size from 23.3 to 6.11 μm. When the grain size decreased furthermore, the elongation somehow decreased but still maintained fairly large values over 20%. That is, both high strength and large tensile ductility were managed in the UFG Mg–Zn–Zr–Ca alloy. The 23.3 μm grain-sized specimen showed typical continuous yielding, while the yielding behavior changed to discontinuous type with the grain refinement. Although clear yield drop was not observed in Fig. 1.9, the local strain analysis by the digital image correlation (DIC) technique confirmed that the 0.77 μm grain-sized specimen showed localized deformation similar to Lüders banding around yielding (Zheng et al. 2019).

EBSD IPF maps (a, c, e, g) and grain boundary (GB) maps (b, d, f, h) of the ZKX600 Mg alloy heavily deformed by high pressure torsion (HPT) and then annealed under different conditions. a, b Annealed at 300 °C for 60 s; c, d 400 °C for 1.8 ks; e, f 450 °C for 1.8 ks; g, h 500 °C for 1.8 ks. Colors in the IPF maps indicate crystallographic orientations parallel to the normal direction (ND) of the disc specimens. In the GB maps, high angle boundaries with misorientations (θ) larger than 15° and low angle boundaries with 2° ≦ θ < 15° are drawn in blue and green lines, respectively (Zheng et al. 2017, 2019)

For comparing mechanical properties, two specimens with coarse and ultrafine grain sizes (d = 23.3 μm and 0.77 μm, respectively) were selected. The grain refinement from 23.3 μm to 0.77 μm significantly increased the yield strength of the ZKX600 Mg alloy from 90 to 235 MPa, respectively (Zheng et al. 2017). As mentioned above, the coarse-grained specimen showed continuous yielding typically observed in Mg alloys with conventionally coarse grain sizes, while the UFG specimen showed a discontinuous shape. Different from the IF steel (Fig. 1.4) and pure Al (Fig. 1.5), the UFG Mg alloy showed good strain hardening after yielding, so that it exhibited higher tensile strength (328 MPa) as well as larger uniform and total elongations (20.5% and 26.1%, respectively) than the coarse-grained specimen (showing the tensile strength, uniform elongation and total elongation of 256 MPa, 17.6%, and 20.3%, respectively).
True stress–strain curves and strain-hardening rate curves of the specimens with d = 23.3 μm and d = 0.77 μm are shown in Fig. 1.10 (Zheng et al. 2019; Tsuji et al. 2020a), in order to examine the plastic instability conditions. The curves for the coarse-grained specimen were drawn in blue, while those for the ultrafine-grained specimen were drawn in red. The strain-hardening rate (dσ/dε) of the UFG specimen (d = 0.77 μm; red curve) quickly decreased at the beginning of tensile deformation, which corresponded to the discontinuous yielding of this specimen. However, the strain-hardening rate recovered, and showed high values comparable to the strain-hardening rate of the coarse-grained specimen (d = 23.3 μm; blue curve). At later stages of the tensile deformation, the strain-hardening rate of the UFG specimen maintained higher values than that of the coarse-grained specimen, which explained the postponement of plastic instability and the larger uniform elongation of the UFG specimen than that of the coarse-grained specimen.

Reprinted from Scripta Materialia, vol. 181, Tsuji et al., Strategy for managing both high strength and large ductility in structural materials–sequential nucleation of different deformation modes based on a concept of plaston, Copyright (2020), with permission from Elsevier
Why did the UFG specimen of the Mg alloy exhibit both high strength and large tensile ductility? In order to clarify this, deformation mechanisms in the Mg alloy were investigated. It is well known that basal slip having Burgers vector (b) parallel to an <a> axis in hexagonal close-packed (HCP) crystal structure is the easiest deformation mode in HCP Mg and its alloys (Yoshinaga and Horiuchi 1964). However, basal slips can realize only two-dimensional deformation in each grain, since there is only one basal plane in HCP crystal. As a result, deformation twinning having deformation components along the c-axis operates in Mg and its alloys. Area fractions of deformation twins in the current specimens tensile-deformed to different strains were measured by crystallographic analysis using EBSD. Figure 1.11 shows the measured area fraction of the deformation twins in the specimens having average grain sizes of 23.3 and 0.98 μm (Zheng et al. 2019). In the coarse-grained specimen (d = 23.3 μm), the fraction of deformation twins increased with increasing the tensile strain, which is a typical behavior in Mg alloys. On the other hand, deformation twinning was significantly suppressed in the UFG specimen (d = 0.98 μm). Even after 13% tensile strain, the area fraction of deformation twins was only ~2%. In such a case, how was the three-dimensional plastic deformation without incompatibility between neighboring grains realized in the UFG specimens? For clarifying this point, dislocation substructures were observed by transmission electron microscopy (TEM). Figure 1.12 shows TEM images of the UFG specimen (d = 0.77 μm) of ZKX600 Mg alloy tensile-deformed to 9.5% strain (Zheng et al. 2019; Tsuji et al. 2020a). A number of dislocations are observed in the ultrafine grain located in the bright-field image observed from near [01–10] zone axis (Fig. 1.12a). Figure 1.12b shows a dark-field image of the region surrounded by the red-broken rectangle in (a). Since g = 0002 was used for the dark-field observation, contrasts of dislocations belonging to basal slip systems with only <a> component of Burgers vector (b) must disappear, according to the g · b = 0 criterion. However, many dislocations are still observed clearly in Fig. 1.12b, which indicates there are many dislocations with <c> components of Burgers vector within the ultrafine grain. They are presumably dislocations of pyramidal slip systems with <c + a> Burgers vector. It can be concluded that deformation twinning was greatly suppressed in the UFG Mg alloy, and instead of deformation twins, <c + a> dislocations were activated to realize three-dimensional plastic deformation for satisfying deformation compatibility in the polycrystalline material. The easy basal slips were also activated in all specimens regardless of the grain size. Dislocations belonging to such different slip systems and having different Burgers vectors would interact with each other, which would then inhibit dynamic recovery by cross-slips of screw dislocations, leading to a significant increase of dislocation density and strain-hardening rate, as was shown in Fig. 1.10. The unexpected activation of unusual <c +a> dislocation is the reason for the regeneration of strain hardening and overcoming the trade-off relationship between strength and ductility in the bulk nanostructured Mg alloy.

Area fractions of deformation twins in the ZKX600 Mg alloy specimens with average grain sizes of 23.3 and 0.98 μm (Zheng et al. 2019)

Reprinted from Scripta Materialia, vol. 181, Tsuji et al., Strategy for managing both high strength and large ductility in structural materials–sequential nucleation of different deformation modes based on a concept of plaston, Copyright (2020), with permission from Elsevier
TEM images of the UFG specimen (d = 0.77 μm) of ZKX600 Mg alloy tensile-deformed to 9.5% engineering strain. a Bright-field image observed from near [01–10] zone axis under two-beam condition. b Dark-field image of the region surrounded by red-broken rectangle in (a), using g = 0002 (Zheng et al. 2019; Tsuji et al. 2020a).
Next, another type of example for the UFG materials overcoming the strength–ductility trade-off is introduced. Figure 1.13 shows engineering stress–strain curves of a 31Mn–3Al–3Si (mass %) steel with different mean grain sizes ranging from 0.60 to 15.4 μm (Kitamura 2017; Bai et al. 2016, 2021). The 31Mn–3Al–3Si steel has a stable austenite (face-centered cubic (FCC) crystal structure) single-phase microstructure at room temperature. High-Mn steels are known to manage both high strength and good tensile ductility. It has been considered that their good mechanical properties are attributed to deformation twinning frequently happening during plastic deformation, so that they are called twinning-induced plasticity (TWIP) steels (Grässel et al. 2000; De Cooman et al. 2018). The 31Mn–3Al–3Si steel is one of the typical high-Mn TWIP steels. The specimens having various average grain sizes (d) ranging from 0.60 to 15.4 μm were fabricated by conventional heavy cold rolling and subsequent annealing, and all the specimens showed fully recrystallized microstructures. As is shown in Fig. 1.13, the strength of the alloy increased with decreasing grain size. Tensile ductility showed nearly the same large values (~100%) from d = 15.4 μm to d = 7.8 μm, and then gradually decreased with decreasing the grain size. However, even the ultrafine-grained specimen with d = 0.60 μm showed large tensile elongation (uniform elongation) over 40%. The 31Mn–3Al–3Si steel showed single-phase austenite structure, so that coarse-grained specimens exhibited continuous yielding typically found in FCC metals and alloys. On the other hand, discontinuous yielding with clear yield drop was found in the UFG specimens with mean grain sizes smaller than 1.5 μm. Stress–strain curve of the 0.60 μm specimen showed a flat part corresponding to Lüders deformation, although the Lüders strain was small (~4%).

True stress–strain curves and corresponding strain-hardening rate curves of the Fe–31Mn–3Al–3Si specimens having coarse grain size (d = 15.4 μm; blue) and ultrafine grain size (d = 0.60 μm; red) are shown in Fig. 1.14 (Tsuji et al. 2020a). Similar to the IF steel (Fig. 1.7) and the ZKX600 Mg alloy (Fig. 1.10), the strength of the austenitic steel significantly increased by the grain refinement. The strain-hardening rate (dσ/dε) of the UFG specimen with d = 0.60 μm quickly dropped, corresponding to the discontinuous yielding with the yield drop, but promptly recovered and maintained rather higher values than that of the coarse-grained specimen. Consequently, the UFG specimen showed high tensile strength (836 MPa) and large uniform elongation (43.3%).

Reprinted from Scripta Materialia, vol. 181, Tsuji et al., Strategy for managing both high strength and large ductility in structural materials–sequential nucleation of different deformation modes based on a concept of plaston, Copyright (2020), with permission from Elsevier
True stress–strain curves and corresponding strain-hardening rate curves of the 31Mn–3Al–3Si austenitic steel specimens having coarse grain size (d = 15.4 μm; blue) and ultrafine grain size (d = 0.60 μm; red) (Tsuji et al. 2020a).
In order to understand the deformation mechanism, deformation microstructures of the Fe–31Mn–3Al–3Si specimens tensile-deformed were carefully observed. First, the specimens having average grain sizes of 15.4 μm (coarse grained), 4.5 μm (fine-grained), and 0.79 μm (ultrafine grained) were deformed to different strains by tensile tests, and then deformation substructures were observed by electron channeling contrast imaging (ECCI) in SEM. From ECCI data, area fraction and number density of deformation twins were measured. Figure 1.15 summarizes changes of the number densities [number/m2] of deformation twins with a progress of tensile deformation. It has been experimentally shown and believed that grain refinement of matrix suppresses deformation twinning in FCC metals and alloys (Surya et al. 1999). The suppression of deformation twinning by grain refinement has been explained by the decrease of the chance of dislocation reactions that produce deformation twins in FCC crystals (Venables 1961; Cohen and Weertman 1963; Miura et al. 1968; Mahajan and Chin 1975). However, Fig. 1.15 clearly shows that the number of deformation twins per unit area increases by the grain refinement. Especially, the UFG specimen with d = 0.79 μm exhibited much larger number of twins than the conventionally coarse-grained specimen with d = 15.4 μm.

Number of deformation twins per unit area obtained from ECC images of the tensile tensile-deformed specimens having different mean grain sizes of 15.4 μm, 4.5 μm, and 0.79 μm. Plotted as a function of tensile engineering strain (Bai et al. 2021)
An ECC image of the UFG specimen with d = 0.79 μm tensile-deformed to 1.6% is shown in Fig. 1.16 (Tsuji et al. 2020a; Kitamura 2017; Bai et al. 2021). At this early stage of tensile deformation just after the yield drop, thin deformation twins nucleated from grain boundaries of ultrafine grains. The deformation microstructures of the 31Mn–3Al–3Si specimens with different mean grain sizes were also observed by TEM carefully (Hung et al. 2021a, b, c). TEM images shown in Fig. 1.17 indicate a transition of deformation substructures from in-grain slip dislocations in a coarser grain to deformation twins nucleated from grain boundaries in an ultrafine grain (Hung et al. 2021a). It should be noted that the deformation twins are quite thin and have thicknesses of a few nm ~ 10 nm. As a result, the area fraction of deformation twins in the UFG specimen was rather smaller than that of the coarse-grained specimen. Since twin boundaries are high-angle grain boundaries (mostly \(\Sigma\)3 boundaries), they act as strong obstacles for dislocation slips. The formation of a number of thin twins subdivides the matrix very much and would decrease the slip length of dislocations, leading to more dislocations accumulated. This would be the reason why the strain hardening of the UFG 31Mn–3Al–3Si specimens was enhanced and good mechanical properties managing both high strength and large tensile ductility (uniform elongation) was realized. It should be emphasized again that deformation twinning was exceptionally enhanced and the twins nucleated from grain boundaries (not by the dislocation interactions in grains) in the UFG specimens of the 31Mn–3Al–3Si steel.

Reprinted from Scripta Materialia, vol. 181, Tsuji et al., Strategy for managing both high strength and large ductility in structural materials–sequential nucleation of different deformation modes based on a concept of plaston, Copyright (2020), with permission from Elsevier

TEM images showing the transition of deformation microstructures from in-grain slip dislocations in a coarse grain to deformation twins nucleated from grain boundaries in an ultrafine grain (Hung et al. 2021a)
The last example introduced as a bulk nanostructured metal managing both high strength and large tensile ductility is a 24Ni–0.3C (mass %) steel. Although the Fe–24Ni–0.3C alloy also shows FCC single phase at room temperature, the austenite is a metastable phase and can transform to α’ martensite with body-centered cubic or tetragonal (BCC or BCT) crystal structure by deformation. Fully recrystallized specimens of the 24Ni–0.3C steel composed of single-phase FCC austenite having different average grain sizes were fabricated by SPD using high-pressure torsion (HPT) followed by heat treatments under different conditions (Chen et al. 2014, 2015). Figure 1.18 shows engineering (nominal) stress–strain curves of the coarse-grained (d = 35 μm), fine-grained (d = 1.1 μm), and UFG (d = 0.5 μm) specimens of the 24Ni–0.3C steel. In this metastable austenitic steel, even the coarse-grained specimen (d = 35 μm) showed a high strain-hardening rate, leading to high strength and outstanding tensile ductility over 240% elongation. The good mechanical property is attributed to the deformation-induced martensitic transformation, which is called transformation-induced plasticity (TRIP) (Zackay et al. 1967). It is known that the tensile elongation of TRIP steels greatly depends on the deformation temperature since the stability of austenite against martensitic transformation changes depending on temperature, and the maximum elongation is obtained at a certain deformation temperature. The stress–strain curves shown in Fig. 1.18 are those showing the maximum elongations in the different grain-sized specimens. The tensile tests were carried out at different temperatures indicated, because grain refinement stabilizes austenite against martensitic transformation (Umemoto and Owen 1974). Actually, the martensitic transformation starting temperature (Ms) upon cooling of austenite decreased from −26 to −66 °C with refining the austenite grain size from 35 to 0.5 μm (Chen et al. 2014; Chen 2015). The strength of materials greatly increased with decreasing the grain size. The coarse-grained specimen (d = 35 μm) showed typical continuous yielding, while the fine-grained (d = 1.1 μm) and ultrafine-grained (d = 0.5 μm) specimens exhibited discontinuous yielding with clear yield-drops as was observed in the UFG IF steel (Fig. 1.4a), pure Al (Fig. 1.5), ZKX600 Mg alloy (Fig. 1.9), and 31Mn–3Al–3Si austenitic steel (Fig. 1.13). Although the tensile ductility decreased with decreasing the grain size, the 0.5 μm grain-sized specimen maintained fairly large tensile elongation over 100% still. Serrations were obviously observed on the stress–strain curves of all the specimens. Such serrations have been considered to correspond to the deformation-induced martensitic transformation during the deformation, although the exact mechanism of serration behavior in TRIP steels is still unclear (Hwang et al. 2021). Fractions of transformed martensite in these specimens tensile tested to different strains were measured by EBSD and plotted in Fig. 1.18b (Chen 2015). The figure clearly indicates that the deformation-induced martensitic transformation was rather enhanced in the UFG specimen, despite that the austenite was stabilized by the grain refinement of austenite, as was described above. The increase of martensite fraction shown in Fig. 1.18b coincided well with the appearance of serrations on the stress–strain curves shown in Fig. 1.18a.

a Engineering (nominal) stress–strain curves of the 24Ni–0.3C specimens having three different grain sizes, 35 μm, 1.1 μm, and 0.5 μm (Chen 2015). The 35 μm, 1.1 μm, and 0.5 μm grain-sized specimens were tensile-tested at 50 °C, 30 °C, and 20 °C, respectively, and the test temperatures corresponded to the temperature at which the specimens showed the largest elongation. b Fractions of martensite in the specimens with three different mean grain sizes tensile tested to different strains (Chen 2015)
True stress–strain curves and corresponding strain-hardening rate curves of the Fe–24Ni–0.3C steel having average grain sizes of 35 μm (blue) and 0.5 μm (red) are shown in Fig. 1.19 (Tsuji et al. 2020). The specimens with fully recrystallized austenitic microstructures with different mean grain sizes were fabricated by heavy deformation and subsequent heat treatments (Chen et al. 2014), and the tensile tests were conducted at room temperature. The strain-hardening rate of the coarse-grained specimen showed a typical S-shape characteristic in TRIP steels. That is, strain-hardening rate was regenerated by the deformation-induced martensitic transformation. Martensite in carbon-containing steels is much harder than austenite. The strain-hardening rate of the UFG specimen quickly dropped due to the discontinuous yielding again, but gradually recovered to show an S-curve. Although the increase of the strain-hardening rate in the UFG specimen was moderate, compared to that in the coarse-grained specimen, a high strain-hardening rate was maintained up to the later stage of deformation. As a result, the plastic instability point of the UFG specimen was rather postponed than that of the coarse-grained specimen. It has been confirmed that deformation-induced martensite in the UFG specimen nucleated from grain boundaries of austenite matrix (Tsuji et al. 2020a; Mao 2021).

True stress–strain curves and corresponding strain-hardening rate curves of the Fe–24Ni–0.3C steel having average grain sizes of 35 μm (blue) and 0.5 μm (red) (Tsuji et al. 2020)
In conclusion, deformation-induced martensitic transformation was unexpectedly activated in the UFG 24Ni–0.3C metastable austenitic steel, which caused significant regeneration of strain-hardening rate, leading to managing both high strength and large ductility. The deformation-induced martensite nucleated from grain boundaries of austenite. The result is quite similar to the unexpected activation of <c + a> dislocations in the ZKX600 Mg alloy (Fig. 1.12), and unusual enhancement of deformation twinning in ultrafine-grained 31Mn–3Al–3Si austenitic steel (Figs. 1.15, 1.6 and 1.17) shown above, suggesting that there is a key phenomenon commonly happening in bulk nanostructured metals (or UFG metallic materials) for overcoming the strength-ductility trade-off.
4 Proposing the Concept of Plaston and a Strategy to Overcome Strength-Ductility Trade-Off
In the former Sect. 1.3, mechanical properties of several kinds of bulk nanostructured metals were introduced. Interestingly, some kinds of bulk nanostructured metals managed both high strength and large ductility, which suggested a possibility to overcome the strength-ductility trade-off shown in Fig. 1.1. In such bulk nanostructured metals, different deformation modes were unexpectedly activated, i.e., unusual <c + a> dislocations in the ZKX600 Mg alloy, deformation twins having nano-thicknesses in the 31Mn–3Al–3Si steel, and deformation-induced martensite in the 24Ni–0.3C metastable austenitic steel. They enhanced or regenerated the strain-hardening rate of the materials, leading to high strength and large ductility. Then, the question is, why were such unexpected deformation modes activated?
The yield-drop phenomena or discontinuous yielding universally happened in bulk nanostructured metals would be the key phenomenon to understanding the activation of unexpected deformation modes. As shown in Figs. 1.4a, 1.5, 1.9, 1.13, and 1.18a, the IF steel, pure Al, ZKX600 Mg alloy, 31Mn–3Al–3Si steel, and 24Ni–0.3C steel all showed discontinuous yielding characterized by clear yield drop in most cases, even though the coarse-grained counterparts of the same alloys exhibited continuous yielding. Here, it should be noted that the UFG specimens that represented the discontinuous yielding had recrystallized microstructures. We consider that this was because the normal deformation mode (i.e., normal dislocation slips) became difficult to operate within fully recrystallized ultrafine grains having limited volumes (Bai et al. 2021; Tsuji et al. 2017). Similar phenomena have been reported after micro-pillar experiments in the last decade (Uchic et al. 2004, 2009; Greer et al. 2005; Kraft et al. 2010). When the size of the micro-pillar single crystals of various kinds of materials fabricated by focused ion beam (FIB) processing decreased below a few micro-meters, their strengths greatly increased and the “strain-burst” was frequently observed on the load–displacement curves under load-controlled deformation (Uchic et al. 2004, 2009; Greer et al. 2005; Kraft et al. 2010; Fujimura et al. 2011; Inoue et al. 2013; Chen et al. 2016; Okamoto et al. 2016; Zhang et al. 2017; Higashi et al. 2018), which also corresponded to the “pop-in” phenomenon in nano-indentation tests (Li et al. 2021). These have been explained by the so-called dislocation source hardening (Greer et al. 2005; Uchic et al. 2009; Parthasarathy et al. 2007; Lee and Nix 2012). Metallic materials maintain a relatively large number of dislocations even after annealing, so that coarse crystals generally involve easy dislocation sources (like Frank-Read source (Anderson et al. 2017) as well as pre-existing mobile dislocations. Therefore, coarse crystals need not newly nucleate dislocations to initiate and continue plastic deformation. When the crystal size decreases very much, the fine crystals might not include any dislocation sources stochastically, leading to high yield strength sometimes approaching the ideal strength of the crystal (Uchic et al. 2009; Bei et al. 2008; Zhu et al. 2008, 2009; Jennings et al. 2013; Sudharshan Phani et al. 2013; Ogata et al. 2002, 2004; Zhu and Li 2010). It would be reasonable to consider that a similar thing happens in annealed polycrystalline grains with sub-micrometer grain sizes. We think that the yield-drop phenomenon and discontinuous yielding that have been universally observed in fully recrystallized bulk nanostructured metals regardless of the kind of materials (Tsuji et al. 2002; Tian et al. 2018a, 2020a; Saha et al. 2013; Yoshida et al. 2017, 2019; Terada et al. 2008; Zheng et al. 2017, 2019, 2020a; Gao et al. 2014a) reflects such a situation, since it is well known that the yield-drop phenomenon generally happens when free (mobile) dislocations are deficient in crystals (Hall 1970).
The dislocation density in recrystallized metallic materials is known to be about 1012 m−2–1013 m−2. Such a dislocation density does not probably depend on the grain size. However, as is summarized in Table 1.1, the number of dislocations existing in each grain decreases with decreasing the average grain size naturally. For the calculation, it was simply assumed that grains had cubic shapes and the dislocation density (ρ) was 1012 m−2 or 1013 m−2. It is clearly seen from Table 1.1 that the number of dislocations per grain is significantly limited in ultrafine grain sizes smaller than 1 μm, while each grain has more than 100 dislocations in conventionally coarse-grained materials even in the annealed state. In such coarse-grained polycrystals, loading would induce slips of pre-existing dislocations in each grain. Dislocations can be multiplied by pre-existing Frank-Read sources as well as dislocation sources formed through the enhanced slips (like double cross-slip) of dislocations. These lead to the continuous yielding in coarse-grained polycrystalline metals. On the other hand, when the average grain size decreases to 1 μm, the number of dislocations per grain would be only one or ten under the dislocation density of 1012 m−2 or 1013 m−2, respectively. Slip of such small number of pre-existing dislocations cannot induce large-scale plastic deformation continuously. Furthermore, there would be less chance of dislocation interactions in each tiny grain for creating dislocation sources that can multiply dislocations and realize plastic deformation continuously. As a result, it is difficult to start macroscopic yielding in such ultrafine grains having recrystallized microstructures. For initiating plastic deformation in such nanostructured metals, any carriers of plastic deformation have to be nucleated. When the applied stress (or a local stress) reaches a critical value, such deformation carriers are nucleated and plastic deformation starts. In case of micro pillars and nano-indentation, nucleation of deformation modes initiates most likely from the surfaces (Okamoto et al. 2013, 2014; Nakatsuka et al. 1760; Kishida et al. 2018), and unusual deformation modes might be activated. In fact, Kishida et al. (2020) have recently found a change of deformation mode from deformation twinning into {10–11} pyramidal <c + a> dislocations in [0001]-oriented micro pillars of pure Ti due to the small specimen size. Deformation modes are possibly activated from grain boundaries in the bulk nanostructured metals of which densities of grain boundaries are high, which agreed with the experimentally observed nucleation of deformation twins in the UFG 31Mn–3Al–3Si steel (Figs. 1.16 and 1.17) and deformation-induced martensite in the UFG 24Ni–0.3C steel from grain boundaries (Tsuji et al. 2020a; Mao 2021). The high stress condition that resulted from the suppression of normal dislocation slips due to the deficiency of pre-existing dislocations and dislocation sources in each recrystallized ultrafine grain is also a key factor for activating the unexpected deformation modes. Similar things must happen in the UFG IF steel and pure Al as well. However, only the same deformation mode as that in the coarse-grained counterparts (i.e., normal a/2 <111> dislocations and a/2 <110> {111} dislocations in BCC and FCC crystals, respectively) operates, so that the strain-hardening rate can not be regenerated in the IF steel and pure Al. Consequently, it can be concluded that activating different deformation modes is important for enhancing or regenerating the strain-hardening rate of the material, in order to realize both high strength and large tensile ductility.
After the consideration mentioned above, a general strategy to manage both high strength and large tensile ductility can be proposed, as schematically represented in Fig. 1.20. The operation of a normal deformation mode, such as conventional dislocation slips, promotes strain hardening. However, in general, the strain-hardening rate monotonically decreases with the progress of plastic deformation, as was shown in Figs. 1.6 and 1.7. If a different deformation mode (deformation mode-2 in Fig. 1.20) is activated, the strain-hardening ability of the material could be regenerated probably owing to interactions between different deformation modes (in other words, interactions between resultant lattice defects of different types), leading to a postponement of plastic instability. When different deformation modes are sequentially activated, the strain-hardening ability may be regenerated at all such times, leading to high strength and large ductility of the material, as is illustrated in Fig. 1.20.Footnote 1 A schematic illustration showing nucleation of new deformation mode from a grain boundary in UFG metals observed above is also shown in Fig. 1.20, as an example of such an activation. The details of the reason why the strain hardening was regenerated by the operation of different deformation modes are still unclear. High-Mn steels and metastable austenitic (Ni–C) steels are originally known to show good balances of strength and ductility even in conventionally coarse grain sizes (Demeri 2013). Their good mechanical properties have been considered due to deformation twinning or deformation-induced martensitic transformation, which has been named TWIP (Grässel et al. 2000; De Cooman et al. 2018) or TRIP (Zackay et al. 1967), respectively. However, the mechanisms of enhanced strain hardening have not yet been exactly clarified even for the conventional TWIP and TRIP phenomena (Luo and Huang 2018).

Schematic illustration showing a new strategy, inspired from the results in the bulk nanostructured metals, for managing both high strength and large ductility in metallic materials through sequential nucleation (activation) of different deformation modes and regeneration of strain-hardening rate. The illustration at the bottom illustrates the nucleation of a new deformation mode from a grain boundary in an UFG material, as an example of such a nucleation. Reprinted from Scripta Materialia, vol. 181, Tsuji et al., Strategy for managing both high strength and large ductility in structural materials–sequential nucleation of different deformation modes based on a concept of plaston, Copyright (2020), with permission from Elsevier
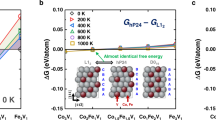
Another critical point unknown and to be clarified is the activation (nucleation) mechanism of different deformation modes (Li 2007). For designing metallic materials having appropriate chemical compositions and microstructures for sequentially activating different deformation modes and enhancing strain hardening as expressed in Fig. 1.20, we have to figure out the activation mechanism. In order to understand the activation of deformation modes generally, we should consider the energetics and kinetics of the deformation mode under a mechanical loading (stress), as illustrated in Fig. 1.21. Figure 1.21a shows changes in the free energy of the system (material) during the activation of a deformation mode, as a function of the reaction coordinate (collective valuable), i.e., the plastic strain in this case. Figure 1.21b schematically expresses changes of local atomistic structures in a crystal, corresponding to different stages in Fig. 1.21a. Figure 1.21b-1, and b-2 exhibit the status between the initial point (A) and the peak-energy point (B) in Fig. 1.21a, while Fig. 1.21b-3 indicates that between the point (B) and the point (C) in Fig. 1.21a. In Fig. 1.21a, two different free energy curves are drawn, corresponding to the case without stress (black) and the case under a stress (red), respectively. In both cases, the material needs to overcome an energy barrier (ΔG) for activation. When no stress is applied, only thermal activation may help to overcome the barrier (ΔG0). However, the resultant state (C) would have higher free energy than the initial state (A) owing to lattice defects introduced by the plastic deformation (such as dislocations, surface steps, deformation twins, martensite crystals, and so on), so that the reaction from (A) to (C) via (B) cannot spontaneously happen without mechanical loading (stress). When stress is applied to the material, the activation barrier is reduced from ΔG0 to ΔG1, by mechanical activation. (Note that the starting point A is fixed in Fig. 1.21a for both unloading and loading cases.) Correspondingly, it should be noted that the final state (C) becomes lower than the initial state (A) in the case under loading, because of a release of an energy realized by the plastic deformation. This means that a driving force from (A) to (C) arises under a stress.

Reprinted from Scripta Materialia, vol. 181, Tsuji et al., Strategy for managing both high strength and large ductility in structural materials–sequential nucleation of different deformation modes based on a concept of plaston, Copyright (2020), with permission from Elsevier
a Changes in the free energy of the system (material) during the nucleation of a deformation mode according to the reaction coordinate (collective valuable), the plastic strain in this case. Two different free energy curves are drawn, corresponding to a case without stress (black) and a case under a stress (red), respectively. b Schematic illustrations showing changes of atomistic structures in a crystal, corresponding to different stages of nucleation shown in (a). Red atoms correspond to the “plaston”, i.e., the local defective region collectively activated mechanically and thermally at a singular region in the material. The propagation of the plaston brings about plastic deformation and may leave a particular lattice defects, such as stacking faults, deformation twins, martensite, etc.
Let us here consider the change of local atomistic structures during the process in Fig. 1.21b. Here, a perfect crystal without any lattice defects that can be carriers of plastic deformation (like dislocations) is considered. In such a case, we need to nucleate a new deformation mode that leads to a plastic deformation for relaxing the stress. At a singular region with high local stress and/or high energy concentration in the material, such as grain/phase boundary, surface, crack tip, etc., a certain group of atoms would be activated mechanically and thermally, and then form defective zones (drawn by red atoms in Fig. 1.21b). Migration of the local defective zone results in a plastic strain. Between the states (A) and (B) before the energy barrier in Fig. 1.21a, the defective zone may migrate back and forth. After overcoming the barrier (ΔG1), however, the defective zone migrates in one direction to produce further plastic deformation. The formation and migration of such a local defective zone is the elemental process for the nucleation of a new deformation mode. The propagation of the defective zone may leave a particular defect, such as a dislocation, stacking fault, deformation twin, martensite, rejuvenated glass, and so on, depending on the type of the deformation mode. We would like to call such a localized defective zone of mechanically and thermally excited atoms (expressed by red atoms in Fig. 1.21b) “plaston”,Footnote 2 since it is the essential structure that leads to a plastic strain by its migration. Atomistic structure in dislocation core is one of such localized defective zones. Such structures would be observed at migrating tips of deformation twins, martensite, and shear bands in metallic glasses.
As was mentioned above, enhancing both strength and ductility by deformation twinning and deformation-induced martensitic transformation has been already known as TWIP (Grässel et al. 2000; De Cooman et al. 2018) and TRIP (Zackay et al. 1967), respectively. However, we cannot yet actively control TRIP and TWIP, since we still do not know the critical atomistic process of nucleation for deformation twinning and deformation-induced martensitic transformation. Additionally, we think that it has not yet been clearly proved why global strain hardening of materials is enhanced by deformation twinning (TWIP) and martensitic transformation (TRIP). Dislocation theory is generally powerful to explain plastic deformation and strength of metallic materials, but has a limitation. The dislocation theory is based on elastic fields around dislocations, but the elastic fields of dislocations are obtained assuming Volterra’s hollow cylinder (Lee and Nix 2012; Anderson et al. 2017). Therefore, the dislocation theory does not treat discrete atomistic information. As a result, we cannot discuss the nucleation of dislocations. Nucleation and growth of deformation twins (especially in FCC crystals) and martensite have been often described by the movement of partial or interfacial dislocations and reactions of dislocations, which are, however, just based on geometry. Since conventional metallic materials generally involve large numbers of pre-existing dislocations and easy dislocation sources, as was argued in the Sect. 1.4, it is rather unnecessary to consider nucleation of dislocations in most cases. However, as has been shown above, we need to consider the nucleation of dislocations in nanostructured metals having recrystallized UFG structures. It is also well known that twins and martensite preferentially nucleate from grain boundaries. In the present manuscript, indeed, we have shown that deformation twins, martensite, and c + a dislocations in HCP Mg alloys nucleated from grain boundaries in ultrafine-grained metals (Figs. 1.12, 1.16, 1.17, and 1.18). Those nucleation processes cannot be described by the conventional dislocation theory. We need to understand elementary processes for those phenomena in atomistic scales with their thermodynamics and kinetics, in order to control the sequential nucleation illustrated in Fig. 1.20.
The plaston expressed in Fig. 1.21 does describe such atomistic processes. The concept of plaston expressed in Fig. 1.21 is useful for various kinds of plastic phenomena, i.e., the nucleation and migration of dislocations (Shinzato et al. 2019), deformation twins (Ogata et al. 2005; Ishii et al. 2016), martensite, disclination, dislocation loops (Zhu et al. 2008, 2007; Du et al. 2016; Li et al. 2018; Sato et al. 2019), disconnections/ledges/steps on grain boundary/interface (Combe et al. 2016; MacKain et al. 2017), vacancy/interstitial clusters, shear transformation in glass (Shimizu et al. 2006, 2007; Zhao et al. 2013; Boioli et al. 2017), and other unknown things in atomistic scales. Recently, we have succeeded in explaining mechanical activation of different deformation modes in recrystallized pure Mg with various average grain sizes based on the concept of plaston, according to a simple diagram showing critical stresses for activating different deformation modes from grain boundaries (Zheng et al. 2020b). On the other hand, Mao (2021) has experimentally quantified the activation energy for deformation-induced martensitic transformation in Fe–23Ni–3.55Mn alloy. Such accumulation of experimental analyses and computer simulations in atomistic scale considering plaston would deepen the understanding of activation and migration properties of the localized defective zone (plaston) that produces plasticity. Different kinds of plaston would have different activation energies and different dependencies on stress and temperature. Once we figure out those properties, we would be able to design optimized material with appropriate chemical compositions and microstructures and to realize optimized processes at appropriate temperature and strain rate for controlling the activation of plaston. The concept of plaston would be also useful for considering fatigue and fracture behavior of materials, since regions near crack-tips are typical singular points of stress. Then it would become possible not only to overcome the strength-ductility trade-off, but also to make less deformable materials plastic.
5 Conclusions
Nowadays, extremely high strength is often required for structural materials, but managing both high strength and large ductility has been a challenge in any kind of material including metals and alloys. Bulk nanostructured metals composed of ultrafine grains with average grain sizes smaller than 1 μm exhibit very high strength compared to their coarse-grained counterparts, but bulk nanostructured metals generally show limited uniform tensile elongation of a few % due to the early plastic instability. On the other hand, the present authors have found several exceptions of bulk nanostructured alloys with recrystallized structures that can overcome the strength-ductility trade-off. In such bulk nanostructured alloys, unexpected deformation modes were activated because of the scarcity of dislocations and dislocation sources in each recrystallized ultrafine grain. Concrete examples of unexpected deformation modes activated were <c + a> dislocations in a Mg alloy, nano deformation twins in high-Mn austenitic steels, and deformation-induced martensite in metastable austenitic steels. All those newly activated deformation modes seemed to nucleate from grain boundaries in the nanostructured metals, and they enhanced strain hardening of the materials (probably due to interactions between different deformation modes including normal dislocations), leading to the postponement of plastic instability and excellent mechanical properties managing high strength and large tensile ductility. Based on such experimental results in bulk nanostructured metals, the authors have proposed a new strategy of sequential nucleation of different deformation modes for realizing advanced structural materials showing excellent mechanical properties and a new concept of plaston for understanding the nucleation process of deformation modes under mechanical loading. Understanding of the plaston concept would make it possible to design advanced structural materials that control the activation of various deformation modes in appropriate timing in deformation and would give a fundamental guiding principle for managing both high strength and high ductility/toughness.
Notes
- 1.
Because the initiation of new deformation modes releases elastic energy stored in the material, the flow stress might decrease at that moment, which is reflected in Fig. 1.20. This corresponds to the yield-drop phenomenon universally occurring in recrystallized UFG materials, as discussed above. Such a drop of the stress might be masked in bulky materials having heterogeneities in microstructures, but can appear more obviously in nano-scale materials. Whether such a stress-drop appears on the global stress–strain curve would also depend on the nucleation kinetics of the new deformation mode as well as the degree of heterogeneity of its appearance in the material.
- 2.
Here, the authors need to note that the term “plaston” was firstly used by Korbel et al. (1986), Korbel and Martin (1986), Pawełek and Korbel (1990), to the authors’ best knowledge. Korbel et al. (1986), Korbel and Martin (1986), Pawełek and Korbel (1990) studied the formation of shear bands in polycrystalline metals. They considered that avalanche-like movement of dislocations in shear banding would promote propagation of local stresses in the way similar to “soliton”, so that they used the term “plaston” for describing the movement of a dislocation group to form a shear band. It should be emphasized, therefore, that the definition of “plaston” in the present manuscript and our papers (Tsuji et al. 2020a; Tsuji et al. 2020b) is totally different from that by Korbel et al. (1986), Korbel and Martin (1986), Pawełek and Korbel (1990).
References
Altan BS (2006) Severe plastic deformation toward bulk production of nanostructured materials. NOVA Science Publishers, NY
Anderson PM, Hirth JP, Lothe J (2017) Theory of dislocations, 3rd edn. Cambridge University Press, Cambridge
Azushima A, Kopp R, Korhonen A, Yang DY, Micari F, Lahoti GD, Groche P, Yanagimoto J, Tsuji N, Rosochowski A, Yanagida A (2008) SIRP Ann 57:716–735
Bai Y, Kitamura H, Gao S, Tian Y, Park N, Park M, Adachi H, Shibata A, Sato M, Murayama M, Tsuji N (2021) Unique transition of yielding mechanism and unexpected activation of deformation twinning in ultrafine grained Fe–31Mn–3Al–3Si alloy, Sci Rep 11:15870
Bai Y, Momotani Y, Chen MC, Shibata A, Tsuji N (2016) Mater Sci Eng A 651:935–944
Bai Y, Tian Y, Gao S, Shibata A, Tsuji N (2018) J Mater Res 32:4592–4604
Bei H, Shim S, Pharr GM, George EP (2008) Acta Mater 56:4762–4770
Boioli F, Albaret T, Rodney D (2017) Phys Rev E 95:033005
Chen S (2015) PhD thesis. Kyoto University
Chen S, Shibata A, Gao S, Tsuji N (2014) Mater Trans 55:223–226
Chen ZMT, Okamoto NL, Demura M, Inui H (2016) Scripta Mater 121:28–31
Chong Y, Deng G, Gao S, Yi J, Shibata A, Tsuji N (2019) Yielding nature and Hall-Petch relationship in Ti–6Al–4V alloy with fully equiaxed and bimodal microstructures. Scripta Mater 172:77–82
Combe N, Mompiou F, Legros M (2016) Phys Rev B 024109
Cohen J, Weertman J (1963) A dislocation model for twinning in fcc metals. Acta Metall 11:996–998
De Cooman BC, Estrin Y, Kim SK (2018) Twinning-induced plasticity (TWIP) steels. Acta Mater 142:283–362
Copper N, Fang TH, Li WL, Tao NR, Lu K (2011) Science 331:1587–1590
Demeri MY (2013) Advanced high-strength steels: science, technology, and applications. ASM International, Materials Park, Ohio
Du J-P, Wang Y-J, Lo Y-C, Wan L, Ogata S (2016) Phys Rev B 94:104110
Fujimura K, Kishida K, Tanaka K, Inui H, Symp MRS (2011) Proc 1295:201–206
Gao S, Bai Y, Zheng R, Tian Y, Mao W, Shibata A, Tsuji N (2019) Mechanism of huge Luders deformation in ultrafine grained austenitic stainless steel. Scripta Mater 159:28–32
Gao S, Chen MC, Chen S, Kamikawa N, Shibata A, Tsuji N (2014a) Yielding behavior and its effect on uniform elongation of fine grained IF steel. Mater Trans 55:73–77
Gao S, Chen M, Chen S, Kamikawa N, Shibata A, Tsuji N (2014b) Mater Trans 55:73–77
Grässel O, Kruger L, Frommeyer G, Meyer L (2000) Int J Plast 16:1391–1409
Greer JR, Oliver WC, Nix WD (2005) Acta Mater 53:1821–1830
Hall EO (1951) Proc Phys Soc London B 64:742–747
Hall EO (1970) Yield point phenomena in metals & alloys. Plenum Press, New York
He BB, Hu B, Yen HW, Cheng GJ, Wang ZK, Luo HW, Huang MX (2017) Science 357:1029–1032
Higashi M, Momono S, Kishida K, Okamoto NL, Inui H (2018) Acta Mater 161:161–170
Huang X, Hansen N, Tsuji N (2006) Hardening by annealing and softening by deformation in nanostructured metals. Science 312:249–251
Hung C-Y, Bai Y, Tsuji N, Murayama M (2021a) Grain size altering yielding mechanisms in ultrafine grained highustenitic steel: Advanced TEM investigations. J Mater Sci Tech 86:192–203
Hung C-Y, Bai Y, Shimokawa T, Tsuji N, Murayama M (2021b) A correlation between grain boundary character and deformation twin nucleation mechanism in coarse-grained high-Mn austenitic steel. Sci Rep 11:8468
Hung C-Y, Shimokawa T, Bai Y, Tsuji N, Murayama M (2021c) Investigating the dislocation reactions on Σ3{111} twin boundary during deformation twin nucleation process in an ultrafine-grained high-manganese austenitic steel. Sci Rep 11:19298
Hwang S, Park M, Bai Y, Shibata A, Mao W, Adachi H, Sato M, Tsuji N (2021) Mesoscopic nature of serration behavior in high-Mn austenitic steel. Acta Mater 205:116543
Inoue A, Kishida K, Inui H, Hagihara K, Symp MRS (2013) Proc 1516:151–156
Ishii A, Li J, Ogata S (2016) Int J Plast 82:32–43
Jennings AT, Weinberger CR, Lee SW, Aitken ZH, Meza L, Greer JR (2013) Acta Mater 61:2244–2259
Kamikawa N, Huang X, Tsuji N, Hansen N (2009) Strengthening mechanisms in nanostructured high purity aluminum deformed to high strains and annealed. Acta Mater 157:4198–4208
Kim S-H, Kim H, Kim NJ (2015) Nature 518:77–79
Kishida K, Kim JG, Nagae T, Inui H (2020) Experimental evaluation of critical resolved shear stress for first-prder pyramidal c + a slip in commercially pure Ti by micropillar compression method. Acta Mater 196:168–174
Kishida K, Maruyama T, Matsunoshita H, Fukuyama T, Inui H (2018) Acta Mater 159:416–428
Kitamura H (2017) Master thesis. Kyoto University
Kraft O, Gruber PA, Mönig R, Weygand D (2010) Annu Rev Mater Res 40:293–317
Korbel A (1986) A real nature of shear bands-plastons. Archiwum Hutnictwa 31:33–41
Korbel A, Martin P (1986) Microscopic versus macroscopic aspect of shear bands deformation. Acta Metall 34:1905–1909
Lee SW, Nix WD (2012) Philos Mag 92:1238–1260
Lei Z, Liu X, Wu Y, Wang H, Jiang S, Wang S, Hui X, Wu Y, Gault B, Kontis P, Raabe D, Gu L, Zhang Q, Chen H, Wang H, Liu J, An K, Zeng Q, Nieh TG, Lu Z (2018) Nature 563:546–550
Li J (2007) MRS Bull 32:151–159
Li H, Gao S, Tomota Y, Ii S, Tsuji N, Ohmura T (2021) Mechanical response of dislocation interaction with grain boundary in ultrafine-grained interstitial-free steel. Acta Mater 206:116621
Li Q-J, Xu B, Hara S, Li J, Ma E (2018) Acta Mater 145:19–29
Li Z, Pradeep KG, Deng Y, Raabe D, Tasan CC (2016) Nature 534:227–230
Lu L, Chen X, Huang X, Lu K (2009) Science 323:607–610
Liu L, Ding Q, Zhong Y, Zou J, Wu J, Chiu YL, Li J, Zhang Z, Yu Q, Shen Z (2018) Mater Today 21:354–361
Liu G, Zhang GJ, Jiang F, Ding XD, Sun YJ, Sun J, Ma E (2013) Nat Mater 12:344–350
Luo ZC, Huang MX (2018) Scripta Mater 142:28–31
Ma E, Zhu T (2017) Mater Today 20:323–331
MacKain O, Cottura M, Rodney D, Clouet E (2017) Phys Rev B 134102
Mao W (2021) PhD Thesis. Kyoto University
Mahajan S, Chin G (1975) Comments on deformation twinning is silver-and copper-alloy crystals. Scr Metall 9:815–817
Miura S, Takamura J, Narita N (1968) Trans JIM 9:555–561
Morris JW Jr (2008) ISIJ Int 48:1063–1070
Nakatsuka S, Kishida K, Inui H (2015) MRS Symp Proc 1760, mrsf14-1760-yy05-09
Ogata S, Li J, Hirosaki N, Shibutani Y (2004) Phys Rev B 70:104104
Ogata S, Li J, Yip S (2002) Science 298:807–811
Ogata S, Li J, Yip S (2005) Phys Rev B 71:224102
Okamoto NL, Fujimoto S, Kambara Y, Kawamura M, Chen ZMT, Matsunoshita H, Tanaka K, Inui H, George EP (2016) Sci Rep 6:35863
Okamoto NL, Kashioka D, Inomoto M, Inui H, Takebayashi H, Yamaguchi S (2013) Scripta Mater 69:307–310
Okamoto NL, Inomoto M, Adachi H, Takebayashi H, Inui H (2014) Acta Mater 65:229–239
Parthasarathy TA, Rao SI, Dimiduk DM, Uchic MD, Trinkle DR (2007) Scripta Mater 56:313–316
Pawełek A, Korbel A (1990) Soliton-like behavior of a moving dislocation group. Phil Mag B 61:829–842
Petch NJ (1953) J Iron Steel Inst 174:25–28
Saha R, Ueji R, Tsuji N (2013) Fully recrystallized nanostructure fabricated without severe plastic deformation in high-Mn austenitic steel. Scr Mater 68:813–816
Saito Y, Tsuji N, Utsunomiya H, Sakai T, Hong RG (1998) Scripta Mater 39:1221–1227
Saito Y, Utsunomiya H, Tsuji N, Sakai T (1999) Acta Mater 47:579–583
Sato Y, Shinzato S, Ohmura T, Ogata S (2019) Int J Plast 121:280–292
Shimizu F, Ogata S, Li J (2006) Acta Mater 54:4293–4298
Shimizu F, Ogata S, Li J (2007) Mater Trans 48:2923–2927
Shinzato S, Wakeda M, Ogata S (2019) Int J Plast 122:319–337
Sudharshan Phani P, Johanns KE, George EP, Pharr GM (2013) Acta Mater 61:2489–2499
Sun W, Zhu Y, Marceau R, Wang L, Zhang Q, Gao X, Hutchinson C (2019) Science 363:972–975
Surya EE-D, Kalidindi R, Doherty RD (1999) Metall Mater Trans A 30:1223–1233
Takechi H (1994) ISIJ Int 34:1–8
Terada D, Inoue M, Kitahara H, Tsuji N (2008) Change in mechanical properties and microstructures of ARB processed Ti during annealing. Mater Trans 49:41–46
Tian YZ, Bai Y, Chen MC, Shibata A, Terada D, Tsuji N (2014) Metall Mater Trans A 45:5300–5301
Tian YZ, Gao S, Zhao LJ, Lu S, Pippan R, Zhang ZF, Tsuji N (2018a) Remarkable transitions of yield behavior and Lüders deformation in pure Cu by changing grain sizes. Scripta Mater 142:88–91
Tian YZ, Xiong T, Zheng SJ, Bai Y, Freudenberger J, Pippan R, Zhang ZF, Tsuji N (2018b) Materialia 3:162–168
Tian YZ, Gao S, Zheng RX, Wang JH, Ren YP, Pan HC, Qin GW, Zhang ZF, Tsuji N (2020a) Two-stage Hall-Petch relationship in Cu with recrystallized structure. J Mater Sci Tech 48:31–35
Tian YZ, Ren YP, Gao S, Zheng RX, Wang JH, Pan HC, Zhang ZF, Tsuji N, Qin GW (2020b) Two-stage Hall-Petch relationship in Cu with recrystallized structure. J Mater Sci Tech 31–35
Tian YZ, Zhao LJ, Chen S, Shibata A, Zhang ZF, Tsuji N (2015) Sci Rep 5:16707
Tian YZ, Zhao LJ, Park N, Liu R, Zhang P, Zhang ZJ, Shibata A, Zhang ZF, Tsuji N (2016) Acta Mater 110:61–72
Tong Y, Zhao YL, Hu A, Lu K, Cai JX, Kai JJ, Liu Y, Yang T, Wei J, Liu CT, Han XD, Jiao ZB, Chen D (2018) Science 362:933–937
Tsuji N (2002) Ultrafine grained steels. Tetsu-to-Haganè 88:359–369
Tsuji N (2007) Unique mechanical properties of nano-structured metals. J Nanosci Nanotechnol 7:3765–3770
Tsuji N, Gholizadeh R, Ueji R, Kamikawa N, Zhao L, Tian Y, Bai Y, Shibata A (2019) Formation mechanism of ultrafine grained microstructures: various possibilities for fabricating bulk nanostructured metals and alloys. Mater Trans 60:1518–1532
Tsuji N, Hansen N, Huang X, Godfrey A (2017) Personal communications
Tsuji N, Kamikawa N, Ueji R, Takata N, Koyama H, Terada D (2008) Managing both strength and ductility in ultrafine grained steels. ISIJ Int 48:1114–1121
Tsuji N, Ito Y, Saito Y, Minamino Y (2002) Strength and ductility of ultrafine grained aluminum and iron produced by ARB and annealing. Scripta Mater 47:893–899
Tsuji N, Ogata S, Inui H, Tanaka I, Kishida K, Gao S, Mao W, Bai Y, Zheng R, Du JP (2020) Strategy for managing both high strength and large ductility in structural materials—sequential nucleation of different deformation modes based in a concept of plaston. Scripta Mater 181:35–42
Tsuji N, Ogata S, Inui H, Tanaka I, Kishida K, Gao S, Mao W, Bai Y, Zheng R, Du JP (2021) Corrigendum to ‘Strategy for managing both high strength and large ductility in structural materials—sequential nucleation of different deformation modes based on a concept of plaston. Scripta Mater 181:35–42; SMM 13102, Scripta Mater 196:113755
Tsuji N, Saito Y, Lee SH, Minamino Y (2003) Adv Eng Mater 5:338–344
Uchic MD, Dimiduk DM, Florando JN, Nix WD (2004) Science 305:986–989
Uchic MD, Shade PA, Dimiduk DM (2009) Annu Rev Mater Res 39:361–386
Umemoto M, Owen WS (1974) Metall Trans 5:2041–2046
Venables JA (1961) Deformation twinning in face-centered-cubic metals. Philos Mag 6:396–397
Wagoner RH, Chenot JL (1997) Fundamentals of metal formong. Wiley, New York
Wang Y, Chen M, Zhou F, Ma E (2002) Nature 419:912
Wei Y, Li Y, Zhu L, Liu Y, Lei X, Wang G, Wu Y, Mi Z, Liu J, Wang H, Gao H (2014) Nat Comm 5:3580
Wu X, Jiang P, Chen L, Yuan F, Zhu YT (2014) Proc Natl Acad Sci 111:7197–7201
Wu X, Yang M, Yuan F, Wu G, Wei Y, Huang X, Zhu Y (2015) Proc Natl Acad Sci 112:14501–14505
Yang M, Yan D, Yuan F, Jiang P, Ma E, Wu X (2018) Proc Natl Acad Sci 115:7224–7229
Yoshinaga H, Horiuchi R (1964) Trans JIM 5:14–21
Yoshida S, Bhattacharjee T, Bai Y, Tsuji N (2017) Friction stress and Hall-Petch relationship in CoCrNi equi-atomic medium entropy alloy processed by severe plastic deformation and subsequent annealing. Scripta Mater 134:33–36
Yoshida S, Ikeuchi T, Bhattacharjee T, Bai Y, Shibata A, Tsuji N (2019) Effect of elemental combination on friction stress and Hall-Petch relationship in face-centered cubic high/medium entropy alloys. Acta Mater 171:201–215
Zackay VF, Parker ER, Fahr D, Bush R (1967) Trans ASM 60:252–259
Zhang B, Chong Y, Zheng R, Bai Y, Gholizadeh R, Huang M, Wang D, Sun Q, Wang Y, Tsuji N (2020) Enhanced mechanical properties in beta-Ti alloy aged from recrystallized ultrafine beta grains. Mater Des 109017
Zhang J, Beyerlein IJ, Han W (2019) Phys Rev Lett 122:255501
Zhang J, Kishida K, Inui H (2017) Int J Plast 92:45–56
Zhao P, Li J, Wang Y (2013) Int J Plast 40:1–22
Zhao YH, Liao XZ, Cheng S, Ma E, Zhu YT (2006) Adv Mater 18:2280–2283
Zheng RX, Bhattacharjee T, Shibata A, Sasaki T, Hono K, Joshi M, Tsuji N (2017) Simultaneously enhanced strength and ductility of Mg–Zn–Zr–Ca alloy with fully recrystallized ultrafine grained structures. Scripta Mater 131:1–5
Zheng RX, Bhattacharjee T, Gao S, Gong W, Shibata A, Sasaki T, Hono K, Tsuji N (2019) Change of deformation mechanisms leading to high strength and large ductility in Mg–Zn–Zr–Ca alloy with fully recrystallized ultrafine grained microstructures. Sci Rep 9:11702
Zheng R, Du JP, Gao S, Somekawa H, Ogata S, Tsuji N (2020a) Transition of dominant deformation mode in bulk polycrystalline pure Mg by ultra-grain refinement down to sub-micrometer. Acta Mater 198:35–46
Zheng R, Du JP, Gao S, Somekawa H, Ogata S, Tsuji N (2020b) Transition of dominant deformation mode in bulk polycrystalline pure Mg by ultyra-grain refinement down to sub-micrometer. Acta Mater 198:35–46
Zhu T, Li J (2010) Prog Mater Sci 55:710–757
Zhu T, Li J, Ogata S, Yip S (2009) MRS Bull 34:167–172
Zhu T, Li J, Samanta A, Kim HG, Suresh S (2007) Proc Natl Acad Sci 104:3031–3036
Zhu T, Li J, Samanta A, Leach A, Gall K (2008) Phys Rev Lett 100:025502-1-25504
Acknowledgements
This work was supported by the Elements Strategy Initiative for Structural Materials (ESISM) of MEXT (Grant number JPMXP0112101000), in part by JSPS KAKENHI (Grant numbers JP15H05767, JP20H00306), and by JST CREST (Grant number JPMJCR1994).
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Open Access This chapter is licensed under the terms of the Creative Commons Attribution 4.0 International License (http://creativecommons.org/licenses/by/4.0/), which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons license and indicate if changes were made.
The images or other third party material in this chapter are included in the chapter's Creative Commons license, unless indicated otherwise in a credit line to the material. If material is not included in the chapter's Creative Commons license and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder.
Copyright information
© 2022 The Author(s)
About this chapter

Cite this chapter
Tsuji, N., Ogata, S., Inui, H., Tanaka, I., Kishida, K. (2022). Proposing the Concept of Plaston and Strategy to Manage Both High Strength and Large Ductility in Advanced Structural Materials, on the Basis of Unique Mechanical Properties of Bulk Nanostructured Metals. In: Tanaka, I., Tsuji, N., Inui, H. (eds) The Plaston Concept. Springer, Singapore. https://doi.org/10.1007/978-981-16-7715-1_1
Download citation
DOI: https://doi.org/10.1007/978-981-16-7715-1_1
Published:
Publisher Name: Springer, Singapore
Print ISBN: 978-981-16-7714-4
Online ISBN: 978-981-16-7715-1
eBook Packages: Chemistry and Materials ScienceChemistry and Material Science (R0)