
Abstract
The search for low density, high strength alloys supports the perennial drive for lightweighting in the transportation industries. Improved efficiency is achieved through reduced mass or higher engine operating temperatures, and so materials with high temperature strength or high specific strength are both considered here. The first 100 years of powered flight gave the world spectacular innovations and capabilities, and metals played an indispensable role in these advancements. Recently, some have come to consider structural metals as a mature technology with limited opportunities for future innovations. However, a convergence of new tools and capabilities now offers new opportunities for metallic innovations, including computational alloy development, additive manufacturing, and reduced variability and uncertainty. A vast range of new alloy systems has recently been proposed and new alloy development strategies are exploring this expansive new alloy space. Here we present the challenges and opportunities for future innovations in aerospace metals.
Similar content being viewed by others

Keywords
2.1 Introduction
Since the birth of the aerospace age, metals have played an indispensible role in making spectacular innovations and capabilities possible. The first powered flight by the Wright brothers in 1903 relied on a crankcase of age-hardened aluminium to provide the needed power at low weight (Gayle and Goodway 1015). The first all-metal airplane was demonstrated in 1915, but wood and fabric dominated aircraft design and construction until the mid 1930s, after which the superior properties of metals made them the overwhelming materials of choice. Entire families of alloys have been developed around aerospace applications, including age-hardened aluminium, titanium alloys, specialty steels and nickel-based ‘superalloys’ for the most demanding high temperature applications. Aerospace metals simultaneously provide many required properties, including low density and high strength, good ductility and fracture resistance, ability to support fatigue and creep loading, and environmental resistance. Metallic materials are also formable, machinable, repairable and affordable, adding to their value.
Any moving system benefits from lighter weight components. Less energy is consumed in moving lighter systems, improving energy efficiency. Lighter parts also improve performance, since acceleration is faster in parts with lower mass. Light weight is especially important in aerospace applications, where the system not only moves but is also lifted from the ground—both inertia and gravity must be overcome. Lightweighting can be achieved by developing a lower density material with the same strength, by using a stronger material with the same density (since less mass is needed to support the same loads), or any combination of strength and density that gives a higher specific strength.
High temperature materials also improve energy efficiency since higher operating temperatures give more efficient power conversion. This is true for internal combustion engines, for gas turbine engines, and also for land-based power turbines that convert fuel to electricity. By improving overall engine efficiency, metals that increase engine operating temperature offer benefits similar to lightweight alloys regardless of the alloy’s specific strength. High temperature materials are thus considered here along with lightweighting since they can provide similar benefits. Of course, an alloy that has both higher specific strength and a higher operating temperature is doubly impactful.
After a century of metals innovations that have enabled continuous improvements in aerospace capabilities, the pace of advances has slowed. New concepts for alloys with higher specific strength or higher operating temperatures have dwindled. The time and resources needed to discover, develop, manufacture and certify new metals for aerospace applications has become so long and expensive that many windows of opportunity are missed. Design innovations are much faster and can have large impacts on improving efficiency and performance—blade cooling is a common example. Non-metallic materials are now replacing metals in some of the most challenging applications. Graphite-epoxy composites continue to replace aluminium skins and ceramic matrix composites (CMCs) are poised to replace some nickel-based superalloy applications. Lower density and higher operating temperature make these new non-metallic materials very attractive in spite of higher cost. As a result of these trends, aerospace metals are considered by some to be a mature technology with little opportunities for future innovations.
A technology is mature only when there are no new ideas to pursue. In the last decade, many new concepts, capabilities and tools have been converging in the structural metals discipline and are poised to make significant changes in the way metals are discovered, developed, designed and manufactured. These new ideas include integrated computational materials science and engineering, additive manufacturing, advanced characterization methods that are reducing variability and uncertainty in properties, and fundamentally new alloying strategies that vastly expand the number of candidate alloy systems. Each of these technologies is briefly described in the present manuscript to discuss the challenges and opportunities in maintaining a robust, innovative environment in lightweight, aerospace metals.
2.2 Recent Metals Innovations in the Aerospace Industry
Here we briefly introduce recent metals insertions in the aerospace industry. These were emerging concepts ten, twenty or thirty years ago and may give insights into barriers that need to be overcome for successful technology transitions. As examples of recent lightweighting successes, these may also represent future lightweighting opportunities by using the same technologies in a broader range of applications. These may also illustrate the early application of new tools and techniques that are likely to play a role in future advancements.
2.2.1 Gamma Titanium Aluminide Alloys
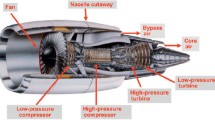
Gamma titanium aluminide alloys are based on the intermetallic compound, TiAl. With densities from 3.8 to 4.2 g cm-3 (Westbrook and Fleischer 1995; Bewlay et al. 2016), TiAl alloys offer significant opportunities for lightweighting by replacing nickel superalloys with densities from 7.7 to 9.0 g cm−3 (Pollock and Tin 2006). Mechanical properties depend strongly on composition and microstructure, but room temperature (RT) yield strength typically ranges from 400 to 650 MPa and tensile ductility ranges from 1 to 3% (Westbrook and Fleischer 1995). The most widely used commercial alloy is Ti–48Al–2Cr–2Nb (atom %). Called 48–2–2, this composition does not require coatings for applications up to approximately 800 °C (National Research Council 2011). In the aerospace industry, 48–2–2 is used as low pressure turbine (LPT) blades in the General Electric GEnxTM engine that powers the Boeing 787 and Boeing 747-8 aircraft. Among many innovations in the GEnxTM engine, TiAl LPT blades contribute to a 20% reduction in fuel consumption compared to prior engines in the same class (Bewlay et al. 2016).
Success begets success, and wider use of TiAl alloys is expected in the aerospace gas turbine industry. A TiAl alloy with Nb, Mo and B (Ti–43.5Al–4Nb–1 Mo–0.1B atom %, called TNM) has recently entered service in the Pratt and Whitney PW1000GTM geared turbofan engine. TiAl LPT blades enabled this radical new engine design, which decouples the fan speed and the LPT speed, so that each can operate at their peak efficiencies. The PW1000GTM is used on the Airbus A320 neo aircraft. TiAl has been considered for other gas turbine applications, including compressor blades and shrouds, blade retainers and turbine dampers (Bewlay et al. 2016). In all of these applications, TiAl substitutes nickel superalloys that are nearly twice as dense as TiAl alloys. The relatively high cost of TiAl raw materials and manufacturing currently limits applications to high value-added uses, like those in the gas turbine environment. TiAl alloys have also been used in high performance automotive components, such as turbocharger rotors and valves for racing engines (Bewlay et al. 2016).
2.2.2 Aluminium-Lithium Alloys
Each weight percent of Li reduces the density of aluminium alloys by about 3% and increases stiffness by about 6% (Williams and Starke 2003), giving lightweighting opportunities for Al-Li alloys. Second generation Al-Li alloys have over 2 weight % Li but suffer from low ductility and fracture toughness, high anisotropy in mechanical properties and poor stress corrosion, limiting their applications. Third generation alloys such as 2095, 2195, 2097 and 2197 have overcome these technical problems by using less than 2 weight % Li. These new alloys have found wider acceptance, including the US Space Shuttle Super-Light Weight Tank and bulkheads and longerons in the F16 fighter aircraft (Williams and Starke 2003). In addition to weight savings from a 5% decrease in density over the initial aluminium alloy, the Al-Li alloys have much better fatigue performance, saving the US Air Force $21M over the entire F16 fleet.
Commercial applications have followed the early military insertions. Al-Li was first used in the Airbus A380 fuselage in 2006 and in wing skins in 2009, and is designed into the A350, Boeing 777 and 787 (Brothers 2016). Forged fan blades have been introduced in the PW1000GTM geared turbofan engine as the first rotating Al-Li hardware. These Al-Li fan blades are much thinner than graphite-epoxy composite fan blades, saving 10% in rotating weight, improving aerodynamic efficiency and giving a significant savings in production cost (Brothers 2016).
2.2.3 Beta Titanium Alloys
For over 60 years, titanium alloys have offered weight-saving opportunities in the aerospace industry. Perhaps the most widely known early application was in the SR-71 Blackbird aircraft. Designed to cruise at Mach 3, the skin temperature ranged from 200 to 300 °C, well beyond the capability of aluminium alloys. Candidate skin materials that could resist these temperatures included steel, nickel alloys and new titanium alloys. While broad generalizations are sometimes made regarding the specific strength of engineering alloys, the problem of lightweighting requires a closer look. Figure 2.1 plots the strengths of commercial alloys against density. Comparing the structural efficiency between different alloys is done with the aid of performance index lines—different loading conditions give lines with different slopes, s. Figure 2.1 shows performance index lines for uniaxial loading (s = 1), beam bending (s = 3/2) and panel bending (s = 2). These three lines are drawn through the strongest titanium alloy. Any competing alloy that lies above one of these lines is structurally more efficient than the best titanium alloy for the loading condition indicated, and can produce parts with lower weight. From Fig. 2.1, some of the strongest steels are more structurally efficient than the best titanium alloy in uniaxial loading, titanium and steels are equivalent under beam bending, but titanium is better than nickel or steels in panel bending, the loading mode for aircraft skins. Aluminium and magnesium alloys are better choices for aircraft skins from the perspective of structural efficiency, but neither gives the temperature capability needed for the SR-71. In this particular application, a combination of titanium’s strength, density, temperature capability and the loading condition result in lighter weight components.

Materials property space for room temperature yield strength versus density of conventional metal alloys and complex, concentrated alloys (CCAs). The lines give performance indices for uniaxial loading (slope, s = 1), beam bending (s = 1.5) and panel bending (s = 2). See the text for additional discussion of this plot. This chart was redrawn from Gorsse et al. (2017), and displays data for about 1220 commercial and 120 complex, concentrated alloys
Following this early success, titanium alloys have become important for a wide range of applications where temperatures exceed aluminium capabilities and would otherwise require heavier alloys. Titanium alloys are now used in gas turbine compressors, in engine pylons and in wing skin structures subjected to hot exhaust gases from turbine engines. Titanium alloys are also important for a wide range of heavily loaded aerospace applications such as bulkheads, wingboxes and landing gear. For example, forged and machined Ti-6Al-4V is used for the Boeing 747 landing gear beam (Williams and Starke 2003). More recent applications emphasize high-strength beta titanium alloys such as Ti-10V-2Fe-3Al (weight %, called Ti-10-2-3) and Ti-5Al-5Mo-5V-3Cr (weight %, called Ti-5553). Ti-10-2-3 is now used in commercial aircraft landing gear for the Boeing 777 (Williams and Starke 2003; Smith 2003). The strongest steels have inadequate fracture toughness or are susceptible to hydrogen embrittlement, and the best steel for the landing gear application, 4340, has strengths of 1800–1900 MPa (Williams and Starke 2003). Ti-10-2-3 is heat-treated to 1250 MPa, giving a clear advantage over 4340 in beam bending (Fig. 2.1) and thus saving significant weight. Although aluminium and titanium alloys are structurally equivalent in beam bending, aluminium landing gear would be larger and would not fit in the available space (Williams and Starke 2003). Thus volume can also be a limiting consideration.
2.3 The Future of Aerospace Metals
A convergence of new technologies, new tools and new alloy concepts are changing the way metal alloys are conceived, developed and certified for application. The most significant approaches are briefly described here. Both the benefits and the challenges associated with each topic will be discussed.
2.3.1 ICMSE
Integrated computational materials science and engineering (ICMSE) was recognized as a new discipline that was still in its infancy in a seminal report issued by the US National Research Council (National Research Council 2008). By harnessing the power of computer models, approaches are being devised to accelerate the discovery and development of new materials. This requires linking physics-based models of materials behavior at vastly different length scales with computer-based engineering design tools and with experiments. When done well, this methodology dramatically narrows the number of candidate alloys, microstructures and processes and promises to reduce the current overwhelming reliance on extensive, redundant testing. Testing remains an essential step in the materials innovation infrastructure, and the US Materials Genome Initiative, established to implement the ICMSE methodology, describes three inter-connected themes: computational tools, digital data and experimental tools (Ad-hoc Interagency Group on Advanced Materials 2011). The selective use of existing test methods must be complemented with test methods not traditionally used in structural metals. While the MGI report mentions high throughput experiments, the strong dependence of mechanical properties on microstructure and on length scales that are not typically available in thin film materials libraries challenges conventional high throughput methods for structural alloys. Nevertheless, new high-throughput concepts are being conceived to tackle these challenges and new strategies are being devised to couple computations and high throughput experiments to accelerate alloy discovery and development (Miracle et al. 2017). The ICMSE approach is already showing success, and is expected to offer new options for lightweight or high temperature structural metal alloys.
The benefits associated with a robust ICMSE capability are enormous. In one application alone, the ICMSE design and validation of an improved turbine rotor gave a projected savings of $200M (National Research Council 2008). In spite of this large payoff, the ICMSE methodology has not been implemented in a more pervasive fashion, underscoring the substantial challenges that must still be overcome. Detailed discussions of both technological and cultural barriers are given in (National Research Council 2008). The technical needs include a range of computational capabilities (improved scalability of parallel processing, higher communication bandwidth between processors, servers and storage; better graphics hardware; intelligent reduction of information for passing to the next level of modeling) along with uncertainty quantification of the models used (including propagation of uncertainty) and visualization of results. The cultural and organizational barriers are equally significant in the engineering design, industrial materials engineering, and manufacturing communities. A shifting role for materials science and engineering professionals is also required. Each of these are discussed in detail in (National Research Council 2008).
2.3.2 Additive Manufacturing
While other lightweighting approaches involve development of new materials with higher specific strength or operating temperature, additive manufacturing (AM) offers weight reduction through new component designs. The design of complex-shaped parts or assemblies is currently constrained by the ability to manufacture or assemble those parts. This often results in sub-assemblies of many simple-shaped parts that are then joined to produce the final unit. Joints are often weak spots in a structure and so require additional mass to offset the poorer structural efficiency. Fasters also add to the mass of assemblies. Even in single piece components, conventional manufacturing can result in more mass than is needed—the extra mass is a byproduct of the inability to manufacture only the required details, or to economically remove unneeded mass via machining or other techniques.
By removing current design-for-manufacture (DFM) and design-for-assembly (DFA) constraints, AM enables a unitized construction philosophy that has already been established in graphite/epoxy composite components in the aerospace industry. With graphite/epoxy structures, unitized construction is an imperative to eliminate costly and structurally inefficient joints and to offset the high material cost by reducing touch labor associated with assembly. AM of complex-shaped metal assemblies not only can significantly reduce weight, but also reduces cost by significantly reducing or eliminating assembly operations. AM also offers new possibilities in topology optimization, including a wider use of conformal shapes and cellular structures to reduce unnecessary mass.
The potential benefits are substantial, and progress is already being made in the design and application of AM components. However, the technical challenges are equally daunting, and a great deal of progress is yet required to offer a broader range of benefits. The challenges in controlling composition, microstructure and defects in metal-based AM are well-known (Frazier 1917). Significant additional work is also required to fully utilize the design options offered by AM. Designers must learn to avoid current design practice and limitations that come from DFA and DFM concerns. They must become familiar with new tools to pursue topology optimization, new principles concerning material distribution and new concepts associated with hierarchical design. While AM is free from many of the limitations of conventional manufacturing and assembly, it nevertheless has its own inherent limitations. These must be defined, understood and reduced to standardized design practice (Kranz et al. 2015).
2.3.3 Reduced Uncertainty and Variability
Conventional engineering design practice often treats all of the material in a given component as homogeneous with the same properties throughout. However, the microstructure and properties in a part can vary due to location-specific differences in thermo-mechanical processing conditions such as deformation strains, strain rates, temperatures, cooling rates, defect populations and residual stresses. For example, the properties of the same turbine disk alloy are different in the rim and the bore due to different microstructures that result from different forging strains and thermal histories during manufacture. For many years, this variability was treated as an uncontrolled, statistical uncertainty in materials properties. Common design approaches use the minimum rather than average alloy properties as a practical approach to deal with this uncertainty. The margin between minimum and average properties thus represents the degree of uncertainty that comes from location-specific variability in microstructures and properties produced in a given manufacturing practice.
Significant advances in basic understanding of the relationships between processing, microstructures and properties, and the reduction of this knowledge to practical materials models, now gives better prediction of location-specific microstructure and properties. Further, new materials characterization tools and techniques now enable more accurate measurement of location-specific chemistry, microstructures, defects and properties. Such characterization tools include micro-pillar testing for local strength and compressive ductility, energy dispersive spectroscopy (EDS) for local chemistry, electron back-scattered detectors (EBSD) for local crystal structure and orientation, and an expanding ability to measure microstructural information in three dimensions (3D).
As an example of these new capabilities, a microstructure can be measured in 3D, giving a virtual, digital representation of the actual microstructure. This virtual microstructure gives the details of critical features such as the sizes and shapes of grains and pores or the size, location and frequency of micro-textured regions (MTRs). The digital representation of the 3D microstructure can be subjected to simulated loading, and the defects and microstructural features associated with deformation and failure can be identified. Similar loading histories can be applied to different virtual microstructures with equivalent statistics for the sizes and shapes of critical features, giving a more robust identification of critical features. These results can be validated with parallel experimental studies. Process modeling can be used to explore different process conditions in an effort to suppress the deleterious microstructural features. The actual 3D microstructures can be used to build virtual materials with equivalent statistics, which can be used as proxies to explore the response in different loading conditions, and to explore virtually the effects of changing the microstructural statistics.
These used to be research-only tools, but are becoming much faster through automation and are increasingly finding their way into mainstream use. Together, they give an improved ability to measure and model location-specific defects, microstructures and properties, reducing uncertainty and allowing a material to be used closer to its intrinsic capability. These reduced margins support lightweighting by reducing unnecessary mass.
2.3.4 Advanced Developmental Alloys
Developing new alloys with higher specific strengths or higher operating temperatures has always been a primary approach for lightweighting. While cost reduction is a major objective for many alloy development activities, lightweighting approaches continue to be pursued in all major aerospace alloy classes. Al-Mg-Sc alloys have been considered for many years but the high cost and limited availability of Sc have blocked major applications. Nevertheless, Al-Mg-Sc alloys are 4% lighter than 2024 Al and can be laser-welded, further reducing weight by removing material needed to support rivet joints (Brothers 2016). Timetal® 575 and Timetal® 639 are developmental alpha-beta titanium alloys with temperature capabilities and densities of Ti-6Al-4V but with higher yield and ultimate strengths (Hewitt et al. 1919). Timetal® 575 is being considered for future forged fan discs, and Timetal® 639 is a candidate for potential use as solid or hollow fan blades.
In nickel-based superalloys, a disordered, solid solution FCC γ phase is strengthened with atomically coherent intermetallic Ni3Al precipitates with the L12 crystal structure (called γ’). It was recently discovered, in 2006, that an analogous microstructure and phases could be produced in Co-Al-W alloys. The W stabilizes the L12 Co3(Al,W) phase, which is unstable in the binary system. While the density of these alloys is slightly higher than nickel-based superalloys, it may be possible to increase the maximum operating temperature, providing improvement in the overall propulsive efficiency. Significant exploratory work is underway on this new concept to produce an alloy that satisfies all the other properties requirements while enabling higher use temperatures. Replacing some of the W with lower-density Ti can reduce alloy density (Zenk et al. 2014), and more recent work has shown that W can be removed altogether when adding Mo and Nb (Makineni et al. 2015).
Conventional alloys are devised by selecting a base element with primary properties that approach the desired alloy properties, such as low density, high strength, good corrosion resistance or acceptable cost. Conventional alloy development seeks to optimize the full range of required properties by adding relatively small amounts of other elements. This approach has been pursued extensively for at least the past 100 years. While there is still room for important improvements, it is becoming increasingly difficult to discover new alloys with sufficient improvement in properties to offset the cost and risk of development and insertion.
A new concept has recently been proposed that forms an alloy base by combining three or more elements, and sometimes as many as eight elements, at high concentration levels. Called complex, concentrated alloys (CCAs) or high entropy alloys (HEAs) or multi-principal element alloys (MPEAs), this new alloying strategy vastly expands the number of alloy systems. Considering new alloy systems with between 3 and 8 elements, there are a total of 1.36 × 1010 alloy systems from the 72 metallic elements that are not radioactive, noble gases or halogens. Each alloy system can produce a large number of alloy bases by relatively large shifts in the concentration levels of the base elements. Finally, each alloy base has an immense number of discrete alloys that are produced by relatively minor alloy additions as is done for conventional alloys. The number of unexplored alloys offered by this new strategy is truly cosmic.
This new class of alloys is already producing unique and unusual properties, including exceptional cryogenic toughness, high work-hardening and the potential for higher use temperature relative to superalloys (Miracle and Senkov 2017). Due to the extra degrees of freedom in selecting alloy properties by choosing the principal elements, CCAs can also fill the properties spaces between conventional alloy bases, see Fig. 2.1. CCAs based on 3d transition metal elements (3d TM CCAs in Fig. 2.1) not only provide properties between titanium alloys and nickel alloys or steel, but they also have higher structural efficiency than any of these three conventional alloy families for uniaxial (s = 1), beam bending (s = 1.5) and panel bending (s = 2) loading modes. While the refractory metal CCAs do not seem attractive in Fig. 2.1, a similar plot at 800 and 1000 °C show promise to expand use temperature with this new class of alloys (Gorsse et al. 2017).
The work in CCAs is still in its infancy. The vast number of new candidate alloy systems is the most attractive feature of this concept, but it also represents the most significant technical barrier. With so many options and possibilities, it is difficult to rationally select a particular combination of primary elements as a new base alloy system for study. Stated differently, it is exceptionally challenging to decide a priori how many and which principal elements will have the best chance of achieving a particular set of required properties. The vast number of possibilities also makes conventional approaches of alloy screening hopelessly inadequate. To address these concerns, new search strategies that integrate high-throughput computations with new high-throughput experiments tailored to address the unique challenges posed by structural materials have been proposed (Miracle et al. 2017). Advancements in developing these new tools and in applying new strategies will not only accelerate the exploration and discovery of new CCAs for lightweighting, but will also accelerate alloy development for other purposes as well.
2.4 Summary
The present manuscript describes a number of new concepts that offer opportunities to reduce system weight or to increase the operating temperature of propulsion systems, both of which can improve the overall efficiency of transportation systems. These new concepts cover the full spectrum of topics in materials science and engineering. New computational methods are accelerating alloy exploration and development, enabling the discovery of new alloys and microstructures with higher specific strength or higher operating temperature. New manufacturing methods, especially additive manufacturing (AM), permit more efficient, lighter weight component designs that are no longer limited by processing or assembly constraints. Improved materials models are being integrated with advanced materials characterization techniques to reduce uncertainty in location-specific properties of components, leading to weight reduction through the safe and reliable use of materials closer to their actual capability. New ideas for improving conventional alloys are approaching readiness for certification and application, and entirely new alloy design concepts open a cosmically vast range of new alloy compositions for future study.
The recent lightweighting insertions described in this paper illustrate that ‘recent successes’ don’t happen overnight. Two or more decades have been required in the past to move from initial concept to commercial application. The new technologies described here are at different levels of maturity, and significant additional work is needed in each area to mitigate risk and to establish these new tools and alloys as commonly accepted. Nevertheless, initial successes of these ideas have already been achieved, validating the potential for future improvements in lightweighting.
References
Ad-hoc Interagency Group on Advanced Materials. Materials Genome Initiative for Global Competitiveness. National Science and Technology Council, Washington, D.C. (2011)
Bewlay, B.P., Nag, S., Suzuki, A., Weimer, M.J.: TiAl alloys in commercial aircraft engines. Mater. High Temp. 33, 549–559 (2016)
Brothers, E.: The future of aircraft metals appears bright. Aerospace Manufacturing and Design (2016)
Committee on Materials Needs and R&D Strategy for Future Military Aerospace Propulsion Systems, National Research Council: Materials Needs and Research and Development Strategy for Future Military Aerospace Propulsion Systems (2011)
Frazier, W.E.: Metal additive manufacturing: a review. J. Mater. Eng. Perform. 23, 1917–1928 (2014)
Gayle, F.W., Goodway, M.: Precipitation hardening in the first aerospace aluminium alloy: the wright flyer crankcase. Science 266, 1015–1017 (1994)
Gorsse, S., Miracle, D.B., Senkov, O.N.: Mapping the world of complex concentrated alloys. Acta Mater. 135, 177–187 (2017)
Hewitt, J.S., Davies, P.D., Thomas, M.J., Garratt, P., Bache, M.R.: Titanium alloy developments for aeroengine fan systems. Mat. Sci. Technol. 30, 1919–1924 (2014)
Kranz, J., Herzog, D., Emmelmann, C.: Design guidelines for laser additive manufacturing of lightweight structures in TiAl6V4. J. Laser Appl. 27, S14001–14001, 14016 (2015)
Makineni, S.K., Nithin, B., Chattopadhyay, K.: Synthesis of a new tungsten-free g–g’ cobalt-based superalloy by tuning alloying additions, Acta Mater. 85, 85–94 (2015)
Miracle, D.B., Majumdar, B., Wertz, K., Gorsse, S.: New strategies and tests to accelerate discovery and development of multi-principal element structural alloys. Scripta Mater. 127, 195–200 (2017)
Miracle, D.B., Senkov, O.N.: A critical review of high entropy alloys and related concepts. Acta Mater. 122, 448–511 (2017)
National Research Council: Committee on Integrated Computational Materials Engineering. Integrated Computational Materials Engineering: A Transformational Discipline for Improved Competitiveness and National Security. National Academies Press, Washington, D.C. (2008)
Pollock, T.M., Tin, S.: Nickel-based superalloys for advanced turbine engines: chemistry, microstructure, and properties. J. Propul. Power 22, 361–374 (2006)
Smith, B.: The Boeing 777. Adv. Mater. Process., 41–44 (2003)
Westbrook, J.H., Fleischer, R.L. (eds.): Intermetallic Compounds: Principles and Practice. Wiley, West Sussex, England (1995)
Williams, J.C., Starke Jr., E.A.: Progress in structural materials for aerospace systems. Acta Mater. 51, 5775–5799 (2003)
Zenk, C.H., Neumeier, S., Stone, H.J., Goken, M.: Mechanical properties and lattice misfit of g/g’ strengthened Co-base superalloys in the Co-W-Al-Ti quaternary system. Intermetallics 55, 28–39(2014)
Acknowledgements
Support from the AF Research Laboratory, Materials and Manufacturing Directorate is greatly appreciated.
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2019 Springer Nature Singapore Pte Ltd.
About this chapter

Cite this chapter
Miracle, D. (2019). Lightweighting and the Future of Aerospace Metals. In: A. Gokhale, A., Prasad, N., Basu, B. (eds) Light Weighting for Defense, Aerospace, and Transportation. Indian Institute of Metals Series. Springer, Singapore. https://doi.org/10.1007/978-981-15-1263-6_2
Download citation
DOI: https://doi.org/10.1007/978-981-15-1263-6_2
Published:
Publisher Name: Springer, Singapore
Print ISBN: 978-981-15-1262-9
Online ISBN: 978-981-15-1263-6
eBook Packages: Chemistry and Materials ScienceChemistry and Material Science (R0)