
Abstract
This work aims to develop methodologies and tools to support the design and management of sustainable processes for the production of biodegradable polyhydroxyalcanoates (PHAs) biopolymers. PHAs are linear polyesters produced in nature by bacteria through aerobic fermentation of many carbon sources, completely biodegradable and biocompatible. We carried out a study inherent to the advancement of an innovative, cost-effective and environmentally sustainable technology for isolating PHAs from bacteria mixed cultures by combining: (a) innovative cells’ pre-treatments and polymer purification’s strategy by means of TiO2/UV or Ag0 nanostructured materials; (b) polymer extraction through a green and safe system directly applicable to bacterial cultures, which combines the advantages of solvent extraction and these of dissolution of the non-PHAs cellular matrix through surfactants; (c) monitoring and control tools for process energy and efficiency management. The outcomes put the basis for the design and subsequent building of a working pilot system for the production of completely biodegradable and biocompatible PHAs. The efficiency can be improved and the investments and operating costs can be decreased thanks to the optimization of the production process with the introduction of safe and cheap PHAs extraction route without use of toxic and harmful chemicals and the integration of monitoring and automation tools. The engineering and integration of nano-TiO2 phase within textile fibres and their use as photocatalytic active media for bacteria pre- and post-treatment of waste water added a new opportunity for improving process efficiency and sustainability.
You have full access to this open access chapter, Download chapter PDF
Similar content being viewed by others


1 Scientific and Industrial Motivations
Plastic materials from non-renewable feedstock (e.g. petroleum) have a crucial and undeniable role in our everyday life. However, the chemically engineered durability and the slow rate of biodegradation of most of the fully fossil-based plastics [e.g. polyethylene (PE), polyethylene terephthalate (PET), polypropylene (PP), polyvinyl chloride (PVC)], enable these synthetic polymers to withstand the ocean environment and terrestrial ecosystems for several years, thus affecting organisms at multiple trophic levels [1]. Polyhydroxyalkanoates (PHAs) are bio-based biodegradable polyesters produced by aerobic bacteria from various carbon sources. According to the carbon source, different monomers are produced, whose combination provides different chemo-physical properties. Thus, PHA can have properties ranging from polypropylene to polyethylene, being at the same time biodegradable and bio-based. This brings the interest towards the application of PHAs as packaging films and containers, biodegradable carriers for controlled chemical and/or drug release, disposable items, surgical pins and sutures, wound dressings, and bone replacements [2]. With respect to other bioplastics which are already commercially available and currently produced on industrial scale, e.g. polylactic acid (PLA) or starch-based polymers (Mater-Bi®), PHAs are still not widely used because of the high production costs, more expensive than usual petrochemical plastics (~5–6 vs. 0.5–2 $/kg) [3]. The high costs’ production is mainly due to a combination of three factors: (i) absolutely sterile operation conditions are necessary for pure microbial fermentation; (ii) the use of expensive substrates as carbon source which represents approximately 40% of total production costs; (iii) the extraction and purification process for obtaining PHAs. Thus, the commercialization of PHAs is now limited to applications with high added value. Given the need to reduce costs, a multilevel approach to tackle all bottlenecks is mandatory to develop more cost-effective processes for PHAs production. In principle, the use of microbial mixed cultures (which do not require sterility) combined with the utilization of low value substrates, as agro-industrial waste and by-products, and with safe and cheap extraction and purification methodologies would allow lower investments and operating costs for the whole production process.
This work aimed to develop a new, cost-effective, and environmentally sustainable technology for isolating PHAs from bacteria mixed cultures, by combining:
-
1.
the use of green carbon sources and microbial mixed cultures;
-
2.
a strategy for innovative bacteria cells’ pre-treatments and polymer purification by means of TiO2/UV or Ag0 nano-phases supported on process compatible substrates;
-
3.
a polymer extraction methodology through a green and safe system based on the use of non-volatile organic solvents;
-
4.
automation tools to minimize human operator cost and improve production efficiency through management strategies adapted to the natural variability of substrate and bacteria conditions.
The current technology limitations are tackled by optimizing the main process steps: microbial fermentation for PHAs purification, biomass pre-treatment, PHAs extraction and purification. An effort to implement the whole process was done by improving the monitoring and automation tools. Finally, on the basis of the results obtained by the process optimization, the study of a scaled-up prototype was performed leading to the realization of PHAs production semi-pilot plant as well as the construction of photocatalytic reactors for bioreactor wastewater purification with up to 100 L capacity.
2 State of the Art
Polyhydroxyalkanoates (PHAs) are bio-based and biodegradable polyesters produced by aerobic bacteria from various carbon sources. These polymers have tuneable elastomeric/thermoplastic properties according to the monomer composition. Despite the high potential and the efforts to put forward the development of cost effective fermentative systems, the PHA production costs remain considerably high (~5–6 $/kg), thus hampering the exploitation of these biopolymers as commodity materials [4]. The main limitations could be removed by:
-
changing the cultivation approach, thus using mixed microbial cultures (MMCs) instead of pure cultures;
-
using cheap carbon sources instead of selected and pure substrates;
-
improving downstream steps (extraction/purification) using green and sustainable extraction tool aids instead of toxic and not-environmental friendly solvents and additives.
Mixed microbial population (MMCs) can be exploited for producing PHAs in a cheaper and more sustainable way [5]. In fact, compared to single strains (e.g. Cupriavidus necator or genetically modified Escherichia coli), MMCs do not require sterile conditions: this drastically reduces equipment costs and allows the exploitation of many cheaper substrates (e.g. wastes) thanks to the wider metabolic potential of MMCs in comparison to single strains such as waste biomass (e.g. fermented molasses), wastewater and pyrolysis products. Currently, in the literature there are few publications on PHAs recovery from MMCs, since the research effort is mainly focused on the set-up of efficient and sustainable cultivation systems. Little information is available on the characterization of PHAs extracted from MMCs and, above all, on the efficiency of the polymer recovery in the extraction step [6]. As it is well described in the literature for single strain cultures, obtaining the polymer from bacteria through a series of downstream steps (e.g. microbial biomass pre-treatment, polymer extraction, and post-treatment purification), could be challenging [7]. Indeed, it is reported that the downstream costs can represent up to 50% of the total production cost because non-recyclable chemicals/materials and high energy demands are required. However, since MMCs are more resistant than single strains, the extraction/purification of PHA can become challenging. The protocols reported in the literature [8, 9] for the extraction of PHA from MMCs include (i) an optional cell pre-treatment under acidic conditions followed by a solvent extraction (e.g. with acetone or chlorinated compounds) to dissolve the polymer or (ii) a treatment with additives that break microbial membranes enabling the release of the polymer inside the cells. The use of organic solvents helps in extracting high molecular weight PHAs but with a low yield (18–30%), whereas strong oxidants decrease the molecular weight but provide high extraction yields (close to 100%). Feed-back control strategies have already been studied for fed-batch systems, mainly to determine on-line when to feed the next pulse of substrate in the production reactor. Continuous feeding is also possible but it is used most successfully with single substrates and high cell densities [10]. Whiffin et al. [10] have proposed an algorithm that alternates continuous feeding and famine periods in order to prevent acetate accumulation and allow shorter feedback control intervals. The dissolved oxygen (DO) is closely related to the substrate concentration so that when the substrate is exhausted and oxygen consumption decreases, the DO level increases rapidly, suggesting to exploit the DO signal to control pulse feeding in the fed-batch [11, 12]. Westerberg [12] showed that inhibition of the biomass by the stored polymer is an important factor reducing the substrate and oxygen uptake rates and modelled the DO response to repeated substrate pulses. Another recent approach determines when to feed a pulse of substrate by using it as a control variable to regulate the pH [13]. Popova [14] designed a Kalman filter to estimate unmeasured variables in a mixed culture system, based on measurements of the substrate concentration. Vargas et al. [15] have explored the use of a model-based control scheme to enhance the productivity of polyhydroxyalkanoate (PHA) production in a mixed culture two-stage system. Oehmen et al. [16] operated a three-stage bioreactor with anaerobic fermentation, culture selection and PHA accumulation. Some adopted sensory systems, e.g. on-line gas chromatography in [17], strongly affect plant economic sustainability. In this work, a plant supervisor and controller has been developed exploiting the actual trend toward intelligent and interconnected production systems that integrate low cost distribute processing.
3 Problem Statement and Proposed Approach
A systematic analysis and consequent improvement strategies of the PHAs production process is needed to reduce costs and limit the use of hazardous solvents for extraction and purification technologies. The main actions to enhance sustainability and cost-effectiveness are schematised in Fig. 6.1 and better described in the remaining part of this section.

Sustainability tools proposed and developed
Wastes such as starch, cellulose and hemicellulose deriving materials, plant oils, molasses, whey, and various industrial by-products have been proposed as potentially useful and cheap carbon sources. As a matter of fact, a wide range of agriculture and forestry wastes can be converted into carbon sources for microbial fermentation if coupled with suitable pre-treatments like thermochemical conversions (e.g. pyrolysis or hydrothermal liquefaction) or acidogenic fermentation steps. These specific pre-treatments allow to convert substrates which could not be directly utilized by microorganisms to produce PHAs, into PHAs chemical building blocks (volatile fatty acids, VFA), with a consequent abatement of the costs related to the carbon source and the accessibility to a widespread pool of substrates without any competition with food resources.
As regards microbial fermentation for PHA production, a feast (carbon excess) and famine (substrate exhaustion) approach was followed for growing MMCs. During the feast phase, bacteria able to accumulate PHA are selected since during the famine phase PHA can be exploited as energy and carbon source.
Highly skilled workforce for monitoring the system state and solving possible problems are required to ensure the achievement of satisfactory yield within an ecologically stable process. For this reason, a key aspect is to develop a complete monitoring of the process variables (physical and biological) with programmable logic controller that can readily react to the change observed (e.g. natural oscillation of the bacteria population, bulking problems, clogging) providing feedback in completely automated way and without the intervention of skilled labour. Therefore, the design and manufacturing of a compact all in one system able to convert a specific waste into ready-to-use bioplastic has been conceived. Another aspect investigated is the substitution of standard equipment series (usual approach of chemical plant) with one that can be tuned to provide multi-purpose function (e.g. bacteria growth, harvesting and extraction in the same apparatus), in order to reduce the cost (per unit of output).
As for the biomass pre-treatment, the challenge is the achievement of satisfactory yield in the PHAs extraction process despite the higher resistance of MMC than pure culture. For this reason, after the fermentation step, the bacterial broth is usually pre-treated by means of a freezing/heating approach or salt/alkaline treatment, aiming at denaturing genetic material and proteins, and thus enhancing the cell disruption and polymer recovery.
The novelty, at this point, is the application of a nanoparticles (NPs)-based pre-treatment step to weaken bacterial membranes without degrading the polymer stored inside the cells, exploiting photocatalytic TiO2 NPs and antibacterial Ag0 NPs. This pre-treatment requires lower energy consumption than the traditional approaches (freezing and heating) and a lower consumption of chemicals by using supported recyclable nanomaterials.
The PHAs extraction from cultures can be done by adopting a solvent extraction approach (mainly with chlorinated solvents, highly effective in solubilizing PHA granules) or a cellular-digestion approach thus breaking cellular constituents apart with additives. The final polymer purity is higher when solvents are used, however both approaches present some environmental/economic issues such as toxicity and non-recyclability. A new and green extraction process with the aim of increasing the sustainability of the entire process was designed through: (i) an abatement of the use of toxic and hazardous chemical compounds by using green solvents; (ii) an increase in the recyclability of the chemicals used in the process and a reduction in downstream flows which must be treated; (iii) an improvement in the polymer quality ensuring the retention of mechanical properties.
Moreover, PHAs purification was required since MMCs are composed of gram-negative bacteria that can release endotoxins in the form of lipopolysaccharides, from the outer cell wall. Endotoxin can cause several diseases if introduced into the bloodstream of humans or other animals, and for this reason, in view of biomedical applications, the extracted polymer must be purified. Common methods of purification involve sodium hypochlorite or hydrogen peroxide treatment combined with the action of enzymes or chelating agents. An alternative procedure was taken into consideration for the treatment of the biopolymer contaminated by dangerous cellular residues, based on heterogeneous photocatalysis, involving photoinduced redox reactions at the surface of semiconductor ceramics. Furthermore, this approach can reduce the use of compounds that could affect the quality of the resulting biopolymer and the costs of the purification process thanks the application of a mature technology in the field of organic compounds detoxification processes.
4 Developed Technologies, Methodologies and Tools
On the basis of the sustainability principles, we ad hoc designed two differently sized plants. As starting point, we developed a working lab-scale system (1 g PHA/day) to produce completely biodegradable and biocompatible PHAs biopolymers from volatile fatty acids (VFA) obtainable from different waste sources.
Subsequently, the lab scale prototype was scaled up to 100 g PHA/day demonstration micro-plant. The system was operated for 150 days showing reliable operations with minimal maintenance. The extraction system showed to be effective in obtaining high purity PHA from bacterial slurries with acceptable yield. PHA can be recovered from MMCs by using dimethyl carbonate (DMC) or DMC plus a pre-treatment with sodium hypochlorite (NaClO). In the first case an overall polymer recovery of 66% can be achieved, with a very high polymer purity and molecular weight (98% and 1.2 MDa); in the second case, NaClO helps in increasing the recovery (82%) but decreases the molecular weight to 0.6–0.2 MDa.
The scaled-up prototype consists of a module formed by two pieces of equipment that can be added downstream to a wastewater treatment plant or to a PHA producing bioreactor. The module is composed of (i) a biological reactor which allows the production of a PHA rich sludge (25–40 gPHA/kgslurry) and (ii) a complete dimethyl carbonate (DMC) extraction system able to provide high purity PHA (Fig. 6.2).

Plant picture during operation, a pumps and controller and b the bioreactor
The micro-plant controller has been designed in order to assure autonomous operations, with local data logging, and to support remote supervisory interaction via a standard Internet browser. In order to deliver such functionalities with a limited plant cost, a solution based on open source micro-controllers has been developed. Given the required internet connectivity and control logic, the Arduino TIANTM micro-controller has been chosen. The control architecture is depicted in Fig. 6.3. Different types of sensor are foreseen for each plant tank: Dissolved Oxygen (DO) and pH sensors (connected via an I2C digital bus), temperature sensors (connected via One-wire digital bus). Digital buses allow the addition, for future developments, of additional sensors, identified by a unique address on the same bus line, without the need to upgrade the controller input/outputs. Plant valves are controlled via 18 digital outputs, whereas plant discrete states are read via 20 digital inputs. The Arduino TIAN has been selected because it joins a deterministic SAMD21 Atmel Cortex® M0+ 32-bit microcontroller (MCU) with 32 KB of SRAM program memory and a Qualcomm Atheros AR9342 processor running a Linux operative system (OpenWrt) that supports networking capabilities. A user interface based on a web page, that shows the plant state and allows the user to enter all required reference values and commands, has been implemented by exploiting Arduino libraries for web server creation. Given that web server functionalities are still not available on the Arduino TIAN two alternative solutions have been developed for the user interface. The first one via a web browser, using an additional Arduino YUN, connected to the TIAN, acting as web server, and the second one where the user interacts with the TIAN via a serial connection to a local micro-PC, located in the plant electric cabinet.

Plant controller architecture: version with internet connection
The controller is implemented as a Discrete-State Controller. For each possible state of the plant, a control state is defined. When the state is activated, all requested control actions are performed (e.g. opening/closing valves, running a pump), then the associated activities (e.g. monitoring the solution DO or pH or counting a predefined time lap) are performed until the exiting conditions are satisfied and a new state become active. The defined states are: VFA dosing to R1 (SBR), Nutrients dosing to R2, Dilution with tap water, Mixing, VFA dosing to R2 (Accumulation Reactor), Mixing, Sedimentation, Collect the biomass, Remove excess water, Backflush for filter cleaning, and Standby. In a concurrent, parallel, control loop, the reactors are temperature controlled by reading their temperatures and switching on/off the corresponding heaters.
5 Experiments
The main experimental activities were carried out to:
-
optimize the PHA production (Sect. 6.5.1) and the PHA extraction (Sect. 6.5.2);
-
design and prepare TiO2 and Ag0 based nanostructured materials (Sect. 6.5.3) suitable to be applied during the pre- and post-bacteria treatments (Sect. 6.5.5) and purification wastewater (Sect. 6.5.6);
-
investigate the opportunity to develop model-based observers able to estimate, from the available feedback signals, crucial quantities (like bacteria mass and their activity, polymer concentration) that are not directly measurable.
5.1 Optimization of PHA Production
Activated sludge from a municipal wastewater treatment plant was used as inoculum for a lab-scale sequencing batch reactor (SBR, 5 L). The culture was fed with synthetic organic acids (acetic and propionic acids) and subjected to 12 h cycles each composed of an initial feed phase, an aerobic reaction phase, a sedimentation phase, and a withdrawal of depleted water. After that the microbial culture was sent to an accumulation reactor (working volume of 1.5 L) and fed with synthetic organic acids (acetic and propionic acids) for increasing the amount of PHA inside the cells [9]. After 3-months, this cultivation system provided a microbial biomass with 40 ± 5 wt% of polymer content, with a 3HB and 3HV molar ratio of 76 and 24, respectively.
5.2 Optimization of PHA Extraction from MMC
Various pre-treatments (chemical, thermal, mechanical) were explored for increasing the extraction efficiency of DMC [18]. So far the extraction of PHAs from MMCs with organic solvents has been accomplished mainly with chlorinated compounds or a mixture of chlorinated and not chlorinated solvents. Patel et al. reported that the extraction efficiency of organic solvents reaches a maximum of 30%, against an almost complete polymer recovery from single strains [19].
The results achieved with various extraction systems are summarized in Table 6.1. DMC and CH2Cl2 provided the same recovery efficiency (49 ± 2 and 52 ± 1%, respectively, corresponding to PHA extraction yields of 20 ± 1 and 22 ± 1 wt%).
Among the pre-treatments, both the thermal (temperature > 150 ℃) and the mechanical (glass beads and sonication) ones did not improve the DMC extraction performance. However, a pre-treatment with NaClO applied before the extraction with DMC increased PHA recovery up to 76 ± 4% (NaClO for 5 min at 100 ℃). Harsher oxidizing/bleaching conditions (NaClO treatment at 100 ℃ for 1 h) yielded the highest recovery equal to 82 ± 3%.
Very good polymer purities were obtained after the treatment with DMC or CH2Cl2 (entries 1 and 3 in Table 6.1, 98 and 94%, respectively). The purity of PHA recovered through DMC after a pre-treatment with NaClO was generally high (88–98%). Promising results in PHA extraction from MMCs are reported in [20].
5.3 Design and Prepare TiO2 and Ag0 Based Nanostructured Materials
To prepare TiO2- and Ag-coated textiles, standard cotton textiles were used without any pre-treatment, while standard polyamide textiles were made more hydrophilic and the affinity for the nanosols was improved, by dipping samples in flasks containing ethanol (80% v/v) and demineralised water at 70 °C for 30 min. The liquor ratio was 80:1 ml/g (volume of solution to weight of fabric). The samples were dried at room temperature. The functionalization of textile was performed by dip-dapping-curing method. Standard cotton and pre-treated polyamide textile were dipped at room conditions (temperature = 21°C and humidity of air = 45%) in the titania (1.5 and 3 wt%) or silver nanosol (0.05%). Fabrics soaked for three minutes are then passed through a two-roller laboratory padder. The resulting coating is fixed on the surface after drying it in an oven at 100 °C and curing at 130 °C for 10 min. The excess of nanoparticles not adsorbed on the surface is removed by water washing coated fabrics in an ultrasound bath for 15 min and then drying at air. This process is called post-washing treatment.
TiO2- and Ag-coated textile samples were used to carry out antibacterial tests and preliminary tests in real experimental condition during pre-treatment step.
5.4 Antibacterial Tests
Antibacterial tests against pure microbial cultures of Klebsiella pneumoniae (ATCC 4352, Gram negative) and mixed microbial cultures (AATCC 100 Test Method) on different functionalized textile by silver and titanium dioxide were performed. Bacterial reduction is calculated using Eq. (6.1), where A is the number of colonies of the fabrics with titanium dioxide or silver, and B is the number of colonies of the untreated samples (references).
These antibacterial tests were carried out on both cotton and polyamide fabrics and the results are reported in Table 6.2.
The antibacterial tests against Klebsiella pneumoniae showed fairly good data with UV-activated TiO2-coated samples, while excellent results were obtained by Ag-coated fabrics. In general, the antibacterial activity shown by our coated textile samples seems insufficient to obtain a good bacterial reduction. However, bacteria membrane alteration could be detected as irregular profile as in the spot highlighted. The preliminary observation by SEM of membrane morphology after exposure to photocatalytic component was made, nevertheless further investigation needed to experimentally verify their effects on bacteria membranes degradation. The establishment of a physical correlation between exposure to photocatalytic agents and the direct effects on bacteria cellular membrane would support their integration within PHA bio-reactors, facilitating the performance evaluation of bacteria pre- and post-treatments.
5.5 Pre- and Post-treatments with TiO2 Textiles
The biomass slurry was too much dense and it prevented the UV-light to pass through. Unfortunately, the recovery of PHA after the pre-treatment was similar to the results achieved without any treatment (~50%). In post-treatment, PHA (standard or extracted from bacteria, 10 mg) was re-suspended in water and put in contact with a disk of TiO2-textile (20 mg) in order to remove any residual fraction of bacterial charge. The samples were irradiated for 1 or 2 h under UV.
In this case we experienced an unexpected and detrimental absorption of PHA on the textile that caused a loss of polymer after the treatment.
5.6 Purification of Wastewater
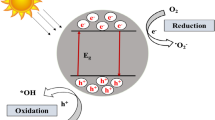
Despite the developed photocatalytic tools showed a high reactivity against pure bacteria and fair results against MMC, some difficulties in their integration within PHAs production process were found. Thus, as an alternative to the use of catalytic tools in pre-treatments and polymer purification steps, the developed TiO2 coated textiles were exploited in purification step of wastewaters, originated from PHAs production process. These wastewaters contain mainly organic pollutants, which could be easily degraded by UV activated nano-TiO2 based photocatalytic materials. Thus, with the aim to purify wastewater and controlling consuming and environmental sustainability, the integration of TiO2 based photocatalytic nanostructured surfaces was investigated as final purification step of PHA production process. The photodegradation of organic pollutants catalysed by nano-TiO2 occurs after the absorption of near-UV light by the surface that induces charge separation and the formation of electron (e−) and positive hole (h+) pair. This charge displacement at contact with water and air promotes the formation of reactive oxygen species (ROS) like hydroxyl and singlet oxygen radicals, responsible for the oxidative degradation of organic molecules [21]. As many papers demonstrate [22,23,24,25], photocatalytic oxidation is a promising approach in the purification of waters contaminated with organic pollutants.
In this work, the purification treatment of wastewaters with nano-TiO2 coated textiles was studied. The organic loading abatement of wastewater using photocatalytic activity was tested through TOC (total organic carbon) determination. In general, good photocatalytic results were found, in lab-scale systems (see Fig. 6.4). Specifically, with two hours of UV irradiation, an excellent TOC reduction was measured from the initial amount of organic C (about 0.45 g/L) to about 0.06 g/L (Table 6.3).

Nano TiO2 coated textile introduced as floating membrane, under UV irradiation, in a lab-scale system and b lab-scale (1 L capacity) plant
5.7 Automation Tools for Process Energy and Efficiency Management
The controller has been developed on the Arduino platform, in the different versions described in Sect. 6.4. Given the limitations of the available software libraries for the Arduino TIAN, the Serial User Interface was preferred: the full web interface will be supported by future versions of the Arduino development environment (IDE).Footnote 1 The adopted software architecture allows a simple addition of new control states and strategies: each state can access the whole data structure. The controller reads the inputs and proposes updated control actions by a timing defined by the user, down to 5 s. All plant data are transmitted via the Serial interface and saved by the connected micro-computer.
5.8 Scale-up of Photocatalytic Advanced Oxidation Process
The development and scale-up of photocatalytic plants designed for treating downstream PHA waste water (PHAWW) was carried out to decontaminate and recycle the bioreactor wastewater, thus adding value to the whole process. A pilot-scale UV/TiO2 photoreactor with capacity of 1 L/day of PHAWW was assembled (Fig. 6.4b), using lab scale system (Fig. 6.4a) as model and validated it experimentally, in order to obtain data for the evaluation of industrial scale-up. A further effort was made in the scale-up, achieving semi-pilot plant (Fig. 6.5a) and pilot plan (Fig. 6.5b) with 6 and 100 L capacity, respectively. Two main configuration systems: at fluidized (Fig. 6.4) and fixed bed (Fig. 6.5), were proposed in order to improve the versatility and provide the real environment where testing photocatalytic components in the advanced oxidation treatment of waste water.

Nano TiO2 coated textile introduced as permeable fixed membranes irradiated by immersed UV lamps, in a semi-pilot plant, 6 L capacity and b pilot plant, 100 L capacity
Encouraging results, in terms of photocatalytic efficiency, were obtained using different TiO2-coated fabric as active membrane in semi-pilot plant (Table 6.4). Further study has been carried out to improve the photocatalytic efficiency in semi-pilot fixed bed system [26].
6 Conclusions and Future Research
The main goal addressed in this work about the PHA production, including the scale-up study, was to develop an original, cost-effective, fully-automated and industrial competitive downstream process for obtaining PHA from microbial cultures. This is in fact still an open challenge in the lack of automated PHA extraction processes and integrated advanced oxidation photo-catalytic systems.
The already existing patents related to PHA (more than 150) mainly regard the production of the polymer, ranging from original approaches for microbial cultivation to novel extraction methodologies. Among the latter, various pre-treatments (e.g. physical treatment, alkali/acids, freezing or heating), polymer recovery (e.g. through cyclic carbonates, ionic liquids or surfactants) and polymer purification (e.g. through bleaching solution) have been investigated (the most relevant examples are reported in [27,28,29,30,31]).
No patents or scientific publications are available for the specific applications related to PHA involving the proposed technologies: (i) the applicability of nanoparticles to destabilize bacterial membranes and purify the extracted PHA, and (ii) Pulse Electric Field (PEF)-assisted extraction processes. The available patents regard the use of TiO2 or Ag0 nanoparticles for wastewater treatment, purification and decontamination, and the use of PEF for achieving the permeabilization of membranes to extract various valuable chemicals (lipids, pigments, juice, proteins) from plant or algal tissues.
The use of developed photocatalytic tools, in particular TiO2 coated textiles, was tested at lab scale in the purification treatment of PHAWW. With the aim of improving environmental sustainability and saving water/energy consuming of the whole system, the integration of the waste-to-bioplastic pilot system is strongly encouraged. From a life cycle perspective, the abatement of pollutant load from the very large amount of water disposed during the concentration of biomass (around 98% by volume) represents a key step for the sustainability of the overall process. The produced know-how allowed the scale up of both bio and photocatalytic reactors at pilot scale level, ensuring the achievement of expected TRL 5/6 and providing a big chance for transferring plants and knowledge in a European research and industrial application environments.
The main outcomes achieved in this work beyond the state of the art contributed to make the overall process more attractive for the companies and even transferable on an industrial level. The process optimization provided safe and cheap PHAs extraction without toxic and harmful chemicals, moreover the improvement performed on the monitoring and automation tools represented a good starting point to lower investments and operating costs. Specifically, in the PHA production system, the biomass production showed to be effective in producing PHA enriched biomass with MMC. The biological reactor is easily scalable with acceptable cost.
Nonetheless, the extraction should be improved in order to obtain higher yield of PHA without significant degradation. This could be done by fine tuning the extraction or use of additives. Another option could be to thermally decompose the PHA inside the cell for the obtainment of monomeric chemicals (e.g. crotonic acid or propylene). Moreover, a complete system including the fermentation of raw wastewater to volatile fatty acids (VFA) should be demonstrated. Due to the difficulties found in the integration of TiO2 and Ag based catalytic tools in PHAs production process, TiO2 coated textiles were exploited as photocatalyst in purification process of wastewaters, originated from PHAs production process. Photocatalytic tests showed a great reduction of organic C, measured by TOC analysis, after 2 h of UV irradiation in the presence of TiO2 coated textiles, as expected by a very efficient photocatalytic process. Thus, the photodegradation of organic pollutants present in wastewaters was demonstrated. The use of developed catalytic tools, in particular TiO2 coated textiles, in purification treatment of wastewaters represent a promising alternative to their integration within PHAs production process. The very good results encouraged the introduction of such catalytic components in analogous processes, improving environmental sustainability and saving water/energy consuming.
More generally, the developed strategy contributes to allocate the PHAs production process as very promising green biotechnology. The fully automatized prototype realized for PHA cultivation is a further step towards the achievement of a compact all in one system able to convert a specific waste into ready-to-use bioplastic. Further studies will be focused on to the implementation, tuning and testing of the system to produce PHA with different carbon sources obtained from different wastes. A particular attention will be paid to the possibility to combine ceramic active phase such as supported nano-TiO2 and Ag as green and sustainable remediation against any possible bacterial contamination that bio-reactor can generate.
Notes
References
Telmo O (2013) Polymers and the environment. In: Dr. Yılmaz F (ed) Polymer science. InTech. https://doi.org/10.5772/51057. https://www.in
Kivanç M, Bahar H, Yilmaz M (2008) Production of poly(3-hydroxybutyrate) from molasses and peach pulp. J Biotechnol 136:S405–S406
Chanprateep S (2010) Current trends in biodegradable polyhydroxyalkanoates. J Biosci Bioeng 110:621–632. https://doi.org/10.1016/J.JBIOSC.2010.07.014
Salehizadeh H, Van Loosdrecht MCM (2004) Production of polyhydroxyalkanoates by mixed culture: recent trends and biotechnological importance. Biotechnol Adv 22:261–279. https://doi.org/10.1016/j.biotechadv.2003.09.003
Serafim LS, Lemos PC, Torres C, Reis MAM, Ramos AM (2008) The influence of process parameters on the characteristics of polyhydroxyalkanoates produced by mixed cultures. Macromol Biosci 8:355–366. https://doi.org/10.1002/mabi.200700200
Jacquel N, Lo C-W, Wei Y-H, Wu H-S, Wang SS (2008) Isolation and purification of bacterial poly(3-hydroxyalkanoates). Biochem Eng J 39:15–27. https://doi.org/10.1016/J.BEJ.2007.11.029
Laycock B, Arcos-Hernandez MV, Langford A, Buchanan J, Halley PJ, Werker A, et al (2014) Thermal properties and crystallization behavior of fractionated blocky and random polyhydroxyalkanoate copolymers from mixed microbial cultures. J Appl Polym Sci 131. https://doi.org/10.1002/app.40836
Villano M, Valentino F, Barbetta A, Martino L, Scandola M (2014) Polyhydroxyalkanoates production with mixed microbial cultures: from culture selection to polymer recovery in a high-rate continuous process. N Biotechnol 31:289–296. https://doi.org/10.1016/J.NBT.2013.08.001
Whiffin VS, Cooney MJ, Cord-Ruwisch R (2004) Online detection of feed demand in high cell density cultures of Escherichia coli by measurement of changes in dissolved oxygen transients in complex media. Biotechnol Bioeng 85:422–433. https://doi.org/10.1002/bit.10802
Johnson K, Jiang Y, Kleerebezem R, Muyzer G, van Loosdrecht MCM (2009) Enrichment of a mixed bacterial culture with a high polyhydroxyalkanoate storage capacity. Biomacromol 10:670–676. https://doi.org/10.1021/bm8013796
Westerberg K (2007) Using the dissolved oxygen signal for automatic control in fed-batch production of PHA by a mixed culture
Jiang Y, Marang L, Tamis J, van Loosdrecht MCM, Dijkman H, Kleerebezem R (2012) Waste to resource: converting paper mill wastewater to bioplastic. Water Res 46:5517–5530. https://doi.org/10.1016/j.watres.2012.07.028
Popova S (2006) On-line state and parameters estimation based measurements of the glucose in mixed culture system. Biotechnol Biotechnol Equip 20:208–214. https://doi.org/10.1080/13102818.2006.10817402
Vargas A, Montaño L, Amaya R (2014) Enhanced polyhydroxyalkanoate production from organic wastes via process control. Bioresour Technol 156:248–255. https://doi.org/10.1016/j.biortech.2014.01.045
Oehmen A, Pinto FV, Silva V, Albuquerque MGE, Reis MAM (2014) The impact of pH control on the volumetric productivity of mixed culture PHA production from fermented molasses. Eng Life Sci 14:143–152. https://doi.org/10.1002/elsc.201200220
Kellerhals MB, Kessler B, Witholt B (1999) Closed-loop control of bacterial high-cell-density fed-batch cultures: production of mcl-PHAs by pseudomonas putida KT2442 under single-substrate and cofeeding conditions. Biotechnol Bioeng 65:306–315. https://doi.org/10.1002/(SICI)1097-0290(19991105)65:3%3c306:AID-BIT8%3e3.0.CO;2-0
Samorì C, Basaglia M, Casella S, Favaro L, Galletti P, Giorgini L et al (2015) Dimethyl carbonate and switchable anionic surfactants: two effective tools for the extraction of polyhydroxyalkanoates from microbial biomass. Green Chem 17:1047–1056. https://doi.org/10.1039/C4GC01821D
Patel M, Gapes DJ, Newman RH, Dare PH (2009) Physico-chemical properties of polyhydroxyalkanoate produced by mixed-culture nitrogen-fixing bacteria. Appl Microbiol Biotechnol 82:545–555. https://doi.org/10.1007/s00253-008-1836-0
Samorì C, Abbondanzi F, Galletti P, Giorgini L, Mazzocchetti L, Torri C et al (2015) Extraction of polyhydroxyalkanoates from mixed microbial cultures: impact on polymer quality and recovery. Bioresour Technol 189:195–202. https://doi.org/10.1016/j.biortech.2015.03.062
Dong S, Feng J, Fan M, Pi Y, Hu L, Han X et al (2015) Recent developments in heterogeneous photocatalytic water treatment using visible light-responsive photocatalysts: a review. RSC Adv 5:14610–14630. https://doi.org/10.1039/C4RA13734E
Bhatkhande DS, Pangarkar VG, Beenackers AACM (2002) Photocatalytic degradation for environmental applications—a review. J Chem Technol Biotechnol 77:102–116. https://doi.org/10.1002/jctb.532
Malato S, Fernández-Ibáñez P, Maldonado MI, Blanco J, Gernjak W (2009) Decontamination and disinfection of water by solar photocatalysis: recent overview and trends. Catal Today 147:1–59. https://doi.org/10.1016/j.cattod.2009.06.018
Kabra K, Chaudhary R, Sawhney RL (2004) Treatment of hazardous organic and inorganic compounds through aqueous-phase photocatalysis: a review. Ind Eng Chem Res 43:7683–7696. https://doi.org/10.1021/ie0498551
Chong MN, Jin B, Chow CWK, Saint C (2010) Recent developments in photocatalytic water treatment technology: a review. Water Res 44:2997–3027. https://doi.org/10.1016/J.WATRES.2010.02.039
Baldisserri C, Ortelli S, Blosi M, Costa AL (2018) Pilot—plant study for the photocatalytic/electrochemical degradation of Rhodamine B. J Environ Chem Eng 6:1794–1804. https://doi.org/10.1016/j.jece.2018.02.008
Jian Y (2009) US7514525B2 Recovery and purification of polyhydroxyalkanoates
Hecht SE, Niehoff RL, Narasimhan K, Neal CW, Forshey PA, Phan DV, et al (2010) US7763715B2 Extracting biopolymers from a biomass using ionic liquids
Hassan MA, Mohammadi M, Ab Razak NA, Chong ML, Abd Aziz S, Abdullah AA-A, et al (2011) WO2011108916A2 A method for recovering an intracellular PHA
Nielsen W, Mcgrath C (2013) WO2013016566 Methods of extracting polyhydroxyalkanoates from PHA-containing bacterial cells
Lafferty RM, Heinzle E (1978) US4101533 A: cyclic carbonic acid esters as solvents for poly-(β hydroxybutyric acid)
Terkaj W, Tolio T (2019) The Italian Flagship project: factories of the future. In: Tolio T, Copani G, Terkaj W (eds) Factories of the future. Springer
Acknowledgements
This work has been funded by the Italian Ministry of Education, Universities and Research (MIUR) under the Flagship Project “Factories of the Future—Italy” (Progetto Bandiera “La Fabbrica del Futuro”) [32], Sottoprogetto 2, research projects “innovative and sustainable Production of BioPolymers” (ProBioPol), “Prototyping ProBioPol results” (ProBioType), and “Prototyping ProBioPol Results II (UV/TiO2 Photocatalytic Reactor)” (ProBioTypeII).
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Open Access This chapter is licensed under the terms of the Creative Commons Attribution 4.0 International License (http://creativecommons.org/licenses/by/4.0/), which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons license and indicate if changes were made.
The images or other third party material in this chapter are included in the chapter's Creative Commons license, unless indicated otherwise in a credit line to the material. If material is not included in the chapter's Creative Commons license and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder.
Copyright information
© 2019 The Author(s)
About this chapter

Cite this chapter
Ortelli, S. et al. (2019). Innovative and Sustainable Production of Biopolymers. In: Tolio, T., Copani, G., Terkaj, W. (eds) Factories of the Future. Springer, Cham. https://doi.org/10.1007/978-3-319-94358-9_6
Download citation
DOI: https://doi.org/10.1007/978-3-319-94358-9_6
Published:
Publisher Name: Springer, Cham
Print ISBN: 978-3-319-94357-2
Online ISBN: 978-3-319-94358-9
eBook Packages: EngineeringEngineering (R0)