
Abstract
Milling is a complex process where machining quality is influenced by tool geometry, chip flow, temperature, and wear. In recent years, the rapid development of computer technology has enabled the use of finite element simulation methods to study the relationship between the machining results and various process parameters. In this study, a three-dimensional thermal coupled Euler-Lagrange milling model is proposed. This approach provided unique advantages in terms of stability and computational speed. The simulation results showed a good agreement with the corresponding experimental cutting tests and provided further information on the heat source distribution characteristics, which form a basis for further theoretical investigations.
You have full access to this open access chapter, Download conference paper PDF
Similar content being viewed by others

Keywords
1 Introduction
Milling is an intermittent cutting process in which a tool, usually with multiple teeth, performs a circular cutting motion to produce a workpiece geometry. Due to the superposition of translational and rotational movements, the cutting edges traverse a trochoidal path, resulting in a variation of the uncut chip thickness thus changing the thermomechanical loads on the cutting tool. Thermo-mechanical state variables have a significant influence on machining results, for example various wear effects as well as the change in surface integrity of the workpiece [1]. Only detailed understanding of the process state variables enables effective process and tool design with correspondingly positive economic and ecological potentials.
The empirical study of process state variables has remained a major challenge to date. The complex dynamics of the milling process make direct process monitoring, especially temperature measurement, difficult. To solve this problem, model-based process analysis has become increasingly important. Process models are usually classified into analytical and numerical models. Analytical models, such as [2, 3], although easier to solve than numerical models, are generally restricted to simple tool and workpiece geometries and are valid only for a limited range of state variables. In comparison, numerical methods are more flexible but require large computational resources. Nowadays, with the progress of computer hardware and the development of simulation programs, the 3D simulation of machining processes based on the finite element method (FEM) is possible. The advantage of the 3D numerical simulation of the milling process is not only the flexibility in setting the tool geometry and cutting conditions, but also the possibility to visualize all the state variables of the real cutting process, which can be considered as the realization of the digital twin [4,5,6,7].
1.1 State of the Art of FEM-Based Cutting Simulation
The FEM-based cutting simulations can be divided into Lagrangian and Coupled Eulerian Lagrangian (CEL) methods. The difference between the two methods lies in the definition of the mesh type for the workpiece. In the Lagrangian method, the mesh moves with the workpiece. This method has the advantage of accurately describing the material surface but is prone to mesh distortion due to the high strain rate of the material in the primary and secondary shear zones. The CEL approach, on the other hand, uses an Eulerian mesh for the workpiece material, and the mesh is fixed in space. With a sufficiently fine mesh, this approach can greatly improve the stability of the cutting simulation.
To date, the CEL method has been widely used for the simulation of a variety of cutting processes. Abdelhafeez et al. simulated the drilling of aluminum and titanium alloys using the CEL method. The simulated process forces were in good agreement with the experimental measurements [8]. Gao et al. Simulated the end milling of Al6061 aluminum alloy [9]. In this case, the cutting process was simplified to a linear motion. Their results showed that the simulation not only correctly predicted the cutting forces, but also accurately reproduced the chip morphology. The study by Persson et al. focused on burr formation during intermittent turning. They found that the burr heights determined by CEL simulations were in agreement with the experimental values [10]. The most recent CEL-based milling simulation study was published by Vovk et al. who simulated the peripheral milling of AISI4140 alloy [11]. Their results further confirmed that the numerical model can accurately predict cutting forces, and in addition they investigated the residual stresses and temperature variations of the workpiece in the simulation.
The results of milling and drilling simulations to date have shown that the CEL method can accurately predict cutting forces as well as chip formation processes. However, for all current studies, the tool was considered to be an adiabatic body. Neglecting the temperature change of the tool and the heat transfer between the tool and the workpiece material leads to the lack of accuracy of the thermal analysis in the milling process. To fill this research gap, a novel thermally coupled CEL approach for side milling is proposed in this paper. The advance of the model is the ability to predict the thermal load on the cutting tool, which is a prerequisite for subsequent models, such as tool wear models.
The process investigated in this work is side milling of AISI 1045 steel with carbide tools. Tool temperature, cutting force components and tool torque are measured and compared with the simulation results. In the following section, the experimental setup as well as the tool and workpiece characteristics are first described. Section 3 outlines the setup of the thermal coupled CEL model for the milling process and the specific model parameters. Section 4 compares the simulation results with the experiments to evaluate the accuracy of the models. The final section summarizes the advantages and shortcomings of the proposed approach and provides guidance for the future development of the model.
2 Experimental Procedure
For model validation, milling experiments were performed on a CNC machine. In this section, the setup of the test rig and the specification of the sensors used are presented. Subsequently, the properties of the milling tool and the workpiece are described in detail.
2.1 Experimental Set-Up of Side Milling
The side milling experiments were performed on a Mazak VARIAXIS i-600 machining center. Figure 1 shows the experimental setup and sensor arrangement. The workpiece in the form of a 250 mm × 65 mm × 55 mm block was attached to a KISTLER 9255c dynamometer with four clamps. The dynamometer can measure the force components in the feed direction Ff and perpendicular to the feed direction FfN up to 30 kN. During the process, the tool moved only in the X-direction and milled the front face of the workpiece. The door of the machine tool remained open during the experiment. A FLIR X6580sc thermal imaging camera is placed in front of the machine tool with the lenses perpendicular to the machining surface at the same height. The camera has been calibrated in the temperature range of 0 to 300 ℃ and is able to record the process at a resolution of 320 × 256 pixels with a frame rate of 670 Hz. Table 1 shows the investigated process parameters corresponding to the semi-finishing conditions commonly used in the industry. Each test was performed two times to ensure statistical repeatability. The measured transient temperature distribution of the tool as well as the measured process force components were used as validation variables for the simulation.

Experimental setup for the validation of milling models.
2.2 Workpiece Material and Cutting Tool
Machining experiments were performed with carbon steel AISI 1045, which has high strength and is widely used in industry for screws, bolts, shafts, and axles. The chemical composition of the workpiece material was measured by spark spectroscopy and is shown in Table 2.
The workpiece specimen was normalized at 860 ℃, and its microstructure showed a homogeneous grain distribution, as shown in Fig. 2. The mechanical properties of the workpiece according to the material certificate are listed in Table 3.

Microstructure of AISI 1045 workpiece specimen.
The cutting tool used was a solid carbide end mill type CNMG 120404-SM from Sandvik Coromant without coating. The geometrical characteristics of the tool are summarized in Table 4.
3 Model Setup of Side Milling
In this paper, the Coupled Eulerian-Lagrangian (CEL) method is used to simulate the milling process. This method has the advantage that it can stably simulate the deformation of the solid with large strain rates and is therefore suitable for machining simulations. Figure 3 shows the model setup of the milling process and the partition of the Eulerian domain. The workpiece is defined by the volume fraction in the Eulerian domain and the tool is discretized into a Lagrange mesh. The height of the Eulerian domain is slightly larger than the depth of cut ap. During the simulation, the tool performs only rotational movements and the workpiece the translational movement. The workpiece passes through the Eulerian mesh at feed velocity vf. The workpiece section uses 5 µm hexahedral meshes to ensure the accuracy of the simulation.

Model setup of the CEL milling simulation.
The milling tool is considered as a rigid body, so that tool wear is neglected. Since the tool wear was measured after each cut during the tests and was very low, this assumption is valid. The friction between the tool and the workpiece is an important parameter since it determines the thermomechanical tool loads and the heat source distribution on the tool rake face. A temperature-dependent friction model developed by Puls [12] is implemented in the milling simulation, the mathematical expression is defined as follows:
where \({\mathrm{T}}_{\mathrm{f}}\) is the reference temperature and \({\mathrm{T}}_{\mathrm{m}}\) is the melting temperature of AISI 1045. The model parameters for the contact between AISI 1045 and cemented carbide were experimentally calibrated in [12]. The plastic behavior of AISI 1045 was modeled as elasto-viscoplastic using Johnson-Cook material (JC) model [13]. The JC model characterizes material plasticity as a function of temperature, strain and strain rate and can be expressed as:
Table 5 summarizes the parameters of the material model and friction model used in this paper. Figure 4 shows the experimental results of the cutting forces for orthogonal cutting of the AISI 1045 used in this work compared to the results of the simulations using the CEL method. The simulated cutting forces agreed well with the experimental results, but the simulated thrust forces were underestimated. This is due to the inadequate description of the workpiece rebound after cutting by the material model. However, since the passive force is perpendicular to the cutting speed, it performs no mechanical work and thus has no contribution to the heat generation.

Cutting force components of AISI 1045 from experiments and simulations for orthogonal cutting.
The simulations were performed with 48 cores on a high-performance computer with Intel Xeon Platinum 8160 processors “SkyLake” 2.1 GHz. The simulation time was on average 100 h for one revolution of the cutter. In the following section, the accuracy of the model is discussed by comparing the simulated and experimental cutting forces and tool temperatures.
4 Results and Discussion of Simulations and Experiments
In this section, simulated and experimental results are compared, and the accuracy of the simulations is thus evaluated. First, the active forces calculated from the cutting force components are compared, as shown in Fig. 5. The measurement results represent the transient force curve when the cutter is in stable engagement. The polar angle corresponds to the rotation angle of the milling cutter and the distance of the points from the origin indicates the force. Since the cutter has four flutes and only one flute was engaged at a time during the test, the polar force plots show a centrosymmetric petal-like distribution.
The experimentally measured forces are significantly smaller than the simulated forces. Furthermore, the measured force profile shows tool chatter, especially at the speed of vc = 120 m/min. Tool chatter was not observed in the simulation because the simulation did not consider irregularities and disturbances in the actual machining process, such as thermal induced distortions, spindle runout and vibrations during machining. The deviation of the cutting forces is caused on the one hand by the underestimation of the thrust forces, as shown in Fig. 4, and on the other hand by the “ploughing effect”Footnote 1. The smaller the uncut chip thickness, the greater the weight of the ploughing effect in the cutting process. In down milling, the uncut chip thickness gradually decreases from the maximum at the beginning of the engagement to the zero at the disengagement. The resulting cutting forces at the end of engagement act more on the cutting edge than on the rake face. This leads to a negative effective rake angle. Therefore, the use of material models determined from the orthogonal cutting for positive rake angles can lead to a large deviation in the milling simulation. One possible method to solve this deficit is to define different material models for the high and low uncut chip thickness.
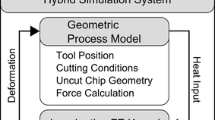
The mechanical loads also have a direct effect on the temperature of the tool and the workpiece, since a large part of the mechanical work is converted into heat during the machining process. The simulated tool temperatures were compared with the experimental thermal images. CEL milling simulations are very time consuming and can only simulate one revolution of the cutter. To analyze the temperature development over a longer process duration, a hybrid simulation approach was applied, as shown in Fig. 6.

Comparison of the measured and simulated active forces of the milling processes. The polar angle corresponds to the rotation angle of the milling cutter and the polar axis shows the magnitude of the forces Fa with the unit [N].

Simulation approach for the analysis of tool temperature in long process times
The CEL milling simulation provided the heat input into each flute at one revolution. This heat input was then used in a separate heat transfer model to simulate the long-term temperature development. The tool height for the temperature model is four times the depth of cut. Since the top surface is far from the heat source, it is set to an isothermal boundary condition with 27 ℃. Except for the upper surface and the heat source, all surfaces are defined as adiabatic. The 3D heat transfer simulation is very fast compared to the cutting simulation. Therefore it is possible to simulate several seconds of the cutting process in a few minutes.
Figures 7 and 8 compare the simulated temperature field and the measured thermal image at different cutting conditions. The color indicates the temperature. To better resolve the temperature field, different scalar are used for experiment and simulation. The maximum temperature near the front cutting edges was measured and indicated in the figures. In general, the color of the temperature field shows a similar distribution between simulation and experiment. However, the absolute temperature from the simulation was overestimated. The difference in maximum temperature was about 100° at a feed per tooth of fz = 100 mm and increased as the feed rises. The deviation can be attributed to the process forces. Due to the overestimation of the process forces, the heat generation in the cutting area in the simulation was higher than the actual value, resulting in a higher temperature. Moreover, the emissivity of the tool can lead to an additional deviation of the temperature measurement.

Tool temperature from experiment and simulation at a cutting speed of vc = 120 m/min and a process time of tc = 5 s.

Tool temperature from experiment and simulation at a cutting speed of vc = 150 m/min and a process time of tc = 4 s.
Figure 9 shows the simulated heat flow and the heat partition into the tool. The heat transferred into the tool was proportional to the cutting speed and the feed. The heat partition into the tool was 15.9% at fz = 0.1 mm and to 17.8% at fz = 0.3. The higher feed rate not only resulted in a higher heat input into the tool, but also in a higher heat partition. The reason for this is that at higher feed rates, more heat can be transferred into the tool due to the larger contact area between the tool and the chip. In contrast, the heat distribution in the tool was lower at higher cutting speeds. This is due to the fact that the higher cutting speed leads to faster heat removal by chips from the cutting area.

Simulated heat partition and heat flow into the tool when milling AISI 1045.
5 Conclusion and Outlook
In this work, a new thermal coupled 3D FEM model based on the Coupled Eulerian Lagrangian (CEL) approach was proposed for the end milling process. The advantage of this model is the capability to analyze the temperature distribution in the tool. In particular, it allows direct determination of the heat partition into the tool under different cutting conditions. The model not only facilitates the thermal analysis of the cutting process, but also provides a theoretical basis for optimizing the process parameters under the aspect of thermal effects.
The comparison of the simulated results with experiments shows that the direct application of the material model determined for the orthogonal cutting to milling process leads to an underestimation of the process forces. One possible reason for this is the ploughing effect. When the uncut chip thickness decreases such that the ploughing effect dominates, the material model for large uncut chip thickness can no longer accurately represent the plastic properties of the workpiece. To address this issue, the use of different material models for large and small uncut chip thickness is proposed for the future work. To ensure the accuracy of the thermographic measurement, a reference measurement with a ratio pyrometer is required. This is because the ratio pyrometer measurement is not affected by the emissivity of the surface. Therefore, the emissivity can be calibrated by comparing the thermographic and pyrometer results.
Beside the process simulation, a hybrid simulation method for the fast calculation of the tool temperature is also presented. This simulation approach in combination with thermographic temperature measurements allows an efficient determination of the heat flow into the tool. Future research should focus on the validation of the model under different milling conditions. The general validity of the model needs to be further verified. Moreover, different tool geometries can be analyzed by simulations to determine the relationship between heat partition and tool design. This can not only save R&D costs, but also provide theoretical guidance for the tool optimization.
Notes
- 1.
Ploughing effect means that part of the material is pressed into the workpiece near the rounding of the cutting edge [14].
References
Augspurger, T.: Thermal Analysis of the Milling Process, 1st edn. Apprimus Wissenschaftsverlag, Aachen (2018)
Sato, M., Tamura, N., Tanaka, H.: Temperature variation in the cutting tool in end milling. J. Manuf. Sci. Eng. 133 (2011). https://doi.org/10.1115/1.4003615
Stephenson, D.A., Ali, A.: Tool temperatures in interrupted metal cutting. J. Eng. Ind. 114, 127–136 (1992). https://doi.org/10.1115/1.2899765
Zhu, Z., Xi, X., Xu, X., et al.: Digital twin-driven machining process for thin-walled part manufacturing. J. Manuf. Syst. 59, 453–466 (2021). https://doi.org/10.1016/j.jmsy.2021.03.015
Bergs, T.: Internet of production - turning data into value. Fraunhofer-Gesellschaft (2020)
Bergs, T., Gierlings, S., Auerbach, T., et al.: The concept of digital twin and digital shadow in manufacturing. Procedia CIRP 101, 81–84 (2021). https://doi.org/10.1016/j.procir.2021.02.010
Hänel, A., Seidel, A., Frieß, U., et al.: Digital twins for high-tech machining applications—a model-based analytics-ready approach. JMMP 5, 80 (2021). https://doi.org/10.3390/jmmp5030080
Abdelhafeez, A.M., Soo, S.L., Aspinwall, D., et al.: A coupled Eulerian Lagrangian finite element model of drilling titanium and aluminium alloys. SAE Int. J. Aerosp. 9, 198–207 (2016). https://doi.org/10.4271/2016-01-2126
Gao, Y., Ko, J.H., Lee, H.P.: 3D coupled Eulerian-Lagrangian finite element analysis of end milling. Int. J. Adv. Manuf. Technol. 98(1–4), 849–857 (2018). https://doi.org/10.1007/s00170-018-2284-3
Persson, H., Agmell, M., Bushlya, V., et al.: Experimental and numerical investigation of burr formation in intermittent turning of AISI 4140. Procedia CIRP 58, 37–42 (2017). https://doi.org/10.1016/j.procir.2017.03.165
Vovk, A., Sölter, J., Karpuschewski, B.: Finite element simulations of the material loads and residual stresses in milling utilizing the CEL method. Procedia CIRP 87, 539–544 (2020). https://doi.org/10.1016/j.procir.2020.03.005
Puls, H., Klocke, F., Lung, D.: Experimental investigation on friction under metal cutting conditions. Wear 310, 63–71 (2014). https://doi.org/10.1016/j.wear.2013.12.020
Johnson, G.R., Cook, W.H.: Fracture characteristics of three metals subjected to various strains, strain rates, temperatures and pressures. Eng. Fract. Mech. 21, 31–48 (1985). https://doi.org/10.1016/0013-7944(85)90052-9
Albrecht, P.: New developments in the theory of the metal-cutting process: part I. the ploughing process in metal cutting. J. Eng. Ind. 82, 348–357 (1960). https://doi.org/10.1115/1.3664242
Acknowledgements
The authors would like to thank the German Research Foundation (DFG) for the funding the SFB/Transregio 96 collaborative research (Project ID 174223256-TRR 96) subproject A02. Furthermore, the authors gratefully acknowledge the computing time provided to them at the NHR Center NHR4CES at RWTH Aachen University (project number p0020236). This is funded by the Federal Ministry of Education and Research, and the state governments participating on the basis of the resolutions of the GWK for national high performance computing at universities (www.nhr-verein.de/unsere-partner).
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Open Access This chapter is licensed under the terms of the Creative Commons Attribution 4.0 International License (http://creativecommons.org/licenses/by/4.0/), which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons license and indicate if changes were made.
The images or other third party material in this chapter are included in the chapter's Creative Commons license, unless indicated otherwise in a credit line to the material. If material is not included in the chapter's Creative Commons license and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder.
Copyright information
© 2023 The Author(s)
About this paper

Cite this paper
Liu, H., Meurer, M., Bergs, T. (2023). Three-Dimensional Modeling of Thermomechanical Tool Loads During Milling Using the Coupled Eulerian-Lagrangian Formulation. In: Ihlenfeldt, S. (eds) 3rd International Conference on Thermal Issues in Machine Tools (ICTIMT2023). ICTIMT 2023. Lecture Notes in Production Engineering. Springer, Cham. https://doi.org/10.1007/978-3-031-34486-2_23
Download citation
DOI: https://doi.org/10.1007/978-3-031-34486-2_23
Published:
Publisher Name: Springer, Cham
Print ISBN: 978-3-031-34485-5
Online ISBN: 978-3-031-34486-2
eBook Packages: EngineeringEngineering (R0)