
Abstract
With its low thermal conductivity and high thermal capacity, polymer concrete has excellent thermal properties that when used in machine tools ensure increased accuracy of the manufactured parts. Polymer concrete has been used successfully in machine tool construction for many years in the form of machine beds. The aforementioned thermal properties in combination with a low density, high damping and a lower primary energy requirement also make polymer concrete interesting for use as a structural component. However, the comparatively low tensile strength and creep tendency of the material pose a challenge here. One approach to increase the tensile strength of the material is the integration of prestressed carbon fibres into the material. In order to clarify the suitability of this hybrid material, its temperature behaviour is investigated in this paper. The focus is on the investigation of residual stresses that arise during heating, which result from the combination of the positive thermal expansion coefficient of polymer concrete with the negative thermal expansion coefficient of the carbon fibres. In addition, the flexural properties of pure polymer concrete and of pre-stressed fibre-reinforced polymer concrete are determined at different test temperatures within the scope of this paper. It is shown that the prestressing of fiber-reinforced polymer concrete leads to an improvement of the flexural strength and the stiffness of polymer concrete.
You have full access to this open access chapter, Download conference paper PDF
Similar content being viewed by others


Keywords
1 Introduction
Fluctuating ambient temperatures in production halls represent an obstacle to achieving the goal of capable and controlled manufacturing processes. Due to its low thermal conductivity and high thermal capacity, polymer concrete is a suitable material for machine tools to minimize the influence of these fluctuations. Polymer concrete, also known as mineral casting or reactive resin concrete, is a composite material consisting of inorganic mineral materials embedded in a matrix of resin (usually epoxy resin). The resin content is around 10–13%. In addition to its excellent thermal properties, the high damping properties of the material also contribute to the increased accuracy of the manufactured work pieces [1]. Other positive properties of the material include its low density [2] and its low carbon footprint, which is mainly due to the low primary energy requirement in the manufacturing process [1].
Polymer concrete has been used in machine beds since 1944 [1], but its high creep tendency and low tensile strength made it unsuitable for use in structural components until now. One approach to meet these challenges is the integration of fibers. In the past, the effect of the integration of different natural fibers [4, 5], recycled textile [6], as well as tire fibers [7], glass fibers, and carbon fibers has already been investigated. In particular, the integration of carbon fibers was found to have a positive effect, since they increase the compressive strength and better the failure behavior [8]. In order to further increase the positive influence of the integrated carbon fibers, a prestressing of the carbon fibers is tested. The principle of prestressing cement concrete by means of steel fibers or fiber-reinforced plastic tie rods is well known in the construction industry [3]. It is assumed that the prestressing of fibers cast into polymer concrete - as with cement concrete - introduces residual compressive stresses into the material and thus improves its mechanical properties.The determination of the flexural properties of the innovative prestressed fiber-reinforced polymer concrete at room temperature, as well as at an increased core temperature, is the subject of this paper. In addition, a comparison is made with pure polymer concrete and fiber-reinforced polymer concrete.
2 Material-Specific Structure of the Samples
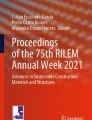
The polymer concrete EPUMENT 130/3 manufactured by RAMPF Machine Systems is used for the investigation. This high-tech material is currently used for the production of machine frames in order to optimally withstand the geometrical position of the individual machine elements as well as the absorption of forces and moments under static, dynamic, thermal and acoustic loads. The manufactured test samples have the dimensions 50 × 50 × 500 mm3. For statistical validation, three samples of each material are prepared and examined. For the fiber-reinforced samples, GRAFIL 34–700 carbon fibers from Mitsubishi Chemical Carbon Fiber and Composites were integrated. The fiber-reinforced samples are provided with the 24k fiber at 5 points on the sample (Fig. 1c). The prestressing force of the prestressed samples is Fc = 1,800 N. The force is applied by means of specially developed prestressing mechanisms [9]. The determination of this force was done on the basis of the compressive strength fv of the polymer concrete. The fibers are pre-impregnated with the epoxy resin, which is also the matrix component of the polymer concrete. In this way, complete infusion of the fibers can be ensured. Strain gauges (type: 6/120ZE LY41, manufacturer: HBM) are integrated into the test setup to monitor the internal stresses. To monitor the core temperature of the samples and to compensate the temperature of the strain gauges, additional encapsulated PT100 temperature sensors are integrated at the level of the strain gauges (see Fig. 1b). One strain gauge and one temperature sensor are placed on the lowest and one on the highest fiber level. The strain gauges are placed on the carbon fibers, the temperature sensors next to them (see Fig. 1b). The cables are led out at about half length of the sample.

a) Pretension of the carbon fibers; b) strain gauge and temperature sensor on and next to the carbon fibers; c) sample made out of prestressed fiber-reinforced polymer concrete.
All test samples are casted in aluminum molds, in which they cure for a period of 22 h according to the manufacturer's specifications before being stored for a period of four to six days. The curing process was recorded for all test samples and is shown as an example for a fiber-reinforced sample in Fig. 2. For a better overview, only the measured values of one strain gauge are shown. The average temperature difference was calculated from the measured values of the inserted temperature sensors and refers to the time t = 0 h.

Elongation and temperature during the curing process of fiber-reinforced polymer concrete
As shown in Fig. 2, the polymer concrete heats up by about 3.5 ℃ in the first 5 h due to an exothermic reaction. This chemical process is well known and can be found in all polymer concrete samples without prestressing. In contrast, only a minimal increase of the core temperature by 0.1 ℃ takes place in the prestressed samples (Fig. 3). This is due to the necessity to fix the molds on a machine table during the production of pre-stressed samples. During the production of the samples without prestressing, the molds were placed on a wooden base during curing.

Elongation and temperature during the curing process of prestressed fiber-reinforced polymer concrete
During curing of the pre-stressed fiber-reinforced test samples, a significant increase in stress development occurs after a period of about 18.8 h. The exact cause of this increase in stress is currently the subject of further investigations. It is assumed that there might be a connection with the reaching of the gel point of the epoxy resin.
3 Behaviour Under Load at Different Sample Temperatures
The experimental setup is shown in Fig. 4. The sample is clamped between two 60 mm wide metal plates. The bending force is applied by a hydraulic cylinder and transmitted to the sample at a distance of 405 mm from the clamping via a load cell. The load cell is a KM26-10kN product from the manufacturer ME-Systeme. The deflection of the sample is measured by a dial gauge placed above the load cell. Two more dial gauges are used to monitor the position of the hydraulic cylinder and the clamping. The aim of the experimental setup is to imitate the static load condition of a machine arm in a single direction while milling. The fiber orientation of the sample was deliberately not modeled on the load paths of the applied force.

Experimental setup
The samples are warmed up to a core temperature of 50 ℃ heat chamber. Further heating is not expedient for the given application of a machine arm. The development of temperature and stress during heating are shown, for example, for one sample per material in Fig. 5. For a better overview, only the measured values of one strain gauge are shown. The average temperature was calculated from the two measured values of the inserted temperature sensors. In addition to the actual strains of the strain gauges, the theoretical strain ε of the pure polymer concrete is shown to validate the measurement methodology (cf. Formula 1).
The manufacturer specifies the coefficient of thermal expansion α of the polymer concrete used as 20 * 10–6 K−1 [10]. The temperature difference ΔT refers to the core temperature prevailing in the sample at time t = 0 s.

Measured elongation during the heating of pure polymer concrete, fiber-reinforced polymer concrete and prestressed fiber-reinforced polymer concrete up to a core temperature of 50 ℃, theoretically calculated thermal expansion of pure polymer concrete at the measured core temperature
The behavior of the strain gauges integrated in the pure polymer concrete during the heating of the sample is well in line with the current state of research [11]. As a result of the positive coefficient of thermal expansion of the material, strain occurs which, moreover, is close to the theoretically calculated values, especially in the range of higher temperatures.
The strain gauges integrated in the fiber-reinforced polymer concrete experience a lower strain. Here, too, the results can be reconciled with the statements of the current state of research [12] and justified by the negative coefficient of thermal expansion of the carbon fibers. However, since this is lower than that of the polymer concrete, expansion of the sample still occurs.
The prestressed samples initially experience expansion of similar value than the fiber-reinforces ones, but when the temperature reaches 46 ℃, there is a sudden drop in strain. The reasons for this are as yet unknown and are currently the subject of further investigation.
The samples are subjected to the bending tests immediately after heating. Before the bending test the core temperature decreases insignificantly by around 1.5 ℃. The test results of the bending tests are shown in Fig. 6.

Fracture force (a) and total deflection at breaking point (b) of the samples made out of pure polymer concrete, fiber-reinforced polymer concrete and prestressed fiber-reinforced polymer concrete at room temperature and after heating up to a core temperature of 50 ℃
The prestressing of the polymer concrete by means of the carbon fibers leads to a significant increase in the breaking strength as well as to a significant increase in the deflection. Compared to the samples made of pure polymer concrete, the breaking load is increased by almost 180%.
For all materials considered, heating of the samples leads to an increase in the average breaking load. However, due to the high scatter of the results, this appears negligible for pure polymer concrete. The largest increase in the mean breaking load is found in the samples made of fiber-reinforced polymer concrete. There is a clear approximation to the mean breaking load of the prestressed samples, which is also reflected in the deflection. The results indicate the formation of residual compressive stresses in the sample during heating due to the unsigned coefficients of thermal expansion of the polymer concrete and the carbon fibers.
In order to assess the suitability of the materials for use in machine tool design, the stiffness of the materials is determined. For a better comparison of the materials, this is determined at the working point F = 1320 N (Fig. 7). The selected working point is based on 90% of the average breaking force of pure polymer concrete at room temperature.

Bending stiffness of pure polymer concrete, fiber-reinforced polymer concrete and prestressed fiber-reinforced polymer concrete at room temperature and after heating up to a core temperature of 50 ℃ at a force of F = 1320 N
Among the samples tested at room temperature, the prestressed fiber-reinforced polymer concrete exhibits the highest stiffness at the selected working point this is due to the applied residual compressive stresses. This suggests a possible use of the material for structural components in machine tool manufacturing. However, it is important to protect the components from strong heating due to thermal radiation in order to avoid a reduction of the stiffness as shown in Fig. 7.
4 Conclusion
In this research project, the flexural properties of polymer concrete, fiber-reinforced polymer concrete and prestressed fiber-reinforced polymer concrete were compared at room temperature and after heating up to 50 ℃ core temperature. In addition, integrated measurement technology was used to determine the strain during curing and during heating.
The flexural tests showed that the principle of prestressing, familiar from prestressed concrete, also leads to an improvement in the mechanical properties of polymer concrete. Heating prior to the bending tests led to at least a slight increase in the average breaking strength for all materials. The greatest increase in breaking strength was achieved by the fiber-reinforced polymer concrete. This indicates the development of residual compressive stresses in the sample during heating. This assumption is supported by the lower elongation during heating of the samples compared to the pure polymer concrete. Apart from that it was shown that the integration of measurement technology in polymer concrete delivers reliable results.
It can be concluded that the innovative material prestressed fiber-reinforced polymer concrete seems to have a great future for usage in machine tools as it was shown that the mechanical properties have significantly increased in comparison to pure polymer concrete.
References
Möhring, H.-C., Brecher, C., Abele, E., Fleischer, J., Bleicher, F.: Materials in machine tool structures. In: CIRP Annals – Manufacturing Technology, vol. 64, pp. 725–748 (2015)
Möhring, H.-C., Gessler, W., König, A., Nguyen, L.T., Nguyen, Q.P.: Modular intelligent fixture system for flexible clamping of large parts. J. Mach. Eng. 4, 29–39 (2017)
Heo, S., Shin, S., Lee, C.: Flexural behaviour of concrete beams internally prestressed with unbonded carbon-fiber-reinforced polymer tendons. J. Compos. Constr. 17, 167–175 (2013)
Barbuta, M., Harja, M.: Properties of fiber reinforced polymer concrete. Bull. Polytech. Inst. Jassy, Construct. Archit. Sect. 54, 13 (2008)
Reis, J.M.L.: Fracture and flexural characterization of natural fiber-reinforced polymer concrete. Constr. Build. Mater. 20, 673–678 (2006)
Reis, J.M.L.: Effect of textile waste on the mechanical properties of polymer concrete. Mater. Res. 12, 63–67 (2009)
Martínez-Cruz, E., Martínez-Barrera, G., Martínez-López, M.: Polymer concrete reinforced with recycled-tire fibers: mechanical properties. Mater. Sci. Eng. 45, 1–4 (2013)
Reis, J.M.L.: Mechanical characterization of fiber reinforced polymer concrete. Mater. Res. 8, 357–360 (2005)
Engert, M., Werkle, K., Wegner, R., Möhring, H.-C.: Mechanisms for the production of prestressed fiber-reinforced mineral cast. In: Production at the Leading Edge of Technology - Proceedings of the 12th Congress of the German Academic Association for Production Technology (WGP), Stuttgart (2022)
RAMPF Machine Systems GmbH & Co. KG: EPUMENT130/3 A3 technical data sheet (2017)
Möhring, H.-C., Wiederkehr, P., Baumann, J., König, A., Spieker, C., Müller, M.: Intelligent hybrid material slide component for machine tools. J. Mach. Eng. 17(1), 17–30 (2017)
Ribeiro, M.C.S., Reis, J.M.L., Ferreira, A.J.M., Marques, A.T.: Thermal expansion of epoxy and polyester polymer mortars – plain mortars and fiber-reinforced mortars. Polym. Testing 22, 849–857 (2003)
Acknowledgement
The authors would like to thank the German Research Foundation (DFG) for funding this work as part of the project “Prestressed fiber-reinforced mineral cast” (MO2091/11–1).
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Open Access This chapter is licensed under the terms of the Creative Commons Attribution 4.0 International License (http://creativecommons.org/licenses/by/4.0/), which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons license and indicate if changes were made.
The images or other third party material in this chapter are included in the chapter's Creative Commons license, unless indicated otherwise in a credit line to the material. If material is not included in the chapter's Creative Commons license and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder.
Copyright information
© 2023 The Author(s)
About this paper

Cite this paper
Engert, M., Werkle, K.T., Möhring, HC. (2023). Determination of the Thermal Properties of Pre-stressed Fiber-Reinforced Polymer Concrete. In: Ihlenfeldt, S. (eds) 3rd International Conference on Thermal Issues in Machine Tools (ICTIMT2023). ICTIMT 2023. Lecture Notes in Production Engineering. Springer, Cham. https://doi.org/10.1007/978-3-031-34486-2_20
Download citation
DOI: https://doi.org/10.1007/978-3-031-34486-2_20
Published:
Publisher Name: Springer, Cham
Print ISBN: 978-3-031-34485-5
Online ISBN: 978-3-031-34486-2
eBook Packages: EngineeringEngineering (R0)