
Abstract
The thermo-elastic behavior of high-speed spindles has a significant influence on the machine accuracy. The Tool Center Point (TCP) changes continuously, not only due to the different temperature levels and energy inputs during warm-up, full-load and part-load operation, but also during interruptions for workpiece or tool changes. In this paper a heat pipe based tempering system is presented to control the spindle temperature and thus to keep the TCP displacement at a constant level, regardless of speed and load. As effective passive heat transfer components, heat pipes can be used not only to cool the system but also to insert heat into it. This capability of reversing the heat flow enables a high controllability of the temperature field in a bidirectional way and allows innovative capabilities of using advanced control algorithms. This paper describes the overall heat pipe concept and focuses on its potential as a key element for dynamic temperature control systems. Experimental results prove the feasibility of the concept with a simple on-off controller, achieving the reduction of the TCP displacement variation of a 2.2 kW spindle by 62% of its original value. The potential of the tempering concept forms the base for the deployment of various advanced control systems, such as Model-based Predictive Control (MPC), Fuzzy or Reinforcement Learning.
You have full access to this open access chapter, Download conference paper PDF
Similar content being viewed by others


Keywords
1 Introduction
Variations in the temperature of high-speed spindles in machining centers lead to thermo-elastic deformations of the spindle and thus to a displacement of the Tool Center Point (TCP). These deformations have a direct influence on the achievable workpiece accuracy, so it is desirable to make these distortions controllable in one way or another [1].
In practice, there are two basic approaches for solving this problem. The first possibility for compensating the changes of the TCP is through corrective measures. Based on spindle data, such as displacement, temperature, speed or power, the position of the TCP is estimated and adjusted in the machine control [2, 3]. Beside the required direct intervention in the machine control system, an accurate thermal model of the spindle is required to estimate the thermal errors [4].
As second possibility, the temperature in the system can be stabilized. This approach often aims towards removing as much heat from the system as efficiently as possible, effectively by cooling the spindle or by isolating relevant machine components from the undesired heat input. Denkena distinguishes between motor, bearing and spindle shaft cooling, whereby in this work the focus is on motor cooling, more specifically, on stator cooling [5].
Regarding the cooling operation principle, a distinction can be made between passive and active methods. Passive measures usually describe the condition that no additional energy or periphery is required to dissipate the heat out of the system and they mostly consist in the optimal design of the spindle components, such as lamellar structures in the housing. While this approach generally results in low operation costs, the cooling capacity is insufficient in most of the cases for spindles with higher performance [5].
Active methods aim for a more efficient temperature management. The use of fluids, such as water, air or oil, enables the absorption of the generated heat close to the heat source, dissipating it rapidly and efficiently into the environment. Through the incorporation of cooling channels into the spindle design, the solely cooling of the motor presents the most widespread method of temperature control [5]. The solely cooling reduces the temperature level of the spindle, however cannot compensate completely the different energy in- and outputs that the spindle is exposed to during warm-up, full- and part load operations and pauses for workpiece or tool changes. This results in inhomogeneous temperature fluctuations in the spindle components and thus in an uncontrolled TCP displacement variation.
To address this issue, methods of temperature control with cooling and heating were researched by several scholars. One approach consists in the control of the temperature and volume flow of the cooling fluid. Steiert [6], for instance, achieves temperature fluctuations within a range of 0.5 ℃ using a cooling sleeve structure with decentralized coolant supply and feed forward control. Liu [7] developed a cooling system with multi-coolant channels, controlling independently the temperature of the bearings and motor and dissipating efficiently the internal generated heat of the spindle.
Another approach is the use of peltier elements or thermoelectric converters to regulate the temperature of the spindle components through targeted cooling and heating. Uhlmann [8] presented experimental evidence for the reduction of the TCP displacement using tubular peltier elements in combination with a fluid cooling sleeve. Ngo [9] developed a thermoelectric air-cooling module with different control mechanisms. The use of a PD controller for fast heating purpose and a PID controller for further temperature control provides a method to reduce the warm-up time and the TCP displacement. Fan [10] also presented a thermoelectric-based cooling system equipped with a water-based solution. With a PID controller, the temperature fluctuation can be kept within a range of 0.2 ℃ and the TCP displacement variation within a range of 12 µm during an experiment with different spindle speeds.
Summarizing the possible solutions for the displacement of the TCP, an overview of the existing methods is shown in Fig. 1.

Approaches for the reduction of the thermal displacement of the TCP
While the work of the other previous discussed scholars mainly focuses on the optimization of cooling strategies or on the controlling with peltier elements or volume flow, a different approach is presented in this paper. A heat pipe tempering system for the spindle stator is presented with the aim of effectively controlling the thermal field of high-speed spindles. The high thermal conductivity of heat pipes in combination with the reversibility of the heat flow provides the basis for a highly dynamic, function-oriented control of the spindle temperature, and thus of the TCP displacement.
Based on this, the following section focuses on the design of the heat pipe tempering concept. Subsequently, the specific design of the developed system for experimental purposes is described in Sect. 3. Furthermore, the test rig to validate the controllability of the spindle tempering system is introduced in Sect. 4. In Sect. 5, the results of selected experiments are presented and discussed. Section 6 finally draws a conclusion and presents next steps and future challenges in the development of a controllable spindle shaft displacement.
2 Concept Design
The foundation of the proposed spindle tempering concept is, as previously stated, the development of a heat pipe-based temperature control system. The usage of heat pipes for motor cooling has been reviewed in [11]. More specific, the advantages of heat pipes for cooling spindle shafts have been presented in [12].
The main focus in this project lays on the efficient integration of the heat pipes into a system that is capable of not just cooling, but also introducing heat into the spindle, thus reversing the heat transport. This will allow the development of an intelligent spindle temperature control system and, based on this, the control of the TCP displacement. Figure 2 shows the concept to integrate this bidirectional spindle tempering system into an existing machine tool.

Concept design for the heat pipe tempering system
The principal components of the concept are the spindle and the heat exchanger, the integrated heat pipes, the NC machine control, the frequency converter and a stand-alone microcontroller, the latter being responsible for the manipulation of the heat source and heat sink. Different specific designs for these actuators are possible, like water- or air-cooled systems or various heat elements. The integration of an edge or cloud application for further implementations, like condition monitoring, is also possible.
Depending on the control task, various information can be acquired and passed to the controller. Temperature and displacement data are measured on the spindle. Electric current, spindle speed and status information can be taken from the frequency converter. Access to the G-code from the machine control, which describes the current or following machining task, offers potential, as it allows the expected thermal behavior of the machine to be anticipated.
In order to make the best use of this diverse information, intensive research is currently underway on various control approaches: on-off, PID control, fuzzy control, MPC, and a control system with a machine learning algorithm based on G-code data. All of these approaches are based on the performance of the bidirectional heat-pipe system described in this paper.
Controllability is assured by a high dynamic response of the heat pipes, enabling an effective heat transfer. This is achieved by evaporation of the working fluid at the heat input zone, followed by transport of the gaseous working fluid to the condensation zone, where it releases heat, condenses and then flows back through the capillary layer [13]. Hereby the condensation and evaporation zones depend on the external heating in-and outputs, so that the heat flow can occur in a bidirectional way.
3 Design of the Experimental Spindle
Based on the previously discussed design requirements, a 2.2 kW high-speed test spindle is developed and tested. The spindle design is based on a water-cooled reference spindle with the same technical parameters, which are summarized in Table 1. The only differences between these two is that the housing of the water-cooled spindle is made out of stainless steel, while the newly developed test spindle has a housing made out of aluminum with no water-cooling ducts inside. This freed-up space is used for mounting the sintered heat pipes.
Due to the good heat conduction properties, copper is used as the material for the heat pipes. A sintered structure has good gravity-independent properties, allowing a position-independent installation of the spindle. The working fluid is water, since it has a high specific power density between the operating temperature range of 20 ℃ and 80 ℃ [14]. A total of 12 heat pipes with a capacity of each 40 W, resulting in a total capacity of 480 W, are used, with one half of its length mounted in the spindle housing. The close positioning to the stator of the drive is advantageous, since the highest heat output is generated here and directly transferred into the heat pipes.
The other half of the heat pipes’ length is mounted in the heat sink that serves the purpose of a heat exchanger, because both actuators for cooling and heating are integrated into it. In the inner surface of the heat sink, heat foils are mounted, allowing introduction of an additional heat of 180 W into the system. An axial fan for air cooling is placed on the opposite side from the spindle, pushing air through the heat sink. The exhaust air from the heat sink also flows along the spindle housing, thus ensuring further cooling due to forced convection. The slim design of the heat sink allows the practical integration of the tempering system into machine tool applications.
Figure 3 shows the experimental spindle with the complete assembly unit of the heat pipe tempering system for high-speed spindles. With this setup, the temperatures of the spindle system can be influenced bidirectionally. On one hand, the usual case would be heat flowing from the spindle to the heat sink. With the heat sink being in the condenser zone of the heat pipes and the spindle in the evaporator zone, the positioning ensures an effective cooling of the spindle. On the other hand, during warm-up or tool changes, the heat from the heating foils is directed into the spindle, reducing the heat up time of the machine or keeping the temperature at a constant level. With reversed roles - the heat sink in the evaporator zone and the spindle in the condenser zone - the spindle is effectively heated.

Experimental spindle
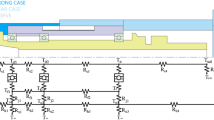
Based on this construction, a network-based thermal model such as in [16] is implemented. It considers nine components of the spindle (fixed and non-fixed bearings, bearing seat, housing, holder, heat sink, drive, spindle nose and spindle shaft), which are the most relevant thermal masses of the system. Each mass is designed as a node with its respective thermal capacity and each node is connected to the adjacent ones through a thermal resistance, modelling this way the thermal conduction. The influence of the heat pipes is modelled through a dynamic thermal resistance depending on current temperatures. The forced convection due to the rotation parts which are in direct contact with the environment is calculated based on known formulas outlined in [17]. The heat transfer coefficients at the heat sink are determined based on Nußelt's similarity theory [18] and the air flow velocity in the channels is measured and implemented experimentally on the test bench as a function of the fan voltage and the corresponding speed. According to Liu [19], the heat generation at the heat sources is modelled. Finally, the TCP displacement is calculated via linear thermal expansion depending on the temperature of the spindle shaft.
Because of the focus on the experimental feasibility of the concept, a comprehensive analysis of the thermal model would go beyond of the scope of this publication. Nevertheless, the thermal model allows the conception and simulation of control strategies that can build on the results of the present work.
4 Experimental Setup
A corresponding spindle test rig is used for experimental investigations and to validate simulation results. The test rig shown in Fig. 4 has two different configurations: firstly, the heat pipe-based test spindle (a) as described in detail in the previous chapter is mounted on the right side. On the left side the load spindle generates the required torque loads on the test spindle.
Secondly, to be able to compare the test spindle with conventional cooling methods, a water-cooled spindle can be mounted on the test rig as shown in (b). The heat dissipation is realized by a compressor assisted cooling unit with 1 kW nominal power. The flow rate of the fluid is 4 l/min and the inlet temperature of the fluid at the spindle is set to 20 ℃.

Test rig: a) Test Spindle (air-cooled and heat pipe-based). b) Water-cooled spindle
The machine control (not shown in the figure) is required for controlling the test rig and recording the measurement data. To serve this purpose, the test spindle is equipped with a series of sensors. In total, seven type-k thermocouple sensors measure the temperature at different parts of the test spindle, while two additional sensors measure the ambient temperature. The temperatures recorded are those of the fixed and non-fixed bearing, as well as the temperature of the labyrinth seal, the stator, the housing, the non-fixed bearing seat, and the heat sink. To record the real spindle shaft elongation in the z-direction, an eddy current sensor with a resolution of 0.5 μm and a maximal linearity of ±2 μm is used [20]. The target of this sensor is a ferromagnetic ring which is screwed onto the spindle shaft and locked with the collet nut. Afterwards, the displacement sensor is adjusted so that the target is located within its measuring range of 500 μm. The sensor is calibrated to the target ring. The sensor is positioned so that the thermal expansion of the shaft increases its distance to the target. Furthermore, the actual spindle speed is measured by a hall effect sensor.
The test and load spindles are coaxially aligned and connected with a metal bellows coupling that can compensate for potential misalignment. The 4 kW load spindle is water-cooled and rotatably mounted in order to enable the detection of the applied torque, which is measured by a load cell by means of a corresponding lever arm on the load spindle. To generate a torque load, the load spindle is controlled at a lower speed than the test spindle. The resulting difference in speed causes a torque load to be applied and thus higher power usage results in a higher heat output than during idle. Both spindles are controlled by frequency inverters to generate the necessary speeds and torque loads. The energy drawn from the load spindle is converted into heat at an external braking resistor. The acquisition of the temperature data is done with a sampling rate of 1 Hz and the displacement and torque load with a sample rate of 250 Hz. The sensors for the torque, speed and displacement measurements are shown in Fig. 5.

Sensor positions on the test rig
5 Results and Discussion
The aim of the following experiments is to prove whether the temperature of the heat pipe system can be controlled with sufficient dynamics to reliably control the TCP displacement. In all experiments, the spindle speed is set to 24000 rpm while a torque load of 0.58 Nm is applied to the spindle shaft. All tests are performed with a run-up time of 2 min for a better visualization. The cooling fan can operate within between an air velocity range of 8.5 m/s and 20 m/s, when active, while the heating elements operate within a range of 0 W and 180 W. The temperatures shown are measured at the fixed bearing, as this is the closest component to the spindle shaft, where the temperature can be measured during operation.
The results of the following tests are shown:
-
Responsiveness of the spindle system to changes in heating and cooling capacity.
-
Control of temperature and displacement with on-off controllers.
5.1 Responsiveness of the Spindle System to Changes in Heating and Cooling Capacity
The first of the following experiments as shown in Fig. 6 is designed to provide evidence of the high responsiveness of the heat pipe system to variable air velocity through the fan. This experiment is divided into three phases in which the cooling flow rate of the fan is varied. As the flow rate decreases, the temperature increases in each phase and stabilizes after a certain time. In the first phase, with a maximum air flow velocity of 20 m/s, the temperature of the spindle stabilizes at 44 ℃; in the second, with an air flow velocity of 15 m/s, it stabilizes at 46.8 ℃; and in the third phase, with 8.5 m/s, the spindle reaches a temperature of nearly 50.5 ℃.
The displacement reacts to the changes of the cooling flow with a lesser and delayed intensity. This can be explained by the high thermal resistances between the spindle shaft and the spindle housing.

Responsiveness to cooling flow variation
In the second experiment the effects of the heating elements are investigated. For this purpose, the thermal behavior of the spindle is investigated during the warm-up process with and without active heating elements. To describe at what point the system is thermal stable, the settling time ts is used as the time where the temperature has entered the tolerance range of 1 ℃ around the steady value and doesn’t leave it again [5].
Without heating elements (see Fig. 7), the spindle reaches its steady temperature of approx. 40.8 ℃ after a settling time of ts = 26.6 min under load, similar to the displacement that reaches a steady value of 44.5 µm at the same point.
With forced heating (see Fig. 8), additional heat of 180 W is supplied into the system while the fan is turned off. Once a temperature of 43 ℃ is reached, the heating elements are shut off and the fan is turned on at its maximal air flow velocity of 20 m/s. The switch temperature was chosen based on previous measurements to ensure the shortest possible settling time.
During warm-up, temperature and displacement increase faster than without forced heating. After the heating is turned off and the fan on, a small overshoot on the temperature is registered and, after ts = 9.2 min, the steady temperature of 40.8 ℃ is reached, effectively reducing the settling time of the temperature by 65%. The maximal displacement of 43 µm is reached after 15 min.

Warm-up process without heating

Warm-up process with forced heating
Both experiments provide evidence for the responsiveness of the heat pipe system regarding temperature and displacement. The different slopes of the temperature during heating and cooling indicate that, with the heat foils, the heat can be introduced into the system faster than it can be removed through the cooling fan. While designing the controllers and its parameters, this has to be taken into consideration.
5.2 Control of Temperature and Displacement with On-Off Controllers
To be able to make a first prediction about the feasibility to reduce the TCP displacement variation by advanced control techniques two simple on-off controllers are implemented and tested. Primary goal is that, after the warm-up period, the displacement reached is kept as constant as possible, disregarding its maximal absolute value.
First, an indirect controller with the temperature as auxiliary variable is implemented and secondly the displacement is used as direct control variable. For reference, two measurements are made: the first one with the water-cooled spindle and the second one with the heat pipe-based spindle, showing its thermal behavior by constant cooling, i.e. without control. The underlying process inputs that also produce the heat generation are set as follows: the spindle speed remains constant at 24000 rpm, while the load is switched on and off periodically with a period duration of 15 min and a pulse width of 10 min, where the torque is set to 0.55 Nm.
Reference Measurement with the Water-Cooled Spindle
As described in Sect. 4 a similar spindle with a water-cooling system is used for comparison. With a compressor assisted cooling unit and a fluid inlet temperature of 20 ℃ the spindle temperature remains nearly constant at 26 ℃ with a slight variation of ∆T = 2.1 ℃, as shown in Fig. 9.The TCP displacement reaches a maximum of 31 μm and fluctuates around ∆δ = 16 µm in the z-direction. The displacement shows a nearly identical behavior at each torque period. The measurement shows that the temperature at the fixed bearing does not correlate to the TCP displacement. Regardless the nearly constant temperature, the displacement changes with a behavior of a first order lag.

Reference measurement with the water-cooled spindle
Reference Measurement with the Heat Pipe-based Spindle
In this reference measurement (see Fig. 10), the temperature fluctuates between 37.2 ℃ and 42.9 ℃ at an average ambient air temperature of 22.3 ℃. This operating temperature is higher than the water-cooled one, but lies well in the operating range of the spindle.
The displacement fluctuates between 24 μm and 40.5 μm. The TCP position, thus, changes by ∆δ = 16.5 µm in z-direction during this test. The correlation between spindle temperature and TCP displacement is definitely higher with this heat pipe-based spindle than with the water-cooled one. Nevertheless a few observations can be made: while the displacement reacts immediately to load changes, it can also be seen, that the temperature lags behind the displacement for about 50 s. Also, temperature and displacement behaviors do not show such high repeatability as with the water-cooled spindle.

Reference measurement with heat pipe-based spindle: uncontrolled process (only cooling)
Temperature Control
In the scenario shown in Fig. 11. The on-off controller uses the temperature of the fixed bearing as the control variable. The target temperature is set to 45 ℃. Thus:
-
Below 45 ℃ the heating is active with 180 W.
-
Above 45 ℃ the cooling is active.
-
Both actuators run at full power but never at the same time.
The heating elements can provide 180 W of extra heat and the fan is active at its maximum speed with an air velocity of 20 m/s. As displayed in the blue curve, the resulting temperature fluctuates at an ambient air temperature of 21.8 ℃ within a range of ∆T = 1.9 ℃ and reaches a maximum of 46.7 ℃. As soon as the target temperature is reached, the displacement fluctuates within a range of ∆δ = 12 μm.

Results of the on-off controller with the temperature as control variable
Even though the temperature control is acceptable, major variation in the displacement cannot be avoided. Due to the torque changes, additional heat is being introduced periodically, affecting directly the TCP displacement, pointing at the influence of another factor, depending on the torque load, that still has to be investigated. A similar behavior is observed on the water-cooled spindle: the temperature fluctuation remains on both systems nearly constant, though the variation of the TCP displacement of the heat pipe-based spindle is lower than of the water-cooled spindle.
Displacement Control
Because of the varying deformation, a second on-off controller as shown in Fig. 12 is implemented, now choosing the displacement as the direct control variable. Considering the temperature lag behind the displacement and need to compensate the inertias of the temperature, the switch rules are defined as follows:
-
The heating remains active until a displacement of 43 μm is reached.
-
Above a displacement of 45 μm the fan is active.
-
Between these two thresholds neither of the two actuators is active, allowing the system to settle in.
This results in a stabilized displacement between 42 μm and 48.5 μm and an actual maximal displacement variation of ∆δ = 6.5 μm. The temperature fluctuates within a range of ∆T = 10 ℃ and reaches a maximum value of 52.6 ℃ at an air temperature of 22.2 ℃.
A drop in the torque load causes a decreasing displacement, activating the heat introduction. Subsequently, the spindle temperature increases rapidly stopping the further displacement of the TCP. It can be clearly seen that the spindle shaft growth can be influenced and controlled by the thermal control of the spindle housing. In order to exploit this interaction to control the TCP displacement, the correlation between temperature distribution in the spindle and the TCP displacement should be considered in the control task.

Results of the on-off controller with the TCP displacement as control variable
Comparison of Displacement Variation
In Fig. 13 the curves of the TCP displacement with the four different approaches are shown. With the water-cooled spindle, the displacement reaches a maximum value of 31 μm and a variation of ∆δ = 16 μm. In the reference measurement with the heat pipe-based spindle, i.e. solely air-cooling, the displacement fluctuates between 24 μm and 40.5 μm, resulting in a variation of ∆δ = 16.5 μm during operation, showing similar results to the water-cooled spindle. With an on-off control using the temperature as the control variable, this fluctuation is reduced by approx. 30% of the original value. Finally, with the displacement as the control variable, the on-off controller achieves a reduction by 62% of the displacement variation.
Using displacement as the control variable, instead of temperature, shows a better overall performance for the control task and can, therefore, be considered advantageous. However, an installation of a displacement sensor may not be desirable for all use cases, thus, model-based control approaches that operate solely with temperatures as input variables should be investigated.

Comparison of the TCP displacement variation
6 Conclusions and Ongoing Research
In this paper, a bidirectional tempering system based on heat pipes was introduced with the aim of stabilizing the TCP displacement. Integrated in an overall concept, the system’s feasibility was proven and following conclusions can be drawn:
-
1.
The dynamics of the heat pipes in combination with the actuators provide a good thermal responsiveness of the spindle system. This enables the controllability of the spindle temperature leading to wide possibilities for the control of the TCP displacement.
-
2.
In comparison to a water-cooled spindle with constant inlet temperature, the controlled heat pipe-based spindle achieves a reduction of the TCP displacement variation. For this, two simple on-off controllers were implemented: with the temperature and with the actual displacement as control variables. While the first one only realizes a reduction of the displacement variation by approx. 30%, the latter achieves a reduction by 62% compared to the reference values (∆δ = 16 μm on the water-cooled spindle and ∆δ = 16.5 μm on the uncontrolled heat pipe-based one).
-
3.
Since a control by temperature is desirable, model-based control approaches should be also investigated.
To address this last issue and achieve a better control performance, more complex controllers are under development. Beside classical approaches such as PID, strategies like MPC and Fuzzy control are under investigation. Also, the anticipation of the thermal behavior using G-Code information and machine learning is ongoing research.
Furthermore, design-based approaches are in development. Since the currently used air-based cooling system is limited in its performance, heat sink solutions with a higher effectivity are tested in combination with the heat pipes. Likewise, the integration of more performant heating elements is considered.
References
Mayr, J., et al.: Thermal issues in machine tools. CIRP Ann. Manuf. Technol. 61(2), 771–791 (2012)
Brecher, C., Wissmann, A.: Compensation of thermo-dependent machine tool deformations due to spindle load: investigation of the optimal transfer function in consideration of rough machining. Prod. Eng. Res. Dev. 5, 565–574 (2011)
Naumann, C., et al.: Hybrid correction of thermal errors using temperature and deformation sensors. In: Ihlenfeldt, S., et al. (eds.) Conference on Thermal Issues in Machine Tools, pp. 349–365, Dresden (2018)
Li, Y., et al.: A review of thermal error modeling methods for machine tools. Appl. Sci. 11(11), 5216 (2021)
Denkena, B., Bergmann, B., Klemme, H.: Cooling of motor spindles – a review. Int. J. Adv. Manuf. Technol. 110(11–12), 3273–3294 (2020)
Steiert, C., Weber, J., Weber, J.: Examination of cooling systems in machine tools regarding system structure and control systems. In: Ihlenfeldt, S., et al. (eds.) 2nd International Conference on Thermal Issues in Machine Tools, MM Science Journal, Prague (2021)
Liu, T., Gao, W.: Power matching based dissipation strategy onto spindle heat generations. Appl. Therm. Eng. 113, 499–507 (2017)
Uhlmann, E., et al.: Entwicklung einer thermoelektrisch temperierten Motorspindel. wt Werkstattstechnik 110(5), 299–305 (2020)
Ngo, T., et al.: Developing a thermoelectric cooling module for control temperature and thermal displacement of small built-in spindle. Therm. Sci. Eng. Process. 25 (2021)
Fan, K., et al.: Thermoelectric-based cooling system for high-speed motorized spindle II: op-timization and validation strategy. Int. J. Adv. Manuf. Technol. 119, 6521–6533 (2022)
Chen, Z., et al.: Study of heat pipe in motor cooling: a review. In: E3S Web of Conferences, p. 261 (2021)
Denkena, B., et al.: Cooling potential of heat pipes and heat exchangers within a machine tool spindle. In: Ihlenfeldt, S., et al. (eds.) Conference on Thermal Issues in Machine Tools, pp. 305–318, Dresden (2018)
Zouhri, B.: Heat Pipe Design and Technology, 2nd edn. Springer, Switzerland (2016). https://doi.org/10.1007/978-3-319-29841-2
deutscher Ingenieure, V.: VDI Wärmeatlas, 11th edn. Springer, Heidelberg (2013). https://doi.org/10.1007/978-3-642-19981-3
Mechatron GmbH HFS-8022–24-ER20. https://www.mechatron-gmbh.de/fileadmin/user_upload/datenblaetter_2019/HFS-8022-24-ER20.pdf. Accessed 30 Sep 2022
Weber, J., Weber, J.: Thermo-energetic analysis and simulation of the fluidic cooling system of motorized high-speed spindles. In: The 13th Scandinavian International Conference on Fluid Power, Sweden (2013)
Koch, L., et al.: Coupled thermal and fluid mechanical modeling of a high speed motor spindle. Appl. Mech. Mater. 871, 161–168 (2017)
Qian, H., et al.: Numerical simulation and experimental study of the air-cooled motorized spindle. Proc. Inst. Mech. Eng. Sci. 231(12), 2357–2369 (2017)
Liu, Y., Ma, Y.-X., Meng, Q.-Y., Xin, X.-C., Ming, S.-S.: Improved thermal resistance network model of motorized spindle system considering temperature variation of cooling system. Adv. Manuf. 6(4), 384–400 (2018). https://doi.org/10.1007/s40436-018-0239-4
Micro epsilon USA, eddyNCDT: Inductive sensors based on eddy currents. https://www.micro-epsilon.com/download/products/cat-eddy/dax--eddyNCDT-SGS4701--en-us.html#page=2&zoom=Fit. Accessed 30 Sep 2022
Acknowledgements
The authors would like to thank the ZIM-Program (German Central Innovation Program) for funding and mechatron GmbH for their constant support during the project.
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Open Access This chapter is licensed under the terms of the Creative Commons Attribution 4.0 International License (http://creativecommons.org/licenses/by/4.0/), which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons license and indicate if changes were made.
The images or other third party material in this chapter are included in the chapter's Creative Commons license, unless indicated otherwise in a credit line to the material. If material is not included in the chapter's Creative Commons license and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder.
Copyright information
© 2023 The Author(s)
About this paper

Cite this paper
Jonath, L., Luderich, J., Brezina, J., Gonzalez Degetau, A.M., Karaoglu, S. (2023). Improving the Thermal Behavior of High-Speed Spindles Through the Use of an Active Controlled Heat Pipe System. In: Ihlenfeldt, S. (eds) 3rd International Conference on Thermal Issues in Machine Tools (ICTIMT2023). ICTIMT 2023. Lecture Notes in Production Engineering. Springer, Cham. https://doi.org/10.1007/978-3-031-34486-2_16
Download citation
DOI: https://doi.org/10.1007/978-3-031-34486-2_16
Published:
Publisher Name: Springer, Cham
Print ISBN: 978-3-031-34485-5
Online ISBN: 978-3-031-34486-2
eBook Packages: EngineeringEngineering (R0)