
Abstract
Knowledge of thermal interactions with the environment is essential for improving the performance of machine tools. Therefore, it is necessary to detect and quantify the convective heat flows at machine tool surfaces, that occur in the workspace as a result of cutting fluid use or outside the machine due to active air flow. Thin-film sensors made of shape memory alloys with integrated small temperature sensors are suitable for detecting very fine pressure differences and can be used to estimate convective heat transfer. By measuring the pressure differences, the dynamic pressure field at the surface can be determined. Since the pressure field correlates with the flow field, conclusions can be drawn about the flow velocity. This leads to more profound and extended possibilities to match flow fields from CFD simulations with measured data. At the same time, the surface temperature is also recorded by this sensor. Reference measurements of the temperature in the free flow are used to characterize the heat transfer. By knowing the pressures, temperatures and the correlating flow velocity near the wall, the heat transfer coefficient can be determined. Against this background, this paper demonstrates the behavior of shape memory alloys as fluid pressure sensors and addresses the development of such sensors for machine tools. For this purpose, sensor units are to be developed that can be placed as a sensor network (composite of several sensors on one surface) inside and outside the workspace.
You have full access to this open access chapter, Download conference paper PDF
Similar content being viewed by others


Keywords
1 Introduction
For the qualitative determination of the heat transfer in the working space and on the outer surface of machine tools, the exact recording of the flow conditions is necessary. For this purpose, it is inadequate when temperatures or heat flows are estimated using a limited number of measuring points in order to determine the thermal behavior of the object under investigation with sufficient accuracy. The convective heat transfer and thus the energy exchange of the machine with its environment depend strongly on the flow velocity and type of fluid medium. It is known from the literature that in forced convection with air, the heat transfer coefficient can increase by a factor of 10 to 50 compared to natural convection, depending on the flow velocity. With water, on the other hand, factors >100 are possible, which is why this aspect plays a major role, especially when cooling lubricants are used in the workspace. It is therefore very important to know not only the surface temperature and flow direction but also the flow velocity outside the fluid boundary layer in order to determine or estimate the heat transfer coefficient. Conventional flow velocity measuring devices (pitot tubes, Prandl probes, anemometers) are not applicable in most cases due to their design and size or cannot be placed sensibly. In addition, such devices influence the flow field and distort the measurement result due to their construction space. Furthermore, it is known from fluid mechanics that in the momentum equation (Navier-Stokes equation) the flow velocity is related to the dynamic pressure or pressure changes. By means of a metrological detection of the fine changes in the total pressure in the total pressure as well as the direction, the the variations in velocity and flow conditions can be determined. Preliminary investigations at Fraunhofer IWU have shown that the use of shape memory alloys (SMA) as piezoresistive sensor material can detect particularly small pressure differences in the single-digit Pascal range.

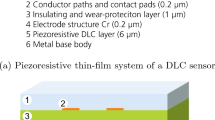
Preliminary sensor design based on a stretchable printed circuit board.
The small size of these sensors allows for the integration in confined spaces. With a thickness of only a few micrometers, the sensors can be embedded in special foils and placed directly on smooth surfaces. Due to the flat structure, there is no influence on the flow along the surface. The prototype design is shown in Fig. 1.
Due to a further development of this sensor technology, the reproducibility of the measurement accuracy could be further improved and additional measured variables for the detection of relevant process parameters (e.g. temperature) could be recorded by the sensor structure. The sensor behavior was investigated in detail under laboratory conditions in order to achieve, on the one hand, a measuring instrument for the improved simulation of heat transfer in machine tools and, on the other hand, to obtain a qualitative and quantitative data basis in comparison with conventional measuring technology and thus for the utilization of the novel sensor technology.
2 State of the Art
2.1 Pressure, Temperature and Flow Sensors
The motivation for the research and development activities is the more precise detection of flows on the machine tool surfaces by means of sensors made of shape memory alloy. In order to be able to consider the flow field coupled with the energy equation, the three variables “pressure, temperature and flow velocity” must be known, whereby the total pressure can be correlated o the flow velocity. Most sensors on the market are designed to measure a single physical quantity and are developed for a specific application. The main characteristics here are low-cost production and high volumes to qualify a sensor in a broad application. The most important quality criteria are resolution and linearity over the measuring range.
Temperature Sensors
The two most important groups of temperature sensors are resistance thermometers (Pt100 and Pt1000) and thermocouples based on the thermoelectric effect. Both have advantages and disadvantages in terms of sensor size and cable routing. A thermocouple always consists of a wire pair of different metals (e.g. nickel - chrome-nickel), which are connected at the measuring point. The size depends on the wire diameter. The disadvantage is that the entire sensor cable must consist of the same metal pairing as the sensor. With the resistance sensor, conventional copper material can be used as the wire. The cables are not only less expensive, but can also be extended more easily.
With modern manufacturing processes, miniature resistance thermosensors with a size of a fraction of a millimeter can be produced at low cost. These are optimally suited for embedding in small systems or foils and are therefore used in the developed measuring system. As a variant, the Pt1000 (resistance 1000 Ω at 0 ℃) is preferable due to the higher resolution and the 4-wire technology. With the 4-wire technique, the line resistance can be fully compensated and the line length has no negative influence on the measurement result. Temperature sensors are often offered together with a humidity sensor (dual sensors). There are even extensions with a pressure sensor for measuring the absolute air pressure (triple sensor). However, this type is a special case and is used rather rarely. A wide variety of designs exist, to name a few here:
-
Pipe contact sensor with curved surface
-
Flat contact sensor with or without magnetic head
-
Free wire end sensors
-
Screw-in sensors with standardized thread
-
Metal bars or flat bed versions.
Flow Sensors and Pressure Sensors
There are many different sensor designs for pressure sensors with regard to the pressure range to be measured. Due to technical requirements (e.g. hydraulic and process engineering), the most common sensors are designed for higher pressures of a few mbar to >1000 bar and are therefore unsuitable for very small pressure differences. The higher the pressure range, the lower the resolution. The consequence is that small changes in measured variables, e.g. due to flow at low air velocities, cannot be detected by the sensor at all.
Electrical pressure measurement technology includes different types of sensors that measure different physical effects. However, all of them often have the characteristic that the resolution is very coarse or the measuring range is too small. Other aspects that make miniaturization difficult are the size, the materials used and the necessary electrical circuits.
The limitations are similar for speed sensors. Many have too coarse resolution or require a minimal velocity. Other disadvantages are that they must be oriented normal to the flow direction and affect the flow field. The two most important groups include the anemometers and dynamic pressure measurement devices (Prantl probes).
2.2 Shape Memory Alloy Thin Film Sensors
SMA like nickel-titanium are commonly used in medical applications like stents because of their high elasticity and fatigue resistance [1]. These material properties of superelastic SMA are due to the reversible stress induced phase transformation between austenite and martensite. This phase transformation leads to a change in the specific electrical resistance in addition to the geometric influence because of an applied load (see Fig. 2).

Schematic of the phase transformation and correlating electrical resistance change of a superelastic SMA sensor because of an applied load.
The correlation of the change in electrical resistance of a superelastic SMA to an applied load or strain is almost linear (see Fig. 3). SMA is capable to be used as a highly elastic and sensitive strain sensor [2, 3]. Figure 3 shows an influence of the temperature on the electrical resistance-strain-characteristic, that needs to be considered.

Change in resistance depending on the strain of a superelastic shape memory alloy sensor at different temperatures.
There exist several ways for temperature compensation that can be applied to SMA strain sensors. A Wheatstone bridge offers the possibility for temperature compensation if the sensors can be arranged in a way, where the thermal effects have an equal influence, but the mechanical load is applied with opposite sign on the sensors. This compensation method can be supplemented or replaced by computational approaches among others, which will be focused in future research.
Hunek et al. showed a design of a pressure sensor based on a NiTi wire [4]. Another approach is to implement pressure sensors based on SMA thin films. If a pressure load is applied to a membrane, compressive and tensile strain regions can be observed (see Fig. 4). If strain sensors are applied to these regions, the measurement signal correlates with the pressure.

Principle of a pressure sensor based on different strain loads of a membrane with applied load.
This paper presents an approach to use SMA thin films as strain sensors for this purpose. These so called SMA thin film pressure sensors (SMATFiPS) are designed to use the unique properties of SMA to improve the characterization of the heat flow on machine tools.
3 Methods
In the following, potential application cases of SMATFiPS in machine tools are discussed. The sensor design and manufacture are explained. Finally, the set-up used for the sensor characterization is presented.
3.1 Use in Machine Tools
Modern machine tools are characterized by a wide field of application, high precision as well as high productivity and availability and are used in almost all branches of the manufacturing industry. By means of optimized CNC control technology and several machine axes, complex 3D geometries can be manufactured with the help of 5-axis machining. The trend in industry is towards higher accuracy with shorter cycle times (= higher productivity). This is achieved by faster feed rates and more powerful machine components [12]. These components (especially drive motors, bearings and motor spindles) do not only require more energy, but also generate greater heat loss. In the industry, it has been demonstrated that 40–80% of workpiece dimensional errors are caused by thermal effects in the machine tool [11]. The largest thermal influence on machine accuracy is exerted by the ambient temperature and the flow in the working space as well as the type of process (dry or wet machining). Convective heat transfer as a result of free or forced flow is the dominant factor. From the point of view of industry and machine tool manufacturers, the following scenarios have the greatest thermal effects and thus errors on the workpiece:
-
a)
Major daily air temperature fluctuations (day-night cycle)
-
b)
Change of the flow velocity at the external structure due to open hall doors or neighboring installations (ventilators)
-
c)
One-sided solar radiation
-
d)
Opening of the work space door (change of the flow in the work space)
-
e)
Change from dry to wet processing, switching on the cooling lubricant system
-
f)
Work area flushing and use of an aspiration system (flow amplification)
-
g)
Breaks in cooling lubricant supply.
The global factors in a) and c) can only be minimized by hall air-conditioning or darkening, which, however, requires an energetic and expensive hall air-conditioning system. The other factors are often random and subject to statistical fluctuations. These cannot be prevented but lead to most scrap due to thermal errors in practice [13]. These effects occur at very short notice and cannot be planned, therefore, thermal correction methods used in machine control do not take these into account. However, in most cases, these effects are not even measured by the machines and therefore cannot be corrected. The effect only becomes apparent during the subsequent quality control of the workpiece. Thus, it is not unusual that most rejects occur after longer break times and machine changeover times.
With the help of the newly developed sensors, new fields of application can be opened up and measured variables can be recorded in places that are not accessible by conventional methods. A possible application would be the use of several sensors in an interconnected network to monitor the flow condition in the machine, as well as in the external structure and in the working space (see Fig. 5).

Sensor arrangement concept.
Several sensors can be placed on suitable surfaces and combined to form a network, with each individual network node representing an independent measured value. The greater the number of sensors and the finer the network density, the finer the resolution of the pressure and temperature field on the surface. The nodes can be related to simulation model positions of the CFD and FEM analysis in the spatial coordinates in order to verify the simulation models with experimental data. From the simulations, the optimal positions for the real sensors can be determined on the basis of the pressure and temperature gradients.
In practical applications, just a few measuring points are sufficient to register flow changes outside and inside the machine’s working space. A possible field of application would be the condition monitoring of the production. For example, if a threshold value is exceeded, a message could be sent to the machine operator warning that more waste parts are to be expected. The operator can then take appropriate measures and, if necessary, change the conditions. Correction algorithms can also be trained and expanded with the new additional input variables to increase their reliability in the event of stochastic environmental fluctuations.
3.2 Design and Manufacture of the Flow Sensors
SMA thin films from ACQUANDAS GmbH are used as the sensor structure for measuring the change in air pressure. The SMA thin films are produced by UV lithography and subsequent deposition of the nickel titanium layer. A subsequent wet etching process removes the unwanted parts. The films have a thickness between 15 µm and 30 µm. The outer diameter of the sensors is approximately 10 mm. For better utilization of the SMA films, the sensors are manufactured as a composite and must be separated before use. Figure 6 shows two sensors, for better understanding, one sensor is threaded in green. The remaining structure serves as a support structure that prevents destruction during transport and handling.
The contacting of the SMA sensors is done by soldering. The low-temperature solder from Chip Quik SMD 291 and the silver solder Stannol HS10 were considered as soldering tins. Both soldering tins enable the soldering of the enameled copper wires on the SMA foils. Considering the downstream process of hot pressing and the resulting temperatures of 180 ℃, the low-temperature solder was rejected as it would melt causing separation of the NiTi and copper wire. Furthermore, the liquid solder spreads between the two TPU foils and can lead to a short circuit in the sensor structure. Hence, the silver solder was chosen.

Two SMA sensors with additional support structure.
To record the temperature in combination with the air pressure, a temperature sensor must integrated close to the effective point. To select the appropriate sensor, the size of the sensor, in particular the height of the sensor including cables, the complexity of the downstream evaluation electronics and the price should be evaluated. Based on the requirements, the following six temperature sensors were compared with each other (see Fig. 7):
-
PT 100 sensor, [5]
-
Thermistor in SMD design (0201, 0402, 0603), [6]
-
Non-contact temperature measurement infra-red sensor, [7]
-
Printed electronic, [8]
-
Thermistor in thin film design, Alpha-therm TTF series, [9]
-
Seebeck thermocouples. [10]

Temperature sensor types – a) PT 100 b) Printed Electronic c) Seebeck thermocouple d) Thermistor SMD e) Infra-red sensor f) Thermistor thin film.
The comparison of the different sensors (Table 1) shows that SMD sensors are the most suitable. The size 0402 (0,4 mm × 0,2 mm) was selected because these sensors can still be soldered by hand and can therefore be contacted with cables. The contact is made by means of enameled copper wires similar to the SMA sensors. 100 µm enameled copper wires prove to be suitable since these do not negatively influence the stiffness of the composite. The influence on the stiffness is also the reason for thermocouples and thin-film sensors being unsuitable, as these are supplied in Kapton laminate, which is too stiff. In the future, the use of printed temperature sensors on TPU foils may also be an alternative. At present, this technology is not commercially available and was therefore not further considered. The use of PT100 sensors is not possible, since these are significantly thicker than the SMD components as the smallest versions are around 800 µm thick and are pre-contacted. Non-contact temperature sensors turn out to be unsuitable, as they can be disturbed by the coolant droplets in the machine tool.
The sensor structures are manufactured as layered structures, which are then thermally pressed. A TPU foil with a thickness of approx. 100 µm serves as the carrier material. The sensor can be fabricated with one or two layers. Depending on the structure, the corresponding evaluation circuit is a full, half or quarter bridge (see Fig. 8).
In the case of the single-layer structure, the sensor layer is the intermediate layer of the assembled sensor and consists of the two SMA sensors with contacts which are led out within the intermediate position and are not led through the TPU foil and the selected temperature sensor.

Sensor assembly for three-layer configuration.
For the development of the complete sensor structure, the focus is on the right process window for producing the TPU composite, in particular the temperature, the time, and the appropriate mold.
Since the issues of contacting and thermal buildup mutually influence each other, both were investigated simultaneously and developed iteratively. Optical criteria are used as evaluation criteria for thermal pressing. On the one hand, the composite should be completely bonded, i.e. no structure of the actual TPU is visible. On the other hand, the TPU film must not become too hot, otherwise bubbles will form in the intermediate layer. The function of the sensors is evaluated based on: (i) its electrical properties (ii) after pressing the sensors must still be in contact, (iii) no cracks in the copper cable or unraveling the contact point again, (iiii) the thermocouple is not damaged.
The tests show that a press mold is necessary to produce the structures, because if the sensors are only pressed between two plates, on the one hand, the temperature sensor is destroyed by flattening the SMD component and on the other hand, the solder joints do not allow the layers to be pressed evenly. The set-up used for pressing is shown in Fig. 9.

Set-up for joining the sensor parts using a pressing mold.
The sensor structures realized so far exhibit the two-layered configuration. The overall composite has a resulting thickness of 180–190 µm around the sensor matrix and is shown in Fig. 10.

a) SMATFiPS with two SMA sensors and centered temperature sensor (left) b) SMATFiPS with one SMA sensor and without temperature sensor (right)
3.3 Experimental Set-Up
To examine the sensors and evaluate the characteristic curve, the sensors were tested in a pressure chamber as shown in Fig. 11. For this purpose, the sensor was glued to a plate with a FR-4 spacer. This allowed the sensor to be deflected in both directions and to react to a change in air pressure. The change of the air pressure in the chamber is realized by means of a Festo pressure piston, which is controlled by a linear actuator and measured with the pressure difference sensor TYPE DS 2-010 from Kalinsky Sensor Elektronik. A Quantum MX410B from HBK is used to record the measured values.

Experimental set-up for sensor characterization.
4 Results and Discussion
Figure 12 shows the measured values from the pressure chamber with a single sensor, which is connected to a half bridge with a second passive resistor. The measurement shows a good agreement of the measured values with the applied air pressure change. In parallel, the measured values show a still strong drift of the measured values. This can result from the temperature change in the pressure chamber since the pressure piston constantly introduces heat into the system by compressing the air.
The experimentally obtained data demonstrate a strong correlation between the recorded resistance of the fabricated sensor and the varying pressure within the pressure chamber. At the same time, the results indicate a significant influence of the measured resistance on the thermal conditions. As the current sensor design is based on a quarter-bridge structure, it is sensitive to temperature changes. In order to compensate for the thermally induced resistance change, the quarter-bridge arrangement must be replaced by a half-bridge or full-bridge arrangement. The target design considers a full bridge as it not only enables temperature compensation but also exhibits the highest sensitivity to occurring strains. Accordingly, a further improvement of the sensor resolution is expected.

Sensor response to varying pressure.
5 Summary
A novel pressure sensor design based on the piezoresistive properties of SMA was introduced. The development of SMATFiPS aims for recording pressure changes within fluids at high measurement resolution. Based on SMA thin films different sensors were fabricated by thermal pressing of various SMA and TPU layers. The experimental characterization of a fabricated sensor under varying air pressure proved that the sensor is capable of detecting the pressure rate. However, the results also point out the need of temperature compensation of the sensor signal and further improvement of the sensor sensitivity. To achieve this, the quarter-bridge design of the realized sensors has to be replaced by a half or full bridge.
The ongoing investigations aim for the application of the developed sensor to machine tool structures. In terms of sensor applicability and precision, an enhanced performance compared to conventional pressure sensors is expected. This leads to a high potential of SMATFiPS for precise detection of the flow conditions on outer machine surfaces and within the workspace. To examine the sensor performance under realistic machine tool conditions, the sensors need to be complemented by further supplementary such as wireless data transmission and energy storage.
References
Bechtold, C., Lima de Miranda, R., Quandt, E.: Capability of sputtered micro-patterned NiTi thick films. Shape Mem. Superelasticity 1(3), 286–293 (2015)
Mäder, T., et al.: Highly elastic strain gauges based on shape memory alloys for monitoring of fibre reinforced plastics. Key Eng. Mater. 742, 778–785 (2017)
Mäder, T., et al. (Hrsg.): D4.1 - Shape memory strain gauges. AMA Service GmbH, Von-Münchhausen-Str. 49, 31515 Wunstorf, Germany (2017)
Hunek, M., Pliva, Z.: Design and optimisation of NiTi pressure gauge. In: 2017 IEEE International Workshop of Electronics, Control, Measurement, Signals and their Application to Mechatronics (ECMSM), pp. 1–4. IEEE (2017)
Kamet. https://de.kamet-trading.com/pt100-sensoren/. Accessed 10 Oct 2022
Datasheet Chip NTC Thermistor, TDK, December 2017
Datasheet MEMS Thermal Sensors D6T
Accensors. https://www.accensors.com/foliensensor-technolog/. Accessed 10 Oct 2022
Alpha therm. https://www.alpha-therm.de/ntc.html. Accessed 10 Oct 2022
THERMA Thermofühler Gmbh. https://www.thermagmbh.de/shop/. Accessed 10 Oct 2022
Putz, M., Richter, C., Regel, J., Bräunig, M.: Industrial consideration of thermal issues in machine tools. Prod. Eng. Res. Devel. 12(6), 723–736 (2018). https://doi.org/10.1007/s11740-018-0848-6
Wegener, K.: Innovative machine tool – precision, productivity, efficiency. In: Conference Transcript Industry 4.0 – The Intelligent Factory of the Future, pp. 259–269 (2014)
Bryan, J.: International status of thermal error research. CIRP Ann. 39(2), 645–656 (1990)
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Open Access This chapter is licensed under the terms of the Creative Commons Attribution 4.0 International License (http://creativecommons.org/licenses/by/4.0/), which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons license and indicate if changes were made.
The images or other third party material in this chapter are included in the chapter's Creative Commons license, unless indicated otherwise in a credit line to the material. If material is not included in the chapter's Creative Commons license and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder.
Copyright information
© 2023 The Author(s)
About this paper

Cite this paper
Erben, A. et al. (2023). Smart Pressure Film Sensor for Machine Tool Optimization and Characterization of the Dynamic Pressure Field on Machine Surfaces. In: Ihlenfeldt, S. (eds) 3rd International Conference on Thermal Issues in Machine Tools (ICTIMT2023). ICTIMT 2023. Lecture Notes in Production Engineering. Springer, Cham. https://doi.org/10.1007/978-3-031-34486-2_14
Download citation
DOI: https://doi.org/10.1007/978-3-031-34486-2_14
Published:
Publisher Name: Springer, Cham
Print ISBN: 978-3-031-34485-5
Online ISBN: 978-3-031-34486-2
eBook Packages: EngineeringEngineering (R0)