
Abstract
Due to ever faster changing market requirements, industrial production equipment needs to become much more flexible. For this reason, the Institute of Mechanical Handling and Logistics and the Institute of Electrical Energy Conversion are developing versatile, automated, and easily adaptable solutions to increase the flexibility of future intralogistics systems. As part of the ANTS 4.0 research project, a modular low-cost automated guided vehicle has been created, which breaks down the flow of goods into its smallest units: A small load carrier. The vehicle is prepared to be charged inductively and guided by color coded LED strips inside the floor, controlled from a superordinated artificial intelligence algorithm. In case of finding an obstacle by the object detection integrated in the floor, the route is recalculated and adapted in real-time.
You have full access to this open access chapter, Download conference paper PDF
Similar content being viewed by others


Keywords
1 Introduction
The economic success of a product largely determines the way it is manufactured. As market influences become increasingly volatile and unpredictable across industries [1,2,3,4], factories have to reconfigure their manufacturing even more to current market trends in the future. This form of reconfiguration is also referred to as the adaptability of a manufacturing process. A higher degree of adaptability is achieved, among other things, through mobile and interoperable production equipment [5,6,7,8], which is able to be set up at any location in the shop floor environment and interact with other production equipment, forming a production network. All machines and systems are movable and compatible with each other. The flow of goods from and to the lines is fully automated by Automated Guided Vehicles (AGV). A control system is superordinated to the production and transport equipment, which synchronizes all activities on the production and logistics areas based on the current production orders.
Current research and development activities are therefore focusing on decentralized managed AGVs that can react flexibly to new requirements [9]. Among the systems already in operation is the KIVA system used by the U.S. company Staples, in which around 500 robotic units transport shelves from a warehouse to picking stations [10]. Further, logistics groups such as Amazon already use over 200,000 robots in their factories today [11].
Flexibility is achieved by dividing the transport volumes into ever smaller quantities as the number of transport units grows. This granularization simultaneously requires the development of new, cost-effective AGVs. KATE, a small-size AGV from the University of Stuttgart and the Götting company, the low-cost AGV Locative and the Multishuttle from Dematic GmbH which bases on the Fraunhofer IML’s project, are just some of the examples that have resulted from this need. Autonomous vehicles that can be linked together to increase payloads have also been developed, for example, in the KARIS project of Karlsruher Institute of Technology [12]. In addition, several companies sell transport systems based on swarm intelligence, such as the companies Knapp with the Open Shuttle or Agilox. In ARENA2036, a first functional prototype, called BoxAGV, was developed in 2020, which can follow dynamically lighted LED tracks using a simple camera. Based on this functional model, the AGV Scooty presented in this paper followed, extended to decode meta-information from the LED patterns along the way.

Schematic of a 3 \(\times \) 3 panel prototype v0.8 of the Intelligent Floor (IF) with a height of 180 mm, which mainly consists of the components: stand with load cell, panel controller, crossbeams including 24 V distribution and LED system as well as basic floor panels. (Drawing: Bosch)
For the step-by-step realization of such a future production scenario, the Intelligent Floor (IF) contributes to the solution. The IF is a patented raised floor system [13] designed as a universal infrastructure platform for factory buildings. The open platformFootnote 1 supports the goals of the modular production and enables production equipment to be more mobile and compatible to each other.
The modular IF design, as shown in Fig. 1, consists of individual 0.36 \(\text {m}^{2}\) sized square panel elements, which can be equipped with different sensor and actuator functionalities chosen by the user. The floor can be adjusted in height via stands. The load capacity of the prototype v0.8 is nominally 7 kN (breaking load 14 kN) on a test area of 100 \(\times \) 100 mm. It is therefore suited for light to medium-duty transport operations, like AGVs and light-weight fork lifters. Even in the basic version of the IF, sensor and actuator functionality is built into the substructure. For instance, the depicted load cell, integrated in the stand, can nominally measure loads up to a magnitude of 5 kN. Furthermore, LED strips are mounted as visual actuators on the crossbars of the substructure, whose LEDs can be controlled individually and in any color.
2 Current Situation

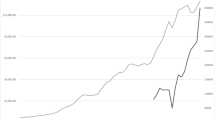
Product life cycles of VW Golf generations I to VI based on million units sold in the period from 1974 to 2012.
According to the research study [14], the number of registered current vehicle models increased by 349% in Germany between 1990 and 2014. In addition, the number of possible equipment options has also increased along with the model variants, so that today almost every new car allows several million permutations of configuration options. This increase in product variance represents the first market development.
The second market development is the shortening of the product life cycle according to Fig. 2. If the life cycle of a Volkswagen Golf I was nine years in 1983, it has been shortened to only four years in 2012 [15]. These two market developments present major challenges not only to vehicle manufacturers, but also to all their suppliers. Their products also have to be redesigned and produced at ever shorter intervals and in ever more diverse variations, and the corresponding production equipment has to be adapted to market developments. The driving force behind the increase in the number of variants and the shortening of product life cycles is the interaction between consumers and producers. The customer’s desire for choice and product individualization is contrasted by a large number of competing manufacturers who expect to gain sales advantages from shorter product cycles.
With increasing digitalization, consumers and producers are becoming better connected than before via the Internet. For the consumer, this means an increase in choice. For producers, the result is more global competition and thus increased pressure to develop their unique selling propositions. This pressure reinforces the market developments outlined above, so that a reduction in the number of variants and an extension of the life cycle time are not to be expected in the future. The change of a product often causes profound changes in the business processes of a company. This means that not only production processes are affected by the change, but also, for example, logistical and commercial processes. To maintain their competitiveness, manufacturing companies are therefore called upon to find ways of adapting quickly to volatile markets [16].
One approach to this adaptation is to break up inflexible logistics chains. These are found not only in the form of conveyor belt systems within production lines, but also, for example, in warehouses with dedicated storage locations. The ability to adapt is key to the modular production and an important research topic that scientists, especially the production-related institutes of the University of Stuttgart, have been working on for more than 25 years [17,18,19,20,21,22]. One of their central findings is that production equipment must become more modular, mobile, and interoperable in response to the rapidly changing demands of the global market.
3 Novel Platform for Modular Production

Model factory of Bosch Rexroth AG in Ulm, Germany for the demonstration of products and solutions for the future modular production. (Photo: Bosch)
The IF offers various possibilities to implement the requirements of the modular production in the daily manufacturing practice. As shown in Fig. 3, the Customer and Innovation Center of Bosch Rexroth AG at the Ulm site, demonstrates the possibilities of the IF in automation on a small scale. For example, the LED-based indication system can be used to immediately adapt the space and route markings on the shop floor to changes in the production configuration. If an assembly station is moved to a new location within the production facility which is equipped with an IF, the walkways, transport routes and logistics areas associated with the assembly station can be moved automatically as well. By signaling this information immediately visible on the floor, the operating staff is supported best.
The power supply to the assembly station is ensured by the wireless power transfer (WPT) devices currently capable of 240 W up to 3.7 kW installed in the floor. They enable the station to be commissioned installation-free. In addition, the stationary load cells, which are installed in the 620 mm grid below the floor, can be used for object detection. They confirm whether the weight of incoming goods corresponds to the stocks in the resource planning system, as described in [23]. Furthermore, they are used to trigger automatic incoming goods bookings or detect obstacles on walkways and transport routes. Due to the cyclic storage of measured values with an accuracy in the kilogram range, movement patterns on the floor can be detected and analyzed. The results of the analysis are used, among other things, to optimize production with respect to the walkways of workers or transport routes of AGVs.
The combination of LED display and detection system is particularly useful for the operation of AGVs. Thus, the hazardous area of an AGV can also be displayed dynamically, in the form of a “traveling” light frame around the AGV on the floor. This serves to reduce the number of unexpected and wasteful stops the AGV has to make, to avoid collisions with an unsuspecting person violating its safety zone. Also useful is the display of the AGV track to show humans the planned route in advance. In stationary robot applications, the IF, in combination with the optional safety panel, can indicate where dangerous movements occur. With this envisioned solution, an approaching worker would cause the movements to be slowed down or safely stopped in timeFootnote 2. Another significant use case of the IF for intralogistics lies in the flexible navigation of AGVs with a physical track, which is described from a more detailed technical and economical point of view in [23, 24]. Section 5 shows in detail that the obvious contradiction between flexible navigation and track guided AGVs is in fact not one.
4 Scalable Low-Cost AGV Construction Kit
For the numerous transportation tasks in logistics, modern AGVs are evolving into autonomous mobile robots with a multitude of sensor equipment and intelligence to perceive and safely navigate their environment. On the other hand, this trend has a price in terms of AGV hardware cost and system complexity, where the IF allows exploring a different distribution of responsibilities and therefore a novel system architecture. For a granular and versatile material transport solution, the number of AGVs needs to scale cost-effectively, and the model variety should be kept small to create a greater redundancy of interchangeable transport vehicles. However, sometimes different AGVs are required depending on the purpose, especially the dimension and weight of the cargo (Fig. 4).

The AGV Scooty in operation on the IF located at the ARENA2036 in Stuttgart, Germany. (Photo: University of Stuttgart/Uli Regenscheit)
These design considerations led to the development of the Scooty concept as a scalable AGV construction kit. Toward a low-cost design, its functions are reduced to the required minimum, shifting as much as possible into the Intelligent Floor, such that the two can be seen as a collaborating overall system. While the IF includes many features concerning sensing, signaling and power distribution tasks, generating motion is not part of its purpose. Thus the AGV design focuses on this aspect, while taking advantage of the IF’s functions in a synergetic manner instead of replicating them. As for the interchangeability of AGVs, the concept can be adapted to many different vehicle shapes because of its modular design, and is also based on a universal control architecture which allows common treatment for virtually any type of vehicle chassis. That accommodates the needed AGV variety even from third-party suppliers while keeping a consistent interface to control them.
In its simplest form, Scooty constitutes a chassis matching the 600 \(\times \) 400 mm base size of small load carriers, four driven steered wheels and a small, easily replaceable battery. The control electronics are kept simple, avoiding complex sensor arrangements. Within this size constraint, most existing AGVs use a very simple drive concept with only two driven wheels, or a design utilizing Omni-Wheels (e.g. Mecanum). Regarding the control system of AGVs, these different chassis configurations are an important distinction, resulting in different Degrees of Freedom (DoF). AGVs typically travel with the front centered on some kind of (possibly virtual) track. Those with 2 DoF are restricted regarding their orientation, always pointing “forward” along the path. Take for example the well-known single-track kinematics model. Many vehicles can maneuver like a car or bicycle: controlled by one steering angle and one speed of the driven wheel, resulting in two control variables. The steering angle represents configuration, affecting the direction of the velocity vector (not the pose of the vehicle, non-holonomic constraint). The second control variable scales the vector and thus the speed of the motion [25].
Omnidirectional (3 DoF) vehicles provide more flexibility in moving through production and logistics layouts, even between the IF’s fixed grid of tracks. They are capable of reaching any destination with arbitrary orientation, and can e.g. switch to another parallel lane without changing their heading. A prominent example developed at the IFT is the Independent Fork System [26], designed to transport a pallet in any possible direction. Such omnidirectional motion enables, among other things, smaller radii, which can optimize space usage in production. The maneuvering time of 3 DoF vehicles is also shorter, since they can travel in any desired direction without changing their orientation beforehand. This enables quicker evasive maneuvers and faster cycle times. As the production layout becomes fully flexible, stock and storage areas need to be redefined and repositioned as well, leading to ad-hoc block storage areas as an appropriate solution. These can be operated most space-efficiently when the individual carriers (still residing on the AGV) can move in any direction, allowing each one of them to reach the block storage boundary quickly.
Another reason to prefer omnidirectional AGVs lies in the nature of the transported goods/carriers. By definition, there is no predetermined “front”or “back” for a pallet or small load carrier. If at all, the orientation of the cargo defines some preferred direction how the carrier should be picked up or delivered. But the vehicle’s orientation is a mere technical detail, irrelevant to the transportation task. Thus, a vehicle which can freely move in any direction serves the task in the most flexible manner. When the size of the transported goods increases, several AGVs may even collaborate to act like a single vehicle, as in the case of the Independent Fork System. But if any one (or worse, several) of them is restricted to 2 DoF, the motion constraints can conflict with each other, making the whole compound impossible to maneuver. Standardizing on omnidirectional vehicles from the start avoids this problem and allows maximum transport flexibility, even when combining them to collaborate.
The Scooty concept is such an omnidirectional AGV with 3 DoF, capable of reaching any destination regardless of its orientation. This is achieved by using four independent steered wheel modules, as sketched in Fig. 5. This results in more stable and smoother motion characteristics, as well as higher load-carrying capacity in relation to the same design size, than possible with Mecanum wheelsFootnote 3. The modules can even be arranged differently to construct a vehicle form factor with an arbitrary number and positioning of the wheels. Scooty’s universal control structure facilitates this flexibility on the software level accordingly.
In the state of the art a model for every type of AGV needs to be set up and an individual controller is designed. During the development of the different types of AGVs at the IFT the vision of such a universal vehicle model emerged. As a basis, the concept for controlling a vehicle with an arbitrary number of wheels is introduced in [25]. This mathematical model describes the coordinated motion of a vehicle using three physically independent, dimensionless parameters: nominal velocity \(v_n\), nominal curvature \(\kappa _n\) and slip angle \(\beta \). With these Omni-Curve-Parameters (OCP), any vehicle with arbitrary number and geometrical arrangement of wheels can be controlled, respecting and utilizing its available degrees of freedom. Two parameters describe the motion mode and only influence the steering configuration of the vehicle wheels. The third parameter, the nominal velocity, changes its physical interpretation depending on the prevailing configuration.

Kinematics model of the four steered wheels used in Scooty. This configuration shows a nonzero slip angle \(\beta \), so the velocity \(\textbf{v}\) diverts from the vehicle main axis, while following a curved path.
With the aid of the mathematical model set up, these parameters can be used to provide each steered wheel drive with its target speed \(\textbf{u}_i\) and target steering angle \(\alpha _i\) for any allowed motion. It assures that the pole rays of all wheels intersect at a common Instant Center of Rotation (ICR), as in Fig. 5, and avoids singularities in the calculated terms. The over-determined system of a vehicle with arbitrary steered wheels becomes controllable.
Furthermore, the choice of control variables scales naturally with any vehicle’s degrees of freedom. From track-bound 1 DoF systems, where only the nominal velocity \(v_n\) is relevant, 2 DoF systems evolve gradually by adding the nominal curvature \(\kappa _n\), so any given curvature-continuous path can be followed. This basis of two control variables is kept even for 3 DoF vehicles, because these types of motions are intuitively comprehended by humans in the vicinity or acting as operators. Accordingly, the third control variable \(\beta \) corresponds to the added ability of an omnidirectional vehicle to move in any direction relative to its main axis, as relevant from the perspective of the logistics context. A standardized, machine-usable description of different vehicle types’ capabilities, expressed as limits in these OCP control variables, is presented in [27].
Besides the main function of actual transport motion, Scooty still requires components for a suitable energy supply. The developed hybrid approach utilizes the IF’s wireless power transfer capability if available. In case the floor is equipped with the optional whole-area WPT solution (still in development), local navigation can then also be facilitated using the measured electromagnetic field intensity [28]. As a buffer between available WPT spots, and for use-cases where WPT is not widely available, Scooty contains a small Lithium battery. The solution is designed with a minimal cost goal, thus it uses a standard, quickly pluggable power tools battery pack. Because of its high production volume and good international availability, this can be sourced for a competitive price. Further, the battery replacement is left as a task for the human workers, refraining from complicated automatic charging or battery replacement procedures. For example, when loading or unloading the cargo at manual work stations, sliding in a new battery and putting the empty one on a charger is a small extra chore to be done on demand. Fixed charging stations in contrast cause longer standstill times for the AGV, reducing its availability. Collaboration with human workers is embraced in the production concept on multiple levels and a simple, pragmatic approach preferred over elaborate automation. Regarding the nature of Scooty as the basis for a flexible AGV construction kit, this preference is however not set in stone, but can be adapted as different requirements arise.
5 Communication Using Dynamic LED Tracks
As the material flow through the production becomes more granular, the number of AGVs in operation increases. That leads to challenges regarding the communication paths between all AGVs and other, possibly centralized, coordination entities. Especially if real-time control information is to be exchanged, reliably low communication latency and possibly high data throughput may be required. But these requirements in general do not correspond well with wireless technologies such as Wireless LAN (Wi-Fi) or 5G cellular where the available spectrum always represents a shared resource among all participants.
At this point, the unique technical features of the IF enable some new approaches to solve these challenges. First and foremost, the AGVs can use the dynamically controlled LED strips as guidance tracks to exactly follow their intended pathways. These can however be adapted very quickly in response to routing changes, obstacles, or to avoid traffic jams especially at intersections, while still sticking to the basic rectangular grid. Only in order to cut corners, switch between lanes, or reach a WPT charging spot would an AGV temporarily need to leave the guiding track. The tight 620 mm grid limits the possible error in accuracy when positioning freely between the tracks in these special cases.
The second advantage is the active lighting, which allows much more robust detection than the classical contrast-based optical tracks which are harder to distinguish from random floor markings and stains, and require separate elaborate illumination. Especially the motion blurring effect of a moving camera affects this aspect, which is best mitigated by a minimal shutter time, thus requiring high light intensities in return.
The third and most substantial new solution derives from the possibility to fully control every single LED with an individual color. This enables the floor to signal a small amount of meta-information along with the geometrical information of where the track lies. Rather than distinguishing only between e.g. blue, green and yellow tracks, the exact sequence of LED colors allows to encode a few bits of information tied to an exact location. The design goals for the implemented approach encompass the following:
-
1.
Give each track an orientation, marking where it comes from and which way to go. This is especially useful for omnidirectional AGVs, which can decide to start in either direction without first changing their orientation.
-
2.
Announce path changes well ahead of reaching the point where the AGV needs to take action. In the perpendicular floor grid, slowing down and initiating an intermediating turn before reaching an intersection point with a hard 90\(^{\circ }\) corner makes sense for fluid and quick motion.
-
3.
Mark exact geometrical locations such as stopping points and start of a defined curve radius to cut corners, hitting the perpendicularly adjoining next track segment again exactly.
-
4.
Convey additional command and context information while an AGV is standing still, e.g. for state reconfiguration or to initiate a charging process.
The chosen basic pattern for information encoding respects the physical properties of the LEDs and cameras. Each light point on the strips contains three individual LED components in red, green and blue color. Each pixel in commonly used digital image sensors actually consists of a matrix of three sensors with filters for the same three basic colors. Thus, the atomic unit of information is whether each of the three colors are lit or not, leading to \(2^3 = 8\) combinations. All three off corresponds to the “black” state, which cannot be distinguished from the surroundings. Similarly, the “white” state is reserved as the only one with all three basic colors lit, and exempted from information encoding, which also limits the needed electrical current. The remaining combinations of one or two LED colors are labeled Red, Green, Blue, Yellow, Pink and Turquoise, totaling six basic code points.
These code points are grouped into symbols of size three, with \(6^3 = 216\) possible permutations. This number is chosen deliberately, as it represents the smallest group size where an orientation can be distinguished from any sub-sequence within a stream of repeated symbols. For example, a sequence of  is equivalent to its reversed version
is equivalent to its reversed version  , thus losing the direction. With three code points per symbol, this becomes unambiguous, as each symbol of three different code points has a defined reading direction, leaving only possible \(\frac{6!}{(6-3)!} = 120\) partial permutations. These permutations contain three rotated and another three matching mirrored symbols, so in total only \(\frac{120}{6} = 20\) unambiguous, repeatable and oriented symbols remain. They can be used to convey varying state while following a track, such as the chosen pattern
, thus losing the direction. With three code points per symbol, this becomes unambiguous, as each symbol of three different code points has a defined reading direction, leaving only possible \(\frac{6!}{(6-3)!} = 120\) partial permutations. These permutations contain three rotated and another three matching mirrored symbols, so in total only \(\frac{120}{6} = 20\) unambiguous, repeatable and oriented symbols remain. They can be used to convey varying state while following a track, such as the chosen pattern  denoting a standard track to be followed with straight alignment in the direction from blue over green toward red, as illustrated in Fig. 6.
denoting a standard track to be followed with straight alignment in the direction from blue over green toward red, as illustrated in Fig. 6.

Example showing a right-turn with appropriate encoding before and after the intersection.
Other defined patterns may include announcement of upcoming corners, e.g. a 90\(^{\circ }\) left or right turn. The corner radius must be chosen carefully respecting the 620 mm grid size. When seeing such a code, Scooty deliberately departs from the track to perform a hard-coded turn with constant radius of approx. 300 mm, trying to find the new track again after a predefined turning angle with respect to the previous track. Other information may include the AGV orientation, since omnidirectional vehicles might also follow the track with their main axis perpendicular to the track for example. Switching to lower or higher speeds in light of an upcoming corner or long straight run may be another possibly conveyed information. Such signals could be encoded as a single three LED symbol within the track, to make it clear where exactly the indicated state applies.
Some of the remaining symbols, which lack an orientation, may be defined as an alphabet to signal arbitrary information when the AGV is standing still. As of yet, the only and most important symbol defined here is the all-red  sequence commanding the AGV to stop, which is also easy to recognize intuitively for humans. An encoding for additional commands still needs to be defined, but a time-multiplexed serialization of symbols as used in wired serial port links or other wireless transport protocols appears as an obvious choice. The limited field of view of the track sensor camera can be mitigated easily in this situation, as the approximate location of the track is clear with only a single LED in sight, which is sufficient for the vehicle to re-align its camera to cover as much track as possible.
sequence commanding the AGV to stop, which is also easy to recognize intuitively for humans. An encoding for additional commands still needs to be defined, but a time-multiplexed serialization of symbols as used in wired serial port links or other wireless transport protocols appears as an obvious choice. The limited field of view of the track sensor camera can be mitigated easily in this situation, as the approximate location of the track is clear with only a single LED in sight, which is sufficient for the vehicle to re-align its camera to cover as much track as possible.
An important concern is that there will be no return path from the AGV back to the IF. This property certainly limits the possible data throughput because of a lack of explicit synchronization or acknowledgments. The collaboration concept however embraces this limitation, as the AGVs should have very little valuable information to return to a central control entity. They basically follow what the floor indicates through its lighted tracks, and only give occasional status updates when required. For this usage pattern, the scalability problems of e.g. Wi-Fi as a second out-of-band communication channel are much less relevant, mitigated by first avoiding high-bandwidth real-time communication and shifting the remainder to the LED channel. That is one aspect where the Intelligent Floor offers a novel approach, as most of the complexity is moved from the AGV into the floor controllers, and the vehicles themselves are purpose-built to concentrate on the actual motion. This allows Scooty to even eliminate most safety sensor components, based on the assumptions that the IF will signal whether the path is clear of obstacles, and the legally required safety precautions being much lower for a vehicle of very limited hazard potential because of its low mass and speed.
In the envisioned production environment, showing complete tracks from start to finish for each AGV will very quickly lead to a wild maze of different patterns being displayed, with overlapping sections of different AGVs’ tracks possibly being ambiguous. Thus, the tracks for each AGV are meant to be shown only in its immediate surroundings, only few segments ahead. This provides the required predictability for humans in the vicinity to see where the AGV is heading. On the technological level, the IF’s load sensing capability can be combined with other location sources to determine the vehicle position and deduce the area where the track should be displayed.
6 Conclusion
The realization of a modular production requires among other things the flexibilization of the material flow, whereby the adaptation to newly defined production specifications has to be carried out as quickly as possible without time-consuming programming of individual production and logistics elements. The goal is to break down all production equipment into location-flexible modules in order to be able to dynamically configure and resolve machine systems as well as to end the separation between value creation and logistics which is common today. To enable this flexibilization, a dynamic and automated real-time adaptation of the intralogistics flows of goods is necessary.
Classical logistics systems with their rigid material flow planning have reached their limits. For this reason, new logistics systems must be able to transport the goods directly from the storage location to the point of use automatically, in the appropriate quantity and at the right time. The presented AGV Scooty in cooperation with the Intelligent Floor fulfills the requirements for future logistics systems. The IF also offers other interesting possibilities for manufacturing automation and human/machine interaction.
Notes
- 1.
The mechanical structure and parts of the operating software of the IF are freely available on request, so that everyone has the possibility to develop and sell own elements for the IF. Participation in the expansion of the IF ecosystem is explicitly requested and it is not limited to hardware and software products, but also includes services, such as assembly or planning services.
- 2.
The current regulatory situation regarding safety requirements does not support such completely flexible applications. This topic needs to be addressed in future research, not limited to the presented approach.
- 3.
Mecanum wheels have a discontinuous and small contact area toward the floor, causing vibrations and poorly defined intermediate states. Irregular friction characteristics lead to additional, hard to control disturbances.
References
Wittenbrink, P.: Handlungsbedarf Transportmanagement. In: Transportmanagement, pp. 1–20. Springer, Wiesbaden (2014). https://doi.org/10.1007/978-3-8349-3825-1_1
Ramsauer, C., Rabitsch, C.: Agile Produktion - Ein Produktionskonzept für gesteigerten Unternehmenserfolg in volatilen Zeiten. In: Industrial Engineering und Management. TFP, pp. 63–81. Springer, Wiesbaden (2016). https://doi.org/10.1007/978-3-658-12097-9_4
Hämmerle, M.: Personal-Flexibilisierungsinstrumente in Produktionsunternehmen. In: Spath, D., et al. (eds) Neue Entwicklungen in der Unternehmensorganisation, pp. 545–565. Springer Berlin (2017). ISBN: 978-3-662-55426-5. https://doi.org/10.1007/978-3-662-55426-5_66
Mayr, A.: Veränderungen im Kostenmanagement durch die Digitalisierung. In: Controlling – Aktuelle Entwicklungen und Herausforderungen, pp. 137–161. Springer, Wiesbaden (2019). https://doi.org/10.1007/978-3-658-27723-9_6
Gogoll, V.: Erarbeitung des aktuellen Forschungsstandes Industrie 4.0 im Bereich Maschinenbau: Geschäftsmodell-Innovationen in Industrie 4.0 (2017)
Trautner, T.F.: Agile Automatisierung von Fertigungszellen- Semiotische Interoperabilität zustandsbehafteter, deterministischer Anlagenkomponenten. PhD thesis. Technische Universität Wien, pp. 1–128 (2021). https://doi.org/10.34726/hss.2021.76044
Trierweiler, M., Bauernhansl, T.: Reconfiguration of production equipment of matrix manufacturing systems. In: Weißgraeber, P., Heieck, F., Ackermann, C. (eds.) Advances in Automotive Production Technology – Theory and Application. A, pp. 20–27. Springer, Heidelberg (2021). https://doi.org/10.1007/978-3-662-62962-8_3
Stillig, J., Parspour, N.: Novel autonomous guided vehicle system for the use in logistics applications. In: Weißgraeber, P., Heieck, F., Ackermann, C. (eds.) Advances in Automotive Production Technology – Theory and Application. A, pp. 424–432. Springer, Heidelberg (2021). https://doi.org/10.1007/978-3-662-62962-8_49
Kirks, T., et al.: Zellulare Transportfahrzeuge für flexible und wandelbare Intralogistiksysteme. In: Logistics Journal 2012 (2012). ISSN: 2192-9084. https://doi.org/10.2195/lj_Proc_kirks_de _01210_01. http://nbnresolving.de/urn:nbn:de:0009-14-34543
Wurman, P.R., et al.: Coordinating hundreds of cooperative, autonomous vehicles in warehouses. AI Mag. 29(1), 9 (2008) https://doi.org/10.1609/aimag.v29i1.2082. https://ojs.aaai.org/index.php/aimagazine/article/view/2082
O’Brien, M.: As robots take over warehousing, workers pushed to adapt. AP News (2019). https://apnews.com. Accessed 20 June 2022
Hippenmeyer, H., et al.: Ein neuartiges Element für zukünftige Materialflusssysteme: KARIS - dezentral gesteuert. In: Hebezeuge Fördermitte 49(6), 304–30 (2009). https://www.intralogistik-bw.de/wpcontent/uploads/2018/06/Artikel_KARIS_HF0609_304-309.pdf
Stillig, J.: Doppelbodenelement für einen Doppelboden. U.S. Patent 20200173177 (2020)
Mandat, M.: Produktportfolios der fünf großen deutschen Autohersteller in Deutschland: 1990 bis 2014: Das Dilemma mit der Vielfalt. PROGENIUM GmbH & Co.KG. (2015). https://docplayer.org/15484141-Produktportfolios-der-fuenf-grossen-deutschen-autoherstellerin-deutschland-1990- bis-2014-das-dilemma-mit-der-vielfalt-muenchen-24.html. Accessed 04 Nov 2019
Volkswagen. Absatz des VW Golf im Zeitraum der Jahre 1974 bis 2012 nach Modell. Handelsblatt (2012). https://de.statista.com/statistik/daten/studie/240184/umfrage/absatz-des-vw-golf-nach-modell. Accessed 04 Nov 2019
Specht, D., Stefanska, R.: Wandlungsfähige Fabrikstrukturen als Strategie: Zur Steigerung der Wettbewerbsfähigkeit von produzierenden Unternehmen. Zeitschrift für wirtschaftlichen Fabrikbetrieb 102(5), 286–290 (2007). https://doi.org/10.3139/104.101139
Kühnle, H.: Paradigmenwechsel im Produktionsbetrieb - Die Fraktale Fabrik. In: Warnecke, H.J., Bullinger, H.J. (eds.) Produktionsstrategie für das 21. Jahrhundert, vol. 44, pp. 9–43. Springer, Berlin (1994). https://doi.org/10.1007/978-3-642-52359-5_1
Westkämper, E.: Marktorientiertes Produzieren in dynamischen Strukturen. In: Warnecke, H.J. (ed.) Fabrikstrukturen im Zeitalter des Wandels - Welcher Weg führt zum Erfolg?, vol. 47, pp. 9–22. Springer, Berlin (1995). https://doi.org/10.1007/978-3-662-07163-2_1
Westkämper, E.: Produktion in Netzwerken. In: Schuh, G., Wiendahl, H.P., Komplexität und Agilität - Steckt die Produktion in der Sackgasse?, pp. 275–291. Springer, Berlin (1997) https://doi.org/10.1007/978-3-642-60841-4_19
Westkämper, E.: Stuttgart: Institut für Industrielle Fertigung und Fabrikbetrieb (IFF), Stuttgart, Technical report (2006). https://gepris.dfg.de/gepris/projekt/5480668
Günthner, W., et al.: Intralogistik im Dialog mit Forschung und Lehre. In: Arnold, D., (eds) Intralogistik - Potentiale, Perspektiven, Prognosen, pp. 239–276. Springer, Berlin (2006). https://doi.org/10.1007/978-3-540-29658-4_6
Matthias Hofmann and David Korte. "Neuartiges Logistikkonzept für die automobile Endmontage ohne Band und Takt". In: Bauernhansl, T., et al. (eds) Entwicklung, Aufbau und Demonstration einer wandlungsfähigen (Fahrzeug-) Forschungsproduktion, pp. 85–100. Springer, Berlin (2020). https://doi.org/10.1007/978-3-662-60491-5_8
Stillig, J., Parspour, N.: Novel infrastructure platform for a flexible and convertible manufacturing. Adv. Sci. Technol. Engi. Syst. J. 6(1), 356–368 (2021). https://doi.org/10.25046/aj060141
Stocker, J.: Flexible Intralogistiksysteme für die fahrerlose Transportversorgung - Eine Lebenszykluskostenanalyse. Master Thesis. Hochschule Albstadt-Sigmaringen (2022)
Brenner, C., Colomb, A.: Konzept zur intuitiven Steuerung omnidirektionaler Flurförderzeuge mit beliebiger Radkon guration. Logistics J.: Proc. 2020 (2020). https://doi.org/10.2195/lj_Proc_colomb_de_2020120_1. http://nbn-resolving.de/urn:nbn:de:0009-14-51330
Schröppel, M., et al.: Monofunktionale autonome Transporteinheiten. Logistics J.: Proc. 7(1) (2011). https://doi.org/10.2195/LJ_proc_schroeppel_de_201108_01. http://nbn-resolving.de/urn:nbn:de:0009-14-31016
Brenner, C., Colomb, A.: Anwendung der Omni-Kurven-Parameter zur Bestimmung der Aktor-Stellgrößen und universellen Bewertung der Bewegungsmöglichkeiten unterschiedlicher Fahrwerke. Logistics J.: Proc. 2022 (2022)
Brenner, C., et al.: Navigation of an Omnidirectional AGV with an Inductive Floor. In: Forschung im Ingenieurwesen 2022 (2022)
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Open Access This chapter is licensed under the terms of the Creative Commons Attribution 4.0 International License (http://creativecommons.org/licenses/by/4.0/), which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons license and indicate if changes were made.
The images or other third party material in this chapter are included in the chapter's Creative Commons license, unless indicated otherwise in a credit line to the material. If material is not included in the chapter's Creative Commons license and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder.
Copyright information
© 2023 The Author(s)
About this paper

Cite this paper
Stillig, J., Brenner, C., Colomb, A. (2023). Adaptive Intralogistics with Low-Cost AGVs for a Modular Production System. In: Kiefl, N., Wulle, F., Ackermann, C., Holder, D. (eds) Advances in Automotive Production Technology – Towards Software-Defined Manufacturing and Resilient Supply Chains. SCAP 2022. ARENA2036. Springer, Cham. https://doi.org/10.1007/978-3-031-27933-1_12
Download citation
DOI: https://doi.org/10.1007/978-3-031-27933-1_12
Published:
Publisher Name: Springer, Cham
Print ISBN: 978-3-031-27932-4
Online ISBN: 978-3-031-27933-1
eBook Packages: EngineeringEngineering (R0)