
Abstract
Recycling of Glass Fibers Reinforced Plastics (GFRP) can be preferentially performed through mechanical processes due to the low cost of virgin fibers. Because of the poorer mechanical properties after comminution, the most interesting solution to reuse this material is a cross-sectorial approach, in which particles obtained through shredding of products from one sector are used in another sector. To allow this, a fine control on the particles dimension is fundamental, together with the minimization of operational costs. In this chapter, after a deep analysis on the available size reduction technologies and a preliminary feasibility analysis on the products involved in Use-Case 1 of the FiberEUse project, a 2-step architecture to optimize these two characteristics is presented. The models for both steps are shown and the developed solutions is applied to the End-of-Life products, demonstrating the potential of this approach, leading to optimal dimension of the particle with operational costs lower than both virgin fibers and disposal costs.
You have full access to this open access chapter, Download chapter PDF
Similar content being viewed by others


Keywords
1 Introduction
Due to their applications and, in particular, to lower price of virgin fibers, Glass Fibers Reinforced Plastics (GFRP) are currently inserted in co-processing of cement [1] or recycled through mechanical processes, in particular using shredding technologies. In addition, comminution reduces length of the fibers, decreasing related mechanical properties, hindering the possibility of a closed-loop recycling. Moreover, a complete liberation of the fibers from the resin matrix residues is impossible.
To overcome these limitations, a cross-sectorial approach has to be followed, in which shredded GFRP from sectors with higher requirements on mechanical properties could be reused in new products with lower requirements. Several possible applications for GFRP in function of the required tensile strength and tensile modulus are possible. As an example, particles in output from a mechanical recycling process of End-of-Life wind blades could be used as fillers for thermal, electric and sound insulation but also in higher-added value applications as automotive. Furthermore, they could be used in other sectors as sanitary, sports and leisure equipment or design products, which form the Use-Case 1 of FiberEUse project. Different reuse options need different dimensional and morphological properties.
Leveraging on a cross-sectorial approach can open new potentials for composite made parts recycling, remanufacturing and re-use under a systemic circular economy perspective. To enable this cross-sectorial approach, a recycling driven by the characteristics needed by the sector in which the fibers will be used as secondary raw material (that are driven especially by particles dimensions) has to be implemented. In addition, due to the low price of virgin glass fibers, a minimization of the process cost is needed to make the recycled GFRP competitive as secondary raw materials.
2 State of the Art
As shown in [2], recycling of composite materials is performed following three different procedures: mechanical, thermal and chemical methods. Focusing on mechanical recycling, it has been applied in particular on GFRP, in particular to Sheet Moulding Compounds (SMC) and Bulk Moulding Compounds (BMC) [3]. The shredding process aims to create particles that can be included as reinforcement in new products. Palmer et al. [4] have shown also the possibility to have a real closed-loop recycling of thermoset composites reintegrating the recovered fibers as reinforcement in SMC and BMC automotive.
Size reduction processes aim to obtain high liberation of target materials and they are able to create homogenous (both in shape and in size) particles mixtures at a desired dimension [5]. Palmer et al. [4] underlines that higher degrees of liberation are achieved by a particle made of a small number of materials and the highest possible liberation is obtained for particles made of only one material.
Different attempts to develop mathematical models of a shredding process are available in literature, in particular focused on the mining field. Gaudin [6] proposed the first model based on mineral texture (called by the author “Mineral Dressing”), simplifying the mineralogical texture of an ore and predicting the particles distribution as a function of the size. King [7] improved this approach, proposing an equation to predict linear liberation distribution as a function of the particle size. Instead of transforming the original ore texture, the author used a linear probe across the image of a polished section of an ore to characterize it. Meloy [8] developed a texture transformation for the original ore texture to a simple geometry as spheres or cubes. This allows to consider the shredding process as the broken of the regular geometric model into smaller particles with the same shape and to calculate the liberation distribution through geometrical formulas. Barbery [9] improved the approach using a Boolean model. In this way, under some assumptions (in particular the non-preferential breakage), he was able to calculate the fraction of liberated particles. King [10] derived an analytical solution to the multidimensional integrodifferential equation applied to a shredding batch process for multi-component mineral system. The obtained solution was compared to experimental data, showing that the model is reliable.
More recently, several approaches tried to model the evolution along time of the particle size distribution through the determination of the probability that particles of a specific liberation class generate particles of another liberation class. One of the most studied approach is the “Textural Modelling”. It used the mineralogical information acquired during the process to predict the dimensional distribution evolution. Gay [11] developed a mechanistic method in which ore properties are direct consequence of the changes in composition distribution.
One the other hand, literature studies are focused on dimensional distribution. Gay [12] takes the “kernel estimation” approach and applied it to this problem. The kernel represents the volumetric frequency of the event that one particle with a specific composition and dimension (parent particles) will generate another particle with different characteristics (progeny particles). Once the kernel has been determined, it could be applied to a new set of input particles to predict composition and distribution of progeny particles. The author used a probabilistic approach to infer the kernel properties without deriving mineral texture and mechanistic properties but using only effective experimental data. The considered method is the maximum entropy principle. The author exploited it to explain and predict multi-sized progeny particles from single-sized parent particles.
Despite the several examples in mineral field, shredding process in recycling has been addressed by few works. In particular, [13] modelled the relationship between product mineralogy and size reduction and liberation during the EoL vehicles comminution to maximize the efficiency of following separation processes. They also underlined the differences in shredding between mineral and recycling fields. In particular, recycling is a continuous process with multi-material products, with strongly dependency on product design. This concept has been improved and demonstrated through simulations by Castro [14]. This approach requires a relevant number of experiments to train the model.
For this reason, the approach used to model the shredding process in FiberEUse project is based on Population Balance Models (PBMs). Population Balance Models are mathematical models able to represent the evolution of particles characteristics through three different quantities, namely the percentage of each particle in a specific pre-determined size class per each time unit, the evolution of every single size classes per time unit and the proportion of particles that are able to exit from the comminution chamber per time unit.
PBMs have been largely used in literature, dividing the models depending on time, which could be considered discrete or continuous. Due to the relatively short average residence time of the particles, the discretization of size classes and the simplicity in describing the process as a series of short elementary breakage events, discrete time PBMs have been used, both in literature and in Task 2.2.
Different examples of PBMs for shredding are present in literature. A recent work by Bilgili [15] analyzes the non-linear effects of particles in comminution dividing them in three different types and underling the consequent deviations from the linear behavior.
Bilgili [16] developed a model for long time size reduction process including all these deviations. In particular, they decompose the breakage rate in one linear and one depending on the population. This second breakage rate is described by a functional. This last one explicitly considers the three types of deviations and the interactions between particles with different dimensions. This model is a time continuous non-linear model valid for dense-phase comminution process with extended shredding time.
These models require several experiments for the training. For this reason, a revision of the assumptions has to be done to adapt them to recycling field and allowing the control and optimization of recycling processes reducing the number and the cost of experiments to estimate the parameters.
3 Rationale of the Work
To shred GFRP EoL products, a size reduction procedure as in Fig. 1 has been developed. A preliminary coarse shredding is performed to reduce the dimension of the products, achieving suitable size for the fine comminution. This process-chain allows a fine control on the final particles dimensions together with a maximization of the throughput.

Two stage size reduction process-chain
Different comminution technologies are commercially available. A deep analysis on most of them has been carried on and it is summarized in Table 1.
Following this analysis, the first shredding step has been performed using a single shaft shear shredder by Erdwich (model M600M-400), reaching a particles dimension lower than 10 mm. The obtained shredded material has been treated with a cutting mill by Retsch (model SM-300) using several different grids.
While the coarse shredding aims to create a particles mixture suitable for the second stage, the fine comminution step is responsible for the dimensional distribution of the particles and it mostly impacts on the operational costs. As stated before, different reuse options need different particles characteristics (in particular dimensions). As a consequence, the control of the shredding process is fundamental. A first formalization has been developed as in Fig. 2.

First procedure for shredding control
The input material, composed by entire products or coarse shredded particles, needs to be characterized. In particular, the most interesting information are the dimensional distribution of particles and, if needed for following steps, all the geometrical and morphological information on the mixture. These data are gathered and stored in a dedicated module, that could be useful both for model training or for future purposes. A simulation module receives the information, predicting the evolution over time of dimensional distribution and of all the other interested characteristics. Then an optimization module, able to exchange information with the simulation one, processes these data together with information about target distribution and characteristics. The optimized actions suggested by this module are able to change parameters of the physical shredding process, leading to optimal output. In addition, information on the machine status (as energy consumption) could be acquired and processed in the same way, to obtain a process optimized not only in terms of material characteristics but also in cost, fundamental in recycling. From this first formalization, it is evident the needs to have good quality and fast data gathering systems in the physical world and robust and validated models in the cyber one. In addition, it is fundamental to understand which parameters could be controlled in a shredding process and how they could be changed.
To design the best control procedure, a deep analysis on common characteristics among the different technologies has been done and the most important parameters have been studied, dividing it in controllable and non-controllable ones. These parameters are described below and summarized in Table 2.
-
Volume of the chamber. This design parameter controls the maximum amount of material that can be processed simultaneously. This mass is function not only of the volume of the chamber but also of the material density (high density results in higher quantity of material that can be treated and vice versa).
-
Number of breaking/cutting elements. Every technology is based on different breaking principle but all the machines have number of tools as design parameter. As an example, in cutting mill this is the number of inserts, in hammermill the number of hammers and in impact crusher the number of breaking plates.
-
Number of breakers/cutters per cutting element. The breaking or cutting tools could be designed with one or multiple elements that are able to perform size reduction. As an example, in cutting mills there are typically four cutters per insert but only one working at a time with different principles and under different stresses and strains. On the other hand, impact crusher has usually only one face of the breaking plate which undergoes the impact force.
-
Grate size or free falling aperture dimension. The mechanism of particles exit in case of continuous flow processes (the most interesting for recycling) is a controllable parameter. Typically, this could be done through two different approaches. The first one is based on a grate, that could be easily changed, with a specific hole size and shape. Particles that have a dimension lower than the hole size are able to exit, while the others remain in the chamber to be reduced in dimension again. This is used for example in cutting mill, shear shredder or hammermill. The second one is the so called free falling aperture, in which there is a space between two elements of the shredding machine, allowing particles that can pass through that space to exit from the process, as in case of impact crusher and jaw crusher. In both cases, grate size influences both throughput and dimensional distribution of the particles in output.
-
Speed of the breaking/cutting mechanism. Speed of the breaking or cutting mechanism is typically a controllable parameter that strongly influences both throughput and costs of the process. As an example, the moving part in cutting mills and in shear shredders is the rotor on which the cutting tools are mounted while in hammermills, chain shredders and ultra centrifugal mills the central shaft moves, in impact crushers the drum with the hangling systems, in jaw crushers the moving jaw and in disc mills the rotating disc itself.
-
Feed rate. Feed rate is common to all the processes and could be controlled regulating the material entering in the chamber every time unit. There is an upper limit to this value that depends on several factors as grate size (or free falling aperture) and, in part, speed of the size reduction mechanism.
From this table it is evident that grate size on one side and rotational speed and feed rate on the other need two different control approaches. A machine stop is needed to change the grid and this task is performed manually. This results in loss of time both for the change and for transition to stationary process. On the other hand speed of the rotor and throughput (which is equivalent to the feed rate in stationary process) could be controlled online, avoiding stops. As a consequence, a 2-step approach has been developed as in Table 3.
The first step is dedicated to the optimization and control of the offline parameters, in particular the grate size. The objective is to optimize the dimensional and morphological distribution of particles in output, increasing the liberation of target materials and obtaining particles suitable for following processes (as recycling or direct reuse). This step takes as inputs the dimensional distribution of the particles to process and the target output distribution, typically suggested by an operator. The output will be the best grate to use in the size reduction process and the throughput expressed in mass per time interval.
The second step has as objective the minimization of operational costs, in particular due to energy consumption and tool wear. It takes as input the unitary throughput calculated in Step 1 and it gives as results the rotational speed and the throughput expressed in mass per time unit (as seconds or hours).
In the next section, the models developed for both steps will be presented, with an emphasis on the first one.
4 Methodology
4.1 Feasibility Analysis
A preliminary analysis has been performed on different EoL samples (e.g. sports equipment, sanitary, wind blades and construction). After the process-chain explained in Fig. 1, the obtained particles have been analyzed using two different technologies as shown in Fig. 3. The first one is an analytical vibrating sieve by Retsch which divides the sample in 9 different size classes, from 63 μm up to 10 mm. The second technology used is an optical Computerized Particles Analyser CPA 2-1 by Haver & Boecker. It is able to perform a real time dimensional and morphological analysis giving different distributions and the particle list with all the information available to be used (examples of typical output are in Figs. 4 and 5). Figure 6 shows a typical output result of a dimensional and morphological analysis (obtained on particles from shredding of sanitary products).

Analytical vibrating sieve on the left (Retsch) and optical computerized particles analyzer on the right (CPA 2-1 of Haver & Boecker)

Example of output particles list of CPA 2-1

Example of output analysis of CPA 2-1

Example of output of dimensional and morphological analysis on sanitary products. In particular density distribution (top left), passing volume (top right), roundness (bottom left), aspect ratio (bottom right)
Three repetitions have been performed for every EoL product at three different rotational speeds. These analyses underline the importance of the grid on the density distribution. Changes in the grate size do not result in morphological characteristics variation while show relevant differences in density distribution. In addition, from the analysis on the results at different rotational speeds could be inferred that this parameter does not affect the final dimensional distribution.
4.2 Criticalities Analysis
As EoL products from different sectors has been shredded, several criticalities depending on material and shape have been found during the performed preliminary experiments. Issues and adopted solutions are summarized in Table 4 only for products that raised problems.
4.3 Step 1: Dimensional Distribution Model
The objective of the developed model is to predict the continuous time evolution of mass distribution of the particles inside and outside a size reduction machine. Due to the nature of the process, a discrete-time Population Balance Model (PBM) has been developed. The time interval, also called breakage interval, has been denoted with ∆, which represents the smallest time interval in which a breakage of a particle may occur (or, equivalently, it represents the time between two consecutive breakages). It is a function of rotational speed and number of cutting elements and it could be defined as
where ω is the rotational speed of the rotor expressed in round per minute (rpm) and ncutters is the number of cutting elements. The product at the denominator (ω ∙ ncutters) represents the number of breakages per minute.
In addition, also a discrete particle division into n size classes with each class indexed by i = 1;…;n has been considered. Classes with larger dimensions have higher index number, while the lower ones are for smaller particles. The total number n of classes and the related sizes should be decided on the basis of both interesting information to derive from the model (as the target dimensions of the particles) and the resolution of the measurement technique and instruments used for mixture characterization (as the particle analyzer presented in Sect. 4.1).
Defining the breakage and selection matrix P, describing the probability of a particle to pass from one class to a lower one, as
where the element pij represents the probability of a particle in class I to move in class j after a time interval and the discharge matrix D as a diagonal matrix, describing the probability of a particle in one class to exit from the chamber, as
where the element dii represents the probability of a particle in class i to leave the size reduction chamber, the mass evolution of the particles during the shredding process could be written as
where M(k) is the distribution of the mass under process at time k, MIN,ADJ(k) is the distribution of the mass entering the chamber at time k considering the available space, MCH(k) is the distribution of the mass in the chamber at time k and MOUT(k) is the distribution of the mass which exits from the chamber at each time step.
The distribution of the mass entering the chamber at time k considers the saturation of the chamber and is defined as
where
The explained PBM is Markovian, as P and D are two transition matrices and the state M(k + 1) at time k + 1 only depends on the state M(k) = MCH(k) + MIN,ADJ(k) at time k.
Two different hypotheses have been introduced in this model (and validated in a previous work [17]) to simplify it, making it possible to use for real process model and control. These two assumptions have been named multiplication and homogeneity.
The multiplication assumption affirms that the size distribution of particles in output only depends on the number of breakage intervals, independently from the rotor speed ω and shredding time τ that generates that given number of breakage intervals. As a consequence, the output size distribution only depends on k and it is the same for all pairs (ω;τ) such that the product ω ∙ τ is constant.
The homogeneity assumption states that the transition matrix P does not depend on time (either calendar time t or the number of breakage events k). Thus, the comminution process does not depend on how long the rotor was previously running.
These two hypotheses considerably reduce the number of experiments to train the model and enable the usage of this model to directly control the process.
As could be noticed the distribution of the mass which exits from the chamber at each time step MOUT(k) is a function of discharge matrix D and, as a consequence, it strongly depends on the mounted grid. It is possible to use the developed PBM model to predict the output distribution and to find the optimal grate size for the comminution and to achieve target requirements on particles dimensions for following processes.
4.4 Step 2: Operational Cost Model
Operational costs are fundamental to implement processes that are not only environmentally but also economically sustainable. This is more important when working with low cost virgin materials, as glass fibers composite plastics. In addition, to incentivize recycling it is important, if possible, to obtain materials with a cost that is lower than disposal costs. In shredding processes, the operational costs could be divided in costs due to energy consumption and to tool wear. While shredding at higher speeds results in lower residence times, with reduced energy consumption, tool wear increases. For this reason, an optimization of total operational costs is fundamental. In particular
where C is the total cost of the process, Cec is the cost due to energy consumption and Ctw is the cost due to tool wear. These two quantities will be analyzed in this section.
Energy consumption in a shredding process depends on several factors as follows.
-
Absorbed power. The absorbed power is technology and machine dependent.
-
Throughput. The throughput influences the particles residence time and, as a consequence, the energy consumption.
-
Residence time. The longer the particles remains in the chamber, the higher is the energy consumption to comminute them.
-
Rotational speed. Higher rotational speeds typically means higher energy consumption but in a shorter time and vice versa.
-
Material. Harder materials requires higher power while softer materials have to be shredded for longer time.
-
Saturation of the chamber. The saturation of the chamber influences the throughput. In addition, higher saturation level results in more particles that could be broken at each time step.
-
Dimensional gap between input and output particles. Higher differences in the dimensions between input and output particles result in higher energy consumption.
In addition, the process cost due to energy consumption depends also on the cost of electric energy, that is Country and Region dependent. It is also function of the availability of renewable energy and of the accessibility of supply.
The cost for energy consumption depends on the absorbed power as (from classical physics)
where Cec is the cost for the electric consumption, Cee is the cost for electric energy in €/kWh (Country and Region dependent), P is the total power absorbed and t is the time of the process. Dividing the absorbed power into two different factors [18], total absorbed power P could be written as
where P0 is the power at zero load absorbed to run both mechanical and electrical parts of the machine that depends on the rotational speed and Pshredding is the power absorbed for the physical shredding process (considered as the act of breaking particles), function of material to treat, size reduction technology, tools type and shape and rotational speed. These two terms have been experimentally studied, finding for both a linear behavior as
where k0, c0, ksh and csh are experimental parameters describing the power needed for the functioning of electrical and electronic equipment and the linear behavior of the absorbed power while increasing the rotational speed, and S is the saturation of the chamber. Taking into consideration the definition of the discrete time presented in Sect. 4.3 and defining Psh as
the cost due to energy consumption could be written as
where mtot is the total mass to treat and Thtu is the throughput expressed in kg per time interval.
On the other hand, the cost due to tool wear depends on different factors as follows.
-
Cost of the tool/insert. Tools and inserts cost depends on several characteristics as material, shape and geometry, number of cutting elements and surface finishing. More performing tools (with higher mechanical properties) cost more but the life of the tool is usually longer (if the material of the tool is well coupled with the material to treat).
-
Cost for tool/insert change. The substitution of worn tools and inserts has a cost due both to the time needed to perform this job and to the stop of the shredding machine. Easily replaceable tools and inserts have to be preferred in order to reduce this term together with the possibility to mount inserts with multiple cutters.
-
Number of tools/inserts. A higher number of tools and inserts increases the efficiency of the shredding machine, in particular in terms of throughput. At the same time, more cutting elements results in higher costs both for the elements themselves and for substitution.
-
Number of cutters. Several shredding machines are designed including multiple cutters inserts, with only one cutter working at a time. This configuration gives the possibility to increase the lifetime of the inserts and decrease the time need for inserts change (avoiding to actually substitute the insert every time), leading to a significant cost reduction.
-
Residence time. The longer the particles remain in the chamber, the higher will be the tool wear per kg of material treated.
-
Rotational speed. Higher rotational speeds result in higher tool wear.
-
Throughput. The throughput influences the particles residence time and, as a consequence, the tool wear.
-
Material to treat. Comminution of hard materials results in higher tool wear while shredding of soft and deformable materials could lead to longer residence times. The coupling of both material to treat and material of the tool has been investigated in literature leading to the two coefficients n and C of the Taylor’s law in machining (i.e. vcTn = c with vc cutting speed and T lifetime of the tool) [19].
In addition to the described factors, the inhomogeneity in tool wear has the capability to relevantly affect the total cost for shredding. Considering the definition of the discrete time presented in Sect. 4.3, it could be noticed from this equation that ∆ (and as a consequence the throughput expressed in kg/s) heavily depends on the number of cutting elements. If an insert fails, the others could make up for its lack. This results in a longer breakage interval ∆ and, as a consequence, in an increase in operational costs (both due to tool wear and energy consumption). If another tool fails, the other ones could continue the shredding process but increasing the breakage interval and, as a consequence, the cost and so on, following an exponential curve. The process could continue until the cost is lower than the maximum acceptable cost (or, in an equivalent way, if the revenues are higher than the target revenues). To overcome this issue, an average value for failure time of the tools has been considered. At this time, the shredding process is stopped and the inserts are changed.
Assuming that the time for tool change is equal with respect to the time for cutter change (this hypothesis is valid for long time processes as in the case of shredding) the cost due to the tool wear could be written as
where Ctw is the cost due to tool wear, ntools is the number of tools, Ctc is the cost for the tool change (or, equivalently, the cost for cutter change), Ctool is the market cost of a single tool, ncutters is the number of cutters for every tool, t is the time of the process and T is the average lifetime of a single tool.
Taking into consideration the definition of the discrete time presented in Sect. 4.3 and adapting the Taylor’s law for tool wear in machining [19], the cost due to tool wear in a shredding process could be written as
where mtot is the total mass to treat, Thtu is the throughput expressed in kg per time interval, r is the radius of the shredding rotor, ω is the rotational speed and c and n are the experimental parameters of the Taylor’s law.
Finally, the final model for operational costs of a shredding process is
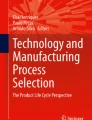
As a consequence, the minimization of the cost could be done optimizing the rotational speed using this equation. In particular, depending on the material to treat, the experimental parameters and, as a consequence, the behaviour of cost due to electric energy consumption and cost due to tool wear could be opposite, leading to a situation as in Fig. 7, in which the optimal rotational speed is in between the minimum and the maximum acceptable rotational speeds.

Cost due to tool wear with respect to rotational speed: red line is the cost due to energy consumption, blue line is the cost due to tool wear and grey line is the total process cost
In addition, the effect of tools failure, explained in Sect. 4.4, could be exploited to control the overall status of the machine. If a tool is completely worn, the throughput in kg per time unit and, as a consequence, the throughput in kg per seconds, decreases. Constantly measuring the throughput of the process, it is possible to derive the number of failed tools and, based on the target revenues, to evaluate if the process should be stopped to change the tools or not. In addition, considering this effect, it is possible to continuously optimize the process cost, finding the rotational speeds that minimizes it considering the current throughput and changing it automatically, avoiding loss of time and money.
5 Application of the Solution and Obtained Results
The models presented in Sects. 4.3 and 4.4 have been implemented in a dedicated tool to achieve a complete optimization of the shredding process, both in terms of dimensional distribution and operational costs.
Through a dedicated Graphical User Interface (GUI) the operator is able to insert the target output distribution. As a result, after the acquisition and the elaboration of the information on the dimensional distribution of the material in input, the tool gives in output a representation of the predicted output distribution and it suggests the best grate size to use.
After this first step, the operator is able to insert all the information needed about the machine for the operational costs model. In particular, the operator has to insert the number of tools, the number of cutters, the cost for one tool, the cost for the tool change, the total mass to treat and the energy fixed cost. From a database it is possible to select the material to treat and the material of the tool, while the throughput in time unit is acquired directly from the first step. As a result, the tool gives in output a representation of the costs due to the energy consumption and to the tool wear and the total cost for the shredding process, suggesting the optimal rotational speed to use.
As an example, considering GFRP sanitary products composed by 30% of GF in a polyester resin, the software gives in output an optimal total cost of the process equal to about 75 €/ton with a rotational speed equal 2300 rpm to obtain particles with a final dimension of 1 mm. This is a good result as it is lower than the cost of new material and, in particular, also than the cost for landfill of this materials. As an example, the actual cost for landfill of EoL GFRP material in Italy is equal to 235 €/ton. The result obtained for EoL wind blades composed by 65% of glass fibers in epoxy resin is equal to 30 €/ton with a rotational speed equal 700 rpm to obtain particles with a final dimension of 1 mm.
6 Conclusions
In this Chapter an efficient comminution process-chain for the size reduction of GFRP End-of-Life products from different sectors (construction, sanitary, sports equipment and wind energy) has been presented.
A deep analysis of the different available size reduction technologies has been presented. The advantages and disadvantages of each shredding machine have been detailed.
Preliminary experiments have been done on the EoL products in a feasibility analysis. Criticalities have been detailed and a solution has been proposed. The acquired data have been used for the process modelling.
A 2-step architecture has been developed. The first step describe the evolution of the dimensional distribution along the comminution and suggests the optimal grate size for the process. The second step aims to minimize the operational costs.
This approach has been applied to EoL products in Use-Case 1 of FiberEUse project, showing the importance to control the process, optimizing the dimensional distribution of the particles and minimizing the operational costs (which result lower than both virgin material and disposal costs).
References
Oliveaux, G., Dandy, L., Leeke, G.: Current status of recycling of fibre reinforced polymers: Review of technologies, reuse and resulting properties. Progress in Materials Science 61–99 (2015)
Pickering, S.: Recycling technologies for thermoset composites—current status. Composites Part A 1206–1215 (2006)
Palmer, J., Ghita, O., Savage, L., Evans, K.: Successful closed-loop recycling of thermoset composites. Composites Part A 490–498 (2009)
Colledani, M., Tolio, T.: Integrated process and system modelling for the design of material recycling. CIRP Ann. Manuf. Technol. 62, 447–452 (2013)
Gaudin, A.: Principles of mineral dressing, vol. 351. McGraw-Hill, New York (1939)
King, R.: A model for the quantitative estimation of mineral liberation by grinding. Int. J. Miner. Process. 6, 207–220 (1979)
Meloy, T.: Liberation theory—eight modern usable theorems. Int. J. Min. Process 22, 41–58 (1984)
Barbery, G.: Liberation 1, 2, 3: theoretical analysis of the effect of space dimension on mineral liberation by size reduction. Miner. Eng. 5(2), 123–141 (1992)
King, R.S.: Mineral liberation and the batch comminution equation. Miner. Eng. 11, 1143–1160 (1998)
Gay, S.W.: Liberation modelling using a dispersion equation. Miner. Eng. 12, 219–227 (1999)
Gay, S.: A liberation model for comminution based on probability theory. Min. Eng. 17, 525–534 (2004)
Schaik, A.R.: The influence of particle size reduction and liberation on the recycling rate of end-of-life vehicles. Miner. Eng. 17, 331–347 (2004)
Castro, M.R.: A simulation model comminution-liberation of recycling streams. Relationships between product design and the liberation of materials during recycling. International Journal of Mineral Processing 75, 251–281 (2005)
Bilgili, E.S.: Population balance modeling of non-linear effects in milling processes. Powder Technol. 153, 59–71 (2005)
Bilgili, E.C.: Quantitative analysis of multi-particle interactions during particle breakage: a discrete non-linear population balance framework. Powder Technol. 213, 162–173 (2011)
Diani, M., Pievatolo, A., Colledani, M., Lanzarone, E.: A comminution model with homogeneity and multiplication assumptions for the waste electrical and electronic equipment recycling industry. J. Clean. Prod. 211, 665–678 (2019)
Shuaib, N.M.: Energy demand in mechanical recycling of glass fibre reinforced thermoset plastic composites. J. Clean. Prod. 120, 198–206 (2016)
Taylor, F.: On the art of cutting metals. American Society of Mechanical Engineers, New York (1907)
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Open Access This chapter is licensed under the terms of the Creative Commons Attribution 4.0 International License (http://creativecommons.org/licenses/by/4.0/), which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons license and indicate if changes were made.
The images or other third party material in this chapter are included in the chapter's Creative Commons license, unless indicated otherwise in a credit line to the material. If material is not included in the chapter's Creative Commons license and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder.
Copyright information
© 2022 The Author(s)
About this chapter

Cite this chapter
Diani, M., Picone, N., Colledani, M. (2022). Smart Composite Mechanical Demanufacturing Processes. In: Colledani, M., Turri, S. (eds) Systemic Circular Economy Solutions for Fiber Reinforced Composites. Digital Innovations in Architecture, Engineering and Construction. Springer, Cham. https://doi.org/10.1007/978-3-031-22352-5_4
Download citation
DOI: https://doi.org/10.1007/978-3-031-22352-5_4
Published:
Publisher Name: Springer, Cham
Print ISBN: 978-3-031-22351-8
Online ISBN: 978-3-031-22352-5
eBook Packages: EngineeringEngineering (R0)