
Abstract
The main objective of Use Case 1 is the development of industrial demonstrators of new products incorporating mechanically recycled glass fiber composites. These demonstrators will determinate the technical feasibility and cost effectiveness for glass and carbon fibers recycling solutions. The demonstrators include structural parts like a ski by HEAD Sport and sanitary products like shower trays by Novellini where the recycling fibers are used for existing products. A series of design concepts have been developed supported by a design briefing and a co-design methodology for street furniture and similar products, where the recycled materials are already considered from the start of the design of the product.
You have full access to this open access chapter, Download chapter PDF
Similar content being viewed by others


Keywords
- Ski
- Shower tray
- Creative products
- Mechanical recycling process
- Recycled glass fiber
- Recycled carbon fibers
1 Introduction, Motivation and Objectives
The main objective of recycling fibers is the development of industrial new products incorporating mechanically and thermally recycicled Glass Fiber Reinforced Plastics (rGFRP) and Carbon Fiber Reinforced Plastics (rCFRP). Following the product co-design, demanufacturing, material re-formulation, remanufacturing and re-use solutions developed by the research institutes, different potential applications for rGFRP and rCFRP are demonstrated at a large industrial scale on real-case scenarios. The overall functional validation of the single demonstrators is performed by the individual standards and criteria by the different products.
Three different uses cases are demonstrated by the company partners Novellini Group, HEAD Sport GmbH and designaustria.
Novellini Group is the 1st European producer of shower cabins and bath tubs with around 1 million pieces per year. The amount of virgin GFRP consumed annually by Novellini Group is around 1.400 ton. HEAD Sport GmbH is on a mission to bring high-performance gear to every athlete, professional and amateur, to allow them to be the best they can be in racquet sports, winter sports, or swimming. Its product like the skis are structural composite parts, and produced in high quantities. The amount of virgin GFRP consumed annually by HEAD Sport is around 400 ton.
designaustria represents the interests of around 1300 members from various design backgrounds. The knowledge bundled in the organization is complex and widely networked. designaustria represents the Austrian design scene on both national and international levels, seeking to highlight its achievements. designaustria raises awareness for Austrian products and services and thus contributes to strengthening Austria as an industrial location. As a platform, designaustria encourages discussion and opens up new possibilities for designers. In this sense designaustria invited its members to design new products from recycled fiber composites. The demonstrators where then realised in cooperation with Rivierasca. Since 1963 Rivierasca has been producing laminates in fiberglass reinforced polyester. From the most varied application possibilities of the traditional roll, they have moved on to special planes, to the whole range of corrugated and corrugated translucent sheets for covering and infill, up to the opaque sheets for various applications. The amount of virgin GFRP consumed annually by Rivierasca is around 25.000 ton.
The use cases, which will be shown in this chapter, are based on fibers recycled within the FiberEUse project. The recycling process used from the waste to the raw material, that will be used industrially, goes through several intermediate stages of transformation. The key technologies exploited for the realization of demonstrators is the mechanical recycling: it consists of obtaining a defined particle size of shredded particles, with a minimum of energy and resources. This value chain is essential to ensure the quality of the materials that will reach the industrial process, both in automotive and construction sectors. This mechanical recycling process is followed by the adaption of production processes used in the relevant industries.
In the following tables the demo-cases and the materials used for their realization are shown. Table 1 shows the materials used for the demo cases and that have been previously shredded to obtain a suitable pellet for the relevant industrial processes.
2 Democase 1: Sanitary Furniture
Showertrays provide the foundation of a shower encloser, providing a safe and sturdy base to stand on. Technical requirements for the products are mechanical behaviour to such loads, chemical resistance, and cleanability tested according to UNI EN 14527 standard for shower trays and UNI EN 14516 for bathtubs [1,2,3,4] (Fig. 1).

Bath tube and shower tray as demonstrator for the use of recycled material
The top layer of a showertray or a bathtube is an acrylic sheet, with a high gloss and scratch resistant. These sheets are thermoformed. To increase the stiffness of the tray, glassfibers and resins are sprayed on the backside, the sheet acts as an open mould. Local reinforcements like metal frames can be used and finally holes for the connection are milled. The project target in this first demo-case is the replacement of at least 40% of virgin GFRP composite with mechanically recycled and reformulated material for sanitary manufacturing.
The final composite must fulfil all the technological specifications reported above, saving costs and bringing environmental benefits. The mechanical recycling process reduces the fiber length and also the mechanical properties of the material.
During the mechanical recycling process, the fiber glass is not separated from the master resin, and a mix of both, fiber glass plus original resin is obtained. The dimension of the fibers inside such recycled granules is less than 4 mm. Yet for the shower tray the stiffness is not only defined by the Youngs modulus of the material, but also from the moment of inertia and the thickness. Recycling granules from own production scrap, from windblades and from laminate roofing have been tested. After shredding the average granules length was around 2 mm (Fig. 2).

Different types and sizes of mechanical recycled granules from shower trays windblades and GFRP roofs (< 2 mm particle size above, > 2 mm below)
Figure 3 shows the production process of a bathtube. The reinforcement thickness is made by polyester resin with glass fiber. This thickness is obtained by spray lay-up technologies. In some part of the product, inside of the reinforcement thickness, there are wood or metal insert to increase the rigidity.

Production process of a bathtube
A solution for the use of recycled material was developed where onto the acrylic sheet a first thin layer of virgin long fibers was placed, then a core layer of recycled granules, and on the outside again a layer of virgin long fibers. With this process the adhesion between thermoformed sheet and reinforcement can be guaranteed and the rigidity could optimized by adaption of the thickness of the reinforcement layer introducing the granules in the middle.
By this process a sort of sandwich was obtained, where on the top and the bottom there are the “virgin” material and in the middle the recycled granules (Figs. 4 and 5).

Sandwich structure of a shower tray or bathtube with the use of recycled material as a core layer

Cross section of shower tray with rGFRP
The issue is how to transport and distribute the recycled granules in order to make the bathtub or shower tray. For this the production process of spray lay up needs to be adapted (Fig. 6).

Modified device for spraying granules
A special nozzle was positioned over the spray-layup gun. In this way we could mix resin, fiberglass and granules. The viscosity of this mixtures is especially important for the production of the vertical bathtub walls (Fig. 7).

Production of bath tub demonstrator
The overall thickness was about 7 mm, which was an increase of about 50% versus a reference product. The slight increase in weight is not relevant for the performance. The resin for spraying the recycled granules was adapted regarding rheologic properties and shrinking behaviour during curing. Overall, by this solution 40% of glass fibers could have been replaced by recycled granules. Relevant to specific standards [1, 2] all key performance indicators like geometrical deformation, resistance against impact and temperature and permitted deflections have been achieved.
3 Democase 2: Skis
A ski is a very complex composite part which combines many different materials and which is highly stressed typically at temperatures below 0 ℃. Any material delamination could lead to a severe safety issue.
Figure 8 shows a cross cut of a ski, consisting of a base made of polyethylene, a special aluminum alloy metal reinforcement, steel edges, glass fiber reinforcements and a top layer. The core material can be either wood or polyurethan foam with a density of appr. 700 kg/m3. The different core materials define different production processes. For the demonstrator a solution was developed where a fraction of GFRP mechanical recyclate was be used as filler to strengthen the polyurethane (PU) core.

Skis as demonstrators for the use of recycled materials and a schematic cross section of such a structural composite part
In addition to the mechanical recycling types mentioned above and shown in Fig. 2, uncured prepreg of production waste of HEAD was also used for the demonstrator (Fig. 9).

Shredded HEAD prepreg to a size of appr. 6 mm
Conventional molding technologies were adopted for their realization Uncured prepreg and also windblades had been shredded to a fiber length of appr. 6 mm.
In case of prepreg this fraction was pressed into a rectangular sheet of the size of the center part of a ski, appr. 50 by 8 cm, with a weight of 50 g each. The remaining reactivity resulted in a porous and fragile sheet. In case of recyclates of windblades some resin was added. To improve the handlings trials have been made with a bottom layer of glass fiber fleece (Fig. 10).

Reinforcement part made of rGFRP to be used in the center area of a ski
This part was then put in the ski, in the area, where the binding is mounted. During the production process, it had to be fixed, as the polyurethan is injected from the top of a ski. And due to the low viscosity during the injection, the polyurethane fills out all pores of the part so that it works as a reinforcement (Figs. 11 and 12).

Manufacturing of a demonstrator ski with the reinforcement parte made from recycled material is located in the center area

Crosscut of a ski with the reinforcement in the center area made from rGFRP
This reinforcement is acting on the screws, to increase the screw pull out force, relevant for a crash, and the maximum torque moment, relevant for the mounting of the screw. And the amount of polyurethane could be reduced down to a density of around 500 kg/m3, so that the overall weight remains unchanged and the standards, a ski has to fulfil in these categories, are still fulfilled [5] (Fig. 13).

Durability test of demonstrators as part of the KPI
Several types of recycled GFRP have been evaluated for the demonstrators. Table 2 shows the summary of these trials.
4 Democase 3: Design Products
Designaustria invited its members to take up the challenge to design products from recycled material. An iterative co-design process of the remanufactured demonstrators involving end-users was implemented, so as to improve the perceived value and the market acceptance of such rGFRP-based products. Both conventional (i.e. molding or extrusion) and innovative remanufacturing technologies (3D printing) were adopted, depending on the product requirements, and appropriate process optimization were carried out. A series of design concepts have been developed supported by a design briefing and a co-design methodology. The challenges and solutions encountered in the production are a substantial part in the design guidelines in order to give crucial target groups of designers and manufacturers/investors a practical insights in the current possibilities of product applications for rGFRP. The concepts have been developed according to the guidelines developed in Chap. 13 In addition to the real physical demonstrators, a virtual concept was developed and published in the online FiberEUse Library to be found here: www.fibereuselibrary.com.
The initial target goal of FiberEUse was the use of at least 30% w/w of GFRP recyclates in the manufacturing process. This amount exceeded during the research and testing within the project as shown in the following Table 3. Mechanical recycled (grinded material) is not only glass fiber but also cured resin, thus the achievement of 80 wt%.
The production methods for the five demonstrators were open mould casting, closed mould casting with and without pressing and plastering technique. The following Table 4 indicates the technologies being tested, the recycled content in percentage by weight and the tests performed.
Design briefing for products incorporating rGFRP
A design briefing is the essential communication tool for clarifying the assignment between client/company/producer and designers to meet user needs. It contents all technical, aesthetical and functional details for a sustainable production. Initial position of the design briefing was the prerequisite of the use of grinded scraps and fresh unsaturated polyester (UP) resin (Fig. 14) called “Glebanite©”.

Grinded scraps and fresh UP resins
The grade of “Glebanite©” is the percentage of powder (grinded scraps) compared to the percentage of UP resin in a mixture. With a 50% of fiber content by weight in the virgin material, grade 50% means that in the recycled product fiber weight is 33% on total weight.
To the basic mixture, further additives may be used to improve special properties:
-
Pigments: to give color to the product (see Fig. 15);
Fig. 15 
© by using pigments
Colouring of Glebanite
-
Fresh glass fibers: to improve mechanical resistance (CSM, CFM, fabrics, milled fibers);
-
Additives: for fire protection, antimicrobical, dispersing agents, flexible behavior …
-
Other filler: for example, glass bubbles (or PU foam powder) to have a very light material.

The initial target goal of FiberEUse was the use of at least 30% w/w of GFRP recyclates in the manufacturing process. This amount has been already exceeded during the research and testing within the project for various production technologies. e.g. for open mould casting it was possible to use up to 50%, for closed mould pressing even up to 80%, for vacuum casting up to 44%, continuous lamination 40%, continuous extrusion 70%, 3D printing 50%, rotomolding and centrifugal 50% or for filament winding up to 60%.
Design examples of different production methods
The following examples of material selection and production choice describe the current status of prototype production incorporating recycled fibers. The prototypes were design by designers form the designaustria network who worked closely with partners in the production following the design brief.
“Swing” by Barbara Gollackner design
For “Swing” Rivierasca decided to create a prototype in polystyrene milled with a 5-axis milling cutter which was then used for the construction of a rigid fiberglass mould divided into two parts. This swing needs a high mechanical resistance, it must be able to withstand a load given by the weight of a person located between the two anchoring points of the rope used to suspend the seat. It is therefore not possible to make a casting piece which would be too weak respectively too heavy. Rivierasca used the plastering technique, since it was necessary to reinforce the seat with glass fiber material combining woven roving and chopped strand mat (Fig. 16).

“Swing” by © Barbara Gollackner (concept view, exhibition view)
“Yellow (stool)” by © EOOS
For the realization of the first stool Rivierasca prepared a 1 cm thick reinforced slab. The slab was made with a 44 wt% mixture spread by hand on a glass biaxial non woven 0/90° and then closed with another biaxial non-woven 0/90° in order to leave them outside, then inserted in a press and heated up to 90 ℃ for curing. Using a two external biaxial (0–90°) 600 g/m2 each (same grammage is due to have a balanced laminate so to avoid bending) to have a very high stiffness and strength, containing the thickness and weight. Having a greater thickness would result in too heavy weight. The current piece (see Fig. 17) weighs 9.5 kg.

“Social Furniture 05 Stool” by © EOOS (exhibition view)
The challenge encountered is given by the thickness lower than the original design, which entails the use of smaller screws for the assembly of the pieces, and a greater difficulty in making the pre-holes. The external surface gives a glimpse of the mesh of the biaxial giving an industrial look to the panel.
“Lamp” by © Louis Funke design
For “Lamp”, Rivierasca prepared two 6/8 mm sheets with same technology of “Yellow (stool)” by EOOS (closed mold pressing). One object in white and one in black colour were produced with a very rough aesthetic effect. The sheets were made by hand with a single layer of continuous fiber glass mat inside, leaving rGFRP (Glebanite©) on the outside in order to “read” the movement of the waste used during the pressing phase. For this object, single plates are glued together. Glebanite© is suitable for being glued with most common glues (Figs. 18 and 19).

“Lamp” by © Louis Funke design (product view, exhibition view)

“Lamp” by © Louis Funke design (detail material sample)
“Wine Cooler” by Martina Hatzenbichler
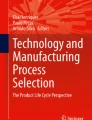
According to the concept statement by designer Martina Hatzenbichler the starting point of the design of this Wine Cooler (Fig. 20) was the fusion of two contrary initial forms and materials. The volume of a raw and unfinished monolithic body is broken up here through the circular segments of the organic form of a glass bottle in order to create openings. These, however, are not arranged arbitrarily, revealing their design concept primarily through the addition of several wine cooler elements. The outlines and edges are extended as the respond to one another.

Wine Cooler Martina Hatzenbichler (exhibition view, 2021). Photo: T. Koenig
Turning and stacking the individual elements offers a multitude of possible combinations (Fig. 21). This results in an entirely new overall structure, with the Wine Cooler turning into a wine shelf or even into wine architecture (Fig. 22).

Wine Cooler Martina Hatzenbichler (exhibition view, 2021). Photo: Martina Hatzenbichler

Martina Hatzenbichler, Wine architecture
Wine cooler consists of 41.2% grinded scraps of glass fiber composites and 58.80% unsaturated polyester resin (UP) and was manufactured by open mould casting.
“Trash Pot” by Valentinitsch design
Trash Pot by Valentinitsch Design consists of 35% grinded scraps of glass fiber composites and 65% unsaturated polyester resin (UP).Valentinitsch Design created an elaborated concept that turned the object made of waste again into an object for collection of waste. “TRASH POT is multifunctional sitting device that invites you to sort your trash in correct manner and allows you to recycle your trash the way it deserves.” (Fig. 23).

Trash pot (exhibition view, 2021). Valentinitsch design Photo: T. Koenig
5 Conclusions and Future Research Perspectives
The democases Showertray and ski in the project FiberEUse proved the feasibility of using mechanically recycled glass fibers, including resin in existing products. The key performance indicators for customers and for standards in each category could have been fulfilled with some modifications and adaptions of the specific production process. Putting this in future and with some further development into serial production will allow a reduction in the use of virgin material and also a reduction in waste of the companies.
These prototypes of the democase designaustria made of mechanical recycled fibers exemplify the wide range of options for designers and production companies. More prototypes need to be further explored and optimization for industrial serial production. The determination, exploration and development of business strategies to raise interest of European companies in an accelerated transition of their value chains towards circular economical orientation need to be further investigated. Design guidelines will provide valuable information to stakeholders on the necessary changes from linear to circular design in production.
References
EN 14527—2016: Shower tray for domestic purpose
EN 14516—2015: Baths for domestic purpose
EN 15719—2015: Sanitary appliances—baths made from impact modified coextruded ABS/acrylic sheets—requirements and test methods
EN 15720—2010: Sanitary appliances—shower trays made from impact modified coextruded ABS/acrylic sheets—requirements and test methods
ISO 8364:2017 Alpine skis and bindings — Binding mounting area — Requirements and test methods
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Open Access This chapter is licensed under the terms of the Creative Commons Attribution 4.0 International License (http://creativecommons.org/licenses/by/4.0/), which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons license and indicate if changes were made.
The images or other third party material in this chapter are included in the chapter's Creative Commons license, unless indicated otherwise in a credit line to the material. If material is not included in the chapter's Creative Commons license and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder.
Copyright information
© 2022 The Author(s)
About this chapter

Cite this chapter
Lammer, H., König, T., Bonaiti, G., Onori, R. (2022). Use Case 1: Mechanical Recycling of Short Fibers. In: Colledani, M., Turri, S. (eds) Systemic Circular Economy Solutions for Fiber Reinforced Composites. Digital Innovations in Architecture, Engineering and Construction. Springer, Cham. https://doi.org/10.1007/978-3-031-22352-5_15
Download citation
DOI: https://doi.org/10.1007/978-3-031-22352-5_15
Published:
Publisher Name: Springer, Cham
Print ISBN: 978-3-031-22351-8
Online ISBN: 978-3-031-22352-5
eBook Packages: EngineeringEngineering (R0)