
Abstract
For the reuse of components and structures made of fiber composite materials, a complete remanufacturing process chain is necessary to prepare the parts for a further life cycle. The first step is to dismantle the parts to be reused. Fiber composite components are mostly joined using adhesive technology, so that solution techniques are required for adhesive connections. One possibility is the separation of the adhesive layer by means of thermally expanding particles. Adhesive residues are removed by laser so that the components can be glued again after reprocessing. The decisive factor for which process is used for the remanufacturing of the components is the state at the end of the life cycle. Non-destructive testing methods offer a very good option for detecting damage, planning necessary repairs and direct reuse of damage-free components. Repairs to fiber composite structures have been carried out in aviation for a long time and are accordingly established. These processes can be transferred to the repair of automotive fiber composite components. Many technical solutions were developed and tested as part of the project. Future research work is aimed at further development, particularly with regard to the automation of the technologies in order to enable an industrial application of the recycling of automobile components made of fiber composites.
You have full access to this open access chapter, Download chapter PDF
Similar content being viewed by others
Keywords
- Fiber reinforced plastics
- Reuse of composite components
- Non-destructive testing methods
- Composite repair
- Detachable adhesive
- Laser-based remanufacturing processes
1 Introduction: Remanufacturing and Repair for Composite Part Re-Use
Fiber-plastic composites are difficult to recycle due to the combination of two different materials (fiber and polymer matrix) and the resulting variety of materials and production processes. Nevertheless, due to the rising amount of end-of-life (EOL) products and components of fiber-plastic composites recycling solutions and reuse options are necessary. Due to the variety of materials mentioned, no single solution is possible. Therefore, many different individual and application-adapted recycling and reuse processes are required. In the previous chapters, solutions regarding thermal and mechanical processes were presented and discussed. Thermal processes are based on a separation of the composite through the pyrolysis of the polymer matrix, whereas mechanical processes do not separate the fiber and matrix. Instead the fiber reinforced plastic (FRP) structures and components are shredded into scraps, granulate and even powder. As already outlined in the previous chapters, these processes offer good opportunities for the reuse of fiber plastic composites in different sectors and applications. Nevertheless, due to the existing weaknesses (mechanical recycling: reduction in properties by shortening the fibers, thermal recycling: high costs, fiber damage due to high temperature), further supplementary solutions are necessary to reuse more FRP material.
While the thermal and mechanical processes consider recycling and reuse at the material level, the approach in this chapter is based on reusing at component level. This innovative approach is based on the concept that EOL products are dismantled into the individual components and these are reused in new products afterwards (Fig. 1). In this context, various new technologies are necessary as the adaptation of existing technologies in order to enable the reuse of components and structures. The overall objective in this topic is therefore the development of a complete process chain starting with the dismantling of the EOL product through the remanufacturing of the components and structures up to the reuse in a new product. Corresponding specific goals for different processes along the entire process chain are derived from this. To reuse components or structures, EOL products must first be dismantled. Therefore, detachable joints and corresponding dismantling processes must be developed. The condition of EOL components is decisive for their reuse. Therefore, before re-using, a condition analysis of the EOL component to determine whether there is (irreparable) damage is essential. This means, the process chain for reuse requires a technology that determines the condition of the components and structures. For example, non-destructive testing methods or structural health monitoring are very suitable for this. Components that are badly damaged cannot be reused. However, these can possibly be fed to the thermal or mechanical recycling processes at the material level. Components with minor damage can be repaired. For other parts, for example, only an aesthetic refinishing in the form of a new paint or coating is necessary. Another goal is to find process engineering solutions for these requirements.

Scenario of the reuse chain in the automotive industry
The products and components must be designed accordingly for the implementation of a corresponding circular economy at component level. In general, the term “design for reuse” means that the reuse of components and structures is taken into account in the context of product design. Therefore, there are several aspects to consider when designing structures and components for reuse, including geometry, material selection and joining techniques. Important points are simple and quick dismantling options as well as a modular design. In addition, the components should be designed for a longer period of use over several life cycles. The selection of FRP composites as a material for reusable structures and components offers several advantages. In addition to high fatigue strength and corrosion resistance, the use of FRP also enables lightweight construction concepts to be implemented, especially in the mobility sector.
A modular design also opens further possibilities. Depending on the future development of customer requirements for the product, this can be adapted regarding these requirements. By inserting longer or wider components, the product can completely change its external shape. In the exemplary case of the automotive industry, this could for example mean that the length of the body could change from a small car to a family van.
2 State of the Art
The reuse of components and structures made of FRP is a new and innovative approach, especially in the chosen automotive application area. FRP with continuous fibers are only used in the automotive industry in the area of specific vehicles with small quantities and in the motorsport sector. For cost reasons, mainly short fiber reinforced materials are used in large-scale production. In order to describe the state of the art, it is therefore not expedient to use the automotive industry. For this reason, a comparison with aviation is more useful. In the aviation sector it is common to carry out a complete check of the aircraft, remanufacture and repair parts after a certain lifetime and then use them for a further life cycle. Due to the use of continuous FRP in aircraft construction, these materials are also reused at component level. Accordingly, certain technologies and processes for reuse from aviation can be transferred to a process chain for the reuse of automotive components. These include in particular the methods of repairing FRP and non-destructive testing methods.
2.1 Non-destructive Testing Methods
Many non-destructive testing techniques have been investigated for composite inspection in the past decades including ultrasound, active thermography, shearography, acoustic emission, etc. [1,2,3]. Ultrasound is one of the most common non-destructive testing techniques in composite inspection. It covers a range of transducer types including single element, phased array [4], air-coupled [5] and immersed transducers. Combining with flexible data acquisition methods such as pulse-echo, pitch-catch and Full Matrix Capture, ultrasonic testing is able to detect diverse defect types with position, size and depth information in reused composite [6, 7] as well as new composite material [8, 9]. Active thermography is also a broadly used technique for composite inspection. It applies an infrared camera to record the heat distribution in a test object. Consequently, the damage on the composite surface and sub-surface can be detected [6, 10]. Due to the distance between camera and test object, active thermography is a contactless method, which allows to analyse complex structures. Shearography is a laser based non-destructive testing method to create an interference pattern, therefore, the defect as a nonuniform part can be presented in the shearing image [11]. It is able to identify surface deformation and defects in composite. X-ray radiography usually displays an image with different densities to indicate material and defects inside, while computed tomography can provide a 3D image to present detailed structure information [7]. However, X-ray is time and cost consuming and requires huge image processing work. Vibration analysis is usually employed to determine the resonance frequency, damping and mode shapes of the materials following the analysis of measured signals in the frequency domains [12]. Hyperspectral imaging has been successfully applied in many emerging applications such as food and drinks [13], remote sensing [14], arts verification [15], and other. Through capturing spectral data from a wide frequency range along with the spatial information, hyperspectral imaging can detect minor differences in terms of temperature, moisture and chemical composition, etc. Therefore, it can deliver a special solution to address the challenge of material composition.
Through the inspection of FRP components by suitable non-destructive testing methods, a decision can be made on whether the components are recycled on material level or reused on a component level.
2.2 Repair of Fiber-Reinforced Plastics
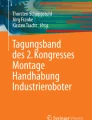
FRP components are widely used in the aerospace industry, making it a benchmark for repair processes currently in use. In the products of this industry, components damage is also regular, which is why their repair processes are available to be used as new methods for automotive products, and therefore are described below. The most serious fault with FRP components is damage from impacts. The fibers are damaged directly and delaminations occur, which is why the defect must be separated from the component over a large area (Fig. 2).

Removed defect caused by an impact
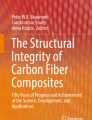
These exposed areas are closed again with adapted patches. A mixture of riveting and gluing is mainly used in aircraft construction. Since pre-drilled holes are necessary for riveting, although these mean a weakening of the material for FRP, the primary goal of current research is to develop certifiable and approvable repair adhesives to avoid riveting. Repair by means of patches is the topic where the greatest challenge but also potential savings in terms of processing costs are to be found. Usually, these patches are applied manually, but research is currently underway to find ways to automate them. The greatest potential is offered by laser processing, which enables layer-precise removal, and the automated insertion of new fiber layers (Fig. 3).

Laser processing of a complex curved CFRP component. Source Laser-Zentrum Hannover e.V
A repair in the broadest sense is necessary, if separated components are to be glued together again for a re-use. Here the automatable technologies milling- and laser-processing are to be emphasized. These techniques allow the separated components to be prepared by removing the adhesive from the initial bond without damaging the underlying fiber layers. Studies have shown that repairing with a surface preparation brings the same strength as original bonding. The same results were obtained when a bonded joint was destructively separated, i.e. a fiber layer of one component was separated. So, a repair of failed components is possible without problems.
These studies have also shown that repairing with only cleaned parts and without surface-preparation causes a loss of strength, which is expected. Due to the lack of preparation and the unevenness of the surface, a sufficiently good bond between the sample and the adhesive cannot be achieved in order to reach similar high strengths. But still, high values can be reached, if the components are designed accordingly, and these reduced strengths may be enough.
2.3 Reversible Joints
For the reuse of individual components or structures, separation based on detachable connections is an important aspect. Screws, rivets and bolts are among the classic detachable joints. With this method, the joining partners are connected via an auxiliary joining part (screw, rivet). As this part is removed, the connection between the joining partners is also separated. However, with fiber-reinforced plastics this type of joint connection is rarely used, as it is necessary to drill holes in the joint partners. In the process, the continuous fibers are separated at the holes, resulting in reduced mechanical properties and stress peaks. Therefore, the preferred joining method for FRP or FRP/metal structures is an adhesive connection. Adhesive joints are normally not separable, which is why new solutions are necessary here.
3 Thermal Aging as Proof of the Suitability of Fiber-Reinforced Plastics for Durable and Reusable Components
The selection of fiber-reinforced plastics as a material for durable and reusable components and structures is based on their high resistance to corrosion and fatigue. Nevertheless, there are aspects that need to be examined and analysed in order to reuse these materials. This includes the aging of plastics, especially FRP. Plastics are generally subject to various aging mechanisms that lead to reduced properties over time. Influencing factors are, among other things, different temperatures or the influence of UV radiation. In the automotive application examples examined in the FiberEUse project, the structures to be reused are inside the vehicle and are therefore not exposed to UV rays. For this reason, the focus of the project was on thermally induced aging effects. For this purpose, tests were carried out on accelerated aging at higher temperatures and temperature changes.
Due to the accelerated aging at higher temperatures, which is based on the Arrhenius equation, aging processes can be simulated in shorter periods of time. The aim of the tests carried out on accelerated aging was to simulate the aging of various FRP materials and adhesive bonds by 5, 10 and 20 years and to determine the influence of accelerated aging on mechanical properties. The specimens were stored at various temperatures (80 °C, 100 °C) for different lengths of time (29, 58 days) and then tested in mechanical tests. The test results showed no significant reductions in the mechanical parameters compared to unaged samples.
A test cycle from the automotive industry is used for the temperature change test. The test specimens are alternately cooled to −40 °C and heated to 80 °C. The heating or cooling time is always 2 h. this cycle is repeated a total of 54 times. The test procedure is graphically presented in Fig. 4.

Temperature change test program
Following the temperature change test program, the test specimens were subjected to mechanical tests. Analogous to accelerated aging, no significant reductions in the mechanical parameters compared to unaged test specimens could be observed.
Examples of the tests carried out are the results of the additional test on specimens that have been thermally aged and exposed to different degrees in comparison to untreated specimens. These results are shown in Fig. 5.

Bending test results for thermal aged RTM samples
In summary, the results of the tests have shown that both accelerated aging and temperature changes have a very small influence on the mechanical properties of the examined FRP. Since accelerated aging was used to gain knowledge about the condition of the materials after 5, 10 and 20 years of use, it can be concluded that the reusable components made of FRP are only subject to very little aging effects even after 20 years. It should be noted, however, that this conclusion only relates to thermally induced aging processes. Long-term mechanical loads or other influences such as the UV radiation mentioned above can of course cause aging effects that prevent components from being reused. In the case of mechanical long-term loads, procedures such as non-destructive testing (NDT) or structural health monitoring are necessary again to assess the overall condition of a component that is to be reused.
4 New Circular Economy Processes for Composite Parts
The reuse of carbon fiber reinforced plastic (CFRP) structures and components is a relatively new approach. Accordingly, new processes have to be developed, existing processes have to be adapted, and the entire the process chain have to be implemented. The process chain can be divided into the following areas.
4.1 De-Manufacturing, Inspection Phase
At the end of the life cycle of a system, which uses components or structures made of FRP the system must be dismantled first in order to be able to separate the corresponding structures and components. As already mentioned, when dismantling the parts and structures made of FRP, the focus is on the separation of adhesive bonds. For this purpose, the research results on a separation process using a saw and separation using thermally expanding particles are presented later in this chapter.
The condition of the structures and components is decisive for reuse. The EOL structures and components can be roughly divided into three categories:
-
Undamaged structures and components
These are not damaged by the previous life cycle, so that they can be reused directly. Before this, at most minor visual work-ups, such as a coating application, should be carried out.
-
Damaged components and structures with the possibility of repair
These parts or structures have damage from the previous product life, but which can be repaired. The components will be forwarded accordingly for repair.
-
Damaged components and structures that cannot be repaired and reused
Components and structures that are so badly damaged that they cannot be repaired for a further life cycle can be transferred to appropriate thermal or mechanical recycling processes and to a circular economy at the material level.
In order to classify the structures, it is necessary to determine the condition of the components. This can initially be done optically. Major damage, such as in the event of a crash on automobile components, is immediately visible and the components can be categorized accordingly. In contrast, internal damage that for example have arisen from long-term use of the structures and components are not visible from the outside. However, components and structures for reuse must still be examined for this kind of damage. Primarily NDT methods are suitable for this. Structural health monitoring (SHM) allows components to be checked during usage and can be used in addition to NDT. Ultrasonic-based SHM systems are used to detect and localize changes and damages in fiber composite structures with high precision. These SHM systems are based on a piezoelectric sensor network in which the wave propagation of the ultrasonic waves within the component between piezoelectric transducers is evaluated. The sound waves are reflected differently when obstacles are encountered, thus enabling the detection of these damages. The development and production of an SHM network is of course associated with increased costs. However, the fundamental advantage of using an SHM system is that new damage is detectable very early. In the past, initial damage was compensated by an increased wall thickness. By using an SHM system, an increase in wall thickness can be avoided and the lightweight concept of a FRP can be fully exploited. In the past, research projects as well as industrial applications have proven the basic suitability of SHM systems at laboratory scale as well as on complex structures. That means, components or structures could be monitored over their entire service life using suitable sensors. Using sensor data such as stresses or deformations, the component condition can be determined immediately after the end of a life cycle during usage on a special point or areas. In the case of NDT methods, the determination of the condition only happens before and after usage, but can cover the whole part. Both NDT methods and SHM causes costs for determining the condition of components. Within SHM, the costs result from the sensors and their integration into the components. For NDT methods, investments in the corresponding equipment are usually necessary. The tests are usually time-consuming and therefore costly. As part of the FiberEUse project, the focus is on various NDT methods to get an optimal decision within the circular economy about the material flow. Furthermore, automation of the NDT processes allows NDT cost reductions. The research on these techniques is presented later in this chapter.
4.2 Re-Manufacturing, Repair Phase
Following the de-manufacturing and inspection phase, the components that are suitable for reuse are sent for repair and re-manufacturing. In addition to the repair of damage or optical refurbishment, it is particularly necessary to prepare the joints and joint location. As described in this chapter, adhesive bonds are one of the main structural connections for FRP. After disassembly, adhesive residues will still adhere to the components and structures. Therefore, the adhesive residues must be removed and the surfaces prepared before a new bond. Possible solutions for the removal of adhesive residues are the use of milling machines or lasers. Lasers provide high quality processing of CFRP materials and using optics some shapes on the car structure can be processed where milling machines fail. Laser equipment costs are high, but savings could be made from an overall point of view since the laser can process the components faster than milling.
As already pointed out in this chapter, a method of repair is inevitable in order to reuse composite components. In order to ensure a significant saving of resources, the re-used components should survive at least three life cycles depending on the size and complexity of the structure. It is therefore an important issue to be able to repair any damage that occurs in order to maintain the structure through this period. In order to define the correct repair method, it is important to know and evaluate sensitive damage cases. In the exemplary automotive application, FRP materials have not yet been fully used and have only recently been used in current series. This means that other industries must be used as benchmarks for these new remanufacturing processes. Repairing CFRP in case of damage still requires manual work. However, since components made of this material are becoming increasingly widespread—especially in lightweight construction—greater automation in the repair of CFRP would be desirable. In order to integrate the FRP material class more strongly into automotive construction, it is therefore necessary to establish automation techniques.
If used components are to be reused, they must be prepared for re-joining after the described repair. FRPs are largely bonded, as other joining technologies such as screws or rivets result in a fiber-destroying intervention of the structure. Pre-treatment methods for bonded joints are usually cleaning of the affected area and roughening of the surface. Depending on the application, this can be done manually by grinding or automatically by milling or lasers. After application of the adhesive, it must be cured according to specific conditions. The reused component can then be used again without any problems.
5 Development and Implementation of New Technologies for EoL Composite Parts
In order to enable the reuse of components various processes are necessary, as described above. The technical solutions and technologies developed as part of the FiberEUse project are explained below.
5.1 Detachable Adhesive Bonds
As composite structures are used for lightweight design, the composite parts are usually thin and require a distributed load application in order to avoid stress concentrations in a joint. This issue can be overcome using adhesive bonding. Adhesive bonding is an appropriate composite-based joining method. This method enables a uniform non-concentrated stress distribution in the joint. Structural adhesives provide a high strength bond between the parts.
However this method has a significant disadvantage, when considering the reuse of composite parts: in contrast to mechanical fasteners such as screws and rivets, it is difficult to separate adhesive bonds. After gluing, the parts cannot longer easily be separated without damaging them. There are various ways to bring about separation [16], but in the course of FiberEUse a novel approach was taken.
To solve this problem, different solutions have been investigated. One of these solutions is based on a mechanical process by using a computer-controlled saw. In addition, there is another innovative solution of separating adhesive joints. This is how the target of developing reusable designs and remanufacturing technologies can be achieved. Thermally expandable particles (TEPs) are mixed into the adhesive. The adhesive bonding process including TEPs is nearly the same as using a conventional adhesive. It is only important to know what quantity of TEPs is necessary for an expansion at a certain temperature. Then the appropriate quantity of TEPs is mixed into the prepared adhesive. The other steps of manufacturing remain the same: applying the adhesive, pressing the parts together and finally curing. The TEPs are thermoplastic particles with encapsulated gas [17]. The diameter of these particles is 10–15 μm. At the activation temperature the shell softens, and the gas expands drastically. The shell expands to more than 35 μm, whereby the adhesive bond will be destroyed. Using this technology, the mechanical requirements when in service, are still maintained and there will be no accidental debonding of the joint. A fast and simple damage-free debonding is activated when required. With this technology it is possible to separate both metallic and FRP parts.
For the separation of the samples, they can be simply put in an oven. After setting the correct temperature, the samples are exposed to the heat. After a few minutes, the adhesive is completely heated, and the samples are removed from the oven. Now, only a small force is required to separate the composite parts from each other. In Fig. 6 (left) separated parts using TEPs are visible.

Separated parts using of TEPs (left) and using electric energy (right)
However heating by an oven leads to several disadvantages. For the exemplary case of the automotive sector, this would mean that complete components or systems (e.g. the entire car) would have to be transported and heated in an oven. This means a lot of effort, since large ovens are required. These have to be heated accordingly, which leads to a high energy consumption. In addition, it is not possible to separate individual parts in a targeted manner, since all adhesive connections are separated in an oven with TEPs.
The solution might be to bring in the energy directly into the adhesive layer, for example by using a Joule heater. A wire with high ohmic resistance can be actually integrated into the adhesive layer. To activate the separation the wire is contacted with a voltage source and a voltage is applied. This results in heating the wire and the expanding of the particles starts. In Fig. 6 separated parts using a heating wire are visible.
The advantage of this method based on TEPs compared to the sawing process is that the separation can be carried out regardless of the geometry and adhesive layer thickness. The sawing process, on the other hand, is particularly suitable for straight bonds with a large adhesive layer. An example of a joint, where cutting by using a saw is appropriate, is the bond between the CFRP pultrusion profiles of the reusable vehicle platform and the outer aluminium crash absorbers.
5.2 Inspection Due to Non-destructive Testing for Composite Parts
In order to ensure the safety of EoL composite parts or to determine the re-use, repair and recycling, it is significant to analyse the condition of the composite structures. Non-Destructive Testing (NDT) is to use different technologies to detect and characterize damages present in composite parts. It can detect damage without changing the material properties and can display hardly visible defects inside the material. NDT can provide useful information for composite repair and remanufacturing such as damage location, size and characterization. Many NDT techniques have been applied for composite inspection in the past decades and three methods will be introduced in this chapter: ultrasonic testing, hyperspectral imaging and active thermography.
Ultrasonic testing
Ultrasonic testing uses a transducer to transmit ultrasonic waves into a test sample until they interact with a feature or the boundary of the sample. The waves are reflected and scattered by such features and these echo waves are subsequently received by the same transducer [18]. Consequently, the size and position of the feature, which is typically a defect, are related to the amplitude of the echo signal and the time when the signal arrives at the transducer, now working as a receiver (Fig. 7). Advanced ultrasonic phased array technology is also implemented in composite testing, which contains multiple elements in one transducer [19]. It can cover a large range during testing and enable different focus laws and sophisticated post-processing methods to improve testing accuracy. However, this requires a more complex data acquisition system. Figure 7 demonstrates an example of ultrasonic testing results when detecting delaminations inside of a composite plate. It can be found that ultrasonic testing has a high accuracy for defect size measurement. An automatic scanning system can be built to make the testing process automatically that can speed up the testing and avoid human operator error [20].

Basic principle of ultrasonic testing (left) and an example of ultrasonic C-scan image of a composite plate with delamination defects (right). The blue areas are delaminations detected by ultrasonic testing, the red dotted rectangles indicate the real defect size
Hyperspectral imaging (HSI)
A standard RGB image, includes three bands which are red, green and blue (Approx. 650, 550 and 450 nm respectively). For a hyperspectral image, there are hundreds of bands and each pixel is made by hundreds of spectral values (Fig. 8) [21]. Through capturing spectral data from a wide frequency range along with the spatial information, hyperspectral imaging can detect minor differences in terms of physical and chemical characteristics on the surface of materials [22]. In addition, hyperspectral imaging has capabilities including fast data acquisition and non-destructive inspection, such that it will cause no damage to the materials and make defect detection and analysis more effective and efficient. As a result, it provides a unique way to characterize material composition, which makes it extremely useful in EOL composite re-manufacturing in terms of characterising and grading of materials and contaminants/defects detection.

Band description (left), simulated experimental setup (middle) and real experimental setup (right)
In the FiberEUse project, HSI has been successfully used to detect the adhesives on the bonded joints of aluminium and CFRP, the wearing and crack on the surface of aluminium, and the damage caused by pointed body on RTM, BMC and rBMC materials [23]. The damage caused by a wedge-shaped body can be partially detected depending on the illumination and background conditions (Fig. 9). Subsequently, an automated solution is implemented using robotic-arm-based scanning for complex and difficult to reach geometries, and utilising data fusion methods to provide a full, automatic analysis of the component being inspected and characterised.

Example of damage detection for pointed body and wedge-shaped body on three materials
Active thermography
Active thermography is an NDT method, which allows analysis of defects like contaminations, porosity, delamination, material breakage, scratches, debonding, contact corrosion or lack of painting. The process is based on different thermal conductivities such as the ones from CFRP, metal and air. During active thermography, the part is thermally excited by an energy source (Excitation system). The thermal wave flows through the part, which depends on the material, and is partly reflected on defects like delamination’s or part-borders [24, 25]. An infrared (IR) camera records the thermal diffusion of infrared radiation on the surface.
There are different excitation systems available, based on electrical, inductive, laser or optical excitation. For contactless excitation in a building environment, an optical excitation with halogen lamps were used (see Fig. 10, left). Depending on the part size and accessibility, a reflection or transmission arrangement is possible. In addition, there the different techniques of Lock-In Thermography and Pulse-Phase Thermography. During the NDT, different modulation frequencies were used to detect defects in different layers of the part. Furthermore, the variation of different process parameters (like distance of excitation unit, distance of camera, number of lights, period number) took place to optimize the resolution and results. The phase picture describes temporal irregularities in the heat flow and was mainly used for damage detection, e.g. Figure 10 (right) showing an unequal adhesive thickness of bonded CFRP-CFRP-specimen.

Infrared camera with excitation unit and sample carrier (left); adhesively bonded joint samples (centre); phase picture of the joint samples made by active thermography (right)
The tests exhibited that near surface defects can be properly analysed using a cooled IR camera. Uncooled IR cameras can also be used, but the resolution of the defects is not as good as that when using cooled IR cameras. Defects in parts made by fabrics or unidirectional material can be easily detected. The examined RTM structures with epoxy resin and the adhesive joints particularly allow good detection. The depth of the detected defects strongly depends on the structure (thickness of the single layer, layup, material etc.) and the process parameters used in the active thermography process. The material and its heat conductivity have a big influence on the results. Furthermore, if the Lock-In frequencies are reduced, the heat transfer allows deeper defects to be reached. Active thermography thus provides essential information to decide on the re-use, repair or recycling of components and can be automated for reducing NDT costs.
The mentioned NDT techniques play a significant role for validation of the composite parts within the circular economy. On the other hand, the various NDT techniques complement each other in the testing of composite structures. For example, different defects can be detected at different component depths and non-contact methods allow the analysis of complex geometries. Therefore, these techniques provide important information for the EOL composites in order to check whether they can go through a further life cycle.
5.3 Laser-Based Composite Remanufacturing Processes
Processing and preparing CFRP components for re-use either by cutting the material or removing remnants of adhesive that was used to bond parts together has become a topic of major interest from many different types of industry. High quality processing allows components to be re-used effectively. Conventional methods such as milling and waterjet cutting for processing CFRP are not only likely to internally rupture the matrix [24, 25], but also might make it impossible to process some complex 3D shapes, such as those associated with automotive structures.
A single mode fiber laser with average power of 1500 W, wavelength of 1080 µm and spot size of 28 µm was used for laser cutting CFRP material. The process window was defined in terms of cutting speed, number of passes, nozzle distance from surface and nozzle diameter. The focus was on reducing the fiber damage extent (µm) by varying these parameters. The fiber was attached in a collimation and refocusing optical system with 200 mm focal length and can be adjusted manually. An argon jet gas was also delivered coaxially with the beam through exchangeable gas jet nozzles of different aperture diameters.
The investigation carried out concluded that the behaviour of the material during cutting is attributed to the wide weaving, specifically on the top and bottom layers, where the material suffers significant amounts of fraying when processed. It is possible to compensate multiple passes with processing each pass at an equivalent higher speed. In fact, an overall speed advantage can be gained when taking such an approach and making larger than proportionate speed increments. Multi-pass with 3 passes was found to significantly suppress top and bottom fraying and improved the cut quality, whether executed with large, small or double apertures. Laser cutting speeds of 2.5 m/min and over were achieved with fiber damage below 100 µm. The SEM micrograph of the laser cut surface with a single pass using 1.0 mm gas nozzle diameter, cutting speed of 3.5 m/min and fiber damage extent of 55 µm is shown in Fig. 11.

SEM micrograph of laser cut surface using single pass technique
For the removal of adhesive, a novel approach was developed to use a laser to clean the remnants adhesive after the separation of the CFRP parts for future re-use. The laser used was a flash pump Nd:YAG laser with average power of 25 W, wavelength of 1064 nm, maximum pulse energy of 2.5 J and pulse duration of 10 ns. Two types of adhesives were removed with a laser and they were Polyurethane- and Epoxy-based adhesives, and they both were different in chemical composition with maximum thicknesses of around 2 and 0.3 mm, respectively. The beam was focused via a focusing lens on the sample. The samples were moved across the focused beam by an automated XYZ platform, while held vertical to the direction of the incoming beam. The spot size and thus laser fluence per pulse was adjusted by changing the focus position along the beam propagation axis.
Furthermore, the results showed that it is possible to laser clean adhesives from CFRP substrates using a pulsed Near Infra-Red laser. There is a natural process window that limits damage on the substrate but does not shield the substrate completely. This effect is best exploited at this NIR wavelength of around 1 µm by releasing high energy pulses over a large spot size. The EP-based material debonds well from the fibers and binder as well as sealant if the layer thickness is consistent over the irradiated area. For non-consistent thickness, this is not possible as irradiation reaches the surface and damages surface fibers. The PU-based adhesive removed in an ablation manner. A purely ablative process would not differentiate between the materials, especially considering the very high optical absorption of both materials. Surface topography is more of a concern for PU-based adhesive due to its nature and large changes in topography. The damage occurred on the CFRP from removing the PU-based adhesive was 60% greater than removing the EP-based adhesive since the latter required less energy to be removed. But for both adhesives, the damage on the substrate was less than the maximum surface abrasion of 0.1 mm allowed by industry. The process that was developed also managed to control the temperature at any time below 76 °C for the adhesives, thus maintaining the integrity of the polymers involved in the bulk composite structure.
5.4 Damage to Fiber Composite Material and Repair Methods
The aim of the new innovative approach is to reuse end of life parts at component and structure level. It is therefore an important issue to be able to repair any damage that occurs in order to maintain the structure regarding this period of time. Before developing new, or improving and testing existing, repair strategies an analysis of possible damage types for these components is necessary. Therefore, a collection of possible damage types was created, and the damage types divided into four different categories: damage through manufacturing, damage during the lifetime or through misuse, temporary damage and damage to joint parts. After the collection of possible damage types an evaluation regarding relevance for reuse and probability was done. Damage related to manufacturing problems are not addressed because damage-free production is assumed for durable components and structures. Only damage types related to lifetime will be investigated. This resulted in the following damage types, which were investigated:
-
Damage by impact
-
Damage by fault separation of bonded parts
-
Damage through aging effects.
Damage by impact
The aim of the investigations in this area was to determine the influence of various impact damages on the properties of glass fiber reinforced plastic (GRP) material and to carry out a repair. In this context, various impact bodies damaged test specimens made of continuous fiber reinforced epoxy resin with carbon fibers. The experimental setup consists of a down pipe with a height of 2 m. Each falling body has a weight of 607 g, which results in an impact energy of 11.9 J. The results of the impact tests are shown in Fig. 12. Almost no external damage is visible for the flat-rounded falling body. A minimal dent has only been detected on the upper side. No damage is visible on the underside. Regarding the pointed falling body, a clear impact can be seen on the top. A minimal dent can be seen on the underside. This means that the damage has clearly gone through the laminate. With the wedge-shaped falling body, a clear damage is also visible on the top. As in the first case, there is no visible damage on the underside.

Results investigating damage by impact
To ensure that the damage was actually implemented in the laminate, ultrasonic (US) measurements were carried out on the relevant zone of each sample. These measurements also made it possible to determine the extent of the damage zone. An exemplary representation of a sample damaged with the wedge-shaped falling body can be seen in Fig. 13. Here, in the middle and the right results in various US-output options of the sample on the left are visible.

Sharp-wedged impact (left) and corresponding results of US-measurement
After the damage in the laminate has been detected in depth and extent, the repair can be started. In this area, no innovative processes were developed, but consolidated methods from aviation, as described in the state of the art, were used. To do this, the relevant damage is first removed by milling and then a patch is applied. The repaired laminate is shown in Fig. 14.

Repaired laminate. Viewed from above(left) and below (right)
Damage by fault separation of bonded parts
Regarding the damage by faulty separation of adhesive-bonded parts, the investigation was carried out using flat samples. The samples were manufactured from carbon fiber fabric. In the first step, the simulation of the damage was done by separating the parts in a universal test machine. In Fig. 15 the results of this destructive testing are visible. The failure of the first layer can be clearly seen in the right picture.

Failure mode of these samples
To re-glue, the samples must first be repaired or prepared respectively in a second step. This was done in two ways:
-
Removing the adhesive inclusive failed first layer and cleaning
-
Without removing, only cleaning the parts.
In the first case the adhesive including the faulty first layer was removed by milling. The sample was then only cleaned because the milling machine had pretreated and activated the surface of the sample. Afterwards the bonding was carried out. The second case (without removing) was much simpler. Here the sample was only cleaned and then glued. No additional pretreatment was carried out. Both batches of samples were then tested in the universal test machine. In Fig. 16 the exemplary failure modes of both cases are visible.

Failure modes: with removing the adhesive (left) and only cleaning (right)
To sum up with the results of the mechanical testing, it can be said that the repair with a surface preparation brings same the strength than original bonding, even though a layer of fiber has been removed. A repair of failed components is possible without problems, which is one of the targets of the FiberEUse project. A repair without preparation causes a loss of strength, which was expected. Due to the lack of preparation and the unevenness of the surface, a sufficiently good bond between the sample and the adhesive cannot be achieved in order to reach similar high strengths. But still high values can be reached, if the components are designed accordingly, such that these reduced strengths may be sufficient.
6 Conclusions
The concept of reusing components and structures made of fiber-reinforced plastics in the automotive sector is a completely innovative approach. On the one hand, this approach offers many advantages; on the other hand, there are still some challenges that have to be solved for an industrial implementation. As part of the FiberEUse project, many technologies for a remanufacturing process chain have already been developed and tested. Based on this, however, further research and development work is necessary.
6.1 Advantages of Composite Part Re-Use
The main advantage of reusing components and structures made of fiber-reinforced plastics is that the composite of fiber and matrix and the continuous fiber are retained and thus the best possible mechanical properties. In this context, the lifetime of the components and structures is also increased by enabling several life cycles. This can enable an increased use of fiber-reinforced plastics. Due to the very high cost of the fiber and the complex manufacturing processes, carbon fiber-reinforced plastics in particular are used very little in large-scale automotive production. Increased use would enable a further reduction in vehicle mass and thus more energy-efficient vehicles. The high material and production costs can be offset by reusing and extending the useful life of the components and structures made of fiber-reinforced plastics. This enables an increased use of these materials in large-scale automotive production.
6.2 Perspective
As part of the project, various technologies and solutions for a remanufacturing process chain for the reuse of composite components and structures are being developed and tested. There is still a need for research here with regard to the industrialization of the processes, but the processes show great potential. The implementation of the circular economy based on durable and reusable composite components and structures in the automotive sector is still a long way off. The reason for this is that vehicles will have to be designed and built completely differently in the future. The majority of vehicles are currently made up of steel bodies and the plants and production processes are optimized for these materials. A complete change in the design of vehicles would require enormous investments in new production facilities and factories and the old machines could no longer be used. For this reason, the established automotive OEMs in particular will not change their basic vehicle design. However, the automotive industry is currently changing. More and more small start-ups are emerging and bringing their own vehicles onto the market. They are much more flexible in the design of their vehicles than the large OEMs and thus have the opportunity to implement new, innovative technologies and vehicles. There is also a great opportunity here to reuse automotive composite components and structures.
6.3 Future Research Questions
The overarching focus of future research work will particularly be on the further industrialization of the developed processes. Many of the technologies are still carried out by hand. At this point, an automation of processes or process steps must be developed. In particular, further developments are necessary for the individual methods presented in this chapter.
A preselection is necessary in the area of recording the condition of EoL components, as not all components have to be examined using complex, non-destructive testing procedures. For example, components can be equipped with sensors and, based on the life history, they can be categorized into “reusable”, “not reusable” and “to be examined more closely” at the end of a life cycle. Only the components of the last category would be examined using NDT. In the area of detachable connections based on TEPs, it will be important to find solutions for how the TEPs are activated or how the heat can be introduced directly into the adhesive layer. Automated processes leading to this would allow even faster and easier dismantling. For repairs to automotive structures, it will be important to investigate how existing technologies can be transferred even better and eventually automated.
References
David, K.: Nondestructive inspection of composite structures: methods and practice. In: 17th World Conference On Nondestructive Testing, pp. 1689–1699 (2008). https://doi.org/10.1017/CBO9781107415324.004
Vaara, P., Leinonen, J.: Technology Survey on NDT of Carbon-Fiber Composites (2012). [Online]. Available: http://www3.tokem.fi/kirjasto/tiedostot/Vaara_Leinonen_B_8_2012.pdf
Gholizadeh, S.: A review of non-destructive testing methods of composite materials. Procedia Struct. Integr. 1, 50–57 (2016). https://doi.org/10.1016/j.prostr.2016.02.008
Habermehl, J., Lamarre, A.: Ultrasonic phased array tools for composite inspection during maintenance and manufacturing. In: 17th World Conference on Nondestructive Testing, pp. 25–28 (2008). https://doi.org/10.1063/1.3114343
Guo, C., Xu, C., Xiao, D., Hao, J., Zhang, H.: Trajectory planning method for improving alignment accuracy of probes for dual-robot air-coupled ultrasonic testing system. Int. J. Adv. Robot. Syst. 16(2), 1–11 (2019). https://doi.org/10.1177/1729881419842713
Ocal, F., Xu, Y.: Using NDT techniques to detect and characterise the damage of end-of-life components in remanufacturing. J. Innov. Impact 136–147 (2014)
Jin, B.C., Li, X., Jain, A., González, C., LLorca, J., Nutt, S.: Optimization of microstructures and mechanical properties of composite oriented strand board from reused prepreg. Compos. Struct. 174, 389–398 (2017). https://doi.org/10.1016/j.compstruct.2017.05.002
Ibrahim, M.E.: Nondestructive evaluation of thick-section composites and sandwich structures: a review. Compos. Part A Appl. Sci. Manuf. 64, 36–48 (2014). https://doi.org/10.1016/j.compositesa.2014.04.010
Katunin, A., Dragan, K., Dziendzikowski, M.: Damage identification in aircraft composite structures: a case study using various non-destructive testing techniques. Compos. Struct. 127, 1–9 (2015). https://doi.org/10.1016/j.compstruct.2015.02.080
Dutta, S., Huber, A., Schuster, A., Kupke, M., Drechsler, K.: Automated NDT inspection based on high precision 3-D thermo-tomography model combined with engineering and manufacturing data. In: 2nd CIRP Conference on Composite Material Parts Manufacturing, pp. 321–328 (2019)
Santhanakrishnan Balakrishnan, V., Seidlitz, H.: Potential repair techniques for automotive composites: a review. Compos. Part B Eng. 145(March), 28–38 (2018). https://doi.org/10.1016/j.compositesb.2018.03.016
Budhwani, K.I., Janney, M., Vaidya, U.K.: Vibration-based nondestructive testing to determine viability of parts produced with recycled thermoplastic composites. Mater. Eval. 74(2), 181–193 (2016)
Tschannerl, J. et al.: Potential of UV and SWIR hyperspectral imaging for determination of levels of phenolic flavour compounds in peated barley malt. Food Chem. 270(January 2018), 105–112 (2019). https://doi.org/10.1016/j.foodchem.2018.07.089
Sun, H., Ren, J., Zhao, H., Yan, Y., Zabalza, J., Marshall, S.: Superpixel based feature specific sparse representation for spectral-spatial classification of hyperspectral images. Remote Sens. 11(5) (2019). https://doi.org/10.3390/rs11050536
Sun, M., Zhang, D., Wang, Z., Ren, J., Chai, B., Sun, J.: What’s wrong with the murals at the Mogao Grottoes: a near-infrared hyperspectral imaging method. Nat. Publ. Group (2015). https://doi.org/10.1038/srep14371
Broughton, J.G., Hutchinson, A.R., Winfield, P.: Dismantlable adhesive joints for decommissioning, repair and upgrade. S&T Organization
https://www.nouryon.com/products/expancel-microspheres/. Accessed on 12 Aug 2021
Song, S.: Ultrasonic nondestructive evaluation systems—models and measurements. Springer Science+Business Media, LLC (2007)
Drinkwater, B.W., Wilcox, P.D.: Ultrasonic arrays for non-destructive evaluation: a review. NDT E Int. 39(7), 525–541 (2006). https://doi.org/10.1016/j.ndteint.2006.03.006
Mineo, C. et al.: Flexible integration of robotics, ultrasonics and metrology for the inspection of aerospace components. In: AIP Conference Proceedings, vol. 1806 (2017). https://doi.org/10.1063/1.4974567
Yan, Y., Ren, J., Liu, Q., Zhao, H., Sun, H., Zabalza, J.: PCA-domain fused singular spectral analysis for fast and noise-robust spectral-spatial feature mining in hyperspectral classification. IEEE Geosci. Remote Sens. Lett. (2021)
Yan, Y., Ren, J., Tschannerl, J., Zhao, H., Harrison, B., Jack, F.: Nondestructive phenolic compounds measurement and origin discrimination of peated barley malt using near-infrared hyperspectral imagery and machine learning. IEEE Trans. Instrum. Meas. 70, 1–15 (2021)
Yan, Y., Ren, J., Zhao, H., Windmill, J.F.C., Ijomah, W., de Wit, J., von Freeden, J.: Nondestructive testing of composite fibre materials with hyperspectral imaging: evaluative studies in the EU H2020 FibreEUse project. arXiv preprint arXiv:2111.03443
Prinzip der optische angeregten Lockin-Thermografie (n.d.) https://www.edevis.com/content/de/optical_lockin_thermography.php
Deutsches Institut für Normung. Zerstörungsfreie Prüfung—Aktive Thermografie. DIN Standard Nr. 54192 n.d.
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Open Access This chapter is licensed under the terms of the Creative Commons Attribution 4.0 International License (http://creativecommons.org/licenses/by/4.0/), which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons license and indicate if changes were made.
The images or other third party material in this chapter are included in the chapter's Creative Commons license, unless indicated otherwise in a credit line to the material. If material is not included in the chapter's Creative Commons license and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder.
Copyright information
© 2022 The Author(s)
About this chapter

Cite this chapter
von Freeden, J. et al. (2022). Composite Repair and Remanufacturing. In: Colledani, M., Turri, S. (eds) Systemic Circular Economy Solutions for Fiber Reinforced Composites. Digital Innovations in Architecture, Engineering and Construction. Springer, Cham. https://doi.org/10.1007/978-3-031-22352-5_10
Download citation
DOI: https://doi.org/10.1007/978-3-031-22352-5_10
Published:
Publisher Name: Springer, Cham
Print ISBN: 978-3-031-22351-8
Online ISBN: 978-3-031-22352-5
eBook Packages: EngineeringEngineering (R0)