
Abstract
Companies are facing changing market demands, high variance, and volatile quantities. Resilient production systems are needed to meet these challenges. The matrix production is such a system. It offers degrees of freedom in terms of operation sequence flexibility and work distribution flexibility through redundantly used resources. For the material supply this is a challenge in planning. The material must be supplied in a cost-efficient manner and without shortages.
To increase planning quality, a method for selecting the least expensive material supply strategy is developed. Depending on consumption, constraints of space, and supply framework conditions, different strategies are advantageous for each material. The developed method requires three steps.
First, required data for step 2 and step 3 is collected. In step 2, standardized process blocks combine to describe a company-specific material supply strategy. The approach is company-independent and added by cost functions to the process blocks. Through the cost functions applied to the process blocks the costs of a supply strategy is achieved. As material can be supplied in alternative ways, multiple expected costs for supplying arise. As only one supply strategy needs to be selected, step 3 is necessary. It uses the branch-and-cut algorithm on the mathematical description of the logistic selection problem to find the cost-minimal configuration of supply strategies. As the problem is in the context of matrix production, several conditions and requirements need to be included in the selection process.
The result is the assignment of a material supply strategy to each material while minimizing the costs.
You have full access to this open access chapter, Download conference paper PDF
Similar content being viewed by others


Keywords
1 Introduction
In manufacturing companies there is an ongoing transformation towards changeable and resilient production systems to encounter a high number of products, variants, and constant market fluctuation [1,2,3,4]. The matrix production system is such a system. It offers more operational flexibility and is still productive even if the environment is turbulent [5, 6]. In addition, the matrix production consists of flexibly linked process modules and is operated by using an ad-hoc order-control, operation sequence flexibility and order distribution flexibility [6,7,8]. While offering flexibility to the value-adding manufacturing and assembly processes, it challenges the material supply [9].
Figure 1 shows an example and extract of a matrix production system. There are redundant stations of the types A and B. Station C is the single representation of its type. A station offers multiple processes for operation. A product/order has to choose ad-hoc, which process is operated next and which station is chosen, to do so. The decision depends on the control logic and the product’s priority graph. The design, organization and controlling of these system are widely discussed [10,11,12]. Although, in the investigation of the material supply, there is a gap.

Example of a matrix production system
Through the omission of a defined order sequence and pearl chain, the matching of material demand of each station with the material supply is either uncertain by continuing present methods or less cost-efficient.
This article outlines a method for selecting the cost-minimal material supply strategies by taking into regard the given uncertainty of the matrix production. Therefore, it is presented a method to standardly describe supply strategy alternatives, how to formulize the given logistic problem as a mathematical optimization problem and last, how to solve it and achieve a cost-minimal configuration.
2 State of the Art
2.1 Material Supply and the Selection Process of Supply Strategies
Material supply enables manufacturing and assembly to operate their processes by providing the right material in due time, space and quantity [13, 14]. Further requirements of the supply are providing the right quality to preferable costs [14]. There are many ways to supply material that vary e.g. in storage and handling or supply policy. An alternative and specified process to supply material is called a material supply strategy. The Kanban supply or single order commissioning are e.g. often used supply strategies and can be operated at the same time in a company and production system but for different materials [13]. For this reason, each strategy has its benefits and costs.
In practice and science, there are different approaches to select material supply strategies for all materials and thereby design the supply system [13, 15,16,17,18,19,20,21]. Due to the high number of materials that need an assignment of supply strategy and the different characteristics of each strategy, the selection process is a complex task. Hence, the process is widely discussed and not standardized [15]. Further approaches differ in method, selection criteria and used tools.
Some authors, e.g., Bullinger et al. or Herbert et al., design a guide with methodological support. The planner must go through this guide and make his/her own decisions. Other authors like Grünz or Cárdenas-Barrón et al. transfer the real problem into a mathematical description and submit this to a largely automated algorithm. Approaches using just methodological support offer space for discussion but require time and knowledge. Using an algorithm can be less influenced but is most likely near to optimal.
The criteria used in the approaches differ, as well. Some focus on costs like capital costs or costs for space, others consider the time needed for supply (Table 1).
Overall, companies require a planning method that supports them in their decision-making, manages the problem’s complexity, and is application-oriented [15]. This need increases through complex production systems like the matrix production.
2.2 Challenges to the Material Supply in Matrix Production
The design of a material supply system and the selection of supply strategies is influenced by the production system. As mentioned in the introduction, the matrix production offers new degrees of freedom to the value adding processes. They challenge the material supply, since the ad-hoc order control, operation sequence flexibility and order distribution flexibility lead to uncertainty about time, space, and quantity for each order [9]. On an operational basis, without order freeze the material supply cannot act in time.
To encounter the problem and evade order freeze, the supply system must be designed flexible. In addition, the strategy selection on a mid-term perspective has to take into account the outlined challenges. In a mid-term perspective, focusing on multiple orders, the uncertainty losses on impact as shown in Fig. 2. A selection of most likely cost-minimal strategies is still possible by accepting decision-making under uncertainty and counteracting the risk of shortage.

Reduction of uncertainty of workload distribution over time and order sum
2.3 Cost Accounting in the Context of Logistics
Cost accounting is the method used to investigate the cost structure of processes. The use of cost accounting varies depending on the context and goal. In general, cost accounting comprises the scope, the time reference, and the execution.
Logistics costs are diverse and occur along the entire supply chain. A company’s goal is the optimization of processes and resources, and the minimizing of logistics costs. The following logistics costs are often cited in literature: transport, storage, commissioning, supply, inventory, handling, space, system and control costs [22,23,24]. Depending on the use case and perspective, different costs have to be investigated.
2.4 Algorithms
Algorithms are defined methods to solve problems. There is a distinction between exact and inexact algorithms. The latter are called heuristics. The deployment of an algorithm depends on the application that e.g., defines the input, the goal, the required accuracy, and required output. In some cases, only specialized algorithms are applicable, other applications can be solved by using several algorithms. In practice, the simplex, the branch-and-bound, the branch-and-cut, or a genetic algorithm are often used algorithms [25, 26].
3 Method for Cost-Minimal Material Supply Strategy Selection
3.1 Structure of Method
With regard to Table 1, the developed method is based on temporal and monetary criteria for selection. These are incorporated into relevant logistics costs that are needed to differentiate between material supply strategies.
Three steps are necessary to apply the method. First, the inspected material supply system and all required data are collected. In a second step, standardized process blocks combine in a different manner and describe the alternative supply strategies. Their company-specific combination considers each company’s different strategies’ characteristics in the material supply. This approach is applied to all inspected materials and stations. As a result, each material can be supplied to each station by multiple alternatives. Furthermore, the expected costs for a set of strategies, material, and station can be derived. In step three of the method, the strategy selection problem is solved by describing a mathematical optimization problem and by using an automated algorithm.
The collection of the required data in step 1 results from the requirements in step 2 and 3. These two steps will be explained in more detail in the following. Step 2 in Sect. 3.2 and step 3 in Sect. 3.3.
Following the methods in Table 1, the method presented here focuses on the use of an optimal algorithm. Due to the complexity of the matrix production, the relief of the employee in the planning task is important.
3.2 Cost Side Description of Alternative Supply Strategies
Standardized process blocks are used to describe an alternative material supply strategy. The blocks describe the following activities and states: handling, transport, storing, inventory, and controlling of material supply. Through a case-specific combination of the blocks, a process chain is built representing a supply strategy. Figure 3 outlines an example. In the example, three strategy alternatives are observed. Each strategy starts at the goods receipt and ends at the provision point. The strategies pass different storage levels. This leads to a different composition of the process blocks. The first blocks of strategy 1 describe that the goods are first collected at the goods receipt, then transported to the central storage area and finally handed over and stored there. The storage process leads to inventory and storage expenses. Goods extraction takes place at regular intervals. This leads to the further process sequence. At the same time, a reorder point is identified at the central storage facility. This leads to the reordering of material and is thus a controlling process for material replenishment. In the individual characteristics of the processes, there can be differences, such as the used transport vehicles. For example, a forklift can be used in the transport process to the central storage facility, while a tugger train is used to connect the intermediate storage facility. These characteristics are represented by different cost rates in the cost functions. Additionally, the costs depend on the chosen container and the number of goods per container. A larger container requires less transports but needs more inventory space. The selection of the container per material is seen as a given input. It depends e.g. on the container policy in the company and the agreements with the supplier. If different container policies need to be displayed, alternative strategies (same sequence, but different values in the cost functions) need to be set upped. The sum of the costs of the process blocks, depending on the volume flow per material and strategy, results in the expected total costs of supplying a certain material for each strategy.
The cost functions focus on marginal costing since only those costs are relevant that differentiate the strategies. General costs like office costs or manager salaries are not important. The taken time reference differs in relation to the time of use of the method. If the logistics system is already running, the actual costs are used. On the opposite, if the logistic system is in design, normal or planned costs are used. The first, if one can take similar costs of another system into consideration, the second, if there are no actual references.

Cost-side description of alternative supply strategies
3.3 Selection of the Most Cost-Effective Material Supply Strategy in Matrix Production System
The objective when selecting a material supply strategy is to identify the lowest cost alternative. The target function across all alternatives and materials considered is derived from this objective (formula 1). In addition to the target function, different constraints must be considered in the optimization problem. The constraints reflect the framework and requirements from the matrix production. These constraints are described below:
The decision variable is binary with 0 or 1. A strategy is selected or ignored (formula 2). At the same time, formula 3 applies, which allows only one strategy per station and material. In addition, the same strategy is selected for a material that is used at the same station in different processes (formula 4). This ensures transparency in provisioning and reflects the logistical practice.
Each material is supplied in or on a load carrier. This load carrier requires space. The space is either required at the station, e.g. in a Kanban shelf, or is to be provided in a system-side load carrier such as a staging trolley for shopping cart supply. The existing space at the stations and the system-side load carriers must be complied through formula 5 and 6.
In matrix production, there are redundant stations where the same processes are carried out. The individual station per order is selected on an ad-hoc basis during the production process. In order to exclude the danger of a faulty stock, the same strategies need to be selected for stations operating the same process (formula 7). This serves to prevent the following: There are two identical stations A and B, when station A is supplied via Kanban and station B is supplied via shopping cart. If operative logistics assumes that an order is manufactured at station A and therefore does not pick a shopping cart, but the order approaches station B on an ad hoc basis, a stock shortage occurs. This is prevented with formula 7, as both stations need to be supplied by Kanban or shopping cart.
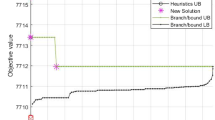
The target function and the constraints represent the mathematical formulation of the logistic problem. The problem is solved by the branch-and-cut algorithm. This algorithm promises an exact solution in a reasonable time. Furthermore, it is applicable to this kind of an integer linear problem [27]. Problems with 100.000 variables are still solvable [28]. The logistics problem under consideration is seen within these limits.
4 Summary and Outlook
The method can be implemented using common environments. It was tested in Microsoft Excel and Python. The test set consists of 200 data sets (combination of station, process and material) and three strategy alternatives. To apply the algorithm an add-on is required for Microsoft Excel and a library for Python. In both cases, the free open source solutions by the Coin-OR Foundation (www.coin-or.org) were used and tested. The run time is negligible. The solution is by the nature of the algorithm an optimal solution. The manual search for the solution by trial and error or complete enumeration requires a larger amount of time.
The developed method supports the logistics planner by choosing material supply strategies in matrix production. The selection process is automated and focuses on minimizing the logistics costs. With the focus on the costs as a decisive criterion and the planner’s relief, the acceptance of result and method increases.
Critical, however, is the extensive description of alternative strategies. The recording of all data and the derivation of the costs initially causes high manual effort. For future adjustments of the material supply strategies allocation, however, the data is reused in the optimization problem and must be adapted only slightly. The initial effort is thus relativized. Still, the automated selection of the data through tools is preferable.
Further, in additional research it has to be investigated how this method can be integrated into a superordinate assembly planning, as the selection of a material supply strategy depends on the assembly planning, as well. Also, setting up a larger data set, and investigating other strategies, like a cross-docking strategy, is of interest.
References
Kampker, A., et al.: Agile low-cost montage. In: Schuh, G. (eds.) AWK Aachener Werkzeugmaschinen-Kolloquium, Internet of Production für agile Unternehmen, 1st edn., pp. 231–259. Apprimus Verlag, Aachen (2017)
Koren, Y.: The Global Manufacturing Revolution: Product-Process-Business Integration and Reconfigurable Systems. Wiley, Hoboken. 1 online resource (2013)
Bauer, D., Böhm, M., Bauernhansl, T., Sauer, A.: Increased resilience for manufacturing systems in supply networks through data-based turbulence mitigation. Prod. Eng. Res. Dev. 15(3–4), 385–395 (2021). https://doi.org/10.1007/s11740-021-01036-4
Puchkova, A., Rengarajan, S., McFarlane, D., Thorne, A.: Towards lean and resilient production. IFAC-PapersOnLine 48(3), 2387–2392 (2015)
Fries, C., et al.: Fluid manufacturing systems (FLMS). In: Weißgraeber, P., Heieck, F., Ackermann, C. (eds.) Advances in Automotive Production Technology – Theory and Application. ARENA2036, pp. 37–44. Springer, Heidelberg (2021). https://doi.org/10.1007/978-3-662-62962-8_5
Kern, W., Rusitschka, F., Kopytynski, W., Keckl, S., Bauernhansl, T.: Alternatives to assembly line production in the automotive industry. In: Proceedings of the 23rd International Conference on Production Research (IFPR), Manila (2015)
Fries, C., Wiendahl, H.H., Foith-Förster, P.: Planung zukünftiger Automobilproduktionen. In: Bauernhansl, T., Fechter, M., Dietz, T. (eds.) Entwicklung, Aufbau und Demonstration einer wandlungsfähigen (Fahrzeug-) Forschungsproduktion. ARENA2036, vol. 98, pp. 19–43. Springer, Heidelberg (2020). https://doi.org/10.1007/978-3-662-60491-5_4
Göppert, A., Hüttemann, G., Jung, S., Grunert, D., Schmitt, R.: Frei verkettete Montagesysteme. ZWF 113(3), 151–155 (2018)
Ranke, D., Bauernhansl, T.: Evaluation of material supply strategies in matrix manufacturing systems. In: Weißgraeber, P., Heieck, F., Ackermann, C. (eds.) Advances in Automotive Production Technology – Theory and Application. ARENA2036, pp. 80–88. Springer, Heidelberg (2021). https://doi.org/10.1007/978-3-662-62962-8_10
Foith-Förster, P., Bauernhansl, T.: Changeable and reconfigurable assembly systems – a structure planning approach in automotive manufacturing. In: Bargende, M., Reuss, HC., Wiedemann, J. (eds.) 15. Internationales Stuttgarter Symposium. Proceedings, pp. 1173–1192. Springer, Wiesbaden (2015). https://doi.org/10.1007/978-3-658-08844-6_81
Kern, W., Rusitschka, F., Bauernhansl, T.: Planning of workstations in a modular automotive assembly system. Procedia CIRP 57, 327–332 (2016)
Greschke, P., Schönemann, M., Thiede, S., Herrmann, C.: Matrix structures for high volumes and flexibility in production systems. Procedia CIRP 17, 160–165 (2014)
Bullinger, H.-J., Lung, M.M.: Planung der Materialbereitstellung in der Montage. Teubner, Stuttgart (1994)
Wannenwetsch, H.: Integrierte Materialwirtschaft, Logistik und Beschaffung. Springer, Heidelberg (2014). https://doi.org/10.1007/978-3-642-45023-5
Adolph, S., Metternich, J.: Materialbereitstellung in der Montage. ZWF 111(1–2), 15–18 (2016)
Grünz, L.: Ein Modell zur Bewertung und Optimierung der Materialbereitstellung. Dortmund, Univ., Diss., Shaker, Aachen (2004)
Köhler, R.: Disposition und Materialbereitstellung bei komplexen variantenreichen Kleinserienprodukten. München, Techn. Univ., Diss. Springer, Berlin (1997)
Vojdani, N., Knop, M.: Leistungsorientierte bewertung und auswahl von materialbereitstellungsstrategien mittels fuzzy axiomatic design. Logist. J. Proc. 2016 (2016)
Wildraut, L., Stache, U., Mauksch, T.: Planung von Produktionsversorgungssystemen. ZWF 114(4), 167–172 (2019)
Cárdenas-Barrón, L.E., Porter, J.D.: Supply chain models for an assembly system with preprocessing of raw materials: a simple and better algorithm. Appl. Math. Model. 37(14–15), 7883–7887 (2013)
Herbert, M., Heinlein, P., Fürst, J., Franke, J.: A systematic approach for planning, analyzing and evaluating internal material provision. Procedia Manuf. 55, 447–454 (2021)
Gudehus, T., Kotzab, H.: Comprehensive Logistics. Springer, Heidelberg (2009). https://doi.org/10.1007/978-3-540-68652-1
Koether, R. (ed.): Taschenbuch der Logistik, 5th edn. Hanser, München (2018)
Schulte, C.: Logistik: Wege zur Optimierung der Supply Chain, 6th edn. Franz Vahlen, München (2013)
Morrison, D.R., Jacobson, S.H., Sauppe, J.J., Sewell, E.C.: Branch-and-bound algorithms: a survey of recent advances in searching, branching, and pruning. Discrete Optim. 19, 79–102 (2016)
Werners, B.: Grundlagen des Operations Research. Springer, Heidelberg (2013). https://doi.org/10.1007/978-3-642-40102-2
Mitchell, J.E.: Branch-and-Cut Algorithms for Combinatorial Optimization Problems (2019). http://eaton.math.rpi.edu/faculty/Mitchell/papers/bc_hao.pdf. Accessed 29 Jan 2022
Domschke, W., Drexl, A., Klein, R., Scholl, A.: Einführung in Operations Research. Springer, Heidelberg (2015). https://doi.org/10.1007/978-3-662-48216-2
Acknowledgements
This article was written within the framework of “SE.MA.KI” (Self-learning control of a cross-technology matrix production by simulation-based AI). The research and development project SE.MA.KI is funded by the German Federal Ministry of Education and Research (BMBF). Funding code: L1FHG42421. The authors are responsible for the content of this publication.
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Open Access This chapter is licensed under the terms of the Creative Commons Attribution 4.0 International License (http://creativecommons.org/licenses/by/4.0/), which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons license and indicate if changes were made.
The images or other third party material in this chapter are included in the chapter's Creative Commons license, unless indicated otherwise in a credit line to the material. If material is not included in the chapter's Creative Commons license and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder.
Copyright information
© 2023 The Author(s)
About this paper

Cite this paper
Ranke, D., Bauernhansl, T. (2023). Cost-Minimal Selection of Material Supply Strategies in Matrix Production Systems. In: Kim, KY., Monplaisir, L., Rickli, J. (eds) Flexible Automation and Intelligent Manufacturing: The Human-Data-Technology Nexus . FAIM 2022. Lecture Notes in Mechanical Engineering. Springer, Cham. https://doi.org/10.1007/978-3-031-18326-3_22
Download citation
DOI: https://doi.org/10.1007/978-3-031-18326-3_22
Published:
Publisher Name: Springer, Cham
Print ISBN: 978-3-031-18325-6
Online ISBN: 978-3-031-18326-3
eBook Packages: EngineeringEngineering (R0)