
Abstract
Expanded polystyrene foams are a petroleum-origin material that is usually used in some applications such as motorcyclist helmets. Despite it notably mechanical properties, it low density and its capability to absorb energy during an impact, it is necessary to find a renewable-origin substitute material. Thus, it has been studied the use of a sawdust and mycelium composite material under quasi-static and dynamic efforts. Sawdust is a waste material that has very small grains that are totally disaggregated so it has very low material properties. The use of oyster mushroom mycelium generates an internal structure that joins grains and, consequently, the resultant material has notably high mechanical properties. Then it has been compared the resultant properties (stress-strain curve, absorbed energy, decelerations, etc.) with the different densities EPS ones and it has been concluded that this composite material, despite it high density, it could be a suitable substitute material and in some cases it has better properties.
You have full access to this open access chapter, Download conference paper PDF
Similar content being viewed by others


Keywords
1 Introduction
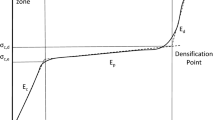
Expanded polystyrene foams (EPS) are frequently used in some applications in which it is necessary to absorb energy such as helmets and protector packaging for golds; however, this material has a non-renewable origin and high environment foot-print. As a result, some studies seek for substitutive materials such as cork agglomerates [1] that should have an internal structure similar to the EPS one. The internal structure of this material and, thus, its mechanical properties, depends on this manufacturing process in which it is possible to control the expansion of the EPS to obtain the desired density that is usually around 10–40 kg/m3 for packaging applications and between 60 to 120 kg/m3 for helmets and similar [2]. This structure is composed of closed air cells surrounded by EPS; depending on the desired density and the expansion process, there is more or less enclosed air. This internal structure is reflected in the mechanical stress-strain curve of the EPS under compression efforts that is the most common load that must support. This curve has three different zones [3] named elastic region, collapse region and densification region. In the elastic region the efforts are supported by the cell walls that are under elastic bending efforts and so, the material can recover it initial shape; this zone presents a linear behavior that usually goes until a strain around a 3–5%. Additionally, the air enclosed inside compress, but after a certain point, the pressure of this enclosed air cannot be supported by the cell walls and, as a result, they collapse so the material has a plastic behavior; consequently, the stress-strain curve presents a plane zone that is usually called the plateau or the collapse region that ends with a strain between a 40 and 60%. In this point all the cells have totally collapsed and the material behavior is similar to the non-foamed material so, it presents an exponential behavior; this zone is called densification. Due to this stress-strain shape, especially the plateau zone, EPS is adequate to absorb energy and generate a constant deceleration because high deceleration peaks can damage easily goods and, in helmets, generate more brain damages.
On the other hand, EPS has a non-renewable origin because it is generated using styrene that comes from petroleum or from natural gas, so it is necessary to find a material that have similar capability to absorb energy than the EPS but with a renewable origin. In this point, there some authors are focused on cork and their products [1] that are a renewable-origin material that can be easily recycled; however, the use of cork is limited to the quantity that can be obtained from the cork oak that only grown in a few places around the world and cannot supply the world necessities. This is the main reason why this article is going to explore another renewable-origin material, the sawdust that is a sub product and sometimes a waste.
Sawdust, like its name point, has a dust material state that is composed of very-low size grains surrounded by air; this internal structure is similar to the EPS foam so it mechanical behavior should be similar. However, sawdust grains are not join and, as a result, it mechanical properties are insignificant and without any structural application. To solve this problem, the article studies the use of mycelium to join sawdust grains and generate a material similar to the EPS. Mycelium is a set of hyphae that come from the vegetative part of a fungus or lichen and are multicellular filaments that can grow very quickly. For this reason and for their frequent ramifications, a tangle of hyphae with a huge surface appears in the substrate: the mycelium. The mycelium has two different main functions, obtain nutrients and tie the fungus to the ground. Due to these functions, mycelium generate a vast extension of interconnected ramifications and this is the reason why, combined with it high-speed growing and it renewable origin, mycelium has been selected to join sawdust to obtain a compacted material that could have a similar behavior to the EPS. There are some studies [4] that use these materials to generate furniture and complex structures but there are not studies about their mechanical properties under quasi static and dynamic compression efforts.
2 Materials and Methods
It has been used the grow.bio [5] material that consist in a prepared mixture of sawdust and oyster mushroom seeds that germinate with water and flour and needs to grow along ten days to generate the hyphae to compact the sawdust. After this period, the hyphae growing is stopped using a heating oven that is used too to dry the material. The material obtained can have any desired geometry because during the growing process, after four days, it is possible to put the material inside a mold and the final material will have the mold geometry; this could be perfect for some applications such as helmets and protective envelopments for goods (Fig. 1).

Left: initial mycelium and sawdust material. Right: material after the drop tower test
According to grow.bio [5] this material must have at least a density of 121 kg/m3, (measured: 121.98 kg/m3) that it is similar to EPS120, a compressive stress at a 15% of strain of 0.128 MPa and a flexure strength of 0.234 MPa. However, there is not too much information about the stress-strain curve, the energy that can absorb, etc. There are only a few articles that are reviewed by Girometta [6] that study as a substrate EPS, cellulosic fibers and cotton, but there are not studies about the use of sawdust.
The resultant composite material has been studied under quasi-static compression test using an 8032 INSTRON universal test machine with a 0.2 mm/s velocity until reaching a 90% of strain. It has been tested 40 mm cubic specimens to obtain the forces-displacements curve and, afterwards, the stress-strain curve and the absorbed energy-strain curve. With the density, using these results, it has been obtained the specific stress-strain and the specific absorbed energy-strain curve.
In the case of the dynamic test, using a 75 J drop tower machine, 40 mm cubic specimens have been tested to absorb 75 J. With an internal accelerometer it has been obtained the vertical deceleration-time curve.
3 Results and Discussion
Analyzing the results of the quasi-static compression test, it can be pointed that the mycelium has a totally different stress-strain curve shape (Fig. 2 left) and has initially a constant slope until around a 50% of strain. After this point it has an exponential shape. It can be pointed that initially the stiffness of the mycelium is significantly lower than the EPS ones and increase constantly; on the other hand, the EPS has initially a high stiffness in the elastic zone and, afterwards a constant plateau; both are directly depending on the density of the EPS. After a certain point the EPS has an exponential behavior. Consequently, initially, during an impact, the mycelium will have a lower stiffness and will generate lower initial decelerations but, after a certain point, it stiffness will be notably higher than the EPS ones and will generate higher decelerations. As a result, the mycelium will have initially a lower energy absorption capability (Fig. 2 right) that will increase throughout it crash. In this point it can be observed that, under high deformation, it can absorb more energy than lowest density EPS. Consequently, with the same dimensions, the mycelium can absorb more energy than the EPS of densities of 60, 75 and 80 kg/m3 in case of a high energy impact and will deform less to absorb this energy. On the other hand, for lower energy impacts mycelium will deform much more but would generate lower decelerations.

Up: stress-strain curve. Down: absorbed energy-strain curve.
If the density is included in the analysis, despite the influence of the high density of the composite material, it can be pointed that the shape of some EPS specific stress-strain curves (Fig. 3 left) are similar and the difference between other curves is lower than for the stress-strain curve; however, due to the mycelium high density, it curve is hardly lower initially and reach the specific stiffness with higher strains; consequently, an element with the same weight but with different materials, if the EPS is used, it will be initially significantly stiffness and will deform less but, in case of high strains the mycelium will deform less. Consequently, EPS can absorb initially notably more energy (Fig. 3 right); this difference will decrease and finally with high strains (80–90%), mycelium could absorb the same energy of the EPS. As a result, with the same weight, EPS can absorb more energy but it will have a higher stiffness.

Up: specific stress-strain curve. Down: specific absorbed energy-strain curve.
In this point it must be pointed that the deceleration depends on the stiffness of the material and the stress-strain curve shape but the relationship is not straight. Consequently, despite the mycelium has initially a lower stiffness, the deceleration depends on the stiffness along the entire stress-strain curve; consequently, a drop tower test has been carried out (Fig. 4). It can be pointed that the mycelium and the EPS 120 show lowest decelerations peaks. Additionally, due to it initially lowest stiffness, the deceleration peak of the mycelium appears later. On the other hand, the deceleration will appear during more time (15 ms vs around 10 ms).

Deceleration curve for the dynamic 75 J drop tower test
Speaking about the deformation (Table 1), all the materials have a similar deformation due to the high energy impact test but the mycelium will have a lower permanent deformation.
4 Conclusions
The results show that mycelium could be a suitable material to substitute EPS in some applications such as helmets because it can absorb similar energy and would generate lower peak decelerations. Despite its high density, this material presents initially a notably lower stiffness that increase linearly until reaching and passing the stiffness of the EPS for high deformation. As a result, this material would generate lower decelerations in heads in case of low energy impact and in the initial moments of the impact; it is in this moment when the highest peak decelerations appears but after a certain point the maintained deceleration will be higher that the EPS. Consequently, the subsequent point is the design and test of a helmet built using this material to verify it behavior.
References
Fernandes, F.A.O., Alves de Sousa, R.J., Ptak, M., et al.: Helmet design based on the optimization of biocomposite energy-absorbing liners under multi-impact loading. Appl. Sci. Basel 9(3), 735 (2019)
Ling, C., Cardiff, P., Gilchrist, M.D.: Mechanical behaviour of EPS foam under combined compression-shear loading. Mater. Today Commun. 16, 339–352 (2018)
Di Landro, L., Sala, G., Olivieri, D.: Deformation mechanisms and energy absorption of polystyrene foams for protective helmets. Polym. Testing 21(2), 217–228 (2002)
Holt, G.A., McIntyre, G., Flagg, D., et al.: Fungal mycelium and cotton plant materials in the manufacture of biodegradable molded packaging material: evaluation study of select blends of cotton byproducts. J. Biobased Mater. Bioenergy 6(4), 431–439 (2012)
https://grow.bio/collections/shop/products/grow-it-yourself-material
Girometta, C., Picco, A.M., Baiguera, R.M., et al.: Physico-mechanical and thermodynamic properties of mycelium-based biocomposites: a review. Sustainability 11(1), 281 (2019)
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Open Access This chapter is licensed under the terms of the Creative Commons Attribution 4.0 International License (http://creativecommons.org/licenses/by/4.0/), which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons license and indicate if changes were made.
The images or other third party material in this chapter are included in the chapter's Creative Commons license, unless indicated otherwise in a credit line to the material. If material is not included in the chapter's Creative Commons license and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder.
Copyright information
© 2021 The Author(s)
About this paper

Cite this paper
Miralbes, R., Ranz, D., Zouzias, D. (2021). Study of the Use of Sawdust and Mycelium Composite as a Substitute of EPS. In: Roucoules, L., Paredes, M., Eynard, B., Morer Camo, P., Rizzi, C. (eds) Advances on Mechanics, Design Engineering and Manufacturing III. JCM 2020. Lecture Notes in Mechanical Engineering. Springer, Cham. https://doi.org/10.1007/978-3-030-70566-4_12
Download citation
DOI: https://doi.org/10.1007/978-3-030-70566-4_12
Published:
Publisher Name: Springer, Cham
Print ISBN: 978-3-030-70565-7
Online ISBN: 978-3-030-70566-4
eBook Packages: EngineeringEngineering (R0)