
Abstract
Additive Manufacturing enables the production of pump impellers with a much shorter lead-time than conventionally used casting processes. This is of particular importance for the maintenance and repair business, as it can lead to a reduction of down time or the necessity to keep spare impellers on stock.
Sulzer is developing an impeller manufacturing process which combines additive Laser Metal Deposition (LMD) with subtractive 5 Axis CNC Milling. The present paper describes the basic process steps, the advantages compared to commonly used manufacturing processes and the challenges to implement and to qualify this new manufacturing technology.
You have full access to this open access chapter, Download conference paper PDF
Similar content being viewed by others

Keywords
1 Introduction
Like most mechanical engineering companies, Sulzer started to investigate the potential of Additive Manufacturing (AM) for the production of their products many years ago. In the area of centrifugal pump manufacturing several parts have been identified that can benefit from the many advantages that AM promises. With most pump components being either not very complex in shape or large in overall size, the part with the highest identified potential is sitting right at the heart of a pump, the impeller. Especially closed impellers had only one technically and commercially feasible manufacturing route in the past due to the channel geometries, which was casting. After further investigations and trials, the various advantages and disadvantages of different AM technologies have been evaluated [1], with the unfortunate outcome that none of the trialed technologies alone were able to fulfill the requirements of such components. Major reasons that lead to the need to re-think the manufacturing process again were overall size limitations as well as surface quality limitations in inaccessible areas. Luckily, during these times the first hybrid machine tools that combine DED and multi-axis milling just entered the market and opened up a new way of additive part-manufacturing with basically no size limitations and high deposition rates, whilst maintaining precision and surface quality of milled parts. This paper presents how a closed impeller can be manufactured and benefits from the hybrid manufacturing approach. Furthermore, technology-specific development areas as well as qualification specialties are discussed.
2 Technology Overview
2.1 Casting of Pump Impellers
The predominant process for the manufacturing of pump impellers is casting [2]. This is particularly applicable for closed pump impeller, as those cannot be milled from a billet due to the high wrapping angle of the impeller channels. Casting of closed impellers is related to a number of disadvantages, starting with a poor surface quality, the risk of casting porosity and geometrical deviations due to core shifts, ending with a commonly long lead time. While techniques like ceramic shell investment casting yield better surface quality and accuracy than sand casting processes the quality is still limited when compared to subtractive manufacturing methods like milling and turning. Thus, machining, grinding and polishing of the cast surface is necessary to fulfill the requirements, especially for high energy applications like water injection or boiler feed pumps. However, due to a lack of technically and commercially viable alternative manufacturing technologies for closed impellers, casting is still the production process of choice.
2.2 5 Axis CNC Milling
Subtracting material from existing geometries by milling is a common method to produce components with an accuracy and surface quality far better than casting. The commonly achievable range is, depending on the nominal size, in the µm-regime for geometrical tolerances and an Ra of 0.4 µm for surface roughness [3]. The kinematics of the used milling machine determines the complexity of achievable geometries. More axis to manipulate the tool relatively to the workpiece allow machining of more complex shapes.
In contrast to compressor impellers, where milling from solid ingots is meanwhile state of the art, the milling of closed pump impellers is prevented by the high wrapping angle of these components. The wrapping angle describes the angle between the inlet and the outlet of an impeller channel relatively to the impeller rotary axis. Paired with the limited cross sections at the channel in- and outlet the wrapping angle prevents access to the full channel by straight milling tools.
A strategy to overcome these limitations is to combine 5-axis CNC milling with Electrical Discharge Machining (EDM). In this case a wrought billet is milled down as far as possible. Areas which aren’t accessible by straight tools are subsequently removed by EDM.
2.3 Electrical Discharge Machining (EDM)
Electrical Discharge Machining (EDM) is a subtractive manufacturing process where material is removed by means of spark erosion in dielectric fluid. A tool electrode, usually made out of graphite, copper, or tungsten-copper, is approached towards the work piece. If the distance falls below a certain value, the capacitor consisting of the tool electrode and the workpiece is discharged by an arc-over, which removes material from the workpiece.
The advantage of EDM is that very complex shapes can be achieved with a very high accuracy. The machining speed is almost independent of the alloy and there is no mechanical and very low thermal stress induced in the workpiece. The disadvantage is that component specific complex shaped electrodes are required, which are consumed in the machining process. Manufacturing of pump impellers furthermore requires a sophisticated kinematic to enter the impeller channels.
Sulzer has produced large double suction impellers in a combined process of 5-Axis-CNC-Milling and EDM (Fig. 1). But due to the high individual efforts for different geometries and still some geometry limitations in impellers with very narrow channels and at the same time high wrapping angles, the EDM process is only used in special cases.

Double suction impeller produced by 5-axis-milling and EDM
2.4 Laser Metal Deposition
Laser metal deposition is known since many years for metallic part repair. Sulzer Innotec, a former Sulzer division started working with Laser Metal Deposition (LMD) already in 1988. The main application at that time was the repair of worn shafts and turbine blades.
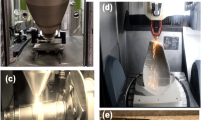
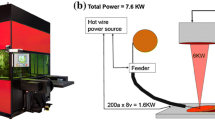
Laser Metal Deposition, which is a specific manufacturing method in the group of Directed Energy Deposition (DED), is a versatile method to add metallic material to a metal surface. LMD can be considered as a laser welding process. Energy is brought to a spot on a part surface by means of a laser beam. The same spot is fed via a nozzle by a constant powder stream transported by an inert gas. Frequently an additional channel is integrated in the nozzle, directing further inert shielding gas towards the welding zone. The laser beam melts a part of the surface as well as the injected powder thus building up a weld bead after the nozzle has moved on and the melt has solidified. By adding multiple weld beads next to each other a dense coating can be applied. Due to the lower heat input compared to conventional welding and the resulting low dilution rate LMD is increasingly used for the application of wear and/or corrosion resistant coatings. 3D geometries can be achieved by adding several layers upon each other via a nozzle guided by a robot. The quality of the as deposited surface is however usually not suited for a usage without prior machining, limiting LMD to the manufacturing of less complex parts.
3 The Hybrid Process
To combine different manufacturing methods in a production process is natural since every method has its own benefits, be it commercially or technically. However, for parts with specific geometries it is technically necessary to switch between different manufacturing methods very frequently and pump impellers can be considered as such components.
The manufacturing of a pump impeller by a combination of LMD and milling would require frequent changeovers from one machine to the other, consuming a lot of time for realignment and acting as a source of machining errors. Therefore, only an integrated machine which has the capability to do LMD, milling, and turning in a single working chamber is able to utilize the full potential of a hybrid impeller manufacturing process.
The present project was executed on a Lasertec 65 3D hybrid machine tool offered by the machine manufacturer DMG Mori. The machine uses a standard 5-axis configuration with 3 axis movement of the tool head (X, Y, Z) and two axes manipulating the table bearing the workpiece (A, B). A schematic representation of the machine axes and the iterative principle can be seen in Fig. 2.

Schematic representation of the machine and iterative manufacturing principle
DMG Mori was the first company to release such a hybrid machine, followed by several other suppliers offering meanwhile similar solutions. However, the installed base of Hybrid Machines in commercial enterprises is still rather low. The majority of installations is up to now in institutes and universities.
The whole machine including additive and subtractive operations is programmed by means of a CAD/CAM software. In a first step a model of the part has to be prepared and each single section for later LMD build-up needs to be separated. Subsequently, the milling and LMD strategies are applied to the separated bodies in order to generate tool-paths, related tool-vectors, and parameter settings. Those are translated by a machine specific post-processor to compile the so-called G-code which operates the CNC machine.
4 Impeller Manufacturing
Because of the specific geometrical features of closed pump impellers additive manufacturing (AM) technologies can potentially be a viable alternative to casting. Notwithstanding that the most common AM technologies like SLM (Selective Laser Melting), LMD, and WAAM (Wire Arc Additive Manufacturing) are capable to produce such impellers, the required geometrical and surface quality cannot be met with an AM process alone. And once a part is generated the restricted accessibility makes post processing a lot more challenging. Potential processes to improve the surface finish of AM generated impellers are EDM, ECM (electrochemical machining) and electro polishing. All these processes require specific machines, tools and process knowledge, adding further complexity to the manufacturing process.
That is the reason why the capability to apply an iterative process of additive and subtractive methods in a single machine is such a big benefit. This approach as described in Sect. 3 allows to produce an impeller based on a milled core part where the LMD portions are added section by section intermitted by subtractive milling steps until the final component is complete. All surfaces of the impeller, even those being not accessible by any milling tool in the final state, can be machined with very high accuracy and surface quality.
A schematic build process of such an approach is shown in Fig. 3. When defining the manufacturing strategy, it is important to consider the capabilities but also the limitations of the processes. This led to the complex shaped milled core (Fig. 3) as starting point for the hybrid process.

Schematic iterative impeller manufacturing process (patent pending)
5 Development Areas
In this chapter the two basic development areas for the manufacturing technologies milling and LMD are described followed by a section that highlights the specific development areas when using LMD as an AM method.
5.1 Milling Parameters and Strategies
Milling is one of the most common and well-known subtractive metal manufacturing methods and thus not a specific focus topic in this paper. Nevertheless, it has to be mentioned that for each material and geometrical characteristic a dedicated milling process has to be developed for optimal results. Such processes include the use of optimized tools, cutting parameters, and milling strategies. The most challenging area with respect to closed impeller manufacturing is the milling of the inner cavities which form the impeller channels. Dedicated technologies such as fast feed milling can be used to reduce machining time.
5.2 LMD Parameter Development
For every alloy a specific parameter set has to be developed. The systematic approach to get optimized parameters is shown in Fig. 4.

General optimization order for LMD weld parameter development
Assuming the laser optics and powder nozzle are fixed via the selection of the machine equipment the first parameters to be evaluated are the laser power, feed rate (velocity of the nozzle and laser), and the powder feed which in combination determine the energy input per unit length, as well as the inert gas flow of the powder feed system and if applicable any additional shielding gas flows. The primary measures to be optimized are the density of the added material and the dimensions of the weld. These are determined in a parameter study based on single track welds. The single tracks are evaluated based on cross-sections for their density and general quality. The weld quality is rated by surface oxidation, the number of defects such as pores or cracks, and the shape of the cross-Section 100% density as well as a regular outer shape is required. Further quality criteria are the overall height and width of the weld bead, the bead angle, and the dilution with the base material. These criteria have to be optimized while trying to maintain a high deposition rate.
Once a set of basic weld parameters have been determined, the interaction of subsequent weld tracks is investigated. For this purpose, several weld tracks are applied parallel to each other with a specific overlap, also called step-over. These tracks are produced in a meandering way. The step-over is varied to find an optimal value that provides an even top surface without having any incomplete fusion or pores between the single tracks. Evaluation is again done via cross-sections.
As a third step for the generic AM material build up the single layers of step two are put on top of each other each shifted by 90° several times resulting in a cubical sample. A very important step is the determination of the exact layer height in such a build. Being a fixed input parameter for the tool path generation an inaccurate layer height can potentially result in an increasing error in the subsequent layers. Since the welding process is done in such a case further and further out of the intended laser focus position and outside the powder nozzle focus the effect can be either self-enhancing or self-healing. If the layer height is programmed too big the welding will happen further and further away from the base material and ultimately fail. If the layer height is programmed too low the theoretical ideal welding area will move further inside the base material. Although this is not ideal for the process it will result in less deposited weld material which is in favor of the subsequent layer and thus a kind of steady state can be reached after a certain number of built layers. For this reason, it is necessary to determine the real layer height as accurate as possible and to enable the program to compensate for slight process variations. To ensure a stable process even with geometrical variations of the component, it is recommended to use a slightly lower layer height for machine programming.
5.3 Build Strategy Development
The development of basic build parameters for an alloy to be applied by a specific LMD equipment and the subsequent material qualification can be done with simple test geometries. However, in order to build an actual component, critical areas which need additional investigation have to be identified and evaluated. Those areas, usually with a more complex geometry require specific parameters that need to be developed and verified. Luckily most of these geometries bear generic problems and the developed parameters can be used for similar geometrical features in other components. In this paper only geometrical shapes which apply for impeller manufacturing as described in Sect. 4 are covered.
A geometric constellation that needs to be looked at carefully for most additive technologies is an overhang (see Fig. 5). An overhang is created if the area in build direction is larger than the starting cross-section of the build. While other AM technologies often require support structures to back the overhangs, the LMD process allows to build overhangs without additional support structures up to a certain degree, as long as the kinematics of the used equipment enable the necessary tool angles. Nevertheless, in case of an overhang build the welding conditions change and need to be compensated. Adding material right on top of an overhanging face increases the powder losses, while some of the existing material can be molten away, which decreases the yield of deposited material further. This effect needs to be compensated by changing the angle of the nozzle, the welding parameters, and/or by depositing additional layers at the overhanging edge. The required compensation measures are dependent on the angle of the actual overhang. Figure 6 shows a sample that was used for overhang build parameter optimization.

Schematic example of an overhang with an angle α

Example of a 45° overhang build
Another area which needs special attention is side-walls that will be integral parts of the created geometry after an LMD-step (see Fig. 7). A side-wall changes the conditions of the feeding- and shielding-gas as well as the heat convection in the welding spot. In such regions the build parameters need to be adjusted according to the shape and angle of the side-wall. Compensation measures can be additional laser passes, adjustments to the toolpath-overlap, or in general adjustments to the basic welding parameters in the connection area. Figure 8 shows a sample used for parameter optimization in side-wall areas.

Schematic example of a side-wall connection

Example of a build connected to a side-wall
A more general question that needs to be answered based on the geometry of the impeller is the build order and sequence. To avoid or to counteract distortion and to keep internal stresses at a minimum, strategies from conventional welding processes can be utilized. As an example, it is often beneficial to keep the part on a uniform temperature level by adding a subsequent AM segment not on a channel next to the recent one but on the opposing side.
6 Qualification
Currently there are no material standards that are specifically aimed at AM via LMD. But contrary to other AM methods LMD is similar enough to conventional welding technologies to be qualified under the same standards framework in many aspects. Customer requirements and specifications are dictating the qualification process depending on the application and thus it is important to develop the qualification process and all requirements in close collaboration with the end users of the components.
6.1 Powder Qualification
In additive manufacturing the quality of the powder is determined by much more than only the chemical composition. Particle size and shape play an important role for achieving defect free components. Flowability is crucial for a steady powder feed. Trace elements in the powder have a much bigger influence on the component quality and the resulting material properties than in casting [4]. The goal is therefore to use only specific powders designed for LMD. Due to the fact that respective standards are not available yet, it is the responsibility of the AM manufacturer to specify the required powder properties and to ensure with the powder manufacturer an unchanging quality of the powder. To avoid any unforeseen problems with variations in the powder quality the entire qualification process was executed with a 316L powder according to the specification of one selected supplier. The importance of very tight powder specs was proven, when the production of test specimen with identical build parameters from 316L powder with equal chemical composition but from a different manufacturer led to inacceptable results due to hot cracking.
6.2 Material/Welding Qualification
In quality terms welding is identified as a “special process” where the quality of the product cannot be fully determined in the finished part by non-destructive testing but has to be ensured by a comprehensive specification and a stringent process control. This approach should be adopted for the LMD process as the quality of the deposited material is mainly determined by the process parameters.
The basic material qualification should be carried out in the form of a classic welding qualification via a welding procedure specification (WPS) and a supporting procedure qualification record (PQR) according to an acknowledged welding code like ASME BPVC Sect. IX [5]. The specification covers all production parameters and their applicable ranges. The parameter ranges are additionally tied to specific component sizes. Mandatory verification tests include tensile-, Charpy-, and hardness-tests as well as the examinations of macro sections. These mandatory tests are complemented by application specific tests such as stress corrosion or pitting corrosion tests, which become part of the WPS/PQR.
All tests are carried out for bulk AM material as well as for transition areas between base and AM material including the heat affected zone.
It has to be mentioned that any change in the material, the equipment, or the process will trigger a new qualification process. The standard AWS D20.1/D20.1 M [6] published by the American Welding Society provides a good guideline how to qualify LMD processes.
6.3 Heat Treatment
A heat treatment can be necessary either to achieve the intended material properties or to reduce internal stresses in the part. Specific heat treatment cycles, deviating from known regimes for forged and cast materials may be required due to the different micro-structure. In all cases the material testing has to be carried out in the final heat-treated condition.
6.4 In-process Monitoring
Because LMD is a continuous process it is important to monitor the most important parameters during the manufacturing process. An example of such a monitoring tool is shown in Fig. 9. The intention is to ensure that the process is running within the pre-defined boundaries as well as to have means of documentation for reference after the build. Triggers to interrupt the AM process might be for example abnormal temperature readings or changes in the powder supply. This way potential damage to the equipment as well as defective parts can be prevented. All monitored parameters are stored in a data file that has a unique identifier to the build job. It is important that all measured parameters are stored together with the axis information of the machine tool in order to be able to track back the exact position within the manufactured part. In case an error or irregularity is discovered in a quality check or throughout the lifetime of the part a correlation between the recorded process parameters and the irregularity can be established.

Process control panel
6.5 Part Quality Checks
The qualification of a component produced via the Hybrid process does not differ significantly from a qualification of conventionally manufactured parts like castings. The part is checked for its geometrical tolerances with templates or 3D scans. The soundness is proven by a dye penetration tests (PT). In addition to these standard procedures, components produced with new AM strategies or new materials should be completely checked by volumetric methods like ultrasonic testing (UT) or computed tomography (CT).
7 Results
Sulzer progressed through all qualification steps described in the previous chapters and produced first demonstrator impellers in fully dense 316L material. All mechanical properties have exceeded the requirements of conventionally manufactured 316L parts while conserving the required corrosion resistance.
Major improvements in geometrical accuracy and surface quality have been achieved up to the level of integrally milled parts manufactured from wrought raw material. Along with the geometrical accuracy balancing efforts have been reduced significantly.
Apart from component quality improvements the main goal of significant lead time reduction has been realized. A production time from raw bar material to final impeller of 80 h without any milling speed optimizations has been achieved already with the first ever hybrid manufactured impellers (Fig. 10).

Example of a pre-machined core part and the finished Hybrid Impeller
8 Conclusions
It has been demonstrated that the combination of LMD with multi-axis milling is a viable solution for the production of closed impellers and other complex shaped parts. Both technologies are well-known and have been optimized over many years. Nevertheless, the specific use of LMD for AM and the direct combination of both additive and subtractive technologies bear some additional challenges that need to be considered in order to produce fully qualified components with good properties. Examples are the parameter development for 3-dimensional builds described in Sect. 5.2 and special geometrical constellations as described in Sect. 5.3.
The major difference of the Hybrid process, compared to the most common metal AM technology (SLM), is how freedom of design can be utilized to produce large complex shaped parts. By SLM very fine and detailed structures can be produced and with the aid of support structures there are almost no limitations to the freedom of design. However, there are still limitations to the overall size of the parts and due to the way the process works, they are always built in parallel planes. LMD on the other hand when controlled with a multi-axis machine tool has the freedom to build in any direction and the direction can be changed according to the geometry of the part. Especially for iterative processes like the one highlighted in this paper this additional degree of freedom is a big benefit. A further advantage of the hybrid process is the achievable high surface quality due to the integrated milling capabilities. Furthermore, the hybrid process allows a potential multi material processing which may be used to create specific functional features.
For the presented scope of work the production time even without machining time optimizations was already a huge step towards a very short lead time. But as briefly described in Sect. 3 the manufacturing program for each component needs to be tailor-made. In order to do the programming efficiently the currently available software solutions need to be developed further. This is done by well-known CAM-software providers in cooperation with users but also customized software automations are developed by end-users to allow for a quick and accurate CAM programming of individual components. This is an important development area which can be the decisive factor for the overall production lead time.
Commercial aspects of the hybrid approach with LMD are very promising. Although the component cost when compared to the conventional casting process is a bit higher the significant lead-time reduction by 4–6 weeks can be the deciding factor when parts are needed quickly. Especially spare parts are an attractive field for this technology. A fast on-demand production can save a lot of inventory in spare part warehousing but also the storage of physical casting models can be superseded. Furthermore, the improved properties like the surface quality can be a deciding factor to go for this alternative production method.
References
Huber, et al.: Process setup for manufacturing of a pump impeller by selective laser melting, industrializing additive manufacturing. In: Proceedings of Additive Manufacturing in Products and Applications – AMPA 2017. Springer, Cham
Sulzer Pumps Ltd.: Sulzer Centrifugal Pump Handbook. Elsevier Science Publishers Ltd., Essex (1989)
Fischer, U., et al.: Tabellenbuch Metall, 45th edn. Europa-Lehrmittel, Haan-Gruiten (2011)
Oerlikon, O.C.: Effect of minor elements on properties of C300 Maraging steel parts by SLM process. In: Additive World Conference on Ind. 3D Printing, Eindhoven, NL, 5th edn. (2017)
ASME: BPVC Section IX-Welding, Brazing, and Fusing Qualifications. ASME, New York (2017)
AWS D20.1/D20.1 M 2019. Standard for Fabrication of Metal Components using Additive Manufacturing, AWS, Miami, FL, USA
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2021 Springer Nature Switzerland AG
About this paper

Cite this paper
Rettberg, R., Kraenzler, T. (2021). Hybrid Manufacturing: A New Additive Manufacturing Approach for Closed Pump Impellers. In: Meboldt, M., Klahn, C. (eds) Industrializing Additive Manufacturing. AMPA 2020. Springer, Cham. https://doi.org/10.1007/978-3-030-54334-1_11
Download citation
DOI: https://doi.org/10.1007/978-3-030-54334-1_11
Published:
Publisher Name: Springer, Cham
Print ISBN: 978-3-030-54333-4
Online ISBN: 978-3-030-54334-1
eBook Packages: EngineeringEngineering (R0)