Abstract
Closed-loop manufacturing enables the integration of waste material and end-of-life products into the manufacturing processes of new products. As additive manufacturing in the form of filament-based 3D printing is becoming more frequently used, this process can be utilized to create a closed-loop process chain for the recycling of plastic waste material. Within the 3-CYLCE project, a modular process chain was developed for treating end-of-life products and extruding printable filament out of shredded waste material. This filament can then be utilized to create new products with 3D printers substituting virgin material. The implementation of the process chain in learning environments is discussed and the possible learning content presented.
You have full access to this open access chapter, Download conference paper PDF
Similar content being viewed by others


Keywords
8.1 Motivation
Environmental pollution caused by plastic waste has become a global challenge originating in the industrial mass production of plastic products. Global supply chains and large-scale manufacturing of products are responsible for a considerable impact on the environment (Duflou et al. 2012). Particularly in developing and emerging countries, where the disposal infrastructure has not been able to keep pace with the development of consumption and waste import, the environment has been severely polluted by large quantities of plastic waste evident also in the rise of ocean plastics (Ostle et al. 2019). Rarely, the waste material flows are recycled or reused. Plastics that are relieved to the environment are not used for energy recovery of the embodied energy in the plastic.
At the same time, desktop 3D printers are increasing in popularity as they become cheaper and refined (Lee et al. 2007). The global market size for additive manufacturing is reported at 13bn USD in 2018 and projected to rise to more than 20bn USD in 2020 (Wohlers associates projected: global additive manufacturing market size between 2016 and 2020 n.d). Additive manufacturing can be an enabler for mass personalization and the introduction of distributed production systems (Rauch et al. 2016). FDM 3D printers offer an accessible, safe and easy to use generative process at comparable low investment and operating costs. A high share of learning factories offers 3D printers, leading to the opportunity to experience the life cycle of products and closed loop manufacturing (Despeisse et al. 2017). A learning factory is a close representation of a real production environment for education, research and training purposes. (Abele et al. 2015).
In engineering education and especially in learning factories, 3D printers are increasingly used for demonstration and teaching on digital fabrication technology as well as for new design workflows. At the same time, FDM 3D printing can enable a new way of recycling plastic waste by using it to manufacture new products (Muschard and Seliger 2015). Using a wire (filament) consisting of one type of thermoplastic, these printers create three-dimensional components from a digital template created on the computer. In the learning factory at the Institute for Machine Tools and Production Engineering (IWF) at Technische Universität Braunschweig, Germany, in collaboration with BITS Pilani, India, a recycling process based on an FDM 3D printer was created allowing value adding activities with waste plastics as input material.
8.2 The 3-CYCLE Process
8.2.1 Circular Material Flows and Closed Loop Production Systems
In mass-scale, centralized production systems, economy of scale effects are utilized to manufacture a high number of products in an economically efficient way. This approach inhibits several negative economic, environmental and social impacts originating in the concentration of the physical activities at one location and leading to long distances to customers. Decentralized manufacturing systems can perform better regarding these impacts under suitable circumstances (Rauch et al. 2016). One step further, realizing localized closed loop production systems can be a strategy towards reducing the environmental impact of manufacturing activities. With the utilization of waste material for the generation of new products, energy and resources consumption within manufacturing systems can be reduced if additional demands for waste material processing do not exceed these of the original raw material provision (World economic forum: driving sustainable consumption: closed loop systems 2009). The implementation of distributed production systems can furthermore strengthen local value creation and might have positive social impacts. A possible material source consists of end of life products from thermoplastics that lost their value (Ashby 2013). The physical, functional, technical, economical and legal characteristics determine the lifetime of a product (Ashby 2013). The nature and characteristics of the reverse flows can be classified in three groups (Juraschek et al. 2017):
-
Returns during the use phase: products are usually slightly used (i.e. returned before the first month) and in most cases still state of the art technology
-
Returns after the use phase: products that have been intensively used and their technology is outdated
-
Returns after the End of Life: products with no competitive functionality (e.g. old equipment and products that need high amounts of energy and resources).
Three general approaches can be applied for end of life products to reinsert residual value: re-use, remanufacturing and recycling (Ashby 2013). The latter one, recycling, is defined as the reprocessing of recover material at the end of life. According to Ashby (Ashby 2013) it can be the best alternative to recover value from waste streams.
The processes for recycling are commonly a series of steps aiming at separating the different materials found in a product. Remanufacturing on the other hand is “the restoration of a used product to like-new condition with respect to quality by replacing components or reprocessing used parts” (Lund and Mundial 1984). Re-use of products requires the return of the product to a further using phase. Utilizing these approaches, negative economic and environmental impacts can be avoided in many cases as compared to disposal or incineration. With the implementation of recycling processes in a production system, the material flows can change significantly as illustrated in Fig. 8.1.

Changed material flow with the implementation of in-house material recycling in a production system (Juraschek et al. 2016)
8.2.2 Utilization of FDM 3D Printers for Closing the Loop
Fused Deposition Modeling (FDM) 3D printers commonly use plastic material in the form of a filament as input for the production process. If the virgin material used for the generation of the filament is substituted by waste material, the environmental impacts of the products system can be lowered (Juraschek et al. 2016). 3D printing can be favorable over conventional manufacturing processes, as even complex products can be produced in small quantities. To transform the waste plastic into filament, a process chain is required consisting of a shredding and separation process for plastic waste, an extrusion process for the production of the filament and a 3D printer (see Fig. 8.2).

Schematic flow of the 3-CYCLE process for plastic materials
As part of 3-CYCLE,Footnote 1 an international student group was established to investigate the recycling process technologically, environmentally and economically as well as to exchange ideas with Indian students in order to realize a meaningful utilization of the process. The existing cooperation of Technische Universität Braunschweig and BITS Pilani in the Indian state of Rajasthan and the infrastructure of the institutes were used as a starting point and expanded in the course of the project. However, for defining the requirements of a recycling process that does not only work in a laboratory environment, the conditions at both sites had to be investigated. In order to optimize the process to the local requirements, information about the available plastic quantities and types were collected and interviews conducted, resulting in the decision of using on Polyethylene terephthalate (PET) as material, as it is widely available in waste flows in India and Germany.
The learning factories were used to perform extensive tests on the extrusion of PET. These experiments helped to identify the right extruder type. A screw extruder and a piston extruder were compared. The screw extruder is a continuous process that allows the continuous extrusion of filaments. The piston extruder is a batch process. The piston extruder has proven to be advantageous for the extrusion of PET and larger material fragments while drastically reducing the need for preparatory work (crushing of the material). However, this again has disadvantages with regard to an additional necessary process step of drying the material. The screw extruder experienced frequent blockages by the inconsistent waste material. During the extrusion process, challenges regarding the moisture in the material and with the resulting vapor during the extrusion process occurred. In order to achieve a uniform result with regard to the filament diameter, a cooling section was developed for the extruded filament before it is wound up. A favorable source for waste material are PET bottles. For processing, the bottles were separated from caps and labels, cleaned, crushed and pre-dried in an oven. PET is a hygroscopic material and if the water content in the material is too high, bubbles are thrown by evaporating water during the extrusion process. Direct pre-drying in the extruder at low extruder temperatures has proven to be advantageous, as the material no longer has any chance of absorbing new water in the atmosphere. The drying process in the extruder takes at 120 °C four hours. The homogenization process in the extruder for the material at 200 °C requires approximately one hour. These values were determined empirically based on several experiments. The dry and warm ambient conditions in India turned out to be an advantage and allowing reduced drying time compared with Germany.
8.3 Implementation in Learning Factories
For the implementation in the learning factories, several learning modules were created based on the 3-CYCLE process as shown in Table 8.1. The learning content is enabled by the physical process set-up and allows project-based and self-guided learning.
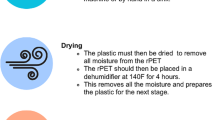
Additive Manufacturing and Direct Digital Production Technologies. With the 3-CYCLE process, learners are able to experience an additive manufacturing process and the generation of the filament required. They can change parameters, influence the filament quality and evaluate the printing outcome. This imparts an understanding of the FDM process, its potentials and challenges. The new digital design and process workflow from CAD model to printed products is also made accessible. The filament extrusion process itself offers several learning fields as shown in Fig. 8.3. The process is set up with different learning activities prepared. Information and labels for the process flows are removable and students can elaborate and test their knowledge in a self-guided way. The integrated micro controllers and sensors can be manipulated. With the built-in quality monitoring, production waste and yield losses can be investigated.

Exemplary learning fields for the recycling process as implemented in the learning factory at TU Braunschweig for engineering education
x
Circular Material Flows and Assessment. The environmental performance and implications of closed loop production systems can be practically investigated with the 3-CYCLE process. Practical learning activities include data acquisition on material and energy flows and the exploration of the influence of process parameters. Further learning content is a module on life cycle assessment of 3D-printed products and the comparison of the closed loop system with a printing process based on virgin raw material. With a screening LCA approach shown in Fig. 8.4, significant parameters and environmental hot spots can be identified.

Framework of screening LCA for the 3-CYCLE process for assessment of the environmental performance and screening LCA results for a case study (Juraschek et al. 2016)
Material Contamination and Ageing. In recycling processes, purity and quality of the acquired waste material is of high importance. This can practically be demonstrated with the 3-CYCLE process. Learners are able to try different sorting techniques for plastic materials and compare their performance. Furthermore, the ageing of the plastic material over the recycling cycles can be investigated. By printing, testing and recycling iteratively the same material, degradation of material quality can be analyzed as results from a student project illustrate in Fig. 8.5. Exemplary results have shown that within in three cycles the material strength degraded to 58–83% of its original value.

Investigation on the ageing of the plastic material regarding strength over several recycling cycles (left) and exemplary investigation of surface quality (right)
Assessment of New Technologies. Due to its modular design, the 3-CYCLE process allows the implementation of new technologies. For instance, a handheld near-infrared spectroscopy device was introduced to the material sorting process and tested regarding its performance for material identification. Learners are enabled to practically experience methods for structured testing and assessment of technology innovations in a near-industrial environment of a learning factory.
8.4 Conclusions
The 3-CYCLE process chain was developed and evaluated in the environment of learning factories and constructed from robust and simple components. The access to such a process opens up many potentials. In addition to the positive effects on people and the environment through the reduction of plastic waste, complex products can also be developed and manufactured with simple means that allow value generation from waste. Furthermore, there is great potential for teaching on the subject of sustainability in manufacturing systems and closed loop production systems. Several influential factors were identified during the project for the success of the 3-CYCLE process (Juraschek et al. 2017):
-
The equipment is required to be of a robust nature and there are only a limited number of machines commercially available on the required scale.
-
The parameters of the extrusion process and the quality of the waste material are most critical for the resulting filament quality.
-
The requirements for the waste material depend strongly on the extruder and influence all upstream processes.
-
The extrusion process is the main energy demanding process and the process allowing most of the learning modules.
-
The development of a continuous recycling and printing process is technically feasible although it would lead to a higher complexity in construction and operation.
A significant challenge was to find the best operating parameters for the environmental conditions at both sites in Pilani and Braunschweig. Especially differences in ambient temperature and humidity influence the process performance. The international cooperation on a scientific and student level has proven to be a successful concept.
Notes
- 1.
The project name refers to the goal to recycle plastic material with 3D-printing.
References
Abele E, Metternich J, Tisch M, Chryssolouris G, Sihn W, ElMaraghy H, Hummel V, Ranz F (2015) Learning factories for research, education, and training. Procedia CIRP 32:1–6. https://doi.org/10.1016/j.procir.2015.02.187
Ashby MF (2013) Materials and the environment Eco-informed material choice. Butterworth-Heinemann/Elsevier, Amsterdam
Despeisse M, Baumers M, Brown P, Charnley F, Ford SJ, Garmulewicz A, Knowles S, Minshall THW, Mortara L, Reed-Tsochas FP, Rowley J (2017) Unlocking value for a circular economy through 3D printing: a research agenda. Technol Forecast Soc Change 115:75–84. https://doi.org/10.1016/j.techfore.2016.09.021
Duflou JR, Sutherland JW, Dornfeld D, Herrmann C, Jeswiet J, Kara S, Hauschild M, Kellens K (2012) Towards energy and resource efficient manufacturing: a processes and systems approach. CIRP Ann - Manuf Technol 61:587–609. https://doi.org/10.1016/j.cirp.2012.05.002
Juraschek M, Bhakar V, Posselt G, Kaluza A, Böhme S, Herrmann C, Sangwan KS (2016) Recycling of plastic waste using fused deposition modeling as a production process. In: Proceedings indo-German conference sustainability, pp 28–33
Juraschek M, Cerdas F, Posselt G, Herrmann C (2017) Experiencing closed loop manufacturing in a learning environment. Procedia Manuf 9:57–64. https://doi.org/10.1016/j.promfg.2017.04.046
Lee CS, Kim SG, Kim HJ, Ahn SH (2007) Measurement of anisotropic compressive strength of rapid prototyping parts. J Mater Process Technol 187–188:627–630. https://doi.org/10.1016/j.jmatprotec.2006.11.095
Lund RT, Mundial B (1984) Remanufacturing: the experience of the United States and implications for developing countries, vol 31. World Bank, Washington, DC
Muschard B, Seliger G (2015) Realization of a learning environment to promote sustainable value creation in areas with insufficient infrastructure. Procedia CIRP 32:70–75. https://doi.org/10.1016/j.procir.2015.04.095
Ostle C, Thompson RC, Broughton D, Gregory L, Wootton M, Johns DG (2019) The rise in ocean plastics evidenced from a 60-year time series. Nat Commun 10:1622. https://doi.org/10.1038/s41467-019-09506-1
Rauch E, Dallasega P, Matt DT (2016) Sustainable production in emerging markets through Distributed Manufacturing Systems (DMS). J Clean Prod 135:127–138. https://doi.org/10.1016/j.jclepro.2016.06.106
Wohlers associates projected: global additive manufacturing market size between 2016 and 2020 (in billion U.S. dollars) n.d
World economic forum: driving sustainable consumption: closed loop systems (2009)
Acknowledgements
The authors express their gratitude to AKB-Stiftung funding the project “3-Cycle: Value creating plastics recycling with 3D-printers”. The project would not have been possible without the effort put in by the students who were working on their student projects and theses: B. Willenbrock, C. Töppe, L. Büth, H. Khandelwal, T. Kher, T. Kaufmann, D. Luedecke & M. Schmidt, C. Gang, F. Schlösser, Y. Yao, L. Kindermann, N. Jaeschke, A. Ekbote, K. Zhou and J. Sieker.
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Open Access This chapter is licensed under the terms of the Creative Commons Attribution 4.0 International License (http://creativecommons.org/licenses/by/4.0/), which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons license and indicate if changes were made.
The images or other third party material in this chapter are included in the chapter's Creative Commons license, unless indicated otherwise in a credit line to the material. If material is not included in the chapter's Creative Commons license and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder.
Copyright information
© 2020 The Author(s)
About this paper

Cite this paper
Juraschek, M., Büth, L., Thiede, S., Herrmann, C. (2020). 3-CYCLE—A Modular Process Chain for Recycling of Plastic Waste with Filament-Based 3D Printing for Learning Factories. In: Sangwan, K., Herrmann, C. (eds) Enhancing Future Skills and Entrepreneurship. Sustainable Production, Life Cycle Engineering and Management. Springer, Cham. https://doi.org/10.1007/978-3-030-44248-4_8
Download citation
DOI: https://doi.org/10.1007/978-3-030-44248-4_8
Published:
Publisher Name: Springer, Cham
Print ISBN: 978-3-030-44247-7
Online ISBN: 978-3-030-44248-4
eBook Packages: EngineeringEngineering (R0)