Abstract
Adoption of sustainable machining techniques shall offer the local industry a cost-effective route to improve its environmental, economic and social footprint when it comes to machine difficult-to-cut materials. This experimental study investigates the behavior of sustainable cutting fluid approaches on active cutting energy (ACE), active energy consumed by machine tool (AECM) and energy efficiency (EE) for machining PMMCs (particulate metal matrix composites) of magnesium at different combinations of rotational speed and feed. Minimum Quantity Lubrication (MQL), cryogenic and CryoMQL machining are performed on in-house developed MQL and cryogenic experimental setups and the results obtained from them are compared with dry machining. The L36 orthogonal array is employed to design the experiments. It is observed that cryogenic machining consumes comparatively lower ACE and AECM among the four cutting fluid approaches. It is found that dry machining provides comparatively lower EE among four cutting fluid approaches. From the main effects plot, it is observed that cryogenic assistance further improves the machining performance of the MQL technique and offers better EE. The results of Analysis of Variance (ANOVA) suggest that rotational speed, cutting fluid approach and feed are the significant parameters that affect the EE in descending order respectively.
You have full access to this open access chapter, Download conference paper PDF
Similar content being viewed by others


Keywords
13.1 Introduction
It has been forecasted by International Energy Agency that up to 2030 the demand for electrical energy increases by 1.7% per year. Manufacturing processes consume about 30% of the total electrical energy produced. Almost all machining processes being a subpart of manufacturing process consume electrical energy for performing work. By considering this fact, it is required to consider energy consumption as an important machinability indicator along with tool wear, cutting force and surface roughness for machining processes (Bilga et al. 2016; Li and Kara 2011). Due to lightweight and exceptional mechanical properties at elevated temperature, the PMMCs of Mg are widely used in the aerospace and automotive industries (Khanna et al. 2019). Machinability of PMMC is poor due to the existence of hard particles within a softer metal matrix. To combat it, cutting fluid is used which reduces the cutting zone temperature, cutting force, surface roughness and tool wear. MQL and cryogenic machining have a low impact on the environment due to a minimum and no usage of cutting oil respectively during machining. These processes do not only decrease the hazards to the operator but also eliminate the chip recyclability process (Khanna and Agrawal 2020; Adler et al. 2006). Though the dry machining does not consume any type of cutting fluid, it is not sustainable because it generates higher surface roughness and tool wear and hence results in lesser product quality and productivity (Canter 2009). So, it will be interesting to compare the above-mentioned sustainable processes with dry machining. In this context, the EE is measured for dry, MQL, cryogenic and CryoMQL machining processes at different combinations of rotational speed and feed. EE is defined as the ratio of ACE to AECM (Bilga et al. 2016). ACE is the net energy consumed during the cutting process while the AECM includes the ACE and the energy losses occurred due to mechanical transmission, electrical motors and electrical networks. The difference between active power consumed by machine tool (APCM) with material removal and without material removal i.e., when the spindle is on but no contact between cutting tool and the workpiece is active cutting power (ACP) and it converts into ACE when it is multiplied by cutting time (Bilga et al. 2016).
Pu et al. (2012) compared surface integrity of machined surface of the AZ31B Mg alloy for dry and cryogenic machining. A combination of large tool radius and cryogenic machining provided higher values of compressive stresses as compared to dry machining.
Kara and Li (2011) made an empirical model of specific energy consumption (SCE) for turning and milling operations for dry and wet machining. The lower values of SCE were observed in the dry machining as compared to wet machining for the same material removal rate.
Madanchi et al. (2019) developed a model to identify the effect of cutting fluid strategies with the change in process parameters (cutting speed, feed and depth of cut) on the energy consumption and cost. This model considered the correlation of elements of the machining system with the change in the cutting fluid strategies.
From the above literature, it can be inferred that the selection of cutting process parameters and cutting fluid influence the machining performance and eventually energy consumption and EE during the machining process.
The industry is facing a decisive challenge to make energy-efficient machine tools for machining difficult-to-machine materials. Research work focused on this theme is required to increase pertinent understanding in order to develop an energy-efficient hybrid machining facility for the local industry. The adoption of sustainable production techniques shall allow the local industry a cost-effective way to fulfill its socio-economic and environmental challenges. In relation to this, the present work compares the effect of process parameters on EE for dry, MQL, cryogenic and CryoMQL machining. It is envisioned that the findings of this work will help in the development of optimized in-house retro-fitted hybrid machining facility.
13.2 Experimental Setup and Design of Experiments
AZ91/5SiC PMMC is used in the form of a 20 mm diameter and 190 mm length rod for turning tests on a conventional lathe. In the final composition of AZ91/5SiC PMMC, 5% SiC is reinforced with 67 μm particle size in the metal matrix of AZ91.
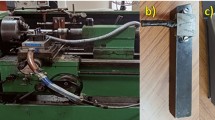
For MQL machining, in-house developed mist generator is used. LRT30 cutting oil is used as a lubricant with 14 ml/h flow rate. For performing cryogenic machining, LN2 was stored in Dewar at 6 bar pressure. To convey the N2 in liquid form from Dewar to the cutting zone, a vacuum insulated hose pipe is used. In MQL and cryogenic machining, 2 mm diameter nozzle is used. For CryoMQL machining, the above two setups are merged in such a way that MQL and LN2 stroke on flank and rake face of the cutting tool respectively. Figure 13.1 describes the experimental setup of CryoMQL machining.

Experimental setup for CryoMQL machining
Here CNMG120404AH DLC (Diamond Like Coating) insert is used with MCLNR2020K12 tool holder. For every experiment, a fresh cutting edge is used to have the same experimental treatment. Fluke 435 (series-II) 3 phase energy and power quality analyzer is used to measure the APCM. To limit the experimental design, the rotational speed, feed and cutting fluid approach is considered as factors (Bilga et al. 2016; Kara and Li 2011). Here L36 orthogonal array is used which consists of three levels of factors namely rotational speed (835 (N1), 557 (N2), 371 (N3) rpm), feed (0.111 (F1), 0.222 (F2), 0.333 (F3) mm/rev) and four levels of cutting fluid approach (dry, MQL, cryogenic and CryoMQL) to analyze the results of ACE, AECM, and EE.
13.3 Results and Discussion
The results of ACE, AECM, and EE are shown in Fig. 13.2. It is observed from Fig. 13.2 that dry machining gives higher values of ACE, AECM and lower values of EE at most of the tests among four cutting fluid approaches. For cryogenic machining, ACE and AECM are found to be the lowest at most of the tests among four cutting fluid approaches except at lower rotational speed and higher feed. The reason for lower energy consumption for cryogenic machining may be a noteworthy grain refinement of Mg alloy on the surface of machined parts at low temperature. It reduces the requirement of cutting force and hence energy (Pu et al. 2012).

Results of AECM, ACE, and EE for different cutting fluid approaches at different cutting parameters
It has been observed that the main effects and interaction plots provide qualitative information regarding the impact of factors on response with direction. Figures 13.3 and 13.4 show the main effects and interaction plots for EE respectively. From Fig. 13.3, it is observed that rotational speed, cutting fluid approach and feed are the significant parameters that affect the EE in descending order respectively. It is evident that as the rotational speed increases the EE increases rapidly. Though there is a marginal difference of EE for the MQL, cryogenic and CryoMQL machining, they have significantly higher value of EE as compared to dry machining. It is also observed that at intermediate feed (0.222 mm/rev) the value of EE is higher. This result does not provide sufficient information if the interaction effect of factors is not considered.

Main effects plot for EE

Interaction plot for EE
From the interaction plot (Fig. 13.4), it is clear that rotational speed with feed and cutting fluid approach with rotational speed strongly affect the EE if the interaction effect of factors is considered. It is also clear from the Fig. 13.4 that for all cutting fluid approaches if the value of rotational speed increases the value of EE increase rapidly.
ANOVA is considered as a valuable tool to predict the impact of factors on response quantitatively with interaction effect (Khanna and Agrawal 2020). Here the p-test is performed with ANOVA to analyze the information regarding the significance of parameters on response. For any parameter having p-value less than 0.05 is considered as a significant parameter with 95% confidence. From the Table 13.1, it is reconfirmed that rotational speed, cutting fluid approach and feed are the significant parameters, which affect the EE by 43.21%, 12.23%, and 5.01% respectively.
In this study, only the spindle network is considered as machining system and the rest of the elements are not included (e.g. air-compressor used for the MQL and CryoMQL machining). If the energy consumed by air-compressor is considered then even lower values of ACE and AECM must be observed in cryogenic machining as compared to MQL and CryoMQL machining. This clearly establishes cryogenic machining as eco-efficient machining.
13.4 Conclusions
This study presents cryogenic machining as an eco-efficient machining technique suitable to reduce energy consumption in modern-day manufacturing processes. Trials are carried out using in-house developed retro-fitted hybrid machining facilities. The following conclusions are drawn from the study.
-
The lowest values of ACE and AECM at most of the turning tests have been obtained for cryogenic machining among four cutting fluid approaches. Cryogenic assistance further improves the machining performance of the MQL technique and offers higher values of the EE.
-
From the results of the main effects plot, rotational speed, cutting fluid approach and feed are the significant parameters affecting the EE in descending order respectively. With the interaction effect of parameters, it is clear that for all four cutting fluid approaches higher values of EE are found at higher rotational speed (835 rpm). It is also clear that the interaction effect of rotational speed with feed and cutting fluid approach with rotational speed affect the EE strongly.
-
From the results of ANOVA, it is observed that rotational speed, cutting fluid approach and feed affect the EE by 43.21%, 12.23%, and 5.01% respectively.
References
Adler DP, Hii WW, Michalek DJ, Sutherland JW (2006) Examining the role of cutting fluids in machining and efforts to address associated environmental/health concerns. Mach. Sci. Technol 10(1):23–58. https://doi.org/10.1080/10910340500534282
Bilga PS, Singh S, Kumar R (2016) Optimization of energy consumption response parameters for turning operation using Taguchi method. J Clean Prod 137:1406–1417. https://doi.org/10.1016/j.jclepro.2016.07.220
Canter N (2009) The possibilities and limitations of dry machining. Tribol Lubr Technol 65:40–44
Kara S, Li W (2011) Unit process energy consumption models for material removal processes. CIRP Ann Manuf Technol 60:37–40. https://doi.org/10.1016/j.cirp.2011.03.018
Khanna N, Agrawal C (2020) Titanium machining using indigenously developed sustainable cryogenic machining facility. In: Gupta K (eds) Materials forming, machining and post processing. Materials forming, machining and tribology. Springer, Cham
Khanna N, Suri NM, Agrawal C, Shah P, Krolczyk GM (2019) Effect of hybrid machining techniques on machining performance of in-house developed Mg-PMMC. Trans Indian Inst Met 72(7):1799–1807. https://doi.org/10.1007/s12666-019-01652-w
Li W, Kara S (2011) An empirical model for predicting energy consumption of manufacturing processes: a case of turning process. Proc Inst Mech Eng Part B J Eng Manuf 225(9):1636–1646. https://doi.org/10.1177/2041297511398541
Madanchi N, Thiede S, Gutowski T, Herrmann C (2019) Modelling the impact cutting fluid strategies on environmentally conscious machining systems. Procedia CIRP 80:150–155. https://doi.org/10.1016/j.procir.2019.01.068
Pu Z, Outeiro JC, Batista AC, Dillon OW Jr, Puleo DA, Jawahir IS (2012) Enhanced surface integrity of AZ31B Mg alloy by cryogenic machining towards improved functional performance of machined components. Int J Mach Tools Manuf 56:17–27. https://doi.org/10.1016/j.ijmachtools.2011.12.006
Acknowledgements
The authors would like to thank the SERB-DST, Government of India, for the financial support given under the Project (ECR/2016/000735) titled ‘‘Design and Development of Energy Efficient Cryogenic Machining Facility for Heat Resistant Alloys and Carbon Fibre Composites’’. Authors are also thankful to Prof. N. M. Suri (Punjab Engineering College, Chandigarh) for sharing the in-house developed AZ91/5SiC PMMC material to evaluate its machining performance.
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Open Access This chapter is licensed under the terms of the Creative Commons Attribution 4.0 International License (http://creativecommons.org/licenses/by/4.0/), which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons license and indicate if changes were made.
The images or other third party material in this chapter are included in the chapter's Creative Commons license, unless indicated otherwise in a credit line to the material. If material is not included in the chapter's Creative Commons license and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder.
Copyright information
© 2020 The Author(s)
About this paper

Cite this paper
Khanna, N., Shah, P. (2020). Energy Efficiency Analysis for Machining Magnesium Metal Matrix Composites Using In-House Developed Hybrid Machining Facilities. In: Sangwan, K., Herrmann, C. (eds) Enhancing Future Skills and Entrepreneurship. Sustainable Production, Life Cycle Engineering and Management. Springer, Cham. https://doi.org/10.1007/978-3-030-44248-4_13
Download citation
DOI: https://doi.org/10.1007/978-3-030-44248-4_13
Published:
Publisher Name: Springer, Cham
Print ISBN: 978-3-030-44247-7
Online ISBN: 978-3-030-44248-4
eBook Packages: EngineeringEngineering (R0)