
Abstract
This chapter presents the evaluation of Twin-Control in an automotive validation scenario consisting in the production line of a RENAULT electrical motor component that is composed by three COMAU machine tools. Automotive industry requires very optimized and controlled machining process, due to large batches and tight margin cost. In addition, life-cycle features like energy consumption and maintenance costs are of special relevance. The evaluation covers the different stages of the product developing cycle. This document highlights different obtained results of the implementation of Twin-Control features and their impact. Great benefits are provided to the industrial end-users.
You have full access to this open access chapter, Download chapter PDF
Similar content being viewed by others


Keywords
1 Introduction
The previous chapters of this book have presented the different features developed in Twin-Control project, including results obtained in research environment. However, as this project has aimed to provide insights of industrial applicability and positive impact on end-users, a special effort has been done in the industrial evaluation.
Automotive sector is well-known for its large batch sizes and tight margin costs. Manufacturing processes are optimized at high level, and features like energy efficiency and maintenance are very relevant due to the correspondent cost reduction. In this line, the application of Twin-Control features is, thus, of special interests for this sector.
The chapter is structured as follows. After this introduction, an overview of the automotive validation scenario is provided in Sect. 16.2. In Sect. 16.3, the industrial evaluation approach applied in Twin-Control is presented. Section 16.4 presents the implementation and results obtained with Twin-Control features, with a special attention to the impact caused by these features in the end-users. Finally, the last chapter covers the conclusions.
Section 16.2 of this chapter provides an overview of the automotive validation scenario. In Sect. 16.3, the industrial evaluation approach is presented. Section 16.4 presents the implementation and results obtained with a special attention to the impact caused by these features in the end-users. Finally, the last section covers the conclusions.
2 Use Case Description
The automotive validation scenario is located at Cléon plant of RENAULT, in France. This plant produces gearboxes and engines for the RENAULT–Nissan Alliance car assembly plants all over the world. For the validation, three machine tools of the production line “Module 6”, dedicated to the machining of the stator housing of RENAULT electric motor, were used.
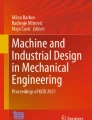
This validation set of machines is composed by two COMAU Urane 25 V2.0 and one COMAU Urane 25 V3.0 machine centres. The three machines have the same basic characteristics; only versions of scales, tool magazine and control human machine vary. These machines, illustrated in Fig. 16.1, are composed of one spindle, four axes (X, Y, Z and B) and a palletizer with two clamping systems. They are controlled by a SIEMENS Sinumerik 840D CNC.

COMAU Urane 25
The process implemented in the presented line consisted in the machining of an aluminium housing, called CMOT part (Fig. 16.2), used in RENAULT’s electric motors. Two machining steps are performed: OP110 and OP120. Face milling, drilling, tapping and boring are the most important machining processes. A complete description of the machining process was provided by RENAULT to the technical partners of Twin-Control.

General view of the CMOT part, used to validate most of Twin-Control features in the automotive validation scenario
By the end of the project, a new process was being set up for the selected manufacturing line. In this case, the machining of an aluminium carter illustrated in Fig. 16.3 is called POC part. Twin-Control simulation capabilities have been used to provide a feedback in the machining process design stage.

General view of the POC part, implemented in the validation scenario at the end of the project
3 Evaluation Strategy
The evaluation approach defined in Twin-Control project is linked with the different scenarios of use (SoU) defined by the end-users at the beginning of the project:
-
Scenario of Use 1: Machine Tool Design
-
Scenario of Use 2: Process Design
-
Scenario of Use 3: In-line Operation
-
Scenario of Use 4: Maintenance
-
Scenario of Use 5: Quality Control.
For each scenario of use, results obtained with Twin-Control are presented and the impact on end-users is evaluated.
4 Scenario of Use 1: Machine Tool Design
The tools and capabilities developed in Twin-Control create a new design environment for machine tool builders which allow to optimize the machine design through simulations. Since automotive energy efficiency is very relevant, the application of the developed energy simulation models is presented, together to the results obtained with the Virtual Machine Tool.
4.1 Virtual Machine Tool with Integrated Process Models
4.1.1 Implementation and Results
A Finite Element (FE)-based kinematic and dynamic model of the Urane 25 V3.0 machine has been done using SAMCEF Mecano software (Fig. 16.4). The model covers machine structure, feed drives and motion control loops. Specific validation of this simulation model was performed by using hammer tests and positioning movements. The results are presented in Sect. 2.1 of this book.

CAD model of the COMAU Urane 25 V3.0 used for the its Virtual Machine Tool model
The virtual machining module has been configured for the automotive validation scenario. For that, characteristics of the cutting tools applied in the validation use case have been collected and stored in a table-shape database (Table 16.1) to be used by the simulation tool.
Results applying a sample part to the integrated simulation tool that combines machine tool dynamics and machining process are presented in Sect. 4.1 of this book. The integrated simulation tool has not been used for the validation part. Instead, within Scenario of Use 2, the process models have been directly applied.
4.1.2 Impact
COMAU manufactures a standard family of machine tools for automotive industry. Each model of COMAU machine tools is manufactured and sold for more than several thousand units. So, it is necessary that each new machine be validated, tested and industrialized before being launched on the market and mass production. The current product development process of COMAU is illustrated in Fig. 16.5, and it takes an average of three years.

Current product development process for COMAU
The first step in current product development process is to define, study and validate the concept of the new product. The second step is to study and manufacture a first prototype which will be used for internal validation tests. The third step is to study and manufacture a second “debugged” prototype which includes all improvements and/or modifications detected with the first prototype. The second prototype is tested in a real industrial condition (e.g. a customer product line). The last and fourth step is the product industrialization and adaptation for the serial and mass production. Usually, the first industrial project made by the new machine will be used for the industrial validation tests.
The application of Twin-Control in the product development process will have a direct impact on the prototyping stage, i.e. second and third steps, of the current process. By using the virtual modules and tools developed by Twin-Control project, it could be possible to identify the main problems virtually and to solve and debug them during the study phases; it means that the major part of the product validation and tests could be done virtually, and the final validation could be done by the first prototype, as shown in Fig. 16.6. After internal tests and light modification, this first prototype could be shipped to a customer plant for industrial validation tests. It is expected a reduction of 10% in time and costs in the product development process with the application of Twin-Control.

Proposed product development process for COMAU with the application of Twin-Control
4.2 Energy Efficiency Models
4.2.1 Implementation and Results
The offline energy efficiency models, which are described in Sect. 2.3 of the book, have been applied in the automotive validation scenario. With the help of the developed library, COMAU Urane 25 V3.0 machine has been mapped. Manufacturer’s information such as fluid or electrical plans has been used for this purpose. The parameterization of the component models is carried out via data sheets, which allow a simple adaptability to different applications.
To analyse the energy optimization potentials, all energy-relevant aggregates were measured. Table 16.2 shows the measurement results of the machine’s current energy consumption. As described in this chapter, all three machine-related approaches to increase the energy efficiency (see Fig. 2.2 in Sect. 2.3) are applied to the Urane 25 V3.0 machine tool.
As the Urane 25 V3.0 machines were designed and manufactured about 15 years ago (2003), the components used at these machines (motors, pump, chiller, etc.) are less energy efficient compared to the components which are available on the market in 2018. By applying the offline energy simulation models, which are described in Sect. 2.3, the following measures and design modifications are proposed:
-
replacing the current electric drives with more efficient IE4 motors
-
implementing a switch-off mode for the hydraulic system pump
-
replacing the cooling fluid pump with a better-suited pump
-
replacing the current chiller with a more energy-efficient chiller.
4.2.2 Impact
The overall energy savings potential of the COMAU Urane 25 V3.0 machine analysed in the automotive validation scenario by applying energy-efficient design principles and by using energy-efficient components is summarized in Table 16.3. A total energy reduction of the 34.7% can be achieved in the COMAU Urane 25 V2 and V3.0 machine. These components (or similar alternatives) are used in the last generation of the Urane 25 V8 machines.
5 Scenario of Use 2: Process Design
The process models developed in the project provide the possibility to simulate in advance the manufacturing processes analysing the effect of different process parameters. This way, end-users have a great chance to reduce design time and to define optimized processes, leading to a minimization of the set-up time and a better performance of the process.
5.1 Machining Process Models
5.1.1 Implementation and Results
The Twin-Control process models have been applied to the boring operation of RENAULT’s motor case of the automotive validation scenario, illustrated in Fig. 16.7. This operation is the most critical in the validation part.

Boring part operation in the automotive validation process
A depiction of the simulation is shown in Fig. 16.8a, where the two-sided boring tool is modelled as a large-diameter drilling tool with two flutes.

Simulation of the big boring of the CMOT part: a description of the simulation; b obtained results
One challenge for this simulation is that the original stock geometry is not known with certainty, where the stock ID from the forge set at 253 ± 1 mm is provided. Furthermore, the large size of the tool relative to the part geometry created issues for determining tool workpiece engagement with precision. To account for these issues, the part STL geometry is created with a tapered inner surface, which starts with an ID of 254 mm at the start of the cut, and 242 mm at the end of the cut. Additionally, the tool mesh and the engagement precision are set very fine to capture changes to the TWE due to small changes in the part ID.
The results of the simulation are shown in Fig. 16.8b, where the simulated torque is compared with the on-machine torque measurements. Both sets of torque data increase throughout the cut due to higher chip load as the stock ID decreases. The simulated data shows several locations where the torque drops to zero. These drops are due to errors in the TWE calculation, which are complicated here due to the large size of the tool relative to the part geometry. Ignoring these errors, the path of the simulated torque indicated by the thick dashed line in Fig. 16.8b closely follows the measured torque profile throughout the cut.
Accurate torque predictions from the updated process model give process planners the opportunity to look for issues with a machining operation before a part is produced. Figure 16.8b shows an example of how this can be used to prevent torque overload. The spindle used here has a torque limit of 27 Nm at 5000 RPM. It can be seen from these results that the torque limit is surpassed close to the beginning of the cut. It is known from the machine measurement that the tool feed slows during the operation, and it is also possible the torque overload caused a decrease in the spindle RPM as well. The overall result is an operation which takes longer to complete than planned and which pushes the spindle to its performance limits.
A second implementation of the process models developed in Twin-Control is presented next. RENAULT needs to define the machining process to manufacture a new aluminium automotive part, and the process models are used as support tool. The part under consideration, which is shown in Fig. 16.3, has a large cantilever plate section which must be machined. Because of the large overhang, vibration issues are expected to be the greatest risk at this region. Two machining strategies will be simulated for this section which will result in different loads on the part, and the process with the lowest risk of chatter will be recommended. For the current simulations, the tool is modelled as a 32-mm-diameter, 5-fluted, zero-helix flat-end mill; the material is modelled as the same aluminium alloy as used in the previous example, the tool feed rate is fixed to 0.1 mm/tooth, and 2 mm of material is removed from the face of the part (Fig. 16.9).

New automotive part with large overhang region which will be simulated for both face and side milling
Before the Twin-Control simulations are run, FEA analysis is used to predict the dynamic response of the part geometry when mounted to the machine. As the part is assumed to be flexible in this case, simulated part FRFs are used during dynamic analysis, and the tool is assumed to be rigid relative to the part. Considering the FEA model of Fig. 16.10, FRFs are computed performing harmonic responses on the desired frequency range with unitary loads on a set of selected nodes, while measuring the resulting accelerations (magnitude and phase) at the same nodes.

FEA set-up to obtain part dynamic response of the POC part to be manufactured by RENAULT
The FEA simulations provided FRF data at multiple locations along the cut regions. To simplify the simulation process, only FRFs at the most flexible region of the cut are considered. Further, only FRFs in the most critical direction are considered for each process. In the current model, only radial cutting forces influence chatter for a flat-end mill, so the critical FRFs for the facing operation are FRFXX and FRFYY, and the critical FRF in the side milling operation is FRFZZ, as shown in Fig. 16.11a.

a FRF data used for the facing and side milling simulations, b the resulting stability roadmaps from both simulations and c the resulting average simulated torque for both simulations
The resulting stability roadmaps for each simulation are shown in Fig. 16.11b. It is clear from the stability roadmap results that the two operations, while removing the same amount of material, differ greatly in terms of chatter risk. From the FRF data, the part is significantly more flexible in the Z-directions, and this flexibility increases likelihood of chatter for side milling, where radial forces act primarily in the Z-direction. The stability roadmap results for the face milling operation show a significant reduction in the chatter risk. This is due primarily to higher part stiffness in the X and Y directions.
To provide additional means of comparing the two operations, torque loads are also simulated to determine if there is a significant difference in process loads between the two strategies. The results from Fig. 16.11c show that the resulting process loads are similar in both strategies, with an approximate 20% difference between the two strategies throughout the operation. This result indicates the process should be decided based on the chatter simulations, where the results differ greatly between the two operations.
From the simulation results in Fig. 16.11, the facing operation is better suited to this application. While it is predicted that no chatter will occur at 5500 RPM for the side milling case, the conditions are close to the stability boundaries, and there is still a potential of chatter. The facing operation shows a larger separation between the stability boundaries, especially at 5500 RPM. Furthermore, the predicted spindle torque load is approximately 20% lower throughout the facing operation. As a result, face milling at 5500 RPM is recommended for this application with the current tool and part material. Note that these results and recommendations serve as a starting point for the process design based on the available information. At a later stage in development, the simulations should be updated with new data, such as actual part FRF measurements, to further improve the process design.
5.1.2 Impact
Table 16.4 presents the average duration of the different stages of the new process design and set-up procedure for RENAULT. The large batches required for their processes make this procedure very time-consuming since it requires the preparation of specific material for the process (fixture, tooling and even the machine).
In the third column, the impact expected by the application of Twin-Control features is included, which is mainly linked to the reduction of the process design stage, the reduction in time to select the best machine tool for the process, and a minimization of trials for process set-up. A reduction of the 11% of the total design time is expected.
6 Scenario of Use 3: Process Control
In Scenario of Use 2, features to optimize the design and reduce the set-up of machining process are presented. Under ideal conditions, the operator should only run the designed process each time a new part is required. However, real industrial conditions are far from being controlled and unexpected events can occur: tool breakage, collisions, variation of material and dimensions of raw parts, etc.
The application of Twin-Control at machine operator level leads to a minimization of the impact of the undesirable events during production and to optimize productivity.
6.1 Local Machine Tool and Process Monitoring and Control Device
6.1.1 Implementation and Results
The monitoring equipment based on the ARTIS Genior modular and updated in Twin-Control will be able to improve process control and facilitate operator’s activities. Three new features developed in the project, apart from the process monitoring available in ARTIS, have been implemented in this industrial scenario.
6.1.1.1 Collision Avoidance System (CAS)
The newly developed collision avoidance system (CAS), from ModuleWorks, provides real-time verification and clash detection during the milling process through CNC controllers. CAS has been implemented in the automotive validation scenario.
Implementation of CAS system is based on geometric computation of spatial positions of bodies that are involved in the machining process. As a mandatory prerequisite, a machine tool model must be provided to the CAS kernel. Such models must include not only the geometric descriptions of the machine tool components, but also kinematic dependencies and proper coordinate transformations of all machine elements to be considered.
To simplify the preparation of the machine tool data, MachineBuilder application has been developed, as shown in Fig. 16.12. MachineBuilder application has a dedicated graphic user interface allowing a CNC developer seamless integration of the existing CAD data of the machine tool into CAS system. The machine model includes machine elements along with fixture and stock geometry. The kinematic tree can be created within the application as well.

Screenshot of the MachineBuilder application showing COMAU Urane 25 model
In addition to kinematics and geometry of the machine model, different collision-checking options may be applied. This way, the machine model elements to be considered for potential collisions are defined. For instance, a collision check between machine tool elements or between cutting tools and machine elements can be done, as shown in Fig. 16.13. It is also possible to specify any custom rules for machine elements defined in the kinematic tree.

Collision-checking options for CAS
Figure 16.14 shows the integration of the CAS model of the COMAU Urane machine tool in a SIEMENS 840D controller, the same used in the machines located at the validation scenario.

CAS integration of COMAU Urane machine in SIEMENS 840D control
Collisions on the machines tools are usually result in expensive and lengthy repair and maintenance procedures. The risk of collisions becomes much higher if a new operation is set up or changes in fixtures/tooling applied. Often such seemingly small changes are overlooked and executed on a machine without proper verification. CAS system can serve as the last guard to protect the equipment. If a collision is detected, the machining process is stopped before an actual collision occurs to prevent expensive machine damage and downtime. The end-users may assure that the human-factor or inefficient verification software will cause production losses.
6.1.1.2 Energy-Based Condition Monitoring
In the following paragraphs, the results obtained through the application of the Kalman-Filter-based disaggregation algorithm in the frame of the automotive use case of the Twin-Control project are described. The aim is to determine the energy requirements of the machine tool at component level.
Since the gearbox production has a central coolant treatment system, only the machine’s auxiliary units are examined. The electric power consumption of the components was measured during a temporary measurement over several production cycles. The cooling module could only be measured as one unit, but for the disaggregation it is subdivided into its components, which are a cooling compressor and a fan. The collective consumer called “other consumers” includes all electrical auxiliary units of the machine, which are not listed above. As can be seen in Fig. 16.15 most auxiliary units are constantly switched on during the production mode. Only the compressor of the cooling module is a cyclic consumer, while the fan of the cooling module is constantly switched on. Therefore, except for the collective component “other consumers”, all components are regarded as constant consumers.

Overview of the switching states of the auxiliary units of the COMAU Urane 25 V3.0 machine
Figure 16.16 compares the measured and disaggregated power for the production mode. Table 16.5 compares the average measured values and the average disaggregated power values with the errors, which calculated according to Eqs. 1 and 2 in Sect. 3.4 of this book.
The accuracy of disaggregation increases if the individual components are switched on one after the other and have enough time for the teach-in process. However, this is not always possible due to the technical restrictions and the request for short cycle times. Since most components of the COMAU Urane 25 V3.0 machine tool are permanently switched on, the influence of the initial conditions is dominant. Therefore, a good training process, which requires either stepwise switched components or multiple successive switching operations of the same component, is not possible in this case. The presented disaggregation approach is much better suited, and will give better approximations of the consumed power, for machines that have such a training phase.
Since the power consumption of the fan of the cooling module could not be measured separately, the measured power was determined from the power of the entire module when the compressor is switched off. According to the electrical circuit diagram, the nominal power of the fan is 620 kW, which confirms the approximation of the fan’s actual power consumption. Decisive information to map the load peaks of the hydraulic pump (second diagram in Fig. 16.16) or the HP-coolant pump (third diagram in Fig. 16.16) of the COMAU machine is missing. Significantly, more precise results could be achieved if the corresponding signals were integrated into the disaggregation model. Furthermore, the consequently falsified disaggregation, which is distributed to all other components, would be lower. Therefore, the accuracy of the disaggregation of the other components could also be increased. The disaggregation results of the cooling fluid pump (first diagram in Fig. 16.16), the cooling module’s fan and the cooling module’s compressor approximate the measured power consumption relatively well.

Comparison of disaggregated and measured power for the auxiliary units of the COMAU Urane machine
The presented approach can be used for cost-effective energy monitoring. Even if an exact power disaggregation of industrial components is difficult, the presented approach offers a cost-effective and simple possibility to estimate the energy demand on component level.
6.1.1.3 Implementation of a Demand-Oriented Control
Currently, the Urane 25 V3.0 machine installed at RENAULT is used with two operating modes, a production mode and an idle mode. The power consumption of the two operating modes is shown in Table 16.2. The axes are not moved in idle mode, and therefore have only low power consumption, but no automated switch-off has been realized. During idle mode, the power consumption of the other auxiliary units deviates only slightly from the power consumption in production mode. The cooling module compressor is switched on and off in a timed manner, which is why the power consumption is also independent of the operating mode. The HP-coolant pump and the hydraulic pump have reduced power consumption because the requirements for these components are reduced in idle mode, but there is no automatic switch-off.
After consultation with COMAU and based on the results provided by the disaggregation approach and the offline measurements, the following operating modes for the Urane machine tool are proposed. The operating modes are already available on the Urane 25 V3.0, but currently they are not used by RENAULT.
-
Production mode
-
Operational mode
-
Stand-by mode
-
Switched-off mode.
When implementing a demand-oriented control of the auxiliary units, the technical restrictions and start-up times must be respected. The proposed operation modes consider the existent restrictions and switch off the modules only when it is safe for the components and the machine. In production mode, after 1 min of inactivity, the drives, the hydraulic system pump and the HP-coolant pump are switched off to operational mode. The breaks of the drives are of course activated during this time. After 10 min of inactivity, the machine is switched to stand-by mode, which means that the cooling fluid pump and the cooling module are additionally switched off. In the last step, the machine is automatically switched off after 1 h. Table 16.6 gives an overview of the energy consumption in the energy-optimized scenario.
Figure 16.17 shows the power consumption of the drives and other consumers of the COMAU Urane 25 V3.0 machine and the correspondent machine state (1 for producing and 0 for idle time) for a certain period of measurement. Based on these machine states, the downtime frequency and the duration were calculated, as shown in Fig. 16.18. Even if most of the idle times have short duration, there are several events showing long idle times. The reduction of energy consumption during this stop periods will lead to great reduction in the total energy consumption for each machine.

Power consumption of Urane’s drives and other consumers (in blue) with the machine state (1 = producing 0 = idle time) for the period of 1 to 15 of April 2018

Frequency of machine idle time for the period from 1 to 15 of April 2018
To prevent downtime due to waiting periods during the start-up phase of the machine, the Urane should be automatically started, after longer switched-off periods, 15 min before the first production order is scheduled in the production planning system.
6.1.2 Impact
The cycle time of the validation part selected for Twin-Control is 7.4 min and represents the typical process carried out by RENAULT. Due to the high level of optimization at process design stage due to its impact in the large batch, there is no big expectation from the application of adaptive feed rate control and its impact in the cycle time.
RENAULT can produce up to 7000 parts per month at Cleon plant, with a very small rate of scrap part production (average of 25 scraps per month). This fact, together with the limited cost of each scrap part (for the validation part it is around 119 €), highlights the great automatization and process control of RENAULT and the limited impact of Twin-Control feature application.
A very small percentage of the total part cost is assigned to tooling. This is mostly caused by small tool wear in aluminium machining. The tool life is expected to increase from 5 to 10% with the application of Twin-Control process monitoring. However, the impact to the overall process is very limited.
For collisions, once the process is set up, machines work in automatic mode and performing the same process. Hence, no collisions occur in this use case.
Regarding the non-intrusive energy monitoring, the choice of the switching signals has a high impact on the accuracy of the disaggregation. Table 16.5 compares the average measured values and the average disaggregated power values with the errors. By applying this approach with additional switching information, good estimations of the energy consumption on component level will be possible. A survey among different measuring equipment manufacturers showed that the costs for sensors, data evaluation modules, their implementation and maintenance for a hardware-based measurement set-up are between 8.000 and 18.000 €, while the costs for a non-intrusive measurement are approximately below 3.500 €. At this point, it must be emphasized that these are common market prices and not the prices of individual manufacturers. The actual cost savings depend on the number of auxiliary units, the implemented sensors and power analyser modules, as well as the workload during commissioning. Therefore, considerable cost savings can be realized on each machine by implementing a non-intrusive energy monitoring algorithm.
Due to the implementation of a demand-oriented control, the energy consumption of the Urane 25 V3.0 machine tool can be reduced during idle time, as presented in Fig. 16.19. Compared to the production mode, the power consumption of the machine can be reduced by 47% in the operational mode, by 88% in the stand-by mode and by 100% when it is switched off. When considering the actual production scenario of the machine, which is shown in Fig. 16.17 for the period 1–15 April 2018, a total energy saving of 35% can be realized through the implementation of a demand-oriented control.

Energy savings potential of demand-oriented control of the COMAU Urane 25 V3.0 machine tool
7 Scenario of Use 4: Maintenance
Main activity to ensure good performances of machine tools consists in preventive maintenance intervention. Most of the time these interventions are scheduled according to machine operating hours or number of produced parts.
Although that systematic preventive maintenance reduces, the number of unexpected failures not all is avoided. On the remaining failures, a small percentage is not predictable, but most of them can be anticipated by analysing behaviour drifts of the machine tools.
7.1 Fleet Management System
The cloud-based fleet-wide platform for machine tool developed in Twin-Control project runs performance and health index algorithms on a huge number of machine tools that automatically upload collected data on the fleet server.
Algorithms are based on a multi-criteria analysis framework. They are parametrizable to fit with machine’s specific characteristics and usage. Also, they are robust to consider real working conditions of machine tools.
The cloud-based fleet-wide platform capitalizes all the information on all connected machines to support trend analysis of indicators, which is the first step towards predictive maintenance policy.
7.1.1 Implementation and Results
Within the project, the cloud platform for machine tools is hosted on a dedicated server and available at https://twincontrol.kasem.fr/. RENAULT machine’s fleet, used for the evaluation of the automotive use case, is composed of three machines. For this industrial use case, fleet-wide platform receives and analyses data in batch flow.
RENAULT produces small parts in series with a short cycle time. It means that, for each part behaviours, indicators are computed and, then, a trend analysis is performed for each indicator. Next, some examples of the results obtained in the fleet-wide platform are presented. These results present the detection and correlation of different events, which will serve as reference for predictive maintenance actions in the future.
7.1.2 Spindle Over-Speed Fault
According to machine program phases, i.e. for a couple tool and operation, several indicators have been defined mainly based on the spindle torque evolution. One of them is based on the saturation length during machining. Figure 16.20 compares the torque raw signal, while machining with tool 5504 in two different dates. Graphs show that at the end of cutting the torque reaches the maximum level. These observations are linked to the simulation results obtained applying the process models, as depicted in Fig. 16.8, where it was estimated a required torque for the boring operation that was very close to the spindle limits. Either tool wear or excessive raw material can lead to the spindle overload.

Torque raw signal while machining with tool 5504: a September 2017; b January 2018
By following the trend of the saturation length per cycle, over-speed fault of the spindle is anticipated as depicted in Fig. 16.21. In the presented case, anticipation time is around 15 h. Fault is confirmed by RENAULT computer maintenance management system (CMMS), where a replacement of the tool is indicated at the fault time, as shown in Fig. 16.22.

Spindle over speed fault anticipation

Extract from RENAULT CMMS, Spindle speed fault on 2018/01/10 (in French)
7.1.2.1 Tool Wear
Spindle torque-based indicators can be used to follow the tool wear curves. Several experimental studies show that the tool wear is given by a characteristic law depicted in Fig. 16.23. Three zones are considered: the adaptation zone (1), the linear wear zone (2) and the accelerated wear zone (3). Systematic tool change is based on a theoretical evaluation of the end on linear wear zone.
Figure 16.24 shows an example of the tool wear estimation for tool 5208 based on spindle torque measurement. The accelerated tool wear zone can be clearly identified in both operations made with this tool for each workpiece. Accelerated wear zone is detected around 130 parts before is changed. As shown in Fig. 16.25, tool is replaced by RENAULT based on “frequency”, i.e. maximum parts produced counter is reached, and not for accelerated wear. Machining with tools in the accelerated wear zone increases risks of both tool breakage and quality problems on the workpiece.

Characteristic law of tool wear

Accelerated tool wear zone detection

Extract from RENAULT Tool replaces tracking system (in French)
Another example of tool wear is reproduced in Fig. 16.26 and shows the mapping of the indicator and the tool tracking system according to the two kinds of workpiece. The comparison highlights the correlation between rupture in torque-based indicators and replaces dates and shows two accelerated wear events (circled). Indeed, the first zone caused some grooves on the workpiece.

Comparison of torque-based indicator and tool replace dates (Tool 5512)
7.1.2.2 Workpiece Streaks
Trend analysis of torque-based indicators when not cutting, i.e. when tool comes out the workpiece, has been correlated to streak failure detection in the machined part. In this case, the considered behaviour is not an accelerated increase, but an abnormal decrease as depicted in Fig. 16.27.
Streaks were detected on one workpiece during quality control and caused by a problem on a valve in antivibration system as shown the extract of the CMMS in Fig. 16.28.

Indicator behaviour before streak detection

Extract from RENAULT CMMS, streak detection on 2018/01/30 (in French)
7.1.3 Impact
Main benefit proactive events are that machine tool users do not suffer the failure. They have time before the drift become a failure to take decision. Indeed, the knowledge of the drift allows to investigate and to identify the root causes in advance and according to the dynamic of the drift:
-
1.
Wait for the next planned machine stop without stopping production by keeping drift under control using compensative maintenance actions. For instance, in case of chip accumulation in one axis motor, a solution could be to clean the affected area periodically.
-
2.
Find the right time to make the intervention. By instance, in case of shift-operating workshop use time between shift change having everything prepared before.
In case of linear motor failure, used in COMAU machines, the replace of the motor takes around 20 h for two experimented maintenance technicians. It means that, in case of motor failure, it is necessary to call off-duty people which adds extra costs to the intervention and increases machine downtime. In this scenario, the knowledge of the risk of failure several days in advance will avoid, at least, these additional costs and, also, unplanned machine stops. In case of RENAULT, each of these types of maintenance activities causes a reduction in production of more than 170 parts.
In case of spindle failure or drift, early detections reduce the overall production costs. Indeed, any abnormal behaviour on the spindle can decrease workpieces quality. As quality control is realized according to a random sampling law, once a quality problem is detected, several workpieces can be degraded. By instance, in RENAULT cases, spindle abnormal behaviour is detected between 24 and 15 h before alerts. It means that between 130 and 170 parts may be out of specification and must be geometrically controlled by a specific service with a specific machine. These controls increase the overall production costs.
Proactive events also contribute to the reduction of energy consumption of the machine because in most cases abnormal behaviours an equipment will increase its consumption.
8 Scenario of Use 5: Quality Control
RENAULT makes quality monitoring using QDAS quality management system (www.us.q-das.de/en/applications/). There is currently no interaction between the quality data stored in QDAS and the manufacturing processes.
Due to short cycle times in automotive use case, it is not possible to measure the 100% of the machined parts. Normally, one part is measured by working turn (every 8 h). If incorrect parts are machined between measurements, they are not detected.
8.1 Local Machine Tool and Process Monitoring and Control Device
By using the monitoring infrastructure of Twin-Control, and integrating QDAS data inside, a correlation between process parameters and quality measurement can be done. This should allow 100% scrap detection and reduce measurement work power.
8.1.1 Implementation and Results
Figure 16.29 presents the approach followed to integrated quality and process data in Twin-Control project. On the one hand, process data is collected from each machining centre through the installed ARTIS monitoring hardware. On the other hand, data from 3D measurement machines is managed in QDAS.

QDAS and process data integration approach
For each part, all physical process parameters, which are monitored, are retrieved and identified through the part number. The same part number is used to identify the quality measurement file (dfq extension) from QDAS. ARTIS has developed a converter to get process data in QDAS format. This allows the integration in the same environment (Fig. 16.30).

Integration of process and quality data: a QDAS data management; b conversion of process data from ARTIS to QDAS readable files
A first application covers the big boring machining of the automotive validation scenario, presented in Fig. 16.8. Figure 16.31 shows the first results of the integration of process (spindle torque) with quality (cylindricity and diameter) data in KASEM®.
After a long period of analysis by QDAS and ARTIS, it has been observed that a lot of characteristics could be predictable. More than the half of characteristics have a correlation ratio R2 between the model and the real values more than 0.8 (Fig. 16.32).

Screenshot of KASEM showing process and quality data comparison

Graphs generated in QDAS reports after integration of process data
8.1.2 Impact
Once the system is implemented and a learning stage is completed, it should allow detecting all bad quality parts from process monitoring data (faster response time). This leads to:
-
Reduce the measurement work load by 2: The need to measure the part quality should be reduced because the model would be enough robust to predict the quality.
-
Improve process robustness and detect quality deviation for process correction and maintenance. Scrap parts will be reduced.
9 Conclusions
This chapter summarizes the evaluation of Twin-Control project in an automotive validation scenario. A specific evaluation approach is defined, based on different Scenarios of Use defined in the project. The results and the impact of Twin-Control features are structured according to these Scenarios of Use.
The application of Twin-Control in an automotive industrial scenario can potentially affect end-users product development:
-
A reduction of a 10% in the total development time of a new machine tool.
-
The design of machine tools with a 37% lower energy consumption.
-
A reduction of the 11% in the design and set-up of a new process
-
A reduction of tooling cost of 5–10%, depending on the part.
-
Reduction of energy consumption (35%) of a machine in production by analysing the energy consumption by components.
-
Reduction of machine downtime and maintenance costs thanks to predictive maintenance approach.
-
Detect quality deviations, minimize scrap parts and reduce part measurement load by integrating quality and process data.
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Open Access This chapter is licensed under the terms of the Creative Commons Attribution 4.0 International License (http://creativecommons.org/licenses/by/4.0/), which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons license and indicate if changes were made.
The images or other third party material in this chapter are included in the chapter's Creative Commons license, unless indicated otherwise in a credit line to the material. If material is not included in the chapter's Creative Commons license and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder.
Copyright information
© 2019 The Author(s)
About this chapter

Cite this chapter
Armendia, M. et al. (2019). Twin-Control Evaluation in Industrial Environment: Automotive Case. In: Armendia, M., Ghassempouri, M., Ozturk, E., Peysson, F. (eds) Twin-Control. Springer, Cham. https://doi.org/10.1007/978-3-030-02203-7_16
Download citation
DOI: https://doi.org/10.1007/978-3-030-02203-7_16
Published:
Publisher Name: Springer, Cham
Print ISBN: 978-3-030-02202-0
Online ISBN: 978-3-030-02203-7
eBook Packages: EngineeringEngineering (R0)