
Abstract
Supply chain challenges require not only effective management, but also a new innovative strategy to reduce costs and maximize its efficiency. Traditional problem-solving methodologies specific to the areas of supply chain management (SCM) find their limits when confronted with an inventive problem or a problem containing a contradiction. TRIZ (theory of inventive problem solving) is an effective theory for systematizing innovation and solving complex problems containing contradictions. Thus, the use of the theory TRIZ can be considered as a way to meet future challenges in SCM fields and get innovative solutions. This paper presents a method for solving supply chain problems and achieving a low-cost, based on complementarities between TRIZ and discrete event simulation and specific methods for solving supply chain problems. In the proposed model, a witness simulation model of the initial problem is developed to optimize the problem and find the system limits. Then, specific problem solving methods are applied to change the original description of problem and move towards a space in which a solution can be found. The discrete event simulation allows for experiments on the system to be created and analyzed. Thus, an experimental design was developed to establish the cause-and-effect relationships between the parameters of the system in order to formulate a generalized system of contradictions. And finally, ARIZ 85C, the most mature meta-methods of TRIZ, is used to address related contradictions for searching for an innovative solution, which must be subsequently implemented and evaluated in the discrete event simulation. The suitability of this new approach is finally proven through an industrial case study conducted in a company specialized in the manufacture of electronic devices for automobiles.
You have full access to this open access chapter, Download conference paper PDF
1 Introduction
Nowadays, problems related to the management and optimization of supply chains are crucial for industrialists who constantly seek, on the one hand, to increase their productivity and secondly, respond to various pressures such as the most stringent regulations, growing demand for quality and quantity of goods and services while minimizing the associated costs. Supply chain represents a competitive advantage that companies seek to perpetuate. It aims to optimize exchanges or flows that the company has with its suppliers and customers. It is then necessary to design effective optimization and decision-making tools adapted to the difficulties logisticians face in organizing supply chains. In fact, to solve supply chain problems, researchers have developed several optimization approaches for solving multi-objective problems, in order to find the most advantageous trade-offs between economic and qualitative performance. In this paper, we consider an optimization problem from a warehouse. Warehousing operations play a major role in supply chain management as they are related to the shipment of products from the warehouse to the customers while ensuring the safety of the products. A warehouse can be defined as a handling station dedicated to receiving, storing, order picking, accumulation, sorting and shipping of goods [1]. The cost of warehousing operations is comparatively high due to the existence of many non-value-added activities. Order-picking is the most expensive activity for warehouses, its cost is estimated at around 55% of the total operating expenses of the warehouse [2]. Therefore, the optimization of order picking activities immediately impacts on the warehouse efficiency, and also affects the performance of the whole supply chain. The faster items are picked from the warehouse, the shorter the time spent in order fulfillment will be; hence, the lead time required for delivering the product to the final customer decreases correspondingly [3].
Innovative strategies are currently used as a key element to gain a competitive advantage in real market sharing and acquisition of new markets. In this paper, we are interested in the use of innovation methods in solving problems in the supply chain, and more particularly to the theory of TRIZ. Indeed, TRIZ is the Russian acronym for “theory of inventive problem solving”. TRIZ is one of the most powerful and widely accepted theories for adopting systemic innovation. TRIZ is a theory that has been widely used in multiple industries and fields to solve problems and find inventive solutions. TRIZ provides a set of methods and tools commonly used in preliminary technical product designs, based on dialectic and systemic. It allows users to adopt a dialectical style of thinking that helps them to understand problems as systems, to conceptualize the ideal solution, and to improve the performance of the system by solving the contradictions, which are descriptions of conflicts between the objectives of a problem. In a supply chain, the emergence of a conflictual situation between its objectives, such as costs, quality of products and services, may be associated with the notion of contradiction in the TRIZ theory. TRIZ refuses to make compromises and proposes to overcome these contradictions by proposing a solution that meets all the problem objectives. In general, solving a problem cannot be distinguished from the formulation phase. A respectable formulation of a problem which, in the case of TRIZ, involves the formulation of a relevant contradiction means the reconciliation of a solution. Thus, the identification and extraction of contradictions is the starting point for solving inventive problems. TRIZ was first proposed for solving technical problems related to product engineering design. Subsequently, it was extended to resolve other types of problems in other fields such as supply chains, service, education, and information processing. There are limited studies in the existing literature that deal with the application of TRIZ for problems in supply chain operations. A previous study [4] investigated the application of TRIZ to supply chain problems, particularly to inventory management problems. They demonstrated that there is no obvious or straightforward reason preventing TRIZ from being applied to all categories of supply chain problems, including warehousing problems. However, using TRIZ for solving problems is sometimes difficult because TRIZ lacks highly specific tools and methods to understand complex problems and formulate a related system of contradictions. For this reason, in this paper, we propose a method for solving supply chain problems and achieving a low-cost solution, based on complementarities between TRIZ and discrete event simulation and specific methods for solving supply chain problems.
The remainder of this paper is organized as follows. Section 2 introduces the materials and methods, including the algorithm for inventive problem solving, the notion of generalized system of contradictions, order-picking optimization methods, and the framework of the proposed method. Section 3 presents the result of applying the proposed method to a warehousing problem through a case study involving an automotive supplier producing electronic modules. A discussion and conclusive remarks are provided in Sect. 4.
2 Materials and Methods
2.1 Algorithm for Inventive Problem Solving (ARIZ)
TRIZ, which is the Russian acronym for the theory of inventive problem solving, was developed by Genrich Altshuller starting in 1940. Unlike problem solving methods that accept randomness in the innovation process, TRIZ is a knowledge-based systematic methodology, which provides a logical approach to develop creativity for innovation and inventive problem solving, while rejecting compromises between objective restrictions and specific situation limits [5]. ARIZ is the Russian acronym for the “algorithm for inventive problem solving”, developed by the TRIZ creator Genrich Altshuller. ARIZ is a process that links the tools and techniques of TRIZ, in order to apply them in a structured manner, to evolve a complex problem to a point where it can be solved. ARIZ has been developed through several steps, and the last version of ARIZ accepted by Altshuller was ARIZ-85C [6]. The framework of ARIZ-85C, consists of nine algorithmic parts [7]. These parts can be selectively employed according to the practical situation of solving a problem, but parts 1 to 3 are mainly applied even for complicated engineering problems (Fig. 1).

Framework of ARIZ 85C (according to [7])
These parts are dedicated to analyzing the problem situation by converting the initial problem into a formulated description, analyzing the problem model by identifying the existing resources for solving the problem, defining the ideal final result and the physical contradictions, respectively. Each part of ARIZ 85C has the following sequences [7]:
Part 1:
-
1.
Reformulate the problem and its characteristics
-
2.
Identify the conflicting elements of the system
-
3.
Create a graphical schema of the conflict system
-
4.
Select a graphical model of the system
-
5.
Aggravate the main conflict
-
6.
Formulate a problem model
-
7.
Look for a standard solution
Part 2:
-
1.
Analyze the operating zone (ZO)
-
2.
Analyze the operating period (OP)
-
3.
Analyze Su-field resources (SFRs)
Part 3:
-
1.
Define the ideal final result (IFR-1)
-
2.
Intensify the definition of IFR-1
-
3.
Define the physical contradiction (PhC) at the macro level
-
4.
Define the physical contradiction at the micro level
-
5.
Define the IFR-2
-
6.
Apply the inventive standards to resolve the PhC
It is important to note that ARIZ 85C only addresses the reformulation and resolution of the problem. However, contradiction is the pillar of ARIZ 85, and solving an inventive problem means solving the related technical and physical contradictions. A technical contradiction is the starting point of the whole problem-solving process using ARIZ. Sometimes, the technical contradiction within a problem is clearly evident, and at other times it seems that a problem does not contain any technical contradiction, because it is hidden within the problem conditions [8]. The preliminary study that precedes the application of ARIZ is critically important, especially when dealing with complex problems, because it introduces the definitions of contradictions, which represents the starting point of ARIZ, as previously mentioned.
2.2 Generalized System of Contradictions
From Classical TRIZ Contradictions to Generalized System of Contradictions
Contradictions can be either technical or physical. Classical technical contradictions appear when there are conflicting requirements regarding two evaluation parameters (EP) of a technical system. Classical physical contradictions appear when the same action parameter (AP) should exhibit different properties at the same time [9]. Technical and physical contradictions are just two different models to represent the same problem, but they always exist together. Based on the two contradiction models (technical and physical), a system of contradictions was introduced by Khomenko [10] to represent the causal relation between the AP and EP, as illustrated in Fig. 2. This system of contradictions is based on the existence of a contradiction of the parameter and a contradiction of the system, which justifies the need for two different states of the parameter [11]. The value of the action parameter must equal value 1 to satisfy the first evaluation parameter and value 2 to satisfy the second evaluation parameter. The desired result is to satisfy the two evaluation parameters.

Classical TRIZ system of contradictions
Example:
-
In an inventory management system managed by Kanban card system, we have the following problem (Fig. 3):
Fig. 3. 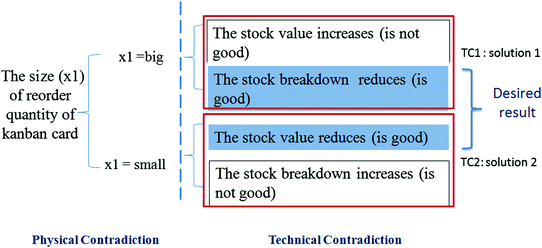
Example of a system of contradictions
-
Technical contradiction 1 (TC-1):
-
If we have a big size of “The reorder quantity of kanban card”, then “The stock breakdown” reduces, but “The stock value” increases.
-
Technical contradiction 2 (TC-2):
-
If we have a small size of “The reorder quantity of kanban card”, then “The stock value” reduces, but “The stock breakdown” increases.

However, the classical TRIZ contradiction is limited by the number of evaluation parameters, which does not exceed two parameters. Indeed, when dealing with real and complex problems, this model cannot be used to represent the system of contradictions, owing to the problem multidimensionality. In order to represent the system of contradictions for a multidimensional problem, a generalized system of contradictions was proposed in [11, 12]. The generalized system of contradictions represents the generalization of the classical TRIZ system of contradictions, where two concepts based on a set of action parameters satisfy two sets of evaluation parameters. The desired result is then the simultaneous satisfaction of the two sets of evaluation parameters. The generalized system of contradictions is represented in Fig. 4.

Generalized system of contradictions
2.3 Order-Picking Optimization Methods
Order picking involves several processes, which may include the scheduling of customer orders, assigning available stock to orders, releasing orders to the floor and picking the articles from storage locations [3]. Further, there exist five methods or ways to improve the order-picking operations: designing the warehouse layout, selecting the storage assignment policy, the picking policy and the routing strategy, and defining the material handling equipment to be used in the warehouse (see Fig. 5). The aim of these methods is to reduce the total time required to fulfill customer orders, by taking into account the constraints of available resources, such as workforce and material handling systems.

Five ways to improve the order-picking operations
2.4 The Global Methodology Framework
Based on the integration and complementarity between the discrete event simulation, specific methods such as order-picking optimization methods, and the algorithm for inventive problem solving (ARIZ) given above, the proposed model is illustrated as follow:
Step 1: Optimize the System and Reach Its Limits
The main purpose of step 1 is to create a simulation model of the initial problem to optimize the initial problem and reach the system limits. The role of simulation in the proposed approach is to design and simulate the operation of the system to verify if there are optimal solutions that meet the objectives of the problem, or search for the limitation of the problem system. However, this step is an important step, because the optimization makes it possible to check whether the evaluation parameters (the problems objectives or constraints) of the problem are in a conflict situation or not. If they are not in a conflict situation, the problem must first be solved by introducing new constraints, to find the optimal solutions, which brings the evaluation parameters to a conflict state.
Step 2: Apply Specific Problems Solving Methods to Improve the Problem System
The purpose of step 2 is to apply specific problems solving methods, in order to go beyond the limits of the problem system, and expand the search space for solutions, by modifying the system description model and moving towards a space in which a solution can be found.
Step 3: Realize An Experimental Design to Extract and Formulate the Generalized Contradictions of the Problem
An experiment is a process or study that results in the collection of data. The results of experiments are not known in advance. Usually, statistical experiments are conducted in situations in which researchers can manipulate the conditions of the experiment and can control the factors that are irrelevant to the research objectives. The design of experiments (DoE) method is the process of planning a study to meet specified objectives, and determining the relation between the input and output parameters of a process, in order to optimize the output [13]. This method allows practitioners to make more informed decisions at each stage of the problem-solving process, and ultimately arrive at better solutions in less time.
The chosen simulation software (Witness 14) provides tools for random experiments, called ‘experimenter’ to realize a design of experiments and determine the relation between the parameters of a system.
In this step, we propose the realization of a design of experiments of the improved situation, characterized by (1) a set of action parameters X = (X1, …, Xk), (2) a set of evaluation parameters Y = (Y1,…, Yn), and (3) a set of experiments E = (E1,…,Ep). Each experiment Ei is characterized by a set of values (Vi1,…, Vik) attributed to the set of action parameters, and by a set of values (Zi1,…, Zin) taken by the evaluation parameters, as listed in Table 1.
Then, following the well-known concept of Pareto dominance [14], find the Pareto solution from the realized design of experiments. Finding the best generalized technical contradictions involves finding the existing conflicts between the evaluation parameters from the Pareto solution.
Step 4: Apply ARIZ to Solve the Contradiction
The main objective of this step is to propose concepts of solutions for the studied problem, through the resolution of the technical contradiction identified in Step 3. The identification of available resources may be useful for solving the problem. The ideal final result (IFR) and the physical contradiction (PhC) that prevents the achievement of the IFR should be formulated. The existing TRIZ principles should be used to solve the formulated physical contradiction.
3 Results
In this section, we present a case study to demonstrate the applicability of the proposed method. The case study focuses on the optimization of the number of operators working in the raw material store of a manufacturing company, specializing in producing electronic cards.
The raw material store feeds production lines 3 times a day (every 8 h). Seven operators (per shift) work in the store, and must ensure the supply of production lines at the right time. The store has 19 trolleys to fill. Operators must fill the 19 trolleys and then transport them to production lines. The trolleys are composed of a large number of empty slots (up to 280 places), which are characterized by the reference of the raw material to be put in place. The trolleys are placed in an area called “trolleys zone”, and the raw material store is composed of several storage racks. To fill the trolleys, operators make round trips from the trolley zone to the storage racks to pick up the necessary raw material. To ensure his task, each operator is equipped with a reader gun that allows him to search the location of each reference. In these conditions, the seven operators need 7.44 h to complete the filling of trolleys. So they do not have enough time to bring the trolleys to the production lines. The store uses other external operators to help store operators accomplish their tasks at the specified time.
The store manager wants to reduce the number of operators working in the raw material store, as he assumes that the requested tasks can be done by less than 7 operators. On the other hand, the operator’s team leader asks to add more operators, so that they can complete their work without the intervention of external resources. The store manager wants to reduce the number of operators in the raw material store while achieving the following objectives (Table 2):
3.1 Step 1: Optimize the System and Reach Its Limits
This step presents the results from the optimization of the system problem. The model of the system problem has been implemented on a discrete event simulator (Witness 14), as shown in Fig. 6. The identification of the different parameters of the problem must be performed at this stage, in order to simulate the system. Thus, the evaluation parameters of the problem and the action parameters that influence them are:
-
PE1: delay to fill the 19 trolleys, is the time required for all operators to fill all the 19 trolleys
-
PE2: total load for operators, is the sum of the individual loads of each operator
-
PE3: total travel time of operators, is the sum of total travel time of each operator
-
PA1: number of available operators.

Witness model of the warehouse problem
Then, we conducted an experiment which consists in varying the number of available operators in order to find the Pareto optimal solutions (while respecting the problem constraints). We illustrate the simulation results in the following graphic (Fig. 7) and in Table 3.

Pareto front of the system
This figure represents the set of optimal solutions of the problem. None of the optimal solutions on the Pareto border meet the constraints of the problem. This means that the system has reached its limits, and needs to be upgraded or replaced by another, more efficient system that satisfies the objectives of the problem. On the other hand, we note that the two objectives of the problem (the evaluation parameters) are in a conflict situation, where one parameter improves while another deteriorates.
From Table 3, one concludes that to satisfy the problem objective, the system needs one more operator (8 operators per shift instead of 7). In addition to that, we identify that the required time to reach the picking location (EP3: ‘travel time’) is the most relevant contribution to the total picking time. In turn, the travel time is an increasing function of the travel distance, and thus minimizing the travel distance is the main lever for optimizing the total picking time.
3.2 Step 2: Apply Specific Problems Solving Methods to Improve the Problem System
With the ultimate purpose of reducing the travel time of pickers, and by using specific methods for order picking optimization in warehouses, we propose to change the order picking strategy, and make some changes to the warehouse layout to minimize the total travel distance. In the initial situation, an operator fills the trolleys of the raw material one by one, by moving back and forth from the location of the trolleys (“trolley zone”) to the storage racks where the product to pick up is stored. In this situation, the operators adopt a random picking sequence or a round-trip sequence. Indeed, the order in which the products are picked up has no influence on the total workload of the operators. In the improved situation, we propose that operators adopt a traversal or an S-shape picking sequence by performing a warehouse tour between the storage racks and pushing the trolley to fill. The starting and ending point of this tour is the trolley area. The trolley must be filled in one journey between the racks. To achieve this, the picking sequence will be defined according to the locations of products in the storage racks. Thus, for each trolley an operator must have a pick-up list that indicates the order picking to follow, and the path followed by operators should be the shortest one through the storage racks. In this improved situation, the trolley becomes mobile, and the picking sequence becomes predefined. As part of the same improvement action, we make minor changes to the warehouse layout.
3.3 Step 3: Realize an Experimental Design to Extract and Formulate the Generalized Contradictions of the Problem
In this step, a design of experiments of the improved situation was realized (see Table 4), to determine the relation between the input and output parameters of the new system.
From Tables 3 and 4, the colored lines represent the non dominated solutions for the initial system and the improved system, respectively. Finding the best system of contradictions involves finding the existing conflicts between the two non-dominated solutions. The formulated system of contradictions, described in Fig. 8, represents the existing conflicts between the system configurations from E8 (the initial system) and E25 (the best solution from the improved system). The objective of the next step is to address the generalized system of contradictions of the problem and solve the GPC.

Representation of the generalized system of contradictions
3.4 Step 5: Apply ARIZ to Address the Contradictions
According to ARIZ, the algorithmic procedure for solving an inventive problem, based on the identified problem’s system of contradictions presented in Fig. 8, is implemented as follows:
Part 1
The main purpose of Part 1 is the transition from an indefinite initial problem situation to a clearly formulated and extremely simplified description of the problem.
Problem Description:
The system <picking process>, whose main function is to change the position of the raw material from <position in the storage racks> to <position in the trolley> includes <operators, trolleys, location of racks, location of raw material, allocation of trolleys to operators, readers gun, raw materials, scheduling, barcodes, …>.
-
Contradiction formulation:
-
The problem is formulated as:
-
Generalized technical contradiction 1 (GTC-1):
-
If there are <six operators (AP1) who adopt a traversal or an S-shape picking sequence (AP2)>, then <the delay to fill the 19 trolleys (EP1) is good, the total travel time of operators (EP3) is good, and the total load for operators (EP2) is good>, but <the total waiting time behind stocks (EP4) is not good>.
-
Generalized technical contradiction 2 (GTC-2):
-
If there are <eight operators (AP1) who adopt a round-trip sequence (AP2)>, then <the total waiting time behind stocks (EP4) is good and the delay to fill the 19 trolleys (EP1) is good>, but <the total travel time of operators (EP3) and the total load for operators (EP2) are not good>.
-
Desired result:
It is necessary, with minimal changes to the system, to satisfy all the evaluation parameters without increasing the number of available operators (AP1).
Problem Model:
-
(1)
Conflicting pair:
<Tool: Operators and picking sequence> and <Product: queue, travel time, and loading delay>.
-
(2)
Intensified conflict:
The adoption of a traversal picking sequence with mobile trolleys moving between the storage racks ensures a good travel time, but the presence of several trolleys in the storage racks causes the formation of a large queue.
It is necessary to find an X-element that has the ability to resolve the created queues, without deteriorating the travel time and loading delay.
Part 2
The main purpose of Part 2 is to identify available resources (space, time, substances, and fields) that may be useful for solving the problem.
Definition of the Operational Zone (OZ) and Operational Time (OT)
The operational zone is the space in which the conflict takes place. The OZ of the studied problem is the space in front of the storage racks or storage locations, where operators move with their trolleys to pick up raw material.
The operational times are defined by the time during which the conflict (T1) occurs and the time before the conflict (T2). The OTs of the studied problem are:
-
T1 = the waiting time of operators behind the desired storage location (in which the next article to be picked up is stored).
-
T2 = the moment at which the operator identifies the next location to move to from the pick-up list.
Define the Substance-Field Resources (SFR)
-
1.
Resources of the tools:
-
The picking sequence (a pick-up list for each trolley)
-
The operators (their number)
-
The trolleys to fill with raw material (their number and size)
-
-
2.
Internal resources:
-
Locations of the storage racks
-
Storage location of each reference of raw material
-
Allocation of trolleys to operators
-
Reader guns
-
The warehouse structure
-
-
3.
The environmental (external) resources:
-
Production area
-
Information system
-
Part 3
The main purpose of Part 3 is to formulate the image of the ideal final result (IFR) and identify the physical contradiction (PhC) that prevents the achievement of the IFR. The ideal solution is not always achievable, but the IFR indicates the direction of the most powerful solution.
Formulation of the Ideal Final Results (IFRs) and Physical Contradictions (PhCs)
-
IFR1:
Without complicating the system or introducing harmful side-effects, the X-element eliminates <queues behind storage racks> during the <operational time>, inside the <operational zone>, and preserves the tool’s ability to provide <a good travel time, a good loading delay, and a good delay to fill the 19 trolleys>.
-
Intensified IFR-1:
Without complicating the system or introducing harmful side-effects, the operator with his trolley eliminates <queues behind storage racks> during the <operational time>, inside the <operational zone>, and preserves the tool’s ability to provide <a good travel time, a good loading delay, and a good delay to fill the 19 trolleys>.
-
PhC for macro-level:
The physical contradictions are the opposing requirements for the physical state of the operational zone.
The <operational zone>, during the <operational time>, must <always allow operators to stand in front of the storage location and collect the raw material> in order to <eliminate queues of operators with their trolleys behind storage racks>, and must <allow only one operator with his trolley to stand in front of a location to collect the raw material> in order to <prevent blocking the passage to other operators who have to go to other stocks>.
Proposed Solution
By analyzing the formulation of the physical contradictions, we find that the space is a particular resource for this problem, and that the “separation in space,” which is one of the separation principles for solving physical contradictions, could be applied. Thus, a new strategy is proposed based on changing the starting point for operators, in such a way that they take different paths. Initially, all the operators started from the same point simultaneously, and queues were created. If they start from different points and cross the store by taking different paths, this will positively affect the total waiting time.
Evaluation of the Solution and Synthesis of the Results
To evaluate the performance of the new system proposed with ARIZ 85C, we implement the concept of the proposed solution in the Witness simulation software. After simulating the impact of the proposed solution on the studied picking process, the results indicate that the proposed solution solves the formulated physical contradiction at the macro-level without deteriorating any of the evaluation parameters. The simulation results show that the solution removes the total waiting time, and has the following results: EP1: delay to fill the 19 trolleys = 6.31 h, EP2: total load for operators = 36.78 h, EP3: total travel time of operators = 1 h and EP4: total waiting time = 0.00 h. In addition, by optimizing the improved system from ARIZ 85C, we can reduce the number of operators from six operators to five. Thus, we gain 3 operators in total (for the three shifts).
The following table (Table 5) summarizes the results achieved from the application of the proposed method. As a result, the proposed method has reduced in total 2 operators per shift, working in the raw material store, which equals 6 operators in total (for three shifts). Thus, the raw material store can keep only 15 operators, to perform the same work that is currently performed by 21 operators, and without resorting to external resources.
4 Discussion and Conclusive Remarks
In this study, we proposed a problem solving method based on the complementarities between TRIZ, discrete event simulation and specific methods for solving supply chain problems. A case study concerning the optimization of the number of operators working in the raw material store of an automotive company specializing in the manufacturing of electronic modules was conducted to verify the applicability of the proposed model. In this method, the creation of a witness simulation model of the initial problem is first done to optimize the initial problem and reach the system limits. Searching for optimal solutions that meet the objectives of the problem makes it possible to check whether the evaluation parameters (the problems objectives or constraints) of the problem are in a conflict situation or not. Specific problem solving methods are subsequently applied to go beyond the limits of the problem system, and expand the search space for solutions, by modifying the system description model and moving towards a space in which a solution can be found. Discrete event simulation allows for experiments on the system to be created and analyzed. Thus, an experimental design was developed to establish the cause-and-effect relationships between the parameters of the system in order to formulate a generalized system of contradictions. Then, ARIZ was employed to solve the formulated generalized contradictions and find innovative solutions that get as close as possible to the ideal final result.
In conclusion, this study contributes to existing knowledge by using the discrete event simulation in conjunction with the inventive algorithm ARIZ. The synergetic application of discrete event simulation and ARIZ and their complementarily with other methods, mainly specific methods for solving supply chain problems and design of experiments, allows for better results and a better performance to be obtained than by solving a problem using only simulation based optimization or ARIZ. The proposed model strengthens the weak points of both simulation based optimization and TRIZ by applying them in a complementary manner. Furthermore, this study highlights the application of ARIZ to solve problems with generalized technical contradictions. Further research could focus on extending the proposed method to supply chain areas other than the warehouse or to production management problems.
References
van den Berg, J.P., Zijm, W.H.M.: Models for warehouse management: classification and examples. Int. J. Prod. Econ. 59, 519–528 (1999). https://doi.org/10.1016/s0925-5273(98)00114-5
Dharmapriya, U.S.S., Kulatunga, A.K.: New strategy for warehouse optimization – lean warehousing. In: International Conference on Industrial Engineering and Operations Management, pp. 513–519 (2011)
de Koster, R., Le-Duc, T., Jan Roodbergen, K., Koster, D.: Design and control of warehouse order picking: a literature review. Eur. J. Oper. Res. 182, 481–501 (2007)
Ben Moussa, F.Z., Rasovska, I., Dubois, S., De Guio, R., Benmoussa, R.: Reviewing the use of the theory of inventive problem solving (TRIZ) in green supply chain problems. J. Clean. Prod. 142, 2677–2692 (2017). https://doi.org/10.1016/J.JCLEPRO.2016.11.008
Ilevbare, I.M., Probert, D., Phaal, R.: A review of TRIZ, and its benefits and challenges in practice. Technovation 33, 30–37 (2013). https://doi.org/10.1016/j.technovation.2012.11.003
Fiorineschi, L., Frillici, F.S., Rissone, P.: A comparison of classical TRIZ and OTSM-TRIZ in dealing with complex problems. Procedia Eng. 131, 86–94 (2015). https://doi.org/10.1016/J.PROENG.2015.12.350
Altshuller, G.S.: Algorithme of inventive problem solving (1985). http://www.evolocus.com/Textbooks/ariz85c.pdf
Russo, D., Montecchi, T., Ying, L.: Knowledge based approach for identifying TRIZ contradictions. In: Proceedings of 2012 Design Engineering Workshop (DEWS 2012), pp. 134–140 (2012)
Fresner, J., Jantschgi, J., Birkel, S., Bärnthaler, J., Krenn, C.: The theory of inventive problem solving (TRIZ) as option generation tool within cleaner production projects. J. Clean. Prod. 18, 128–136 (2010). https://doi.org/10.1016/j.jclepro.2009.08.012
Khomenko, N., De Guio, R., Cavallucci, D.: Enhancing ECN’s abilities to address inventive strategies using OTSM-TRIZ. Int. J. Collab. Eng. 1, 98–113 (2009)
Dubois, S., Rasovska, I., De Guio, R.: Interpretation of a general model for inventive problems, the generalized system of contradictions. In: Proceedings of the 19th CIRP Design Conference-Competitive Design (2009)
Dubois, S., De Guio, R., Rasovska, I.: Different ways to identify generalized system of contradictions, a strategic meaning. Procedia Eng. 9, 119–125 (2011). https://doi.org/10.1016/j.proeng.2011.03.105
Ramakrishnan, S., Tsai, P.-F., Srihari, K., Foltz, C.: Using Design of Experiments and Simulation Modeling to Study the Facility Layout for a Server Assembly Process (2008)
Wang, F., Lai, X., Shi, N.: A multi-objective optimization for green supply chain network design. Decis. Support Syst. 51, 262–269 (2011). https://doi.org/10.1016/j.dss.2010.11.020
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2018 IFIP International Federation for Information Processing
About this paper

Cite this paper
BenMoussa, F.Z., Dubois, S., De Guio, R., Rasovska, I., Benmoussa, R. (2018). Integrating the Theory of Inventive Problem Solving with Discrete Event Simulation in Supply Chain Management. In: Cavallucci, D., De Guio, R., Koziołek, S. (eds) Automated Invention for Smart Industries. TFC 2018. IFIP Advances in Information and Communication Technology, vol 541. Springer, Cham. https://doi.org/10.1007/978-3-030-02456-7_27
Download citation
DOI: https://doi.org/10.1007/978-3-030-02456-7_27
Published:
Publisher Name: Springer, Cham
Print ISBN: 978-3-030-02455-0
Online ISBN: 978-3-030-02456-7
eBook Packages: Computer ScienceComputer Science (R0)