
Abstract
Background
Nowadays, management and recycling of industrial by-products are one of the most important issues in developing and developed countries. Beef tallow is one of these residues produced in slaughter houses and primarily is utilized in soap production industry. However, when this industry is overloaded, the extra fats are usually incinerated or disposed in a sanitary landfill. However, beef tallow may be consumed in biodiesel production. Therefore, in this work, the process of biodiesel production in a pilot plant has been studied using beef tallow as raw material with methanol and potassium hydroxide as catalyst. The quality of the produced biodiesel is evaluated using Fourier transform infrared spectroscopy (FTIR) method.
Results
FTIR analysis showed that the final product contains ester compositions which can be used as biodiesel fuel in diesel engines. The viscosity of natural beef tallow was very high, and actually, it was solid; however, after transesterification the viscosity of the final product decreased, and it became liquid. The viscosity of the final product measured at 40°C was 5.3 mm2 s−1, and the comparison of this biodiesel with the data of ASTMD-445 standard resulted in the similarity of this product with petroleum diesel (3 to 12 mm2 s−1).
Conclusions
Alkaline transesterification of beef tallow with methanol decreases the viscosity of the final synthesized product and produces a high quality biodiesel for diesel engines. Beef tallow is one of the low cost residual materials available in slaughter houses. Therefore, the slaughter houses can be considered as one of the available sources to produce biodiesel. In this research, the process of biodiesel production from beef tallow was validated, but the economical viability must be improved by recovering methanol and glycerol.
Similar content being viewed by others
Introduction
Nowadays, management and recycling of industrial by-products are one of the most important issues in developing and developed countries. Compared with industrial by-products, the residual materials of agriculture sector are not so dangerous to the environment, and it should be used for increasing the productivity of agricultural tasks. One of the main parts of agriculture is animal husbandry which produces many bio-residues like horn, hoof, and tallow. Beef tallow is one of these residual materials produced in slaughterhouses, and primarily is utilized in soap production industry. However, when this industry is overloaded, the extra fats are usually incinerated or disposed in a sanitary landfill, which can pollute the environment. Therefore, the integrated use of bio-residues produced in slaughterhouses can prevent pollution induced by accumulation of these residues in natural resources. Moreover, it can create new alternative jobs in the agricultural sector. The development of alternative fuels from renewable resources (like biomass) that can partially or totally substitute fossil fuel has newly received considerable attention by researchers (Najafi2007). Biodiesel can be defined as fatty acid of ethyl and methyl esters from vegetable oils or animal fats, with high cetane number and, generally, its boiling point and viscosity are suitable for use as fuels in diesel engines. Because this fuel is produced from renewable resources and involves lower emissions than petroleum fuel, it can be used as an attractive alternative fuel. Although the use of biodiesel increases nitrogen oxides slightly, it can cause a reasonable reduction in the main pollutant emissions like particulate material, total hydrocarbons, and carbon monoxide. Therefore, in Iran like our developing countries, the use of beef tallow for biodiesel production has gained special interest, since it allows us to recycle waste materials from cattle slaughterhouses (Zenozi2008; Kim et al.2004; Ardebili et al.2011). Methyl esters are the product of transesterification of fat and oils with methanol using an alkaline catalyst. The biodiesel need is continually increasing in Iran, requiring an alternative source that will be technically viable, economically competitive, and ecologically correct. This problem is an important challenge to expand the biodiesel industry in Iran (Fallahi Panah2011).
The objectives of the present work is to consider the production of the biodiesel using beef tallow gathered from slaughterhouses and to find some new resource in Iran in producing the biodiesel.
Methods
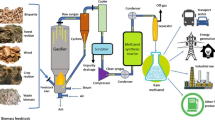
The beef tallow used in the biodiesel production was acquired from industrial slaughterhouse in the area of Jouneghan City, state of Chahar Mahal va Bakhtiari, Iran. Water and solid particles suspended in the media must be removed first. To remove the waxy materials, the suspended matters and the residue water, the collected animal fats were slowly heated up to 100°C to be melted. The melted fats were then filtered using a 5-μm strainer and were kept frozen for 24 h to sediment the suspended materials. For the transesterification process, approximately 5 L of the refined beef tallow oil was transferred to the reactor of biodiesel production pilot plant of the Department of Agricultural Machinery, Shahrekord University. During the transesterification process, the oil was heated at 60°C, while 65 g of KOH was dissolved in 1,100 mL pure methanol (99%) in an auxiliary instrument; the mixture was added to the beef tallow oil (Figure 1). Because of undefined fatty acids in the process, 15 g of KOH was added to the oil for its prosperity. The reactants were stirred for 90 min at 600 ± 10 rpm, and then the stirrer was turned off and the reaction mixture was left in rest to promote the separation of glycerol and methyl esters by gravity. After this, the glycerol form was discharged, and methyl ester form was washed using water (the amount of water was half of the biodiesel instrument capacity) by stirring at 800 rpm to remove the residual catalyst, glycerol, methanol, and soaps. Then, the stirrer was turned off, and the reaction mixture was left in rest for 20 min to sediment the water and other residues at the bottom of the reactor. These processes were repeated (three times) until the gathered water at the bottom of the reactor was crystalline (Figure 2). After the separation of water, the biodiesel was heated at 70°C for 60 min to purify it and was sent to the storage tank (Kim et al.2004; Fallahi Panah2011; Hayyan et al.2010; Ayhan2003; Fukuda et al.2001).

Biodiesel production from transesterification method.

Methyl ester washing using water.
The beef tallow biodiesel was analyzed using FTIR method to qualify that the biodiesel had the methyl ester compositions. The instrument used in this study was a custom engineered FTIR system (FT/IR-6300) manufactured by GASCO, Inc. (Japan). Furthermore, the biodiesel viscosity was compared with beef fat.
Results and discussion
Biodiesel production by transesterification of triacylgly-cerols (TGs) should proceed quickly if the feedstock has low moisture and free fatty acid (FFA) content, but it can be problematic if these optimal conditions are not met. The presence of FFAs and moisture in the feedstock are key variables affecting the efficiency of the biodiesel production process, resulting in soap formation and incomplete conversion of TGs to fatty acid methyl esters (FAMEs) as well as complicating subsequent biodiesel purification. Beef tallow is a more realistic feedstock, dirty, containing particulates, and has moisture which should be refined before the transesterification process.
Fourier transform infrared spectroscopy (FTIR) spectroscopy provides a tool by which one can access to many of the key functional groups which are related to biodiesel content, the loss and the formation of ester linkages, production and loss of OH, etc. With the product changing these functional groups undergo well marked changes and can be used to qualify the biodiesel, the TG and FAME FTIR spectra can be distinguished from each other (Tang et al.2008).
Figure 3 illustrates the IR spectra of the beef tallow biodiesel methyl esters in this region. The FAME of beef tallow oil has several absorption features which can be used to differentiate it. In mid-IR region, FAME has several characteristic peaks at around 1,198, 1,363, and 1,436 cm−1. When the amount of FAME increases, these peaks increase correspondently. The peak at around 1,198 cm−1 is assigned to O-CH3 initial methyl group stretch. The peak at around 1,436 cm−1 is considered to be the -CH3 asymmetric bending vibrations. At around 1,377 cm−1, the absorbance of FAME decreases with the increase of FAME amount. Results show that the obtained liquid has a good quality as a biodiesel fuel (Knothe1999).

FTIR analysis of the biodiesel produced from beef tallow.
As reviewed in some references, many researchers have fallowed the fuels that have the most consistency with engines, and these fuels cause the lowest changes in engine. One of the fuels that have been used as a diesel engine fuel was crude oil, but this fuel not only had high viscosity but also had free fatty acid compositions that may be polymerized in the fuel system and barred it (Zenozi2008; Kim et al.2004; Ardebili et al.2011; Fallahi Panah2011). The researchers tried to reduce the viscosity using some methods such as paralysis, microemulsion, and transesterification. After comparing the methods, transesterification was found to be the best method (Kim et al.2004).
The viscosity is the measure of the resistance to the flow of the fuel and can also be used to select the profile of fatty acids in the raw material used for the production of the bio-fuel. As stated earlier, the viscosity of natural beef tallow was very high, and the tallow was solid. But after transesterification, the viscosity of beef tallow decreased, and it was naturally been liquid. The viscosity measured in the laboratory of Shahrekord University for the biodiesel in 40°C was 5.3 mm2 s−1, and after comparing it with the standard ASTM D-445 (range of biodiesel viscosity should be in 1.9 to 6 mm2 s−1), it was comparable with petroleum diesel (3 to 12 mm2 s−1). So, it was acceptable.
Conclusions
From the data discussed previously, it is possible to conclude that the alkaline transesterification of beef tallow with methanol produces a high quality biodiesel. Furthermore, beef tallow is one the low cost residual materials available in slaughterhouses. Therefore, the slaughterhouses can be one of the available sources to produce biodiesel. The process is possible, but the economical viability must be improved by recovering methanol and glycerol.
The transesterification is an available method to decrease the viscosity of beef tallow that is approved to be used as a fuel for diesel engine cycles. Moreover, according to the previous works (Moraes et al.2008), it was shown that other blends of biodiesel/diesel with higher levels of beef tallow biodiesel (B5, B10, B20, and B30) have similar or better fuel properties than diesel, indicating that this is a good way to improve certain properties of diesel without the loss of efficiency or increase in consumption.
Authors’ information
MAG received his Ph.D. degree in agricultural engineering from the University of Newcastle (UK) in 2000. He is currently an assistant professor at the Agricultural Engineering Department of Agriculture Faculty at the University of Shahrekord and is an assistant professor at the Farm Machinery Group of Agricultural Faculty, Islamic Azad University of Khorasgan, Isfahan, Iran. MF is an MSc student of the Agricultural Engineering Department of Agriculture Faculty at the University of Shahrekord. His thesis focuses on biodiesel utilization in CI engines. HSJ is an MSc student of the Agricultural Engineering Department of Agriculture Faculty at the University of Shahrekord. His thesis focuses on the presentation of a mathematical method for design and optimization of mouldboard plough surface.
References
Ardebili M, Ghobadian B, Najafi G, Chegeni A: Biodiesel production potential from edible oil seeds in Iran. Renew Sust Energ Rev 2011, 15: 3041–3044. 10.1016/j.rser.2011.03.004
Ayhan D: Biodiesel fuels from vegetable oils via catalytic and non-catalytic supercritical alcohol transesterification and other methods: a survey. Energ Convers Manage 2003,44(2093):2109.
Fallahi Panah M: Performance evaluation a diesel engine using different mixture of diesel and biodiesel fuels. MSc Thesis, Agricultural College, University of Shahrekord; 2011.
Fukuda H, Kondo A, Noda H: Biodiesel fuel production by transesterification of oils. J Biosci Bioeng 2001, 92: 405–416.
Hayyan M, Farouq SM, Hashim M, Inas MA: A novel technique for separating glycerine from palm oil-based biodiesel using ionic liquids. Fuel Process Technol 2010, 91: 116–120. 10.1016/j.fuproc.2009.09.002
Kim H, Kang B, Kim M, Park Y, Kim D, Lee J, Lee K: Transesterification of vegetable oil to biodiesel using heterogeneous base catalyst. Catal Today 2004, 93–95: 315–320.
Knothe G: Rapid monitoring of transesterification and assessing biodiesel fuel quality by near-infrared spectroscopy using a fiber-optic probe. J American Oil Chemists’ Society 1999,76(7):795–800. 10.1007/s11746-999-0068-5
Moraes MSA, Krause LC, Cunha ME, Faccini CS, Menezes EW, Veses RC, Rodrigues MRA, Caramão EB: Tallow biodiesel: properties evaluation and consumption tests in diesel engine. Energ Fuel 2008, 22: 1949–1954. 10.1021/ef7006535
Najafi B PHD Thesis. In Experimental analyze of combustion process and pollutant emissions of two stroke cycle engine using CNG and biodiesel fuels. Agricultural College, University of Tarbiat Modares; 2007.
Tang H, Salley SO, Simon NK: Fuel properties and precipitate formation at low temperature in soy-, cottonseed-, and poultry fat-based biodiesel blends. Fuel 2008, 87: 3006–3017. 10.1016/j.fuel.2008.04.030
Zenozi A MSc Thesis. In Evaluation of tractor MF-399 using biodiesel and diesel fuel compositions. Agricultural College, University of Tarbiat Modares; 2008.
Author information
Authors and Affiliations
Corresponding author
Additional information
Competing interests
The authors declare that they have no competing interests.
Authors’ contributions
MAG’s contribution is FG. MF’s contribution is ES. HSJ’s contribution is AB. All authors read and approved the final manuscript.
Authors’ original submitted files for images
Below are the links to the authors’ original submitted files for images.
{kind=link}
{kind=link}
Rights and permissions
Open Access This article is distributed under the terms of the Creative Commons Attribution 2.0 International License ( https://creativecommons.org/licenses/by/2.0 ), which permits unrestricted use, distribution, and reproduction in any medium, provided the original work is properly cited.
About this article
Cite this article
Ghazavi, M.A., Fallahipanah, M. & Jeshvaghani, H.S. A feasibility study on beef tallow conversion to some esters for biodiesel production. Int J Recycl Org Waste Agricult 2, 2 (2013). https://doi.org/10.1186/2251-7715-2-2
Received:
Accepted:
Published:
DOI: https://doi.org/10.1186/2251-7715-2-2