
Abstract
The influence that the composition of coatings based on a cycloaliphatic epoxy resin exerts on their physicomechanical and electrochemical properties was studied with the aim of improving the protective effect of the coatings. Three coating formulations were chosen as investigation objects: without fillers (formulation I), with highly dispersed fillers (muscovite and titanium dioxide, formulation II), and with the same fillers and an organic modifier (epoxy rubber, formulation III). The hardness, adhesion (cross-cut test), contact angle, impact and bending strength, and heat resistance of the materials obtained were determined. Electrochemical trials of the coatings were performed using potentiodynamic polarization. Based on the results of the studies, formulation III containing highly dispersed fillers and epoxy rubber was chosen for further field trials under the conditions of humid tropical climate.
Similar content being viewed by others

Application of polymer coatings is an important method of the corrosion protection of steel structures. Epoxy resins are widely used as a polymer matrix for coatings owing to their excellent durability, stable chemical properties, and good physicomechanical properties. However, the curing of epoxy resins throughout the coating volume is often accompanied by formation of various defects (micropores, microcracks, etc.); as a consequence, the corrosion-protective properties of epoxy coatings become considerably weakened [1, 2]. The most widely used epoxy resins based on Bisphenol A are, as a rule, highly brittle, which leads to the rapid formation of defects and restricts the use of materials based on these resins as corrosion-protective coatings [3]. Introduction of various additives into an epoxy matrix is one of the most promising and efficient approaches to enhancing the weather resistance and corrosion-protective properties of coatings [4, 5]. A wide range of fillers whose introduction into the epoxy coating formulation enhances the corrosion-protective characteristics and improves the physicomechanical properties of coatings are known; these include metal oxides, zinc- and phosphorus-containing compounds, carbon nanotubes, SiO2, etc. [6–10]. Another approach widely used in the world practice to improve the corrosion-protective and some physicomechanical properties (impact resilience, heat resistance, etc.) of epoxy coatings is modification of their composition with various compounds containing functional groups (e.g., with reactive liquid rubbers, polysiloxanes, silsesquioxanes, etc.) by ensuring increased cross-linking density [11–13].
Among diverse epoxy resins used as binders in paint-and-varnish coatings, cycloaliphatic epoxy resins should be distinguished particularly. Materials based on them have good insulation properties even at high temperatures, high chemical durability, and low dielectric permittivity [14, 15]. Cycloaliphatic epoxy resins exhibit higher weather resistance compared to the resins derived from Bisphenol A diglycidyl ether [15]. This is due to the absence of UV-absorbing chromophore groups such as aromatic rings present in bisphenol-containing epoxides [16]. However, despite advantages of coatings based on cycloaliphatic epoxy resins, their main disadvantages are brittleness and slower curing compared to aromatic epoxy resins. Therefore, to develop protective coatings based on cycloaliphatic epoxy resins, additional modification of their composition is required.
This study deals with the effect of curing agent (titanium oxide and muscovite) and epoxy rubber on the physicomechanical and corrosion-protective properties of coatings based on a cycloaliphatic epoxy matrix.
Previous experiments [17] have shown that the coating composition with 55 wt % ST-3000 (Scheme 1a) and 5 wt % Ekan-3 epoxy rubber is optimum, because an increase in the content of the epoxy rubber component leads to a considerable decrease in the hardness and to deterioration of the strength characteristics of the coating. The choice of muscovite as the main filler is governed by the fact that a common three-dimensionally cross-linked structure is formed on curing the compounds owing to the presence of silanol groups in the structure of layered hydroxysilicate (muscovite) [18]. Titanium oxide favors dispersion of silicate components and catalyzes the cross-linking of polymer chains with hydroxysilicate silanol groups. T-403 polyetheramine was used as a curing agent (Scheme 1b). Coatings cured with polyetheramines are resistant to peel-off and stand high loads [19].

(a) ST-3000 cycloaliphatic epoxy resin and (b) T-403 polyetheramine.
EXPERIMENTAL
We used in our study ST-3000 cycloaliphatic epoxy resin (epoxy equivalent 227.8 g-equiv, KUKDO Chemical Co.), T-403 polyetheramine with the equivalent weight of 81 g-equiv (Huntsman Holland), Ekan-3 epoxy rubber [component 1 (TU (Technical Specification) ADI 381–91), STEP Research and Production Company, Russia], toluene (chemically pure grade, 99.94%, Vekton, Russia), muscovite (dispersity <160 μm, LenReaktiv, Russia), and TiO2 of rutile modification (dispersity <200 μm, LenReaktiv).
Coatings I were prepared using a 60 wt % solution of ST-3000 epoxy resin in toluene and Т-403 polyetheramine (40 wt % based on ST-3000). The coatings were cured at room temperature for no less than 168 h.
To prepare coatings II and III, a 0.5-L porcelain ball mill containing 0.15–0.2 L of porcelain balls was charged with the following components: ST-3000 [60 wt % (coatings II) or 55 wt % (coatings III)], Ekan-3 epoxy rubber (5 wt %, coatings III), muscovite (35 wt %), and TiO2 (5 wt %). Toluene was added to obtain a uniform suspension. After 48-h rotation of the ball mill, the compound was unloaded, and the weight fraction of nonvolatile components was determined (GOST (State Standard) 31939–2012: Paint-and-Varnish Materials. Determination of the Weight Fraction of Nonvolatile Substances). The weight fraction of nonvolatile components for coatings II and III was 60 ± 0.1%. Coatings II and III were prepared by adding Т-403 curing agent to the corresponding compound (40 wt % based on ST-3000) and were cured for 168 and 72 h, respectively.
The electron micrographs of the coating surface were taken with a TESCAN VEGA 3 SBH scanning electron microscope. The contact angle on the surface of coatings I–III was determined with an LK-1 goniometer (Open Science Research and Production Company, Russia). The coating hardness was determined with a TML-type pendulum device equipped with a Persoz pendulum (GOST (State Standard) R 52166–2003: Paint-and-Varnish Materials. Determination of the Coating Quality by the Time of a Decrease in the Pendulum Oscillation Amplitude). The coating adhesion to the metal was evaluated by the cross-cut test using a Konstanta AR template (K-M, Russia) (GOST (State Standard) 31149–2014. Paint-and-Varnish Materials. Determination of the Adhesion by the Cross-Cut Test). The template grid size was 3 × 3 mm at a coating thickness of 121–250 μm. The impact strength of the coating applied onto a 1.5 mm thick aluminum plate was determined with a U-1A device (K-M) (GOST (State Standard) 4765–73: Paint-and-Varnish Materials. Method for Determining the Impact Strength). The strength of the coating applied onto a 20 × 150 × 0.2 mm aluminum tape was determined by bending around a cylindrical rod using a standard procedure (GOST (State Standard) 6806–73: Paint-and-Varnish Materials. Method for Determining the Film Bending Elasticity).
Thermal gravimetric analysis and differential scanning calorimetry of coatings I–III were performed with a Netzsch STA 429 СD synchronous thermal analysis installation using a Pt/Pt–Rh sample holder. Degradation products were analyzed with a QMS 403 C quadrupole mass spectrometer (Netzsch) allowing analysis of the thermal degradation products in the interval from 1 to 121 amu. Measurements were performed in the temperature interval 40–600°С in an air flow (flow rate 50 cm3 min–1) at a heating rate of 10 deg min–1.
The IR spectra of coatings I–III were recorded with an FSM 2202 Fourier IR spectrometer (Infraspek, Russia) in the range 4000–500 cm–1.
The corrosion resistance of protective coatings I–III was evaluated in electrochemical trials performed using potentiodynamic polarization. The potentiodynamic polarization curves were recorded in a three-electrode electrochemical cell connected to a Р-8S potentiostat (Electrochemical Instruments). The electrochemical cell was fabricated as follows. A cylindrical glass tube 3 cm i.d. was glued via its end to the surface of the coating applied onto a steel plate (08PS steel, 50 × 85 × 2 mm). The identical glass tubes were glued to a specially damages coating surface and to the uncoated steel plate. The damage was a cross-like cut made by the standard procedure (GOST (State Standard) 9.401–2018: Common System for Corrosion and Aging Protection. Paint-and-Varnish Coatings. General Requirements and Methods for Accelerated Weather Resistance Trials). The cylinder bottom was the working electrode; its surface area was 7.07 cm2. The auxiliary electrode was a platinum grid, and the reference electrode was a silver wire; these electrodes were arranged in the cylinder without touching its base. A 3% NaCl (chemically pure grade, Lenreaktiv) solution was used as an electrolyte. The electrochemical parameters were measured at a potential sweeping rate of 10 mV s–1 in the range from –1 to 0 V once a week in the course of 2 months for the steel plate with intact coating as a working electrode, once a week in the course of 3 weeks for the steel plate with damaged coating as a working electrode, and daily in the course of 3 days for the uncoated plate as a working electrode. Prior to starting all the potentiodynamic measurement, the open-circuit potential was measured for 200 s.
To determine the corrosion current (Ic) and corrosion potential (Ec), we extrapolated the linear portions of the cathodic and anodic polarization curves to the point of their intersection. The polarization curves were plotted in the semilog coordinates (log I–E). The coordinates of the intersection points of the linear portions of the polarization curves correspond to the corrosion potential (abscissa) and corrosion current density (ordinate) [20, 21]. The inhibiting protection performance of the coatings (θ) was calculated by the formula
θ = (I0 – I/I0)×100%,
where I0 is the corrosion current of the steel plate with the coating containing no corrosion inhibitors (coating I); I, corrosion current of the steel plate with the coating containing corrosion inhibitors (coatings II and III).
To study the corrosion-protective properties of coatings in field trials under the conditions of humid tropical climate, coatings III (three samples) applied onto steel plates (08PS steel) of 70 × 150 × 0.9 mm size and uncoated steel plates were arranged on benches on an open site in the Head Department of the Joint Russia–Vietnam Tropical Research and Technological Center (Hanoi, Vietnam). The sample exposure time was 6 months. The external appearance of the samples was monitored biweekly with a photo camera.
RESULTS AND DISCUSSION
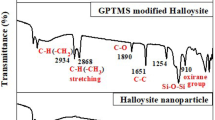
All the IR spectra (Fig. 1) of coatings I–III contain broadened bands in the region of 3400 cm–1, assignable to stretching vibrations of the OH groups. Bands with maxima at 2930 and 2860 cm–1 correspond to stretching vibration bands of C—H bonds in the functional groups (CH, CH2, and CH3) present in the epoxy matrix. Bands in the range 1460–1250 cm–1 are associated with C—H, C—O, and C—(CH3)2 bending vibrations. In all the spectra, there are strong bands of the ether C—O—C bond in the range 1100–1000 cm–1.

IR spectra of coatings I–III based on ST-3000 cycloaliphatic epoxy resin. (I) ST-3000, (II) ST-3000 with fillers (muscovite, TiO2), and (III) ST-3000 with fillers (muscovite, TiO2) and Ekan-3 epoxy rubber.
The IR spectra of the coatings differed in the range below 1100 cm–1. The band at 1100 cm–1 in the spectra of coatings II and III was considerably broadened. In the case of coating II, two noticeable peaks appear with maxima at 1110 and 1020 cm–1. The band broadening is probably associated with Si—O stretching vibrations in muscovite, which is the filler in coatings II and III. In addition, in the IR spectra of coatings II and III additional bands appear at 529–527 and 484–475 cm–1; these bands are also characteristic of muscovite and are associated with Si—O—Si and Si—O—Al bending vibrations [22]. A weak band at 1510 cm–1 in the IR spectrum of coating III is probably due to stretching vibrations of the aromatic ring of the epoxy rubber component.
All the coatings I–III based on a cycloaliphatic epoxy resin are characterized by good physicomechanical properties such as adhesion to metal, hardness, and impact strength (Table 1). All the coatings showed high adhesion to a metal support with no signs of peel off and chipping. Some parameters such as the contact angle, hardness, impact strength, and adhesion are virtually independent of the coating composition (Table 1). However, in going from coatings I and II to coating III, the strength of the coating in bending around a cylindrical rod is considerably enhanced, which is undoubtedly due to introduction of a highly elastic epoxy rubber into the formulation. In addition, introduction of the epoxy rubber component into coating III considerably reduced the coating curing time: from 168 (for coatings I and II) to 72 ч. The shorter curing time is a significant advantage of coating formulation III, because, as already noted, cycloaliphatic epoxy resins are characterized by low curing rate.
As we found, the coating composition strongly influences the thermal behavior of the coatings. In particular, in going from coating I to coating III, the degradation onset temperature increased from 175 (coating I) to 194°C (coating III). Thermal degradation of all the compounds is a multistep process (Fig. 2a). Heating of coating I to 569°C leads to virtually complete weight loss (97.3%), which is apparently due to complete degradation of the epoxy binder. In the case of coatings II and III, the weight loss at a similar temperature was –64.0 and –73.1%, respectively (Table 2), which is associated with the presence of heat-resistant fillers in their formulations. The DSC curves of coatings II and III are similar except stronger exothermic peaks in the range 290–340°C in the case of coating II (Fig. 2b). In both cases, in the DSC curves there is a strong exothermic peak with a maximum at 456°C. In the case of coating I, the exothermic peak maxima in the DSC curves increased in the intensity and were shifted toward higher temperatures compared to filler-containing coatings II and III. The weight loss rate in the case of coating I considerably exceeds that observed for coatings II and III. In the first step, the sample loses 75.6% of its weight (at 412°С). Pronounced exothermic effects in the DSC curve with three maxima at 240, 283, and 335°C are accompanied by strong ion current peaks associated with the release of water and carbon dioxide. In the second degradation step, above 412°C, the rate of the release of water and carbon dioxide decreases considerably. The weight change in the second step was –21.7% in the temperature interval 412‒569°C. In this interval, a strong exothermic effect was observed in the DSC curve at 497°C (Table 2).

Curves of (a) differential thermal analysis and (b) differential scanning calorimetry for coatings based on ST-3000 cycloaliphatic epoxy resin in the temperature interval 40–600°C. (I) ST-3000, (II) ST-3000 with fillers (muscovite, TiO2), and (III) ST-3000 with fillers (muscovite, TiO2) and Ekan-3 epoxy rubber.
Photomicrographs of coatings I–III before and after thermal analysis (Fig. 3) confirm the above conclusions on the course of the thermal degradation. In the case of coating I, virtually nothing remains on the crucible bottom. In the case of coatings II and III, white powders remain after the thermal analysis; their composition, apparently, corresponds to the fillers used (muscovite and TiO2).

Photomicrographs of coatings based on ST-3000 cycloaliphatic epoxy resin after heating to 600°C. (a) I, ST-3000; (b) II, ST-3000 with fillers (muscovite, TiO2); and (c) III, ST-3000 with fillers (muscovite, TiO2) and Ekan-3 epoxy rubber.
Coating III as the most heat-resistant was kept at 200°С for 5 h. After the heat treatment, the coating significantly changed its color: from light beige to dark brown. Small dot-like inclusions were observed in the photomicrographs throughout the sample surface; in the course of operation of the heat-treated coating, they can cause the development of the corrosion. Thus, 200°С is the maximum permissible temperature of the operation of coating III. The electron micrographs of the surface of coating III confirm changes in the surface morphology after the heat treatment (Fig. 4). Evaluation of the physicomechanical properties of the heat-treated coating showed that the adhesion (cross-cut test) did not change (1 point). However, the coating hardness increased from 0.59 to 0.71 unit, and the contact angle decreased to 59°, which may be due to an increase in the coating porosity.

Electron micrographs of the surface of coating III based on ST-3000 cycloaliphatic epoxy resin with fillers (muscovite, TiO2) and Ekan-3 epoxy rubber (a) after curing and (b, c) after heating at 200°C for 5 h, (b) top and (c) side view.
The electrochemical corrosion trials of steel plates with coatings I–III in a 3% NaCl solution showed no corrosion current. The corrosion current was not detected in the course of 2-month trials. Therefore, accelerated electrochemical trials were performed. Coatings I–III were damaged by making a cross-like cut and were then exposed to a 3% NaCl solution for 3 weeks.
The highest corrosion current was detected for the uncoated plate and plate with coating I (no fillers) (Fig. 5, Table 3). The plate with coating III showed the lowest corrosion current. Probably, additional introduction of epoxy rubber into coating III together with fillers considerably enhances its corrosion resistance owing to the formation of a denser and more cross-linked structure compared to coatings I and II without epoxy rubber.

Potentiodynamic polarization curves recorded on plates with a cross-like cut. (1) Uncoated steel plate after keeping in a 3% NaCl solution for 3 days; (2, 3, 4) steel plates with coatings I (ST-3000), II [ST-3000 with fillers (muscovite, TiO2)], and III [ST-3000 with fillers (muscovite, TiO2) and epoxy rubber] after keeping in a 3% NaCl solution for 3 weeks.
The corrosion protection type can be determined from the corrosion potential (Еc). An increase in the corrosion potential of steel plates with coatings I–III (–720 mV) relative to the uncoated plate (–730 mV) suggests the anodic protection effect of these coatings [23].
Thus, the results of electrochemical trials demonstrate high corrosion resistance of coatings based on the cycloaliphatic epoxy resin. In the case of intact coatings, no corrosion current was detected in the course of keeping in a 3% NaCl solution for 2 months, whereas in [24, 25] the corrosion current density varied in the range 10–12–10–8 A cm–2 after keeping the epoxy coatings in a salt solution for 30–40 days. Accelerated electrochemical trials have shown that the corrosion-protective performance of the developed coatings I–III increases in the order I < II < III.
To study the resistance to atmospheric corrosion, we chose coating III. After 6-month exposure under the conditions of humid tropical climate, no traces of corrosion were detected on the surface of coating III, except small areas on the plate edges (edge effect). It should be noted that the damage area of the control (uncoated) sample was >99% (Fig. 6, 4th plate from left to right). The resistance of coating III to atmospheric corrosion appeared to be much higher than that of a coating based on perfluorinated epoxy resin (Fig. 6, 6th plate from left to right), which peeled off from the support, and of a coating based on a silicone–epoxy resin (Fig. 6, 7th plate from left to right), whose surface showed noticeable signs of corrosion.

Bench with coating samples (date: September 13, 2020), Hanoi, Vietnam. Samples with coating III based on ST-3000 cycloaliphatic epoxy resin with fillers (muscovite, TiO2) and Ekan-3 epoxy rubber are encircled with a green frame.
CONCLUSION
The effect of adding fillers (mixture of muscovite with titanium dioxide) and epoxy rubber component on the physicomechanical and electrochemical properties of coatings based on a cycloaliphatic epoxy matrix was studied. The physicomechanical properties such as hardness, contact angle, adhesion, and impact strength are virtually independent of the coating composition. Introduction of epoxy rubber into the formulation considerably enhanced the bending strength of the coating and appreciably reduced the coating curing time. In addition, introduction of fillers and epoxy rubber increased the thermal degradation temperature, which varied in the intervals 175–194 (onset Td), 215–221 (T1%), and 236–253°C (T5%) in going from coating I to coating III. Heat treatment of coating III at 200°С for 5 h led to a considerable change in the external appearance of the coating and in its surface properties. Accelerated electrochemical trials have shown that the corrosion-protective effect of coatings I–III increases in the order I < II < III. Coating III showed high resistance to atmospheric corrosion under the conditions of humid tropical climate (no traces of corrosion after 6-month exposure).
Thus, the developed formulation based on a cycloaliphatic epoxy resin modified with epoxy rubber with fillers (mixture of muscovite with titanium dioxide) shows promise for preparing weather-resistant corrosion-protective coatings.
REFERENCES
Fan, W., Wang, H., Wang, C., Liu, Z., Zhu, Y., and Li, K., Appl. Surf. Sci., 2020, vol. 521, ID 146417. https://doi.org/10.1016/j.apsusc.2020.146417
Dong, Y. and Zhou, Q., Corros. Sci., 2014, vol. 78, pp. 22–28. https://doi.org/10.1016/j.corsci.2013.08.017
Yu, M., Lu, Q., Cui, Z., Wang, X., Ge, F., and Wang, X., Prog. Org. Coat., 2020, vol. 139, ID 105457. https://doi.org/10.1016/j.porgcoat.2019.105457
Dehghani, A., Bahlakeh, G., and Ramezanzadeh, B., Chem. Eng. J., 2020, vol. 400, ID 125860. https://doi.org/10.1016/j.cej.2020.125860
Pestov, A.V., Osipova, V.A., Koryakova, O.V., Gorbunova, T.I., Smirnov, S.V., and Veretennikova, I.A., Russ. J. Appl. Chem., 2020, vol. 93, no. 3, pp. 400–405. https://doi.org/10.1134/S107042722003012X
Yi, H., Chen, C., and Zhong, F., High Perform. Polym., 2014, vol. 26, pp. 255–264. https://doi.org/10.1177/0954008313509390
Zhou, H., Chen, R., Liu, Q., Liu, J., Yu, J., Wang, C., Zhang, M., Liu, P., and Wang, J., Chem. Eng. J., 2019, vol. 368, pp. 261–272. https://doi.org/10.1016/j.cej.2019.02.032
Oliveira, J., Rocha, R., and Galdino, A., J. Mater. Res. Technol., 2019, vol. 8, pp. 1729–1736. https://doi.org/10.1016/J.JMRT.2018.10.016
Lima-Neto, P., Araujo, A.P., Araujo, W.S., and Correia, A.N., Prog. Org. Coat., 2008, vol. 62, pp. 344–350. https://doi.org/10.1016/j.porgcoat.2008.01.012
Kang, Y., Chen, X., Song, S., Yu, L., and Zhang, P., Appl. Surf. Sci., 2012, vol. 258, no. 17, pp. 6384–6390. https://doi.org/10.1016/j.apsusc.2012.03.046
Yahyaie, H., Ebrahimi, M., Vakili Tahami, H., and Mafi, E.R., Prog. Org. Coat., 2013, vol. 76, pp. 286–292. https://doi.org/10.1016/j.porgcoat.2012.09.016
Cai, H.P., Hu, J., Wang, Y.L., and Wang, J., Mater. Res. Express, 2019, vol. 6, ID 085338. https://doi.org/10.1088/2053-1591/ab24ef
Shon, M.Y. and Kwon, H.S., Corros. Sci., 2009, vol. 51, pp. 650–657. https://doi.org/10.1016/j.corsci.2008.11.022
Gonzalez, M.G., Cabanelas, J.C., Pozuelo, J., and Baselga, J., J. Therm. Anal. Calorim., 2011, vol. 103, pp. 717–723. https://doi.org/10.1007/s10973-010-0980-9
Chen, X.M. and Ellis, B., Chemistry and Technology of Epoxy Resins, Ellis, B., Ed., Dordrecht: Springer, 1993, pp. 303–325. https://doi.org/10.1007/978-94-011-2932-9_9
Suliga, A., Hamerton, I., and Viquerat, A., Composites, Part B, 2018, vol. 138, pp. 66–76. https://doi.org/10.1016/j.compositesb.2017.11.010
Kondratenko, Yu.A., Golubeva, N.K., and Buslaev, G.S., Abstracts of Papers, XVII Molodezhnaya nauchnaya konferentsiya i shkola molodykh uchenykh (XVII Youth Scientific Conf. and School of Young Scientists), St. Petersburg (Russia), Dec. 5–6, 2019, pp. 67–69.
Kochina, T.A., Buslaev, G.S., and Kondratenko, Yu.A., Glass Phys. Chem., 2020, vol 46, no. 1, pp. 13–25. https://doi.org/10.1134/S1087659620010113
Darroman, E., Durand, N., Boutevin, B., and Caillol, S., Prog. Org. Coat., 2016, vol. 91, pp. 9–16. https://doi.org/10.1016/j.porgcoat.2015.11.012
Mattsson, E., Basic Corrosion Technology for Scientists and Engineers, Ellis Horwood, 1989, p. 25.
Semenova, I.V., Florianovich, G.M., and Khoroshilov, A.V., Korroziya i zashchita ot korrozii (Corrosion and Corrosion Protection), Semenova, I.V., Ed., Moscow: Fizmatlit, 2002, p. 298.
Zviagina, B.B., Drits, V.A., and Dorzhieva, O.V., Minerals, 2020, vol. 10, no. 2, ID 153. https://doi.org/10.3390/min10020153
Al-Sabagh, A.M., Abdou, M.I., Migahed, M.A., Abd-Elwanees, S., Fadl, A.M., and Deiab, A., Egypt. J. Petrol., 2018, vol. 27, pp. 415–425. https://doi.org/10.1016/j.ejpe.2017.07.006
Huang, Z., Zhao, W., Zhao, W., Ci, X., and Li, W., Friction, 2021, vol. 9, pp. 104–118. https://doi.org/10.1007/s40544-019-0329-8
Zhou, C., Li, Z., Li, J., Yuan, T., Chen, B., Ma, X., Jiang, D., Luo, X., Chen, D., and Liu, Y., Chem. Eng. J., 2020, vol. 385, ID 123835. https://doi.org/10.1016/j.cej.2019.123835
Funding
The study was performed within the framework of the government assignment for the Institute of Silicate Chemistry, Russian Academy of Sciences and was supported by the Ministry of Science and Higher Education of the Russian Federation (theme no. AAAA-A19-119022290090-1).
Field trials of the coatings were performed at the Joint Russia–Vietnam Tropical Research and Technological Center (Tropical Center) within the framework of Ekolan Т-1.14-2020 project.
Author information
Authors and Affiliations
Contributions
Yu.A. Kondratenko: choice of investigation objects, formulation of tasks, analysis and treatment of the results obtained, analysis of published data, and preparation of the paper text; N.K. Golubeva: preparation of compounds, application of coatings, and study of their physicomechanical properties; A.G. Ivanova: study of corrosion-protective properties of the coatings, participation in preparation of Experimental and Results and Discussion sections; V.L. Ugolkov: study of the heat resistance of the coatings; T.A. Kochina: participation in formulation of the tasks and preparation of the Results and Discussion section; and O.A. Shilova: formulation of tasks for field trials of the coatings and participation in the manuscript preparation.
Corresponding author
Ethics declarations
The authors declare that they have no conflict of interest.
Additional information
Translated from Zhurnal Prikladnoi Khimii, No. 11, pp. 1309–1319, December, 2021 https://doi.org/10.31857/S0044461821100066
Rights and permissions
About this article

Cite this article
Kondratenko, Y.A., Golubeva, N.K., Ivanova, A.G. et al. Improvement of the Physicomechanical and Corrosion-Protective Properties of Coatings Based on a Cycloaliphatic Epoxy Matrix. Russ J Appl Chem 94, 1489–1498 (2021). https://doi.org/10.1134/S1070427221110045
Received:
Revised:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1134/S1070427221110045