
Abstract
The effect affected by the choice of the direction of the crystal growth by selective laser melting on the distribution of residual stresses was studied on the example of initiated growing of a 20 × 20 × 70-mm prism of steel 316L. Prisms with different growth directions (along their long and short edges) have been investigated. Neutron stress diffractometry providing the measurement of all three stress tensor components in massive materials and products by a nondestructive method was used. Compressive stresses are formed in the central part of a prism in both cases. They are close to zero or transit to tensile stresses when approaching the surface. In the prism grown vertically along the long edge, tensile stresses are higher and occupy a larger volume as compared to the prism grown along the short edge. Maximum tensile stresses (~500 MPa) near the vertical prism edges are close to the ultimate yield strength of the material (~540 MPa). The maximum compressive stresses (~–400 MPa) are formed in the central part of the vertical prism.
Similar content being viewed by others


Avoid common mistakes on your manuscript.
INTRODUCTION
Additive technologies (ATs) are one of the most dynamically developing trends in contemporary industry. Compared to traditional technologies, they provide the ability to substantially reduce material consumption, labor efforts, and time in the manufacturing of parts. Using additive technologies, it is possible to obtain principally new materials and products, which cannot be manufactured by traditional technologies. Metal products are manufactured with the use of additive technologies via the layer-by-layer deposition of fused metal to a required thickness. The technologies differ in the ways of layers formation (selective powder bed melting and direct growth), energy sources (laser or electron beam or electrical arc), and used material types (powder or wire). The most widely recognized methods are based on the use of laser radiation: selective laser melting (SLM) and direct laser deposition (DLD). In the SLM method, a homogeneous powder bed several tens of microns in thickness is initially formed on a substrate and further subjected to sintering by means of a laser beam to form a horizontal part layer. The next layer is then deposited and the process is repeated. In the DLD method a metallic powder is sent through a special nozzle to the same area to which a laser beam is directed to form a local liquid melt pool. The corresponding horizontal layer of a part is formed by displacing the beam.
The creation of an AT material occurs at high temperature gradients and cooling rates. For this reason, considerable residual stresses appear in a material and may substantially worsen its fatigue strength to result in warping, cracking, and deformation in the part under its formation [1‒3]. High residual stresses are one of the major factors that prevent the wide recognition of the additive production of metallic products. To understand the nature of residual stresses in the materials manufactured by additive technologies and search for methods for their reduction, the effect of technology types and technological process parameters (material, scanning pattern, scanning speed, rotation angle between neighboring layers, laser power, specimen geometry, etc.) on the distribution of residual stresses has been studied [4–9]. Residual stresses are difficult in theoretical calculations; thus, experimental investigations are important for the verification of different computational models. Let us note that the growth direction is also one of the technological parameters. However, there are comparatively few papers devoted to this problem [9–13].
The objective of this study was to investigate the effect produced by the direction of growth on the distribution of residual stresses by neutron stress diffractometry with the use of two identical rectangular prisms grown by selective laser melting from steel 316L as an example and compare the results with the distribution of stresses in a prism grown from the same steel by direct laser-assisted deposition [14]. At the present time, neutron stress diffractometry is the only method that provides the measurement of all three stress tensor components in massive metallic parts (of up to 50 mm in thickness) by a nondestructive technique due to the high penetrating ability of neutrons [15–17]. The penetrating ability of X-rays is much lower (~10 µm in steels); thus, the X-ray method gives information only on the stresses in surface or near-surface material layers [15].
MATERIALS AND METHODS
Preparation of Specimens
Specimens were prepared by using a metal powder composition (10–63-µm fraction; average particle size, 36 µm) of 316 L steel. The chemical composition of this steel is given in Table 1. The SLM process was performed on a Concept Laser M2 Cusing setup. Specimens of 20 × 20 × 70 mm (hereinafter, dimensions are given in millimeters) were grown on a common basic steel 316L plate by the SLM. The growth direction of the first prism coincided with its long edge of 70 mm (Fig. 1a) and the growth direction of the second prism coincided with its short edge of 20 mm (Fig. 1b).

Rectangular 316L steel prisms grown by selective laser melting: (a) vertical prism, (b) horizontal prism. L1, L2, L3, L4, L5, and L6 are lines, which are parallel to the Z axis (longitudinal direction) and used to measure the stresses. Cross sections XY, which are perpendicular to Z axis (Z = 1.5, 17, 35) and used to measure the stresses, are also shown. Dimensions are given in millimeters.
After manufacturing, the specimens were separated from the base plate and supporting structures with a cutting wheel. To attain a regular shape, a layer ~1 mm in thickness was additionally removed from the horizontal prism by electrical discharge (spark) cutting from its base side such that the horizontal prism finally was 20 × 19 × 70 mm (19 mm is the vertical edge along the growth direction). The coordinate systems for both prisms are shown in Fig. 1. In both prisms, the Z axis corresponds to the longitudinal direction, the X axis is the transverse direction, and the Y axis, a normal direction.
Measurement of Stresses by the Neutron Diffraction Method
The neutron diffraction method of stress measurements is based on the measurement of the shift of the angular position of the diffraction peak produced by the change in the interplanar distance of a crystal lattice under tensile or compressive stresses [18]. According to the Wulff–Bragg’s law,
where \({{d}_{{hkl}}}\) is the distance between the atomic planes of a crystal lattice with the Miller indices \(hkl,\) \({{\theta }_{{hkl}}}\) is the Bragg angle of scattering from planes \(\left( {hkl} \right)\), and \(\lambda \) is the wavelength of neutrons. The relative strain averaged over a trial volume in the direction of a normal to reflecting planes \(\left( {hkl} \right)\) is determined as
where \({{d}_{{0,hkl}}}\) and \({{\theta }_{{0,hkl}}}\) are the interplanar distance and scattering angle for the unstressed material. Hence, the interplanar distance serves as an embedded detector for the relative strain, which can be measured by the shift of a diffraction peak. Using the measured strain tensor components \({{\varepsilon }_{x}},\) \({{\varepsilon }_{y}},\) \({{\varepsilon }_{z}}\) (hereinafter, the indices \(hkl\) are omitted) along the major directions x, y, z and the generalized Hooke’s law, it is possible to calculate the stress tensor components \({{\sigma }_{x}},\) \(~{{\sigma }_{y}},\) \({{\sigma }_{z}}\) along these directions [18] as
where \(E\) is the Young modulus, and \(\nu \) is the Poisson ratio. Let us note that the calculation should be performed by using the diffraction elastic constants \({{E}_{{hkl}}}\) and \({{\nu }_{{hkl}}}\) for the planes \(\left( {hkl} \right),\) which are engaged in the measurement of strains.
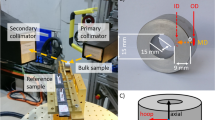
The stress distribution was studied on a STRESS neutron diffractometer on an IR-8 reactor in the National Research Center “Kurchatov Institute” [19‒21]. To decrease the time of measurements of a neutron beam and obtain the information on the distribution of stresses over the volume of a prism, the measurements were performed by the following scheme. In the vertical prism (Fig. 1a), the measurements were carried out at the points located on three lines L1, L2, and L3 parallel to the vertical Z axis. These lines pass through the prism center (L1, X = 10, Y = 10), near the side prism face (L2, X = 10, Y = 1.5), and near the prism edge (L3, X = 1.5, Y = 1.5). The measurements were performed at the points from Z = 2 to Z = 68 with a step of 3. Some measurements were also performed in prism cross sections XY at distances of 1.5, 17, and 35 mm from its upper face along Z axis (Fig. 1a). The closest points to side faces in cross sections were at a depth of 1.5 mm. Several points at a depth of 1 mm from the surface of side faces were additionally measured in the cross sections. In the horizontal prism (Fig. 1b), the measurements were carried out at the points located on three lines L4, L5, and L6, which were parallel to horizontal Z axis and passed through the prism center (L4, X = 10, Y = 9.5), near the lower prism face (L5, X = 10, Y = 1.5), and near its upper face (L6, X = 10, Y = 17.5). The measurements were performed at the points from Z = 2 to Z = 68 with a step of 3. Similarly to the measurements in the vertical prism, the stresses were measured in prism cross sections XY at distances of 1.5, 17, and 35 mm from the side face along Z axis. To decrease the measurement time, the measurements in cross section of Z = 1.5 were performed in an 1/4 cross section. The diffraction peak (311) of the face-centered cubic (FCC) lattice of austenite steel 316L was measured at an angle \(2\theta \approx 91^\circ .\) The reflecting plane (311) was recommended for the measurement of stresses in the materials with a FCC lattice, as it has low sensitivity to microstresses [18]. The measurements were performed with a gauge volume of ∼1.5 × 1.5 × 2 mm. The points at a depth of 1 mm from the surface of faces were measured with a gauge volume of ~1 × 1 × 3 mm. In all the measurements, the gauge volume was completely immersed into the material to avoid measurement error in the case of its incomplete immersion [18]. Strain components were measured with a statistical error of ~50 × 10–6, which corresponded to the stress measurement error of ~20 MPa. The reference interplanar distance \({{d}_{0}},\) which corresponded to the unstressed material, was determined from the condition of balance between the forces along Z axis in cross sections XY with Z = 17.5 and 35 [9, 15]. The spread of \({{d}_{0}},\) which was determined for different cross sections, corresponded to the stress change of less than 40 MPa at a measured point.
In the calculations, the Young modulus \({{E}_{{311}}} = 184\,\,{\text{GPa}}\) and the Poisson ratio \({{\nu }_{{311}}} = 0.294\) were taken for steel 316L [15].
RESULTS OF EXPERIMENTS AND THEIR DISCUSSION
The results of measurements along the lines parallel to Z axis in the vertical (L1, L2, L3) and horizontal (L4, L5, L6) prisms are shown in Fig. 2. In the middle part of the vertical prism (15 < Z < 55), all the stress components varied within a range of ±50 MPa along all the lines (Fig. 2a).

The distribution of stress components along the lines parallel to the Z axis in (a) vertical (L1, L2, L3) and (b) horizontal (L4, L5, L6) prisms.
The maximum compressive stress (\({{\sigma }_{z}}\) ~ –400 MPa) is observed in the middle part of the measurement region of line L1 (X = 10, Y = 10), which passes through the prism center. Compressive stresses abruptly decrease when approaching the upper and lower prism faces to near-zero values, as the stress component normal to the free surface must be equal to zero on the surface. In contrast, the components \({{\sigma }_{x}}\) and \({{\sigma }_{y}},\) which are close to zero in the middle part, abruptly increase to ~220/270 MPa when approaching the upper/lower prism faces. Let us note that the distribution of stresses along central line L1 is in good agreement with the distribution along the central line in the steel 316L prism grown by direct laser deposition [14].
The middle region of line L2 (X = 10 mm, Y = 1.5 mm) (Fig. 2a) that passes near the central line of the side prism face has tensile stresses (\({{\sigma }_{z}}\) ~350 MPa), which abruptly decrease when approaching the upper and lower prism faces. The component \({{\sigma }_{x}}\) in the middle part of the prism is ~160 MPa. It initially slightly decreases when approaching the upper and lower faces and further grows to ~230 MPa. The component \({{\sigma }_{y}}\) is close to zero, as it is perpendicular to the surface.
The maximum values of tensile stresses (~500 MPa) are observed for the longitudinal component \({{\sigma }_{z}}\) in the middle part of the prism near the side edges along line L3 (X = 1.5, Y = 1.5) (Fig. 2a). It abruptly decreases when approaching the upper and lower prism faces, being perpendicular to them. For the same reason the stress components \({{\sigma }_{x}}~\) and \({{\sigma }_{y}}\) are close to zero at the points along line L3 near the side faces, and the maximum stress σz ≈ 500 MPa is close to the equivalent Mises stress. Let us note that the stresses near the lower prism apex are slightly higher than the stresses near the upper apex.
In the horizontal prism (Fig. 2b), similarly to the vertical prism, all the stress components except \({{\sigma }_{z}}\) near the upper and lower faces (L5, L6) are changed slightly in the middle part of the prism in the region 5 ≤ Z ≤ 65 within a range of ±50 MPa.
All the stress components along line L4 that pass through the center of the horizontal prism are compressive. When approaching the prism edges (Z = 0, Z = 70), the compressive stresses \(~{{\sigma }_{z}}\) and \({{\sigma }_{x}}~\) decrease to nearly zero values, and the component \({{\sigma }_{y}}\) parallel to the growth direction switches its sign and increases to ~200 MPa.
The stresses near the upper and lower faces of the horizontal prism (L5, L6) are close to zero or are tensile. Let us note that the stresses near the upper face (L6) are higher than the stresses near the lower face L5).
The distributions of stresses in cross sections XY (Z = 1.5, 17, 35) along the central lines of these cross sections Y (X = 10) and X (Y = 10/9.5) in the vertical and horizontal prisms are shown in Fig. 3. The maps of the two-dimensional distribution of stresses in cross sections XY (Z = 1.5, 17, 35) are plotted in Fig. 4.

The distribution of stresses in cross sections XY (Z = 1.5, 17, 35) along the central lines of cross sections Y (X = 10) and X (Y = 10/9.5) in (a) vertical and (b) horizontal prisms.

Maps of the two-dimensional distribution of stresses in cross sections XY (Z = 1.5, 17, 35) of (a) vertical and (b) horizontal prisms.
Based on the results of measurements along lines L1, L2, and L3 (Fig. 2a) and in cross sections (Figs. 3a and 4a), it is possible to make the following conclusion about the distribution of stresses in the vertical prism. In a major part of the prism volume (at a depth of more than 3 mm from the side faces), the normal and transverse stress components are small, and a uniaxial stressed state (along the vertical Z axis) occurs. In the central part of a prism, high (~–400 MPa) compressive longitudinal stresses decrease when approaching the side faces and become tensile at a distance of ~3 from a face. The stresses quickly increase in the course of further approach to the face to attain ~350 MPa at a distance of 1.5 mm from the face. The maximum tensile longitudinal stresses (~500 MPa) are observed near the side faces of the prism.
The compressive stresses in the central part of the prism are compensated by the tensile stresses near its side faces. At a depth of 1.5 mm from the side faces small normal and transverse stresses (~150 MPa), parallel to the faces and also near-zero stresses occur perpendicular to the side faces. Near the upper face in the cross section Z = 1.5 mm, the vertical component σz perpendicular to this face is close to zero. The transverse \({{\sigma }_{x}}\) and normal \(~{{\sigma }_{y}}\) close to zero in the middle part of the prism increase to ~200 MPa.
The ultimate yield strength of steel 316L obtained by selective laser melting depends on the growth direction and technological process parameters [22–24]. The maximum tensile stresses (~500 MPa) near the edges in the central part of the prism are close to the ultimate yield stress of steel 316L in the growth direction (540 MPa) [25].
Based on the results of measurements along lines L4, L5, and L6 (Fig. 2b) and cross sections (Figs. 3b and 4b), it is possible to make the following conclusions about the distribution of stresses in the horizontal prism. In the central part of the prism volume at a depth of 5 mm or more from its faces, a triaxial stressed state occurs: all the three stress components are compressive with a maximum value of ~–200 MPa. The compressive stresses in the central part are compensated by the tensile stresses around this part. Tensile stress components increase when approaching the faces. Maximum values of stress components are observed near the surfaces of the faces parallel to the corresponding component: σZ ~ 100 MPa, σX = 300 MPa, σY = 350 MPa.
The maximum tensile stresses near the surface in the vertical prism are much higher than the stresses in the horizontal prism and occupy a much larger volume (Figs. 4a and 4b). They are oriented along the long edge in the vertical prism (σz), and the short edge in the horizontal prism \(({{\sigma }_{y}}).\) Qualitatively, such an essential distinction can be explained as follows. In the vertical prism, tensile stresses oriented vertically along the growth direction (long edge) are formed near the vertical faces. They increase with distance from the free horizontal surfaces (prism faces) to attain a maximum at a distance of ~15 mm from the faces (Fig. 2a). In the horizontal prism, tensile stresses are also formed near the vertical faces along the growth direction (short edge), but the maximum stress at a distance of ~10 mm will be smaller than the stress at a distance of ~15 mm from the free horizontal surfaces (upper and lower faces). In both the vertical and horizontal prisms, there are compressive stresses in the central part and tensile stresses near the surface in good agreement with the results [14, 15]. Let us note that, to understand the reasons for the formation of near-surface tensile stresses and compressive stresses compensating them in the middle part of both prisms, it is necessary to perform calculations by the finite element method.
Tensile stresses on the surface of a part worsen corrosion resistance, strength characteristics, and cracking resistance. For this reason, when growing a massive part by selective laser melting, the direction of its growth should be selected as parallel to its smallest dimension as possible to reduce the residual stresses.
CONCLUSIONS
The effect produced by the direction of growth on the residual stresses in 316L steel specimens manufactured by selective laser melting has been studied by neutron stress diffractometry. Using a specimen shaped as a prism as an example, it has been shown that the value and distribution of residual stresses strongly depend on the growth direction. In the prism grown along the long edge, the tensile stresses are higher and occupy a larger volume compared to an identical prism grown along the short edge. Maximum tensile stresses (~500 MPa) close to the ultimate yield stress of the material (~540 MPa) are formed near the long edges of the vertical prism. The formation of compressive stresses inside a part and tensile stresses near its surface is common for the parts manufactured by selective laser melting.
REFERENCES
H. Köhler, K. Partes, J. R. Kornmeier, and F. Vollertsen, “Residual stresses in steel specimens induced by laser cladding and their effect on fatigue strength,” Phys. Procedia 39, 354–361 (2012).
A. B. Spierings, T. L. Starr, and K. Wegener, “Fatigue performance of additive manufactured metallic parts,” Rapid Prototyping J. 19, 88–94 (2013).
A. Riemer, S. Leuders, M. Thone, H. A. Richard, T. Troster, and T. Niendorf, “On the fatigue crack growth behavior in 316L stainless steel manufactured by selective laser melting,” Eng. Fract. Mech. 120, 15–25 (2014).
P. Rangaswamy, M. L. Griffth, M. B. Prime, T. M. Holden, R. B. Rogge, J. M. Edwards, and R. J. Sebring, “Residual stresses in LENS components using neutron diffraction and contour method,” Mater. Sci. Eng., A 399, 72–83 (2005).
L. Wang, S. D. Felicelli, and P. Pratt, “Residual stresses in LENS-deposited AISI 410 stainless steel plates,” Mater. Sci. Eng., A 496, 234–241 (2008).
Y. Liu, Y. Yang, and D. Wang, “A study on the residual stress during selective laser melting (SLM) of metallic powder,” Int. J. Adv. Manuf. Technol. 87, 647–656 (2016).
B. Cheng, S. Shrestha, and K. Chou, “Stress and deformation evaluations of scanning strategy effect in selective laser melting,”Addit. Manuf. 12, 240–251 (2016).
J. Robinson, I. Ashton, P. Fox, E. Jones, and C. Sutcliffe, “Determination of the effect of scan strategy on residual stress in laser powder bed fusion additive manufacturing,” Addit. Manuf. 23, 13–24 (2018).
B. A. Szost, S. Terzi, T. Martina, D. Boisselier, A. Prytuliak, T. Pirling, M. Hofmann, and D. J. Jarvis, “A comparative study of additive manufacturing techniques: Residual stress and microstructural analysis of CLAD and WAAM printed Ti–6Al–4V components,” Mater. Des. 89, 559–567 (2016).
A. S. Wu, D. W. Brown, M. Kumar, G. F. Gallegos, and W. E. King, “An experimental investigation into additive manufacturing-induced residual stresses in 316L stainless steel,” Metall. Mater. Trans. A 45, 6260–6270 (2014).
B. Vrancken, V. Cain, R. Knutsen, and J. Van Humbeeck, “Residual stress via the contour method in compact tension specimens produced via selective laser melting,” Scr. Mater. 87, 29–32 (2014).
L. Mugwagwa, D. Dimitrov, S. Matope, and T. Becker, “A methodology to evaluate the influence of part geometry on residual stresses in selective laser melting,” Int. Conf. Competitive Manuf. (COMA’16) (2016), pp. 133–139.
A. Salmi, G. Piscopo, E. Atzeni, P. Minetola, and L. Iuliano, “On the effect of part orientation on stress distribution in AlSi10Mg specimens fabricated by laser powder bed fusion (L-PBF),” Procedia CIRP 67, 191–196 (2018).
P. Pant, S. Proper, V. Luzin, S. Sjostrom, K. Simonsson, J. Moverare, S. Hosseini, V. Pacheco, and R. L. Peng, “Mapping of residual stresses in as-built Inconel 718 fabricated by laser powder bed fusion: A neutron diffraction study of build orientation influence on residual stresses,” Addit. Manuf. 36, 101501 (2020).
P. Rangaswamy, T. M. Holden, R. Rogge, and M. L. Griffith, “Residual stresses in components formed by the laser-engineered net shaping (LENS®) process,” J. Strain Anal. Eng. Des. 38 (6), 519–527 (2003).
P. J. Withers, “Depth capabilities of neutron and synchrotron diffraction strain measurement instruments. II. Practical implications,” J. Appl. Crystallogr. 37, 607–612 (2004).
W. Woo, V. T. Em, B. Seong, E. Shin, P. Mikula, J. Joo, and M. Kang, “Effect of wavelength-dependent attenuation on neutron diffraction stress measurements at depth in steels,” J. Appl. Crystallogr. 44, 747–754 (2011).
W. Woo, V. T. Em, P. Mikula, G. B. An, and B. Seong, “Neutron diffraction measurements of residual stresses in a 50mm thick weld,” Mater. Sci. Eng., A 528, 4120–4124 (2011).
M. T. Hutchings, P. J. Withers, T. M. Holden, and T. Lorentzen, Introduction to the Characterization of Residual Stress by Neutron Diffraction, 1st ed. (CRC Press, New York, 2005).
V. T. Em, V. P. Glazkov, I. D. Karpov, N. F. Miron, V. A. Somenkov, M. N. Shushunov, V. V. Sumin, P. Mikula, and J. Šaroun, “A double-crystal monochromator for neutron stress diffractometry,” Instrum. Exp. Tech., No. 4, 526–532 (2017).
V. T. Em, I. D. Karpov, V. A. Somenkov, V. P. Glazkov, A. M. Balagurov, V. V. Sumin, P. Mikula, and J. Šaroun, “Residual stress instrument with double-crystal monochromator at research reactor IR-8,” Phys. B: Condens. Matter 551, 413–416 (2018).
A. I. Mertens, S. Reginster, Q. Contrepois, T. Dormal, and O. Lemaire, “Microstructures and mechanical properties of stainless steel AISI 316L processed by selective laser melting,” Mater. Sci. Forum 783–786, 898–903 (2014).
G. Buchanan, V.-P. Matilinen, A. Salminen, and L. Gardnera, “Structural performance of additive manufactured metallic material and cross-sections,” J. Construct. Steel Res. 136, 35–48 (2017).
J. Suryawanshi, K. G. Prashanth, and U. Ramamurty, “Mechanical behavior of selective laser melted 316L stainless steel,” Mater. Sci. Eng., A 696, 113–121 (2017).
P. Erikson, “Evaluation of mechanical and microstructural properties for laser powder-bed fusion 316L,” Master degree thesis (Uppsala University, Appl. Mater. Sci., 2018). http://www.diva-portal.org/smash/record.jsf?pid=diva2%3A1231504&dswid=-6174.
ACKNOWLEDGMENTS
This work was performed using the equipment of Unique Scientific Facility NRC IR-8, National Research Center “Kurchatov Institute.”
Funding
This study was supported in part by the Ministry of Science and Higher Education of the Russian Federation within the framework of researches by the state task to the Federal Research Center Crystallography and Photonics of the Russian Academy of Sciences (project code RFMEFI62119X0035).
Author information
Authors and Affiliations
Corresponding author
Additional information
Translated by E. Glushachenkova
Rights and permissions
Open Access. This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons license, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons license, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons license and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this license, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Karpov, I.D., Em, V.T., Rylov, S.A. et al. A Neutron Diffraction Study of the Effect Produced by the Direction of Crystal Growth on the Distribution of Residual Stresses in Austenite Steel Prisms Manufactured by Selective Laser Melting. Phys. Metals Metallogr. 123, 624–631 (2022). https://doi.org/10.1134/S0031918X22060096
Received:
Revised:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1134/S0031918X22060096