
Abstract
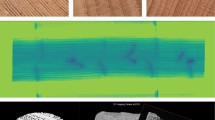
Highly optimised processing workflows characterise today’s wood industry. The gained efficiency is mainly directed towards making standardised linear materials that fulfil the market’s expectation of a continuous flow of identical products with certain constant specifications. The research presented here seeks to question these limitations and provide another approach to the use of wood in construction. The study involves complex geometry handling, architectural design, and material and structural considerations. Trees absorb CO2 during growth, and as a construction material, wood can function as CO2 storage, thereby reducing the levels in the atmosphere during the lifetime of the building—and even longer if the building components can be reused. We have seen a significant rise in wood construction over the past few years. This is partly due to growing climate awareness and the increased availability of engineered wood products (EWP). EWPs are reliant on uniform tree production. With growing interest in using wood for construction, an increase in plantation forests is predicted, leading to a lack of biodiversity in the affected areas. The consideration for the general climate expressed through the increased use of wood as a building material may thus appear to be in contrast to the efforts to improve biodiversity. This research seeks to provide an alternative route where non-uniform wood, usually used as firewood, can be used as a construction material. The project demonstrates possibilities that emerge from engaging with the wood as a specific occurrence of a biological entity rather than a standardised material. While historical precedents inspire the research, the project has been developed using digital tools, such as laser scanning, algorithmic design and robotic fabrication. We have developed a unique design-to-production workflow that uses curved natural wood in its original form to enable curved architectural designs. The workflow thereby links the inherent properties of the wood to a distinct mode of expression. The wood is retrieved from a sawmill that collects discarded tree trunks from local forests. The sawlogs are registered with a 3D scanner, and a customised parametric method is used to handle the geometric information and establish a database of the irregular saw logs. A custom-made algorithmic design tool identifies where the sawlogs fit best in a predefined construction design based on the database. Machining data is directly extracted for the subsequent robotic processing. The irregular shape of the material suggests a discrete analysis of the structural properties of each component. A series of destructive physical tests are carried out to indicate the capacity of the structural system and the joint solution. To demonstrate the viability of the workflow, study challenges in controlling tolerances and humidity, and develop an assembly strategy, we have produced a construction prototype of 15 members in the size of 3 m in width and 4 m in height.
























Similar content being viewed by others

References
Mallo MFL, Espinoza OA (2016) Cross-laminated timber vs. concrete/steel: 2016 world conference on timber engineering, WCTE 2016. WCTE 2016 - World Conference on Timber Engineering
Østnor T, Faanes S, Lædre O (2018) Laminated timber versus on-site cast concrete: a comparative study
Gustavsson L, Madlener R, Hoen H-F et al (2006) The role of wood material for greenhouse gas mitigation. Mitig Adapt Strat Glob Change 11:1097–1127. https://doi.org/10.1007/s11027-006-9035-8
Bremer LL, Farley KA (2010) Does plantation forestry restore biodiversity or create green deserts? A synthesis of the effects of land-use transitions on plant species richness. Biodivers Conserv 19:3893–3915. https://doi.org/10.1007/s10531-010-9936-4
Dudley N, Jeanrenaud J-P, Sullivan F (2014) Bad harvest: the timber trade and the degradation of global forests. Routledge
Aagaard AK, Larsen NM (2020) Developing a fabrication workflow for irregular sawlogs. Int J Archit Comput 18:270–283. https://doi.org/10.1177/1478077120906736
Larsen NM, Aagaard AK (2020) Robotic processing of crooked sawlogs for use in architectural construction. Constr Robot 4:75–83. https://doi.org/10.1007/s41693-020-00028-7
Stangeland SH, Kropf R (2012) Relational Practice. In: Hensel M (ed) Design innovation for the built environment: research by design and the renovation of practice. Routledge, Abingdon, Oxon; New York, pp 171–188
Tamke M, Riiber J, Jungjohann H (2010) Generated Lamella. In: ACADIA 10: LIFE in:formation, On Responsive Information and Variations in Architecture [Proceedings of the 30th Annual Conference of the Association for Computer Aided Design in Architecture (ACADIA) ISBN 978–1–4507–3471–4] New York 21–24 October, 2010), pp. 340–347. CUMINCAD
Hoadley RB (2000) Understanding Wood: A Craftsman’s Guide to Wood Technology, 1st edn. Emeryville, The Taunton Press, Newtown, CT
Zwerger K (2011) Wood and wood joints. Birkhäuser, Basel
Matthew P, University of St. Andrews, Library, Copyright Deposit Collection (1831) On Naval Timber and arboriculture; with critical notes on authors who have recently treated the subject of planting. by Patrick Matthew. Longman, Rees, Orme, Brown, and Green ;, London; and Adam Black, Edinburgh
Andersen E (1997) Roar Ege: skuldelev 3 skibet som arkaeologisk eksperiment. Vikingeskibshallen, Roskilde
Matthew P, Black A, Longman R Orme, Brown, and Green,, Neill and Company (1831) On naval timber and arboriculture: with critical notes on authors who have recently treated the subject of planting. Longman, Rees, Orme, Brown, and Green; Adam Black; Neill & Co., printers, Old Fishmarket., London; Edinburgh; Edinburgh
Vial Du Clairbois HS (2013) Encyclopedie methodique. marine. t. 1, abab-dessus de vaisseau. HACHETTE LIVRE - BNF
Prosser L (2020) Cruck building: a survey, rewley house studies in the historic environment. Vernac Archit 51:154–154. https://doi.org/10.1080/03055477.2020.1825282
Bygningsbevaring Raadvad (2018) Bindingsværk – et tidligt udviklet modulsystem med plads til egnsforskelle
Laguarda-Mallo M, Espinoza O (2016) Cross-laminated timber vs. concrete/steel: cost comparison using a case study
Bianconi F, Filippucci M (2019) Digital wood design: innovative techniques of representation in architectural design
Menges A (2012) Material computation: higher integration in morphogenetic design. Wiley; John Wiley [distributor], Hoboken, N.J.; Chichester
Menges A, Schwinn T, Krieg OD (2017) Advancing wood architecture: a computational approach. Routledge, Oxon
Vestartas P, Weinand Y (2020) Laser scanning with industrial robot arm for raw-wood fabrication
Devadass PD (2016) Robotic Fabrication of Non-Standard Material. In: ACADIA // 2016: POSTHUMAN FRONTIERS: Data, Designers, and Cognitive Machines [Proceedings of the 36th Annual Conference of the Association for Computer Aided Design in Architecture (ACADIA) ISBN 978–0–692–77095–5] Ann Arbor 27–29 October, 2016, pp. CUMINCAD
Franke L, Stahr A, Dijoux C, Heidenreich C (2017) How does the Zollinger Node really work? In: Interfaces: Architecture . Engineering . Science. p 1
Houlsby GT (2014) John Wallis and the numerical analysis of structures. Nexus Netw J 16:207–217. https://doi.org/10.1007/s00004-014-0179-7
Bariska M, Pásztory Z (2015) The optimum log feed speed with bandsaw. Eur J Wood Wood Prod 73. https://doi.org/10.1007/s00107-015-0883-3
Acknowledgements
The research has received funding from the Danish Independent Research Fund as part of ‘Material Imagination: Reconnecting with the Matter of Architecture’.
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Conflicts of interests/Competing interests
The authors have no relevant financial or non-financial interests to disclose, and the authors have no competing interests to declare that are relevant to the content of this article.
Rights and permissions
About this article

Cite this article
Larsen, N.M., Aagaard, A.K., Hudert, M. et al. Timber structures made of naturally curved oak wood: prototypes and processes. Archit. Struct. Constr. 2, 493–507 (2022). https://doi.org/10.1007/s44150-022-00046-9
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s44150-022-00046-9