
Abstract
Hybrid rocket propulsion systems have proved to be a suitable option for some specific applications in the space transportation domain such as in launch vehicle upper stages, orbit transfer spacecrafts, decelerator engines for re-entry capsules, and small satellites launchers. Part of the renewed interest in hybrid rocket propulsion is due mainly to the safety aspects, cost reduction, and the use of paraffin-based fuel that impacts positively in terms of the solid fuel regression rate. However, paraffin solid fuel grains have poor structural characteristics and sometimes low performance due to the fuel internal ballistics behaviour. More recently, various studies have been carried out to overcome these drawbacks of paraffin-based fuels, such as the addition of energetic nano-sized metallic powder and 3D printing techniques. This study presents a review of the principal concepts of 3D printing processes and extrusion techniques that can be suitable for paraffin grains manufacturing and the conceptual design of a prototype for a 3D printer system under development at the Aero-Thermo-Mechanics Department of Université Libre de Bruxelles.
Similar content being viewed by others


1 Introduction
A hybrid rocket engine (HRE) is a chemical rocket propulsion system in which one of the propellants, typically the fuel, is placed in the solid phase in the combustion chamber, while the other, usually the oxidizer, is stored liquid in a separate tank. The oxidizer is injected in the form of a spray by means of an atomizer. It vaporizes in the pre-chamber and further reacts with the fuel inside of the fuel grain port, where combustion takes place [1].
Due to the fact that in hybrid rocket engines (HREs), the propellant is in two different physical states of matter, it presents some advantages regarding safety, reliability, thrust modulation, and cost. However, drawbacks such as the low regression rate of the solid fuel, O/F shift, the low structural integrity of the fuel matrix, and low combustion efficiency, resulted in a lack of maturity of HREs in comparison with other chemical rocket engines, such as solid motors and liquid engines.
A breakthrough in regression rate has been achieved with liquefying fuels, like paraffin wax. The unstable liquid layer that developed on the burning surface of the solid grain and the entrainment of fuel droplets in the gaseous oxidizer mass flux led to an increase in the fuel regression rate up to one order of magnitude when compared to classical fuels, such as hydroxyl-terminated polybutadiene (HTPB), making HREs a feasible option for flight applications [2].
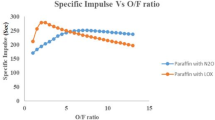
The development of hybrid propulsion systems based on hydrocarbons fuels is becoming a technology asset for small launchers and a new generation of space transportation systems. In particular, HREs based on nitrous oxide and paraffin wax or liquid oxygen and paraffin wax are potential candidates [1, 2].
Due to the advantages of hybrid propulsion over solid and liquid engines and the current efforts to overcome the main disadvantages, such as low fuel regression rate and combustion instabilities, the Aero-Thermo-Mechanics Department of the Université Libre de Bruxelles (ULB-ATM) considers, also based on objectives and results of the ASCenSIon project, a European Union’s Horizon 2020 research and innovation programme in which ULB-ATM participates, that hybrid rocket technology is a serious candidate for low cost (potentially partially reusable) propulsion systems to insert payloads in LEO orbit, injecting multiple payloads into different orbits and upper stages of launch vehicles [3].
Despite the fast regression rate of the solid fuel, a pure paraffin grain has poor structural characteristics and sometimes low combustion performance due to the fuel internal ballistics behaviour. This problem can be addressed using different approaches like 3D printing and the addition of energetic and/or nano-sized metallic particles in the hybrid fuel matrix, which can help to increase mass-burning rates and at the same time produce more robust solid fuel grains.
Additive manufacturing (AM), or 3D printing, asserted itself as a significant innovation in multiple fields and is being largely exploited for rapid prototyping of complex geometries as well as to realize cost and time-effective net-shape components substituting more traditional processes. The application of AM to HREs fuel grains allows the realization of advanced port geometries and non-conventional swirl patterns, to improve turbulence in the combustion chamber and burning surface, increasing the motor combustion efficiency, regression rate, and control on shifting mixture ratio [4].
At the ULB-ATM, a test facility has been developed for the investigation of HREs with paraffin wax as fuel. The facility comprises a test bench for a 1kN HRE with nitrous oxide as oxidizer [5]. A hybrid rocket slab burner with optical access is also available and it has been used for flame visualization and characterization of fuel additives [6]. In parallel, a second slab burner has been designed by the rocket propulsion team to improve the visualization techniques that can be applied to study the rocket solid fuel ballistics. Recently, more focus is being given to advanced manufacturing techniques for the realization of the fuel grains, in particular 3D printing.
2 Additives for Paraffin-Based Fuel Grains
In HREs, the fact that the fuel is in the solid phase makes it very easy to add solid performance-enhancing materials such as metal powders. This enables the hybrid rockets to gain a specific impulse (Isp) and density advantage over a comparable hydrocarbon-fuel liquid propulsion system [7]. Additionally, metal additives can be used to reduce the oxidizer-to-fuel ratio (O/F) for maximum Isp, thereby enabling a reduction in the required mass of liquid oxidizer [8]. Theoretically, any additive used in solid motors can be applied to hybrids, and typical ones are Li, Al, B, Mg, MgB2, AlH3, B10H14, LiAlH4, and LiBH4.
Akhter and Hassan tested a fuel composition based on paraffin wax and HTPB, blended with Lithium Aluminium hydride (LiAlH4) and Magnesium hydride (MgH2) nanoparticles. They observed that the Magnesium hydride-doped hybrid fuels exhibit lower viscosity as compared to Lithium aluminium hydride (LAH)-doped counterparts. It signifies comparatively greater entrainment-aided combustion phenomenon in the former case. LAH-doped hybrid rocket fuels exhibit solid-like behaviour in contrast to the MgH2-doped fuels. Thus, LAH-doped fuels are predicted to be comparatively more stable in the solid phase than MgH2-doped one [9].
Concerning paraffin, a study about self-disintegrating composite fuels incorporating Magnesium particles (MgP) point out that 15% of 1 μm or 100 μm-MgP formulations increase regression rates by 163.2% or 82.1%, respectively, at 335 kg/m2s oxygen flux, compared to pure paraffin [10]. Another experimental investigation using MgB2-doped hybrid fuels shows promising results in terms of regression rate and solid fuel density, related to pure paraffin baseline [6].
While metal additives such as aluminium can increase the nozzle erosion, certain metal hydrides, such as magnesium hydride, reduce this effect, by decreasing the oxidising species in the nozzle. Additives that affect the material strength can be added to improve the structural performance of the fuel grain if it is prone to failure, but in turn, it increases the melt layer viscosity, which decreases the entrainment and, thus, the regression rate [11].
Other approaches like fuel decomposition and mix-enhancer effects on the performance of paraffin-based hybrid rockets have been under development [12]. The use of metal hydrides in HREs can be combined with 3D printing technology. In the sequence, a review of the principal concepts of 3D printing processes and extrusion techniques that can be suitable for paraffin grains manufacturing is presented.
3 Additive Manufacturing of Hybrid Rocket Fuel Grains
Although numerous materials can be conveniently 3D printed layer by layer using fused deposition, stereolithography, and material jetting, such reported methods cannot be directly extended to composite propellant grains and other energetic materials due to adaptability and safety considerations. It is apparent that composite solid rocket propellant grains would significantly benefit from the relaxed geometric constraints and ease of manufacturing offered by 3D printing technology [13]. Nowadays, many studies try to employ innovative methods to manufacture solid and hybrid solid fuel grains by the means of the 3D printing process. For what concerns HREs, which allow a larger flexibility in the fuel selection, experimental studies have been carried out to assess the regression rate and combustion efficiency of 3D printed grains in thermoplastics such as Acrylonitrile butadiene styrene (ABS), Polylactic acid (PLA), Nylon and Polyvinyl acetate (PVA) [14], that are all typically available for entry-level ‘Do It Yourself’ (DIY) 3D printers. ABS is of particular interest due to its good printability properties and for a regression rate comparable with HTPB [15].
For what concerns paraffin-based fuels, the maturity of 3D printing techniques has not been achieved yet. On the other hand, the fact that the melting point of the majority of the paraffin waxes commercially available is lower than the glass transition temperature of 3D printable thermoplastics makes composite solid fuel grains a very attractive option, where printed support structures are later filled with casted paraffin [14]. Both ABS [16], PVA [17], and PLA [18] have been successfully used. The advantage of a printed support structure over a conventional mould lies in the fact that the grain geometry can be designed to generate turbulence that improves both regression rate and combustion efficiency. For example, if an ABS substrate provides a helical structural frame for a paraffin-based fuel, the regression rate can increase up to 20% more than a conventional design [19]. The regression rate increase induced by helical cylindrical ports have been demonstrated also in [20]. Moreover, if the helical port is combined with a star type port area, which combines the increase in surface area with the swirling motion of the flow, regression rate can increase up to 30% [21].
4 Additive Manufacturing Techniques for Paraffin Wax
The most common 3D printing technique for non-metallic materials, widespread both in domestic and industrial-level applications, is fused deposition modelling (FDM), commonly used to 3D print thermoplastics such as PLA and ABS. The material is typically supplied to the machine in continuous filament spools and fed to the print head, or extruder, through a drive gear. The extruder is composed of a heater and a nozzle. The heater melts the filament, the molten plastic is then pushed through the nozzle and deposed on the print bed, solidifying. As paraffin wax cannot be extruded into filaments strong enough for FDM, it is necessary to develop a new type of 3D printer able to manufacture paraffin-based fuel grains. This would allow to access the increased regression rate properties of the liquefying fuel in combination with advanced geometries that cannot be achieved with classical moulds. To do it, a different extrusion technique has to be identified and investigated. The following sections provide a review of feasible extrusion techniques for paraffin, which may generally be exploited to 3D print non-conventional materials, as well as the experimental investigations, the designed prototypes, and considerations carried out at the ULB-ATM. As the main purpose of the research is a technology demonstration, the selected extrusion techniques have been chosen accordingly to the size of the fuel grains that could be tested in the lab-scale ULB-ATM 1kN engine. Further studies may investigate the extension of these techniques to commercial scale hybrid rockets.
4.1 Characterization of Paraffin and Its Printability
The first step carried out to identify a suitable extrusion process was the investigation of the phase transition properties of the material. The paraffin used in this study is Tudamelt 52/54, produced by the H&R group. Supplied as small pellets of 2–3 mm diameter, the wax is solid at room temperature, and melts at a relatively low temperature, around 42 to 44 °C. While the temperature increases, right before the melting point, at a temperature around 40 °C, the paraffin reaches a semisolid state that presents a plastic behaviour. The temperature range in which this plastic state can be observed is however quite small. To assess the printability in this state, heated soft paraffin has been inserted in a syringe and manually extruded. The preliminary results showed that heated paraffin is soft enough to be extruded through the syringe orifice, and the filament is viscous enough to retain its shape and adhere to the already deposited paraffin layers. Since preliminary tests have been done without a thermal control of the syringe, as the temperature decreases, the wax hardens and fully solidifies, clogging the orifice. On the opposite condition, fully melted paraffin flows out of the syringe without control. Nonetheless, these tests proved that soft paraffin may be extruded to allow a 3D printing manufacturing process, applying pressure to force it to flow through a nozzle. However, it also confirms that the extruder requires a fine temperature control to maintain the wax semisolid and assure the continuity of the process.
To develop a 3D printing system, it is of primary importance to define the extrusion process that would create the material filaments. To do so, some alternatives have been identified while looking into techniques used for additive manufacturing of other materials but with an analogous semisolid consistency. The identified techniques, with a critical overview of the advantages and disadvantages and the results obtained at ULB-ATM, are discussed in the next sections.
4.2 Gear Pump Extruder
A material that can be 3D printed with a heated syringe as an extruder is chocolate. Chocolate 3D printers are already available on the market, and they allow the creation of small and detailed pieces which can be used for cake decoration. The peculiarity of chocolate, and its analogy with paraffin wax, is the semisolid state of the extruded paste since it also must be kept at a constant temperature to avoid the full melting of it, or the solidification.
For a preliminary investigation, a small commercial chocolate extruder has been procured and installed on a 3D printer. The extruder consists of a reservoir tank where the melted chocolate is poured, which flows through a gear pump that pushes the liquid through a nozzle, where it partially cools down until is ejected as a paste on the print bed. A photograph of the printing process is given in Fig. 1, and a test layer could be obtained through the fine-tuning of the heater temperature and printer speed. Unfortunately, the continuous clogging of the nozzle induced by small temperature variations and the uneven and imprecise results highlighted the necessity of a stronger and more reliable feed system and more precise heating control. The activity is more extensively discussed in [22].

Realization of a 3D printed paraffin layer with an adapted gear pump chocolate extruder
4.3 Ram Extruder
An alternative to the use of a screw or a gear pump is the use of a ram extruder, typically selected to accomplish the extrusion of paste-based materials [23], which is also used for the extrusion of chocolate. The system consists simply of a heated syringe, actuated by a linear actuator, that can provide the force necessary to extrude the paste. The functional scheme of the extruder is given in Fig. 2. The advantage of this system is the simplicity, both in the quantity of components required and on the control system. One disadvantage, since the full extruder is mounted on the head of the 3D printer, is the necessity to stop and often reload the reservoir of the syringe, since a light extruder can hold only a small quantity of material before refilling is necessary. Moreover, if the extruder is too large, the inertia of the head would keep on changing during the printing process, potentially inducing some vibrations on the printer and deformations in the final product.

Functional scheme of the ram extruder
A ram extruder prototype for paraffin 3D printing has shown some preliminary results to realize moulds for concrete casting for architecture applications, where the semisolid state is achieved through the creation of an emulsion of paraffin and cellulose [24].
4.4 Screw Extruder
An alternative system to the gear pump and ram extruder to provide the force necessary to extrude semisolid paraffin is a screw pump system. This type of extruder, called screw extruder, is commonly used to print and extrude plastic pellets [25] but also soft ceramic pastes like clay [26]. In this type of extruders, pellets or paste are inserted in a barrel and pushed by an Auger screw towards a nozzle. Pellets can be inserted through a hopper, and the barrel is heated to liquefy them. Soft pastes are instead typically stored in a tank and fed through a pressurized line and extruded without a heating system. An improved design of a screw extruder, featuring an Auger screw coupled with a Moineau pump in the final part of the barrel, has shown promising results in printing chocolate and wax pellets below 60 °C, as well as PLA when heated to 200 °C [27].
The functional scheme of a screw extruder is shown in Fig. 3. The paraffin solid pellets enter through a hopper in the extruder barrel, where an Auger screw rotates, powered by a stepper motor. The screw conveys the pellets through the barrel, homogenizing the flow and eliminating air bubbles. The paraffin is softened by the mechanical friction induced by the screw and by the barrel itself, which is heated with a resistance wire. The soft paste is finally extruded through the nozzle. The mechanism, once optimized, should provide a continuous and controlled flow of semisolid paraffin, suitable to be installed on a 3D printer. The system could also be designed to be directly fed with a heated semisolid paraffin paste, instead of using solid pellets. This could allow the premixing of the fuel with other additives.

Functional scheme of the screw extruder
This solution comes with some advantages, related to the simplicity of manufacture and control, the reduced number of components, and the light weight. The disadvantages are related to the necessity to often reload the hopper, which cannot be too heavy to not invalidate the printing process, the limit in pellet dimensions, and the difficulty in mixing paraffin with additives. When compared to the ram extruder, though, while it presents more technical difficulties related to the dynamics of the rotating parts, related with misalignments and vibrations induced by the interaction with the flow, the screw extruder hopper and barrel can be continuously refilled, ensuring the continuation of the printing process without the need to stop and reload.
Due to the simplicity of the concept, it has been decided to design and manufacture a screw extruder at ULB-ATM. The critical component of the system is the Auger screw, which must be long enough to ensure good mixing and homogenization but cannot be too long to have a good flexural strength both during machining of the piece and during operation. Also, the pitch, height, and thickness of the thread are important parameters, which must ensure a good conveying of the paraffin paste. After the screw parameters have been chosen in analogy to clay extruders, a first prototype has been built and tested, comprising an aluminium hopper and barrel, heated by heating pads, and wrapped in a polyethylene foam tube to maintain the heat. The extruder support structure and the inlet tube for paraffin have been printed in PLA. The screw is actuated by a stepper motor, and the temperature at the wall is measured with a thermocouple. An Arduino-based circuit is used for the screw rotation and to control the heating of the barrel.
In analogy to the syringe experiments, pre-heated semisolid paraffin has been fed to the hopper. Unfortunately, tests with the prototype have been inconclusive, and some design flaws have been identified, namely:
-
The heat provided by the pads was not enough to keep the paraffin in its semisolid state, which was compacting and solidifying towards the end of the barrel, therefore, a more powerful heater is required.
-
The stepper motor was used in direct drive, but more torque is needed to push the paste through the nozzle when the temperature is decreasing.
-
The hopper was not heated, so paraffin was already solidifying and clogging before entering the barrel.
To overcome these problems, several improvements have been conceived, and a CAD drawing of the second prototype is shown in Fig. 4. In particular, a stepper motor with a gear reductor has been introduced, to provide more torque, and a flexible coupling shaft has been added to compensate for the misalignments induced by an inhomogeneous distribution of the flow in the barrel. The heat is then provided by a nickel-chrome wire, which is powered by a more powerful power supply.

CAD drawing of the Auger screw extruder prototype for semisolid paraffin extrusion
Moreover, in analogy with plastic pellet screw extruders, a third prototype has been designed as well, with the CAD drawing shown in Fig. 5, with a steeper and larger hopper to allow the loading of paraffin wax in solid pellet form, thus eliminating the pre-heating of wax to reach the semisolid state.

CAD drawing of the Auger screw extruder prototype for paraffin pellets extrusion
The prototypes are currently being manufactured and the results will be presented in future studies.
4.5 Atomization
Another method that has been identified as suitable for paraffin wax 3D printing is material jetting. In this type of printing, the print head deposits droplets of material to form the layers of the final component. The technique is currently being used by the jewellery industry to manufacture the moulds for lost-wax casting.
The identified concept is to work with liquid paraffin, which is easier to handle and keep in temperature, and quickly solidify it, to reach a printable state. The liquid film is atomized in small droplets that impinge on the print bed, solidifying. Some experiments have been executed to prove this concept, where a liquid flow of paraffin has been ejected from a syringe and promptly atomized and cool down using a flow of compressed air, as shown in [4]. The paraffin droplets impinging on the print bed solidify and with an accurate control of the flow direction and momentum, the technique may be used for 3D printing of fuel grains.
To better understand the physics of the process, a small print head prototype has been conceived at ULB-ATM and its functional scheme is given in Fig. 6. The system comprises an actuated heated syringe and a nozzle for the airflow. More into detail, a preliminary CAD model of the extruder is shown in Fig. 7. The barrel of the syringe is heated with a resistance wire and is loaded with liquid paraffin. A linear actuator moves the piston forcing the liquid wax to pass through a small nozzle, where it entrains with a heated dry airflow, coaxial to the liquid film, which atomizes the paraffin that then solidifies on the print bed. To assess the effect of the atomization of paraffin, the head of the extruder has been conceived to allow both a straight and a swirled airflow, and to allow the introduction of a secondary nozzle to control the multiphase flow. The scope of this experimental print head is to observe how the airflow and the paraffin interact to tune the printing parameters and control the atomization. A similar system has been exploited to 3D print sugar glass, but the airflow was just used to cool down the dense liquid film and not to atomize the liquid film [28].

Functional scheme of the atomizer extruder

CAD drawing of the atomizer extruder prototype
Being an evolution of the ram extruder, the atomizer extruder inherits both its advantages and disadvantages. Moreover, also the dry air supply needs to be controlled both in temperature and flow rate. The big limitation of this system remains, as for the ram extruder, the necessity to stop the printing process to reload the material in the syringe. If the heating and feed system are moved outside of the print head, however, it allows the manufacturing of a larger mass of fuel.
While the preliminary results have proven to be interesting, a prototype has not been manufactured yet. The exploitation of this technology comes with several technical challenges, mostly related to the necessity of a reliable design of the air injection system, necessary to guarantee good atomization and low dispersion of the paraffin droplets. Moreover, the theoretical printing speeds this technique could achieve are lower than the other systems, since a very small flow of paraffin can be ejected to ensure good control of the atomization process. Even though this technique is already exploited in other fields, it proved to be more suitable for the realization of small and detailed elements like jewellery moulds than bulky and less detailed pieces such as HREs fuel grains.
4.6 Coaxial Heat Exchanger Extruder
The extrusion techniques suggested and analysed in the previous sections are suitable for understanding the basic mechanisms of paraffin printability, but lack on the point of view of a real 3D printer integration. The following extrusion process discussed in this article comprises a large reservoir of wax and a feed system that conveys the melted or semisolid material to a smaller extruder located on the 3D printer, thus eliminating the need to stop the process to recharge the system, or vibrations induced by variation in the inertia of the extruder.
As for the atomization extruder, liquid paraffin can be cooled down in a controlled way to reach the solidification point at the printing bed. One proposed solution exploits a large tank where paraffin is heated and melted, and a pressurization system that pushes it through the extruder. A heat exchanger is placed on the extrusion head, where a coolant flows through a tube coaxial to the paraffin line, to cool down the wax until solidification just before the extrusion through a nozzle. The functional scheme is shown in Fig. 8. A prototype has been successfully tested with wax for lost-wax casting at the Association Electrolab of Nanterre [29].

Functional scheme of the coaxial heat exchanger system with solidification in the extruder
The extruder is a coaxial heat exchanger, in which liquid paraffin flows through the inner tube, while a refrigerant circulates in the external tube, with temperature and flow rate controlled by a recirculating chiller. Paraffin is liquefied in a separate tank, and a flow of compressed air keeps the tank pressurized, pushing the melted wax to the extruder. The mass flow rate is controlled regulating the pressure in the wax reservoir, and careful design of the exchanger length and diameters can lead to a controlled solidification process.
The advantages of this design are the possibility to work with a large reservoir, where liquid paraffin can be mixed with additives, and the lack of rotating mechanical parts that can clog or oscillate altering the quality of the extrusion. If needed, a mixing device can be included in the tank, to keep the flow in movement and avoid stratification and local solidification. The main disadvantages are the size of the extruding system, which comprises the heat exchanger and feed pipes both for paraffin and refrigerant, making the print head heavier and less flexible. Moreover, the feed pipes must be heated to ensure that the wax remains liquid, and both the pressure and temperature of the system must be controlled precisely. Lastly, a recirculating system with a constant temperature refrigerating liquid is needed, which adds cost and complexity to the system.
A thorough numerical analysis of the cooling behaviour has been carried out in order to correctly design the heat exchanger. In particular, the length and diameter necessary for a complete heat exchange and a good solidification at injection. However, considerable limitations are present, since most of the properties of paraffin wax necessary for convective heat exchange calculation are not available in the literature, to the author's knowledge, therefore, an investigation and characterization of the flow of liquid paraffin in heated and cooled pipes, as well as in phase change conditions, should be necessary.
An alternative to this design is shown in Fig. 9. This proposed solution is a compromise between the ram extruder and the coaxial heat exchange extruder. In particular, a heated reservoir is used to store a large quantity of paraffin, which is taken to its semisolid state, and a piston is used to push it into the feed system. The reservoir is detached from the 3D printer, and the semisolid wax is fed through a flexible hose which is kept heated using a recirculating flow of temperature-controlled liquid. The extrusion nozzle is at the end of the line, mounted on the printing head of the 3D printer. To reduce the length of the tube where the paraffin has to flow, a machine where the head moves in the horizontal axes while the printing bed moves down after each layer on the vertical axis could be used. This system is currently being investigated at ULB and a prototype will be developed in the near future.

Functional scheme of the coaxial heat exchanger extruder to work with semisolid paraffin
5 Conclusions
Paraffin-based fuels have been in the spotlight of the research related to hybrid rocket propulsion systems since the technology had a renewed interest in the last decade. Characteristics like the high regression rate of the solid fuel, high c* efficiency, low cost of acquisition, and environmentally friendliness make paraffin an attractive option to be used as hybrid rocket fuel. However, pure paraffin has poor structural characteristics and sometimes low combustion performance, in terms of Isp efficiency, which has hindered the development and application of HREs for commercial use.
These problems can be addressed using different approaches such as 3D printing and the mixing of wax with energetic and/or nano-sized metallic particles, that can help to increase burning rates and provide mechanical strength to the fuel grains. On the other hand, the capability of 3D printing to manufacture complex geometries rapidly and cost-effectively, sometimes not achievable with traditional processes, can be applied to HREs fuel grains, allowing the realization of advanced port geometries and non-conventional swirl patterns, improving turbulence in the combustion chamber and the burning surfaces, increasing the motor combustion efficiency, regression rate, and control on shifting mixture ratio.
This study presented a review of the principal techniques that have the potential to be applied to produce paraffin-based fuel grains by extrusion devices to enable a 3D printing manufacturing process, mainly gear pump extruder, ram extruder, screw extruder, atomization, and coaxial heat exchanger extruder.
As pure paraffin wax cannot be manufactured in filaments necessary for conventional FDM 3D printing, it is necessary to develop a new type of 3D printer able to manufacture paraffin-based fuel grains. After the investigation of several interesting extrusion concepts, it has been decided to design and manufacture a screw extruder type at ULB-ATM due to its simplicity. After the screw parameters have been chosen in analogy to clay extruders, a first prototype has been built and tested, comprising an aluminium hopper and barrel, heated by heating pads, and wrapped in a polyethylene foam tube to maintain the heat. The extruder support structure and the inlet tube for paraffin have been printed in PLA. The screw is actuated by a stepper motor, and the temperature at the wall is measured with a thermocouple. After the preliminary tests, the points that were identified as technological challenges are:
-
The heat provided by the pads was not enough to keep the paraffin in its semisolid state, which was compacting and solidifying towards the end of the barrel.
-
The stepper motor was used in direct drive, but the torque was not enough to push the paste through the nozzle when the temperature decreased.
-
The hopper was not heated, so paraffin was already solidifying and clogging before entering the barrel.
To overcome these problems, several improvements have been conceived and discussed. A stepper motor with a gear reductor has been introduced, to provide more torque, and a flexible coupling shaft has been added to compensate for the misalignments induced by an inhomogeneous distribution of the flow in the barrel. The heat is then provided by a nickel-chrome wire, which is powered by a more powerful power supply.
Another concept investigated is based on a coaxial heat exchanger extruder, where liquid paraffin can be cooled down in a controlled way to reach the solidification point at the printing bed. An alternative design has been proposed, being a compromise between the ram extruder and the coaxial heat exchange extruder. In this concept, a heated reservoir is used to store a large quantity of paraffin, which is taken to its semisolid state, and a piston is used to push it into the feed system. The extrusion nozzle is at the end of the line, mounted on the printing head of the 3D printer.
Based on the concepts presented in this work, the prototypes are currently being manufactured and the results will be presented in the future.
References
Bouziane, M., De Morais Bertoldi, A.E., Hendrick, P., Lefebvre, M.: Experimental investigation of the axial oxidizer injectors geometry on a 1-kN paraffin-fueled hybrid rocket motor. FirePhysChem (2021). https://doi.org/10.1016/j.fpc.2021.11.012
Leccese, G., Cavallini, E., Pizzarelli, M.: State of art and current challenges of paraffin-based hybrid rocket technology. Proceedings of AIAA Propulsion and Energy Forum (2019). https://doi.org/10.2514/6.2019-4010
ASCenSIon project. http://ascension-itn.eu (2021). Accessed: 20 May 2021.
Gelain, R., Hauw, A., Bardotti, E., Hendrick, P.: Investigation of additive manufacturing techniques for paraffin-based fuel grains. In: Proceedings of the XXVI AIDAA International Congress, Pisa, Italy (2021).
Bouziane, M., De Morais Bertoldi, A. E., Milova, P., Hendrick, P., Lefebvre, M.: Development and testing of a lab-scale test-bench for hybrid rocket engines. In: Proceedings of the 15th International Conference on Space Operations, Marseille, France (2018)
De Morais Bertoldi, A. E., Bouziane, M., Hendrick, P., Lefebvre, M., Van De Valde, C., Veras, C. A. G.: Development and test of magnesium-based additive for hybrid rockets fuels”. In: Proceedings of the 15th International Conference on Space Operations, Marseille, France (2018)
Kuo, K., Chiaverini, M.J.: Fundamentals of hybrid rocket combustion and propulsion. Am. Inst. Aeronaut Astronaut (2007). https://doi.org/10.2514/4.866876
Karabeyoglu, A., Zilliac, G., Cantwell, B., DeZilwa, S., Castellucci, P.: Scale-up tests of high regression rate paraffin-based hybrid rocket fuels. J. Propuls. Power (2004). https://doi.org/10.2514/1.3340
Akhter, Z., Hassa, M.A.: Characterization of paraffin-based hybrid rocket fuels loaded with nano-additives. J. Exp. Nanosci. (2018). https://doi.org/10.1080/17458080.2018.1431848
Chen, S., Tang, Y., Zhang, W., Sehn, R., Yu, H., Ye, Y., DeLuca, L.T.: Innovative methods to enhance the combustion properties of solid fuels for hybrid rocket propulsion. Aerosp. MDPI (2019). https://doi.org/10.3390/aerospace6040047
Veale, K., Adali, S., Pitot, J., Brooks, M.: A review of the performance and structural considerations of paraffin wax hybrid fuel with additives. Acta Astronaut. (2017). https://doi.org/10.1016/j.actaastro.2017.10.012
Wu, Y., Yu, X., Lin, X., Li, S., Wei, X., Zhu, C., Wu, L.: Experimental investigation of fuel composition and mix-enhancer effects on the performance of paraffin-based hybrid rocket motors. Aerosp. Sci. Technol. (2018). https://doi.org/10.1016/j.ast.2018.09.026
Chandru, R.A., Balasubramanian, N., Oommen, C., Raghunandan, B.N.: Additive manufacturing of solid rocket propellant grains. J. Propul. Power (2018). https://doi.org/10.2514/1.B36734
Oztan, C., Coverstone, V.: Utilization of additive manufacturing in hybrid rocket technology: A review. Acta Astronaut. (2021). https://doi.org/10.1016/j.actaastro.2020.11.024
Hitt, M.A.: Survey of applications of additively manufactured grains in hybrid rocket motors. Proc. Jt. Propul. Conf. (2018). https://doi.org/10.2514/6.2018-4712
McCulley, J., Bath, A., Whitmore, S.: Design and testing of FDM manufactured paraffin-ABS hybrid rocket motors. Proc. AIAA/ASME/SAE/ASEE Jt. Propul. Conf. Exhib. (2012). https://doi.org/10.2514/6.2012-3962
Arnold, D.M., Boyer, J.E., McKnight, B.R., Kuo, K., Desain, J., Brady, B.B., Fuller, J., Curtiss, T.J.: Testing of hybrid rocket fuel grains at elevated temperatures with swirl patterns fabricated using rapid prototyping technology. Proc. AIAA/ASME/SAE/ASEE Jt. Propul. Conf. Exhib. (2014). https://doi.org/10.2514/6.2014-3754
Bisin, R., Paravan, C., Alberti, S., Galfetti, L.: A new strategy for the reinforcement of paraffin-based fuels based on cellular structures: The armored grain mechanical characterization. Acta Astronaut. (2020). https://doi.org/10.1016/j.actaastro.2020.07.003
Wang, Z., Lin, X., Li, F., Yu, X.: Combustion performance of a novel hybrid rocket fuel grain with a nested helical structure. Aerosp. Sci. Technol. (2019). https://doi.org/10.1016/j.ast.2019.105613
Whitmore, S.A., Walker, S.D., Merkley, D.P., Sobbi, M.: High regression rate hybrid rocket fuel grains with helical port structures. J. Propul. Power 31(6), 1727–1738 (2015). https://doi.org/10.2514/1.B35615
Armold, D.M., Boyer, J.E., McKnight, B.R., DeSain, J.D., Fuller, J.K., Kuo, K.K., Brady, B.B., Curtiss, T.J.: Performance characterization of hybrid rocket fuel grains with complex port geometries fabricated using rapid prototyping technology. Int. J. Energ. Mater. Chem. Propul. (2014). https://doi.org/10.1615/IntJEnergeticMaterialsChemProp.2014011169
Palateerdham, S. K.: Experimental investigation of the paraffin thermomechanical properties and hybrid rocket engine performance for different fuel grain formulations. Master thesis, Sapienza University of Rome, Italy (2020)
Li, W., Ghazanfari, A., Leu, M.C., Landers, R.G.: Extrusion-on-demand methods for high solids loading ceramic paste in freeform extrusion fabrication. Virtual Phys. Prototyp. (2017). https://doi.org/10.1080/17452759.2017.1312735
Formwax project. https://www.iaacblog.com/programs/formwax/ (2021). Accessed: 25 Jan 2021
Drotman, D., Diagne, M., Bitmead, R., Krstic, M.: Control-oriented energy-based modelling of a screw extruder used for 3D printing. In Proceedings of ASME 2016 Dynamic Systems and Control Conference, Minneapolis, Minnesota (2016)
El Mesbahi, J., Buj-Corral, I., El Mesbahi. A.: Ceramic paste extruder of 3D printing: status, types, and prospects. In Proceedings of the 11th International Conference on Integrated Design and Production. Fez, Morocco (2019)
Canessa, E., Baruzzo, M., Fonda, C.: Study of Moineau-based pumps for the volumetric extrusion of pellets. Addit. Manuf. (2017). https://doi.org/10.1016/j.addma.2017.08.015
Bégin-Drolet, A., Dussault, M.A., Fernandez, S.A., Larose-Dutil, J., Leask, R.L., Hoesli, C.A., Ruel, J.: Design of a 3D printer head for additive manufacturing of sugar glass for tissue engineering applications. Addit. Manuf. (2017). https://doi.org/10.1016/j.addma.2017.03.006
Projet WAX 3D Printer. Wiki electrolab. https://wiki.electrolab.fr/Projets:Perso:2014:Wax3DPrinter#r.C3.A9alisation_du_prototype_ (2021). Accessed 17 Apr 2021
Acknowledgements
The authors would like to thank the researchers and technicians of the Aero-Thermo-Mechanics Department of ULB for the initial experimental activities carried out and for the support in the manufacturing of the prototypes. In particular, Adrien Fita-Codina for the expertise in 3D printing and the assistance in the design and manufacturing of the prototypes, Sasi Kiran Palateerdham for his work on the gear pump extruder adaptation and test, and Emilien Bardotti for his work on screw extruders.
The research lies within the framework of the ASCenSIon project, an innovative training network aiming to identify and advance critical technologies in the space access field. The project leading to this application has received funding from the European Union’s Horizon 2020 research and innovation programme under the Marie Skłodowska-Curie grant agreement No 860956 and grant agreement No 801505.
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Conflict of Interest
The authors declare that there is no conflict of interest.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Gelain, R., De Morais Bertoldi, A.E., Hauw, A. et al. 3D Printing Techniques for Paraffin-Based Fuel Grains. Aerotec. Missili Spaz. 101, 257–266 (2022). https://doi.org/10.1007/s42496-022-00126-5
Received:
Revised:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s42496-022-00126-5