
Abstract
In this paper, the problems of high refrigerant line differential pressure and uneven distribution of cold energy in cold box regulation under C3-MR process are studied. Five reasons are predicted by engineering performance. Using gas chromatography experiment and grey system pure mathematics analysis, it is determined that the main causes of the problem are unreasonable distribution ratio of each group of mixed refrigerants and disordered latent heat of vaporization of refrigerants. Furthermore, the grey system model is used to study: 1. grey relation analysis model shows that the correlation degree of T3 temperature measuring point is 0.8552, which is the only main factor. The abnormal working condition is determined by the project to be caused by incorrect proportion of N2 components. 2. According to GM(1,N) model, the driving term of T3 temperature measuring point is 3.8304, which needs to be supplemented with N2 component to eliminate the problem. 3. After adding N2 to 10% (mol component), abnormal working conditions disappeared. The GM(1,N) model is used again to verify that the difference of driving results is small, the average relative error is 24.91%, and the accuracy of the model is in compliance.
Similar content being viewed by others

1 Introduction
As a clean and efficient fossil energy, natural gas accounts for a large proportion in production and life. Liquefied natural gas (LNG) is widely transformed and applied by virtue of its advantages of easy storage and transportation and high calorific value. The acquisition of LNG requires purification, refrigeration and storage of raw gas. In the whole production process, the liquefied refrigeration link accounts for 42% of the total cost of LNG production, and at the same time, the failure rate and control difficulty of this link are the biggest [1]. Therefore, the research on liquefaction refrigeration has the dual significance of improving system stability and reducing operating costs. Natural gas liquefaction refrigeration process is divided into cascade, nitrogen expansion and mixed refrigerant [2]. However, the mixed refrigerant liquefaction process has the advantages of wide adjustable range, remarkable energy-saving effect and low project investment cost, so it is widely used. At present, there are three typical types: single mixed refrigerant liquefaction process (SMR), double mixed refrigerant liquefaction process (DMR) and pre-cooled mixed refrigerant liquefaction process (C3-MR). In production practice, it is necessary to maximize the latent heat of vaporization of refrigerants in the temperature-sensitive range of different components on the premise of reasonable composition ratio of mixed refrigerants and proper control of cold box (plate–fin device) expansion valve, so as to obtain the best energy consumption and system stability rate. Optimization research on liquefaction process of mixed refrigerant mainly focuses on the following aspects:
Theoretically, aiming at the liquefaction process of mixed refrigerant, it is dominant to explore the process optimization methods from the perspectives of thermodynamics, mathematics and economy. Wang [3] conducted thermodynamic and economic analysis under C3-MR and DMR processes, and optimized the processes by adjusting shaft work, total heat transfer coefficient and area [4]. Sanavandi [5] used HYSYS optimizer to optimize C3-MR and MR processes, respectively. The results show that the specific energy consumption can be saved by 5.35%. Many researchers cite mathematical algorithms to optimize the liquefaction process in order to obtain the optimal solution. At present, there are two main mathematical optimization algorithms [6]. Conventional optimization algorithms such as dynamic programming algorithm, simplified gradient method and Newton method. Traditional algorithms have advantages in finding the optimal solution on a small scale, but there are some shortcomings in the application of engineering solutions. Simplified gradient method has poor convergence and long calculation time. Newton's method is very limited to the continuity and differentiability of objective functions and constraints [7]. Therefore, the traditional method is not suitable for solving the liquefaction process. Heuristic optimization algorithms such as tabu search, particle swarm optimization (PSO) and genetic algorithm (GA) [8]. Although the above algorithms are widely used in liquefaction process, they also have corresponding shortcomings. For example, when using heuristic algorithm, it is necessary to avoid local convergence in liquefaction process. Aspelund [9] developed a gradient-free optimization simulation method based on tabu search and Nelder–Mead downhill simplex. Khan [10] used particle swarm optimization to optimize SMR process. Compared with the above two methods, the radial basis function combined with thin plate spline method used by Ali [11] can obtain optimization results in a short time, thus obtaining an alternative model of SMR process and reducing the calculation amount of simulation optimization.
In the aspect of method orientation, because the liquefaction process is a discrete problem, it is necessary to select the appropriate mathematical model to complete the task in the analysis and optimization of different problems. For example, in the process of finding the global optimal solution, the global searching ability of genetic algorithm is superior to that of similar particle swarm optimization algorithm. However, particle swarm optimization (PSO) is faster than genetic algorithm (GA), and its coding and logic modification are easier; in particular, its convergence is more credible [12]. Genetic algorithm with mutation mechanism can overcome the defect of local optimization in process industry. Cammarata [13] first used genetic algorithm to optimize helium liquefaction cycle. Nogal [14] introduced genetic algorithm into natural gas liquefaction industry, studied and optimized the heat exchange temperature difference and investment cost of heat exchangers in SMR process. Alabdulkarem [15] used genetic algorithm to optimize the mixed refrigerant cycle in C3-MR model, which reduced the energy consumption by 17.16% under real working conditions . In addition, the heat transfer effect in the liquefaction process is also an important factor in the optimization evaluation of the natural gas liquefaction process. For example, the exergy analysis widely used in the combustion field is an important method to measure the heat transfer effect [16]. Li Y [17] optimized the large-scale natural gas liquefaction system with exergy as the optimization target and genetic algorithm. Although the accuracy of the model is only good for large-scale liquefaction equipment, the subsequent deviation factor and improved algorithm can also apply the model to liquefaction equipment of different scales [17]. Vatani [18] analyses and evaluates five kinds of mixed refrigerant liquefied natural gas processes by preset multidimensional complementary experiments. They found that the proportion of endogenous exergy destruction in the components was higher than that of exogenous exergy destruction [18]. Palizdar [19] calculated the total avoidable (EXERRGY) damage and total (EXERRGY) efficiency by using the improved EXERRGY analysis mathematical model, so as to preset the components in the process of improvement and simplification. At the same time, the chemical exergy calculated by the model is more accurate [19]. In 2019, Palizdar A introduced the concept of economic analysis based on exergy efficiency analysis, succeeded in the practical application of small N2 double expander process and put forward a multiobjective economic cost analysis method for small liquefaction equipment [20].
In the aspect of result orientation, many researchers start from the source of process design and optimize the process flow to get better results. Mortazavi A [21] used waste heat of gas turbine to provide power for absorption chiller of C3-MR process. Wang [22] proposed an SMR process with distillation column through experimental research. Wu [23] replaced the multiflow plate–fin heat exchanger of MR process with brazed plate heat exchanger. This improvement has been optimized in system equipment power consumption and engineering construction period [23]. Qyyum [24] proposed a double-effect single mixed refrigerant (DSMR) process with good energy consumption and construction cost, which uses a single-loop refrigeration cycle to produce double cooling and supercooling effects. He [25] tested the stability and dynamic response of mixed refrigerant process. It is found that the mixed refrigerant flow shows good operational flexibility and can estimate different kinds of disturbances in a wide range [25]. Qyyum [26] investigated the uncertainty levels in the overall energy consumption and minimum internal temperature approach (MITA) inside LNG heat exchangers with variations in the operational variables of the DMR processes. They found that the specific energy was completely influenced by the variable changes in the sub-cooling cycle section (approximately 63%), which included the flow rates of nitrogen (N2), methane (C1), ethane (C2) and propane (C3), as well as the low and high pressures of the sub-cooling cycle. The specific energy was also slightly influenced by the variation in the flow rates of C2, C3, n-butane (n-C4) and iso-butane (iC4), as well as the low pressure of the pre-cooling cycle (37%) based on the uncertainty quantification and sensitivity analysis. So the pre-cooling process has little effect on the sensitivity of the whole process [26]. Jackson [27] found that LNG plants located in warm areas need 20–26% more energy than similar processes located in cold climate.
However, the current research focuses on the overall optimization of liquefaction process at macrolevel. Little attention has been paid to the working condition analysis and operation optimization in local production details, and the economic pressure of the completed LNG plant for process optimization and transformation has not been taken into account. In particular, the research on the mixture ratio of mixed refrigerants mostly focuses on the theoretical study of solution thermodynamics and lacks field problem analysis methods and production control schemes. In this paper, the problems of high refrigerant line differential pressure and uneven distribution of cold energy in C3-MR process cold box control are studied. Firstly, the front-end purification and pre-cooling processes are preset to run stably, and the research boundary is defined as the cold box heat exchange cycle of the last-stage mixed refrigerant liquefaction process. Then, the heat transfer data of cold box under 60% production load of LNG project studied are collected. Finally, the grey relational model is used to analyse the main factors of the problem, and the GM(1,N) model is used to guide the regulation. It provides guidance for dynamic mixing of mixed refrigerant components and regulation of expansion valve under real-time working conditions.
The rest of the thesis is organized as follows. Section 2 introduces the production background and abnormal working condition records of the LNG plant under study, puts forward the reasons for engineering prediction and gives the research ideas. Section 3 introduces the calculation process of GRA model and GM(1, N) model, and carries out engineering verification. Section 4 discusses the results and points for attention in engineering. Section 5 gives the conclusion.
2 Background
The natural gas processing capacity of the LNG plant studied is 500 × 104m3/d, the annual output of LNG is 120 × 104 t/a, the flexibility of production operation is 50–110%, and the production scale is the first in China and the second in Asia. The process flow mainly includes gathering and transportation, public works, third separation, liquefaction, BOG, storage tank area, loading and so on [28].
The liquefaction plant of this plant adopts multistage single-component refrigeration liquefaction process, which is generally a traditional cascade refrigeration process, and specifically adopts three refrigeration cycles, belonging to one of C3-MR processes. The first-stage propylene refrigeration cycle provides cold energy for natural gas, refrigerant C2H4 and refrigerant CH4. The second-stage C2H4 refrigeration cycle provides cold for natural gas and refrigerant CH4, The refrigerant cycle of the third-stage mixed refrigerant provides cold for natural gas and itself. The feed gas is cooled by six heat exchangers and one plate–fin heat exchanger (cold box), and the temperature is gradually reduced to -165℃ to obtain liquid LNG. According to different production loads, the ratio range of mixed refrigerant in this factory is N2 (5–10 mol%), C2H4 (15–30 mol%) and CH4 (80–60 mol%). N2 is supplied after N2 gasification of purchased 98.8% purity liquid, CH4 is supplied as feed gas after moisture, carbon dioxide and heavy hydrocarbons are removed from the system, and C2H4 is directly supplied as purchased 99.9% purity liquid [29].
Plate–fin heat exchanger (cold box) has the characteristics of compact structure, light weight and easy maintenance. However, due to the narrow heat exchange flow channel and high design accuracy of the cold box, the system instability is easy to occur when encountering special working conditions and abnormal production control. For example, the mixing of benzene and benzene derivatives in the system will lead to the solidification of cyclic aromatic hydrocarbons at low temperature, blocking the heat exchange runner of the cold box and causing shutdown. In addition, the instability of the cold box will also lead to many adverse consequences such as substandard LNG product temperature and excessive energy consumption. Therefore, the control of cold box in the last stage of the plant studied and the ratio of mixed refrigerant are the key factors affecting LNG production.
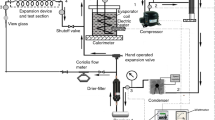
Record of problem working conditions: during normal production, the mixed refrigerant of CH4 sub-cooled to – 155 ℃ enters the cold box, is throttled to 140 kPa.g and 158.9 ℃ by the V-1 valve and then returns to the cold box to provide cold energy for LNG and CH4 refrigerants, thus realizing refrigerant circulation of CH4 refrigeration system. LNG output and cold energy supply are implemented by control valves V-2 and V-1, respectively. During the operation of increasing the output from 300 × 104m3/d to 350 × 104m3/d, the alarm of the control system was triggered by the increase of refrigerant line differential pressure, and the alarm of high pressure still occurred after the operation of reducing the output immediately. See Fig. 1 for drawing the cold box process flow, and mark each parameter measuring point; according to the latent heat of vaporization of each component of mixed refrigerant, the corresponding temperature measuring point of flow channel can reflect the component content correspondingly (T1 reflects C2H4, T2 reflects CH4, T3 reflects N2). See Table 1 for working condition data before and after collecting problems.

Cold box process flow chart
According to the performance of working conditions, the reasons are predicted as follows: 1, micro-icing caused by unqualified dew point of CH4 refrigerant water blocks the flow passage. 2, Mixed refrigerant is mixed with mechanical impurities to induce blockage of flow channel. 3, Mixed refrigerant pollutes and mixes high freezing point components. 4, The distribution ratio of mixed refrigerants is unreasonable, and the latent heat of vaporization of refrigerants is disordered. 5, The operation of increasing output is too fast, and the heat transfer of cold box is uneven.
Pay attention to the operation cycle of online chromatographic analyser in LNG plant under study is 15 min/time. Because the mixed refrigeration cycle system is too long, it takes 1.2 h to wait for the refrigerant components to be mixed evenly to get the final stable data. We measured the dew point of water on the refrigerant line of the cold box in time, and the result was – 60 ℃, At the same time, samples were sampled and analysed by Agilent7890A gas chromatograph, and the results are shown in Table 2.
According to the results in Table 2, it can be concluded that the components of the mixed refrigerant are determined normally and do not contain benzene. The possibility of predicting causes 1 and 3 is ruled out. Pre-judgement reason 2 can be verified by regulatory verification and disassembly of filter in the next overhaul. In this paper, mathematical analysis is carried out for the unreasonable distribution ratio of each group of mixed refrigerants and the disorder of latent heat of vaporization of refrigerants. The logic of the calculation process is shown in Fig. 2.

Logic diagram of calculation process
Due to the complex operation rules of liquefaction system, the real-time working conditions of cold box are affected by many factors, such as operation, output and component ratio, so the online chromatography cannot analyse the components of mixed refrigerant in real time, and the use of HYSYS for real-time dynamic simulation is heavy in workload and low in timeliness, and cannot get the solution of the problem and the optimization opinion of the working condition accurately. At the same time, the dimensions of working condition data of measuring points are not uniform, and the statistical data of working condition information under different output of cold box are incomplete. Therefore, it is judged that the system is a typical grey system, which has the fuzziness of hierarchical and structural relations, the randomness of dynamic changes and the incompleteness of index data. According to the actual problem, let refrigerant differential pressure be the parent factor and other factors be sub-factors. Firstly, the grey correlation model is used to calculate the correlation degree. Dynamic analysis of the similarity or dissimilarity of development trends among factors under current working conditions. Secondly, using the analysis results, the key points of the process that need to be regulated are obtained qualitatively. Finally, GM(1,N) model is used to determine the regulation range and demonstrate the regulation results.
3 Experimental investigation
3.1 GRA model
Grey relational analysis (GRA) is a multifactor statistical analysis method, which uses grey relational grade to describe the strength, size and order of the relationship between factors based on the sample data of each factor; if the change trends (direction, size and speed) of the two factors reflected by the sample data are basically the same, the correlation between them is relatively large. On the contrary, the correlation degree is small. Under the condition of limited experimental data and less workload, this method can obtain the results reflecting the inherent laws of the system under study [30]. As the model requires all data to be positive, the negative temperature is converted into a fraction according to the engineering characteristics. Let refrigerant differential pressure be parent factor x0 and other factors be sub-factors x1 ~ x9. The analysis sequence factors are shown in Table 3.
In this part, the grey absolute correlation model which reflects the geometric similarity between two series images is selected. Grey relative correlation model reflecting the development speed of two sequences. At the same time, taking into account the relationship between absolute quantities and the influence of change rate, the grey comprehensive correlation degree model is used for mathematical experiments [31].
Grey absolute correlation degree:
Let \(X_{i} = \left[ {x_{i} (1),x_{i} (2), \cdot \cdot \cdot ,x_{i} (n)} \right]\) be the system behaviour sequence, so that:
Then \(X_{i} D = X_{i}^{0} = \left[ {x_{i}^{0} (1),x_{i}^{0} (2), \cdot \cdot \cdot ,x_{i}^{0} (n)} \right]\) is the initial zero image of \(X_{i}\), and \(D\) is called the initial zero operator.
Let \(X_{i} ,X_{j}\) be system behaviour sequences, then define:
It is the grey absolute correlation degree between the behaviour sequences of two systems, which is referred to as absolute correlation degree for short, in which:
The absolute correlation degree between two sequences describes the geometric similarity of the two sequences and is only related to the geometric shapes of the two sequences. The greater the similarity between them, the greater the absolute correlation. Regardless of the spatial relative position of images, translating any sequence of images does not change its absolute relevance value [31].
Grey relative correlation degree:
Let \(X_{i} = \left[ {x_{i} (1),x_{i} (2), \cdot \cdot \cdot ,x_{i} (n)} \right]\) be the system behaviour sequence, so that:
Then \(X_{i} C = X_{i}^{^{\prime}} = \left[ {x_{i} (1)c,x_{i} (2)c, \cdot \cdot \cdot ,x_{i} (n)c} \right]\) is the initial zero image of \(X_{i}\), and \(C\) is the initial value operator.
Let \(X_{i} ,X_{j}\) be system behaviour sequences, and their initial images are \(X_{i}^{^{\prime}} ,X_{j}^{^{\prime}}\), respectively. Then, according to formula (1), the zero images at the starting point are calculated as follows:
Then define:
It is the grey relative correlation degree between the behaviour sequences of two systems, which is referred to as the relative correlation degree for short, in which:
The relative correlation degree of two sequences describes the approaching degree of two sequences relative to their respective initial change rates, and the relative correlation degree value is only related to the approaching degree of two sequences relative to their respective initial change rates. The greater the degree of the two approaches, the greater the relative correlation degree, which has nothing to do with the numerical value of each component in the sequence, and the number multiplication operation of the two series does not change its relative correlation degree value [31].
Grey comprehensive correlation degree:
Let \(X_{i} ,X_{j}\) be system behaviour sequences, and \(\varepsilon_{ij} ,r_{ij}\) are absolute correlation degree and relative correlation degree of the two sequences; then, define:
It is the grey comprehensive correlation degree between them, which is referred to as the comprehensive correlation degree for short. \(\theta \in \left[ {0,1} \right]\), which is used to adjust the influence degree of absolute correlation degree and relative correlation degree on comprehensive correlation degree, and \(\theta = 0.5\) is usually adopted.
Comprehensive correlation degree combines the advantages of absolute correlation degree and relative correlation degree, which not only reflects the similarity between two series images, but also reflects the closeness of two series relative to their respective initial change rates. It is a quantitative index that accurately describes the close relationship between sequences [31].
Take the correlation calculation of x0 and x1 sequences as an example:
Calculate the absolute correlation degree:
-
(1)
zero image of the starting point of the sequence:
$$\begin{gathered} x_{0} {\text{sequence}}: \, 0.0000, \, 0.{2}000,{ 5}.0000,{ 12}.{8}000,{ 18}.{6}000, \hfill \\ x_{1} {\text{sequence}}: \, 0.0000, \, 0.0000, - 0.000{2}, - 0.000{5}, - 0.000{6}, \hfill \\ \end{gathered}$$
-
(2)
Calculate |s0|,|s1|,|s1-s0|
|s0|= 27.3; |s1|= 0.001; |s1-s0|= 27.299.
\(\varepsilon_{ij}\) = 0.5090.
Calculate the relative correlation degree:
-
(1)
The initial image of the sequence:
x0 sequence: 1.0000, 1.0110, 1.2747, 1.7033, 2.0220,
x1sequence: 1.0000, 1.0022, 0.9731, 0.9395, 0.9294,
-
(2)
Zero image of the starting point of the sequence:
x1 sequence: 0.0000, 0.0110, 0.2747, 0.7033, 1.0220,
x2sequence: 0.0000, 0.0022,-0.0269,-0.0605,-0.0706,
-
(3)
Calculate \(\left| {s_{0}^{^{\prime}} } \right|,\left| {s_{1}^{^{\prime}} } \right|,\left| {s_{1}^{^{\prime}} - s_{0}^{^{\prime}} } \right|\)
$$\left| {s_{0}^{^{\prime}} } \right| = 1.5000;\left| {s_{1}^{^{\prime}} } \right| = 0.1205;\left| {s_{1}^{^{\prime}} - s_{0}^{^{\prime}} } \right| = 1.3795$$\(r_{ij}\) = 0.6551.
Calculate the comprehensive correlation degree:
From this, the \(\varepsilon_{ij} ,r_{ij} ,\rho_{ij}\) results of x1 ~ x9 sequences about x0 sequences are shown in Fig. 2.
Figure 3 shows that: firstly, because the difference of grey relative correlation results is more prominent, the grey relative correlation results are selected for qualitative analysis. The order of correlation degree of sub-factors from strong to weak is × 3 > × 7 > × 2 > × 1 > × 4 > × 9 > × 5 > × 6 > × 8. According to the grey system theory, when the resolution coefficient is 0.5, the correlation degree is greater than 0.7 as the main influencing factor. × 3 correlation degree is 0.8552, which is far more than other sub-factors, and is judged as the important factor. The engineering explanation is that the proportion of N2 components is wrong, which is consistent with the pre-judgement reason 4. Secondly, × 7 is the second important factor, and the engineering explanation is that the T4 temperature measuring point in this working condition study can reflect the latent heat of vaporization of mixed refrigerant as a whole. Finally, × 8 correlation degree is only 0.5861, far less than most factors. The possibility of predicting cause 5 is excluded from engineering interpretation.

Calculation results of grey correlation degree
3.2 GM(1,N) model
Whether the intrinsic system is grey or not, there are objectively processes of energy absorption, storage and release. Therefore, the original data sequence is inevitably random and irregular [32]. By using the grey system theory, discrete random numbers are generated and become a more regular generation sequence with significantly reduced randomness. In this way, we can dig out more internal expansion information from the inside of the system, describe the change process continuously for a long time, establish corresponding differential equations and more intuitively reflect the essence of the system [33]. The background value of grey system GM(1,N) model is integrated by trapezoidal method, which is to establish the coefficient of differential equation, and the simulation accuracy and prediction accuracy are moderate. The calculation process is as follows:
There are \(N\) series.
Accumulate and generate \(X_{i}^{(0)}\) to obtain a generated sequence:
We regard the time \(k = 1,2,...,n\) of sequence \(X_{i}^{(1)}\) as a continuous variable \(t\) and turn sequence \(X_{i}^{(1)}\) into a function \(X_{i}^{(1)} = X_{i}^{(1)} (t)\) of time \(t\). If the sequence \(X_{2}^{(1)} ,X_{3}^{(1)} ,...,X_{N}^{(1)}\) has an influence on the rate of change of \(X_{1}^{(1)}\), the whitening differential equation can be established:
The parameters of Eq. (6) are listed as \(\alpha = (a,b_{1} ,b_{2} ,...,b_{N - 1} )^{T}\), and then \(Y_{N} = (X_{1}^{(0)} (2),X_{1}^{(0)} (3),...,X_{1}^{(0)} (n))^{T}\), and Eq. (6) is discretized according to the difference method, and the linear equations can be obtained:
According to the least square method, we get:
Among them, the matrix can be obtained by using the idea of moving average of two points.
After finding \(\hat{\alpha }\), the differential Eq. (6) is determined.
If \(n - 1 < N\), then the number of equations in the system of Eqs. (7) is less than the number of unknowns. At this time, \(B^{T} B\) is a singular matrix, so we cannot get \(\hat{\alpha }\) by using formula (8). We call the information at this time poor information. Considering that the elements of vector \(\hat{\alpha }\) are actually the reflection of the influence of each sub-factor on the parent factor, matrix \(M\) is introduced to minimize the weight of \(\alpha^{T} \alpha\). Give greater weight to the sub-factors with weakened future development trend, and give less weight to the sub-factors with development potential, which can take into account the possible future situations and make them better reflect the actual situation in the future [34,35,36]. Particularly, let
Among them, if the influence of \(X_{i}\) on \(X_{1}\) tends to weaken, \(\alpha_{i}\) is correspondingly larger; On the contrary, if the influence of \(X_{i}\) on \(X_{1}\) tends to increase, \(\alpha_{i}\) is correspondingly smaller. At this time, the following formula can be used to calculate vector \(\hat{\alpha }\):
According to the result of GRA analysis, the proportion of N2 components is wrong. Combined with the structural principle of the plate–fin heat exchanger, the working state of each component in the mixed refrigerant is reacted in different temperature layers from top to bottom in the heat exchange runner. Get GM(1,N) modelling project, prepare: because T4 is the outlet temperature of mixed refrigerant after heat exchange, it can dynamically reflect the working state of mixed refrigerant. T1, T2 and T3 can, respectively, represent the working state of each component in the mixed refrigerant. So continue to simplify the model. Select the latent heat of vaporization of mixed refrigerant as working representative T4 as the parent factor x0. Temperature measuring points T1, T2 and T3 of each component content of the reaction mixed refrigerant are sub-factors × 1, × 2 and × 3. See Table 4 for stable production data of 2.4 h after emergency reduction adjustment under problem working conditions. GM(1,N) model is used to describe the current situation of mixed refrigerant system. Also, because the model requires all data to be positive, the negative temperature is converted into fractions according to the engineering characteristics, and the analysis sequence factors are shown in Table 5.
The calculation process of establishing GM(1,3) model is as follows:
-
(1)
Generate \(X_{i}^{(0)}\) by AGO accumulation:
$$X_{3}^{{(1)}} = \left[ \begin{array}{ccccc} 0.0088& 0.0165 & 0.0248 & 0.0325 & 0.0417 \hfill \\ 0.0076 & 0.0144 & 0.0218 & 0.0286 & 0.0363 \hfill \\ 0.0064 & 0.0127& 0.0191& 0.0254 & 0.0319 \hfill \\ \end{array} \right]$$ -
(2)
The construction of matrix B:
$$B_{{}}^{T} = \left[ \begin{array}{llll} - 0.0132 & 0.0165 &0.0144 & 0.0127 \hfill \\ -0.0221 & 0.0248 & 0.0218& 0.0191 \hfill \\ -0.0310 & 0.0325 & 0.0286 & 0.0254 \hfill \\ -0.0398 & 0.0417 & 0.0363 & 0.0319 \hfill \\ \end{array} \right]$$ -
(3)
The construction of matrix Y:
$$Y_{N} = \left[ {X_{{1\left( {1} \right)}}^{(0)} ,X_{1\left( 2 \right)}^{(0)} , \cdots ,X_{{1\left( {4} \right)}}^{(0)} } \right]^{T} = \left[ {\begin{array}{*{20}c} {0.0089} & {0.0088} & {0.0089} & {0.0088} \\ \end{array} } \right]^{{}}$$ -
(4)
Generate of system development coefficient a and driving term b:
$$\widehat{a} = \left[ \begin{gathered} a \hfill \\ b_{1} \hfill \\ b_{2} \hfill \\ b_{3} \hfill \\ \end{gathered} \right] = \left[ \begin{gathered} {1}{\text{.9759}} \hfill \\ 0.1478 \hfill \\ { - 0}{\text{.7875}} \hfill \\ {3}{\text{.8304}} \hfill \\ \end{gathered} \right]$$ -
(5)
Bring the obtained parameters into the differential equation:
$$\frac{{dx_{{}}^{(1)} }}{dt} + {1}{\text{.9759}}x_{0}^{(1)} = 0.1478x_{1}^{(1)} - 0.7875x_{2}^{(1)} + {3}{\text{.8304}}x_{3}^{(1)}$$According to calculation and analysis, T1 driving term is close to 0, and C2H4 component in mixed refrigerant need not be adjusted. T2 driving term is negative, which indicates that CH4 has more components, but the driving term is small, which does not affect it. T3 driving term is positive and maximum, and N2 component should be supplemented appropriately in the next step. According to the error detection in Table 6, the maximum relative error of single data column is 13.64%, and the average relative error of whole data column is 6.868%, so the model accuracy is reliable.
Table 6 Error detection
3.3 Verification
The analysis shows that the current N2 component is 7.4514 mol%; according to the engineering experience, the N2 content was added to 10 mol%, the C2H4 and CH4 components were diluted, and the temperature measuring points of the cold box were observed after running for 2.4 h. The GM(1,N) model is used continuously, and the temperature point T4 at the outlet of the refrigerant line is set as the parent factor × 4. Temperature measuring points T1, T2 and T3 of each component content of the reaction mixed refrigerant are sub-factors × 1, × 2 and × 3, which are taken from Table 7.
The process is omitted, and finally, the differential equation is obtained:
Through calculation and analysis, the results of T1, T2 and T3 driving terms are similar, and their absolute values are small. Although T1 driving term is negative, it shows that C2H4 is slightly higher at present, but the absolute value is small, which does not affect the refrigerant ratio. According to the error detection in Table 8, the maximum relative error of single data column is 45.44%, and the average relative error of whole data column is 24.91%, so the model accuracy is in compliance. In the next step, refrigerant components need not be adjusted. The V-1 and V-2 control valves can be adjusted cooperatively according to the output, and finally, the refrigerant differential pressure returns to the normal value.
4 Results and discussion
GRA calculation results show that the correlation degree of LNG output (X8) is the weakest, and the alarm problem triggered by the differential pressure rise of refrigerant line this time has nothing to do with the capacity increase operation. According to the engineering experience and the principle of cold box heat exchange, the correlation of temperature measuring points at least presents the group corresponding arrangement relationship of (T1, T1#), (T2, T2#) and (T3, T3#). However, the calculation result × 3 > × 7 > × 2 > × 1 > × 4 > × 9 > X5 > X6 > × 8 only has the corresponding arrangement relationship of T1 and T1#. Therefore, the GRA results can predict that this working condition problem is caused by unreasonable distribution ratio of mixed refrigerants.
The calculation results of GM(1,N) show that the driving term of T4 is 1.9759. If the driving terms of T1, T2 and T3 are similar, it is judged that the distribution ratio of each group of mixed refrigerant is reasonable and does not need to be adjusted. However, the current T3 driving term reaches 3.8304, and it is determined that the N2 component corresponding to this temperature measuring point needs to be supplemented appropriately. At the same time, the driving terms of T1 and T2 are all around 0.5, which is of the same order of magnitude. The engineering interpretation is that CH4 and C2H4 have good composition ratio. According to the process design, the recommended ratio of N2 is 5–10 mol%. The current test result of N2 component is 7.4514 mol%. According to the engineering experience, considering the actual production at full load in the next step, N2 is added to 10 mol%, and C2H4 and CH4 are diluted at the same time. The following GM(1,N) model is used to verify that the driving terms of T1, T2, T3 and T4 are all around 1.5, and the results of determining the driving terms of each factor are similar and the absolute value is small. The project proves that this regulation is appropriate and meets the expectation of operation results.
This mathematical experiment discusses: 1. although the algorithms proposed by machine learning are relatively mainstream at present, there will be data distortion caused by instrument failure, power failure and disturbance of engineering factors in LNG production site. If machine learning is used directly, the failure of computing task will be caused by low fault tolerance, which is manifested in: over-fitting problem, ignoring the correlation of attributes in data set, sensitivity to missing data, unbalanced samples, large prediction deviation, long learning process and the possibility of falling into local minimum. In addition, the on-site data collection terminal, PLC control system and overall central control system need to occupy a large amount of memory. If machine learning is carried out, it will lead to memory crisis caused by too large training set, and even affect the normal operation of the central control system, endangering the safe production of the project. Therefore, the grey system with limited computation is chosen to solve this problem. 2. To build a multivariate grey model, it is necessary to select suitable objective factors and screen measurable physical quantities with direct correlation. In this study, enthalpy, entropy and other thermodynamic energy variables are selected to build the model, which can better reflect the essence of the problem. However, the most direct response to the change of temperature field is the function of temperature t variable in space coordinates (x, y, z) and time variable t. Further, considering the usability of engineering data, it is more suitable for engineering practice to build a grey model by selecting temperature data of different time development and different spatial positions. 3, The integrated calculation results in Fig. 1 show the difference of absolute correlation degree, relative correlation degree and comprehensive correlation degree. Because the engineering significance of this modelling lies in mining the latent heat of vaporization of each component of mixed refrigerant in the dynamic process of refrigeration cycle, its essence is to describe the data interaction in the dynamic process. Therefore, it is most appropriate to choose the grey relative correlation result reflecting the development speed of the two sequences for engineering analysis. 4, GM(1,N) model can dig out more internal expansion information from the inside of the system and describe the change process continuously for a long time. This characteristic also accords with the engineering significance of this modelling. However, in the application process, it is necessary to optimize the operational factors, simplify the mathematical model, reduce the average relative error as much as possible and ensure the convergence of the model. The average relative error of all data columns in this GM(1,N) modelling is 24.91%, although it is less than the threshold of 30%, so the model accuracy is controllable. However, the next step needs to be compared with other methods to optimize the calculation accuracy of this part.
Important points for attention in engineering: 1, in the cold box capacity increasing operation under the premise of mixed refrigerant liquefaction process, it is necessary to first prepare refrigerant according to LNG capacity and latent heat properties of gasification of each component of mixed refrigerant, and then start to increase the output operation. If it is found that the difference between the corresponding temperature measuring points of T1 and T1#, T2 and T2# or T3 and T3# is 15℃, the operation of increasing production must be stopped. After keeping the compressor running for 2.4 h, observe the temperature measuring points of the cold box, and make GM(1,N) analysis by using the current data to judge the next refrigerant control scheme. 2, If any data measuring point exceeds the protection value, the output must be reduced immediately and the V-1 valve should be turned down to reduce the supply of mixed refrigerant. After the alarm is released and the heat exchange cycle returns to the safety limit, the instantaneous alarm value data are collected and the GRA model is used to assist in problem analysis. 3, The running cycle of online chromatographic analyser in LNG plant is 15 min/time, and the time for evenly distributing mixed refrigerant after running for one week in refrigeration cycle system is 1.2 h. Considering the phase change process and the influence of condenser in refrigeration cycle system, according to engineering experience, it takes 2.4 h hours to obtain the final stability data of each component of mixed refrigerant. Therefore, before grey system analysis, attention should be paid to data selection and refrigerant sampling time nodes to ensure rigorous data preparation. 4, The operation principle of "small action, multiple times" should be followed in the process of increasing LNG output. In the next step, according to the engineering experience, we should explore the relationship between the driving terms of GM(1,N) model results and the control quantities of refrigerant components, and obtain quantitative operation guidelines to improve the control accuracy. 5, According to the working conditions and engineering experience of this study, the hypothesis is put forward here: when the output of the research plant is increased to 300 × 104m3/d, the latent heat of vaporization of the mixed refrigerant conforms to some complex nonlinear relationship. Generally speaking, there is a big difference between the production load less than 300 × 104m3/d and the production load greater than 300 × 104m3/d. If it is necessary to increase the output to over 300 × 104m3/d, the ratio of mixed refrigerant must be adjusted first, and then, the operation must be carried out.
The workload of this study is as follows: 1, the abnormal working condition data of control system alarm caused by refrigerant line differential pressure rise during the operation process of the LNG plant output increased from 300 × 104m3/d to 350 × 104m3/d are collected. According to laboratory analysis methods and engineering experience, five assumptions and judgements of pre-judgement reasons were made. 2, Using GRA model to analyse the pre-judgement reason 4, it is concluded that the current abnormal working condition is caused by the wrong proportion of N2 components. 3, Using GRA model analysis results and engineering experience to further simplify the model, collect data and bring it into GM(1,N) model to get the direction of N2 component ratio control. And the GM(1,N) model is used again to verify the regulatory compliance.
The innovations of this study are as follows: 1. a method of multitask model cooperation is proposed under the premise of the same theoretical model which is suitable for working condition analysis of process industry problems. It is more suitable for engineering practice to select temperature data of different time development and different spatial positions to construct grey model; 2, GRA model and GM(1,N) model, both of which belong to grey system theory, have good data coupling in problem analysis, which is suitable for the large data change process of refrigeration cycle which needs to be described continuously for a long time; 3, This method of simultaneous solution of multitask model can flexibly select key data factors and reasonably control the amount of calculation for working condition problems on the premise of limited preset research boundary. Taking into account the advantages of high efficiency and accuracy, it is suitable for the regulation and control of refrigeration cycle that needs to respond quickly.
5 Conclusion
-
(1)
In view of the unreasonable distribution ratio of each group of mixed refrigerants and the disordered latent heat of vaporization of refrigerants, research boundary setting and data collection were conducted. The temperature data of different spatial positions with different time development quantities are selected, and the grey model which is more suitable for engineering practice is constructed. Using GRA model, it is concluded that the current abnormal working condition is caused by incorrect proportion of N2 components. The simplified model brought new data to GM(1,N) model, and combined with engineering experience, the control measures to supplement N2 component to 10 mol% were obtained. After the operation, the abnormal working conditions in the project disappeared. The GM(1,N) model was used again to verify that the operating conditions were successfully regulated. The engineering significance of this study: to explore the latent heat of vaporization of each component of mixed refrigerant in the dynamic process of refrigeration cycle. Its essence is to describe the data interaction under the dynamic process, intuitively reflect the essence of the system and guide the adjustment of mixed refrigerant components.
-
(2)
The operation principle of "small action, multiple times" should be followed in the process of increasing LNG output. If any data measuring point exceeds the protection value during the operation, it is necessary to stop the operation or reduce the output urgently, wait for the alarm to be lifted and make adjustment after analysing the problem. Using mathematical algorithms such as grey system theory to analyse problems can effectively save material costs, avoid downtime losses and guide on-site regulation efficiently and accurately. GM(1,N) model can make full use of data to analyse the composition ratio of mixed refrigerant. It makes up for the engineering bottleneck caused by the delay of chromatographic analyser results and the lack of other basic verification means. In the next step, according to the engineering experience, we should explore the relationship between the driving terms of GM(1,N) model results and the control amount of refrigerant components, and obtain the quantitative operation scheme to improve the control accuracy.
References
Qyyum MA, Qadeer K, Lee M (2017) Comprehensive review of the design optimization of natural gas liquefaction processes: current status and perspectives. Ind Eng Chem Res 57(17):5819–5844. https://doi.org/10.1021/acs.iecr.7b03630
Khan MS, Karimi IA, Wood DA (2017) Retrospective and future perspective of natural gas liquefaction and optimization technologies contributing to efficient LNG supply: a review. J Nat Gas Sci Eng 45:165–188. https://doi.org/10.1016/j.jngse.2017.04.035
Mortazavi A, Alabdulkarem A, Hwang Y, Radermacher R (2014) Novel combined cycle configurations for propane pre-cooled mixed refrigerant (APCI) natural gas liquefaction cycle. Appl Energy 117:76–86. https://doi.org/10.1016/j.apenergy.2013.11.056
Wang M, Khalilpour R, Abbas A (2014) Thermodynamic and economic optimization of LNG mixed refrigerant processes. Energy Convers Manage 88:947–961. https://doi.org/10.1016/j.enconman.2014.09.007
Yuan XH, Ji B, Chen ZJ, Chen ZH (2014) A novel approach for economic dispatch of hydrothermal system via gravitational search algorithm. Appl Math Comput 247:535–546. https://doi.org/10.1016/j.amc.2014.09.017
Jiang ZQ, Ji CM, Qin H, Feng ZK (2018) Multi-stage progressive optimality algorithm and its application in energy storage operation chart optimization of cascade reservoirs. Energy 148:309–323. https://doi.org/10.1016/j.energy.2018.01.176
Yuan XH, Wang PT, Yuan YB, Huang YH, Zhang XP (2015) A new quantum inspired chaotic artificial bee colony algorithm for optimal power flow problem. Energy Convers Manage 100:1–9. https://doi.org/10.1016/j.enconman.2015.04.051
Jiang ZQ, Qin H, Ji CM, Feng ZK, Zhou JZ (2017) Two dimension reduction methods for multi-dimensional dynamic programming and its application in cascade reservoirs operation optimization. Water 9:634. https://doi.org/10.3390/w9090634
Aspelund A, Gundersen T, Myklebust J, Nowak MP, Tomasgard A (2010) An optimizationsimulation model for a simple LNG process. Comput Chem Eng 34(10):1606–1617. https://doi.org/10.1016/j.compchemeng.2009.10.018
Khan MS, Lee M (2013) Design optimization of single mixed refrigerant natural gas liquefaction process using the particle swarm paradigm with nonlinear constraints. Energy 49:146–155. https://doi.org/10.1016/j.energy.2012.11.028
Ali W, Khan MS, Qyyum MA, Lee M (2018) Surrogate-assisted modeling and optimization of a natural-gas liquefaction plant. Comput Chem Eng 118:132–142. https://doi.org/10.1016/j.compchemeng.2018.08.003
Park K, Won WY, Shin D (2016) Effects of varying the ambient temperature on the performance of a single mixed refrigerant liquefaction process. J Nat Gas Sci Eng 34:958–968. https://doi.org/10.1016/j.jngse.2016.07.069
Cammarata G, Fichera A, Guglielmino D (2001) Optimization of a liquefaction plant using genetic algorithms. Appl Energy 68:19–29. https://doi.org/10.1016/S0306-2619(00)00041-6
Del Nogal F, Kim J-K, Perry S, Smith R (2008) Optimal design of mixed refrigerant cycles. Ind Eng Chem Res 47(22):8724–8740. https://doi.org/10.1021/ie800515u
Alabdulkarem A, Mortazavi A, Hwang Y, Radermacher R, Rogers P (2011) Optimization of propane pre-cooled mixed refrigerant LNG plant. Appl Therm Eng 31(6–7):1091–1098. https://doi.org/10.1016/j.applthermaleng.2010.12.003
Li Q, Zuo W, Zhang Y, Li J, He Z (2020) Effects of rectangular rib on exergy efficiency of a hydrogen-fueled micro combustor. Int J Hydrogen Energy 45(16):10155–10163. https://doi.org/10.1016/j.ijhydene.2020.01.221
Li Y, Xiang W, Ding Y (2012) An optimal design methodology for large-scale gas liquefaction. Appl Energy 99:484–490.https://doi.org/10.1016/j.apenergy.2012.04.040
Vatani A, Mehrpooya M, Palizdar A (2014) Advanced exergetic analysis of five natural gas liquefaction processes. Energy Convers Manage 78:720–737. https://doi.org/10.1016/j.enconman.2013.11.050
Palizdar A, Ramezani T, Nargessi Z, AmirAfshar S, Abbasi M, Vatani A (2017) Thermodynamic evaluation of three mini-scale nitrogen single expansion processes for liquefaction of natural gas using advanced exergy analysis. Energy Convers Manage 150:637–650. https://doi.org/10.1016/j.enconman.2017.08.042
Palizdar A, Ramezani T, Nargessi Z, AmirAfshar S, Abbasi M, Vatani A (2019) Advanced exergoeconomic evaluation of a mini-scale nitrogen dual expander process for liquefaction of natural gas. Energy 168:542–557. https://doi.org/10.1016/j.energy.2018.11.058
Mortazavi A, Somers C, Alabdulkarem A, Hwang Y, Radermacher R (2010) Enhancement of APCI cycle efficiency with absorption chillers. Energy 35(9):3877–3882. https://doi.org/10.1016/j.energy.2010.05.043
Wang Q, Song Q, Zhang J, Liu R, Zhang S, Chen G (2019) Experimental studies on a natural gas liquefaction process operating with mixed refrigerants and a rectifying column. Cryogenics 99:7–17. https://doi.org/10.1016/j.cryogenics.2019.02.007
Wu J, Ju Y (2019) Design and optimization of natural gas liquefaction process using brazed plate heat exchangers based on the modified single mixed refrigerant process. Energy 186:115819. https://doi.org/10.1016/j.energy.2019.07.149
Qyyum MA, He T, Qadeer K, Mao N, Lee S, Lee M (2020) Dual-effect single-mixed refrigeration cycle: an innovative alternative process for energy-efficient and costeffective natural gas liquefaction. Appl Energy 268:115022. https://doi.org/10.1016/j.apenergy.2020.115022
He T, Ju Y (2016) Dynamic simulation of mixed refrigerant process for small-scale LNG plant in skid mount packages. Energy 97:350–358. https://doi.org/10.1016/j.energy.2016.01.001
Qyyum MA, Pham Luu Trung D, Le Quang M, Lee S, Lee M (2019) Dual mixed refrigerant LNG process: uncertainty quantification and dimensional reduction sensitivity analysis. Appl Energy 250:1446–1456. https://doi.org/10.1016/j.apenergy.2019.05.004
Jackson S, Eiksund O, Brodal E (2017) Impact of ambient temperature on LNG liquefaction process performance: energy efficiency and CO2 emissions in cold climates. Ind Eng Chem Res 56(12):3388–3398. https://doi.org/10.1021/acs.iecr.7b00333
Yang Y, Xiao C, Yang Ye (2021) GRA and AHP analysis of pneumatic control valve failure in an LNG Plant. Arab J Sci Eng 46(2):1819–1830. https://doi.org/10.1007/s13369-020-05028-x
Ye Y (2018) Optimization of start-up and resumption plan of large LNG plant and treatment of problems. Chem Eng Oil Ga 47(2):57–64. https://doi.org/10.3969/j.issn.1007-3426.2018.02.011
Zhang Jianxin, Chang Wei, Lang Wu (2010) Edge detection based on general grey correlation and LoG Operator. Artificial Intell Comput Intell 1:480–483. https://doi.org/10.1109/AICI.2010.106
Wei G-W (2010) GRA method for multiple attribute decision making with incomplete weight information in intuitionistic fuzzy setting. Knowl-Based Syst 23(3):243–247. https://doi.org/10.1016/j.knosys.2010.01.003
Ye J, Dang Y, Yang Y (2020) Forecasting the multifactorial interval grey number sequences using grey relational model and GM(1, N) model based on effective information transformation. Soft Comput 24(7):5255–5269. https://doi.org/10.1007/s00500-019-04276-w
Zeng Bo et al (2016) Development of an optimization method for the GM(1, N) model. Eng Appl Artif Intell 55:353–362. https://doi.org/10.1016/j.engappai.2016.08.007
Tien T-L (2012) A research on the grey prediction model GM(1, n). Appl Math Comput 218(9):4903–4916. https://doi.org/10.1016/j.amc.2011.10.055
Rao KV et al (2021) Vibration-based tool condition monitoring in milling of Ti-6Al-4V using an optimization model of GM(1, N) and SVM.". Int J Adv Manuf Technol 115:1931–1941. https://doi.org/10.1007/s00170-021-07280-3
Luo X et al (2020) The prediction of shale gas well production rate based on grey system theory dynamic model GM (1, N). J Petroleum Explor Prod Technol 10(8):3601–3607. https://doi.org/10.1007/s13202-020-00954-w
Acknowledgements
The authors gratefully acknowledge Yangtze University for financially supporting this study. The authors also thank Prof. Chuantao Xiao and Engineer Zhipeng Jia for their contribution and support of this study.
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Conflict of interest
The authors declare that there is no any conflict of interest regarding this study.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Yang, Y., Xiao, C. & Jia, Z. Operation analysis of C3-MR process cold box by grey system theory. SN Appl. Sci. 4, 5 (2022). https://doi.org/10.1007/s42452-021-04890-0
Received:
Accepted:
Published:
DOI: https://doi.org/10.1007/s42452-021-04890-0