
Abstract
In this research communication, taro starch and fenugreek mucilage were used, in four combination ratios, 1:1 (T1),1:2 (T2),1:3 (T3),2:1 (T4), one pure taro starch (To) and one pure fenugreek mucilage (Fo) to develop total six edible films. Films were evaluated on the basis of optical,textural, morphological, microbiological, color and thermal properties. The optical properties such as transparency and opacity found better results in higher taro concentration films i.e. T1 and T4. In color analysis, the chroma values were found in the range of 66.17–78.80 and hue angle values were found in the range of 22.67–33.85, for all the films. Films of pure fenugreek (Fo) and higher concentration ratio of fenugreek (T2 and T3) found highest rupture strength when compared with another film. Thermal conductivity of the films was founded in the range of 0.049–0.099 W/m°K. A least microbial growth of 1.0 × 102 ± 0.03 cfu/ml was found in Fo film and maximum microbial growth of 1.5 × 102 ± 0.03 cfu/ml was found pure taro starch film (To). SEM (Scanning Electron Microscopy) analysis of films found smooth surface for (To) and (Fo) films when compared to other films. Higher values of water vapour permeability indicated the porous structure,which allowed the water to penetrate inside the films, it was in the range of 1.53–2.79 mg/Pa.s.m2 × 10–11. The film (To and Fo) found better results for most of the properties. This edible films can be used as a primary packaging material for food products.
Similar content being viewed by others
1 Introduction
Research on edible films has grown to a larger extent in the last few decades due to their potential to adapt to the base food material and their eco-friendly nature. Packaging material prepared from edible substances is used to protect the food products, as a primary protection from contaminant so that it can be consumed without any side effect [1]. Fenugreek (Trigonella foenum-graecum L.) is an important and one of the prime medicinal plants on record. Various phytochemicals are found in fenugreek such as steroids, alkaloids and flavonoids, which contributes to its widespread medicinal uses [2]. Its seeds contain 45–60% carbohydrates, from which most of it is a fiber which is as 30% in soluble form and 20% in insoluble form [3]. Its seeds are used in various Indian dishes, although seeds contain higher portions of mucilage which is not easily soluble in water [4]. But when soluble in water, it give a thick appearance. This thick contains help in development of films. Its mucilage is not used to its complete potential in food industry compared to guar gum and locust bean gum. Fenugreek mucilage is recently added to list of edible gums, therefore its potential in the development of edible films needs to be tested and ultimately its can be used in food industry [5]. Fenugreek mucilage has good emulsifying properties, it was found three times more dispersion rate when used in soy protein isolate and were fairly stable with pH and at high temperature as reported by [6]. In this research attempt has been made to develop fenugreek mucilage using standards process rather than a direct procuring it from the market [7].
Taro (Colocasia esculenta) is a perennial, tropical plant, grown as a vegetable known for its palatable starchy corm, and as a leafy vegetable that is considered a chief crop in African, and Asian civilization [8]. Starch excerpted from taro rhizome emerged as fine granules in the 0.5–5 microns ranging to 3 and thus attempted to be of smooth consistency of starch gel. Also taro starch was reported to be more inclined to pancreatin hydrolysis than other tuber and rhizome starches [9]. Taro has a a unique gel forming property which can be utilized as an adsorbing agent during water purification process [6].
Most of the materials which are used for food packaging are non-biodegradable, which does not meet the demands of sustainability and environment safety. Edible films and coatings used in cheese, cellulose coatings on meat products, etc. have been in use for centuries to prevent the loss of moisture and dampness and to create a shiny surface of the products for aesthetic purposes. Biopolymers are one of the most favourable alternatives to be exploited in the form of films and coatings. There certain functional properties can be increased with the accumulation of solid, liquid nanoparticles or nanofillers such as clay and silicate, antioxidants, antifungal and antimicrobial agents. Fenugreek mucilage based films incorporated with montmorillonite and halloysite nanoclay found good results for thermal,oxygen and barrier properties [10].
Various researchers have studied on films such [11] for sesame, [12] for sesame protein isolates and [13] for cellulose reinforced starch. Taro starch is also known as resistant starch and fenugreek mucilage is also known as edible galactomannan gum were selected for the current investigation. The present study was aimed to develop an edible food packaging film using fenugreek mucilage and taro starch as primary packaging material for food products and their selected functional properties were evaluated.
2 Material and methods
2.1 Raw material preparation
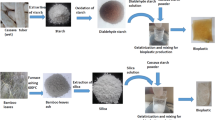
Taro rhizomes and fenugreek seeds were procured in the month of August, 2019 from the local market of Noida, India. Taro rhizomes were manually peeled with the help of peeler. Taro was cut into 0.5 mm thin slices and dipped in weak Potassium Metabisulfite (KMS) solution for 10 min to prevent browning. The taro slices were dried in vacuum dryer at 45 °C for 8 h for 500 mm Hg [14]. Further the samples were ground in laboratory mill and passed through 100 mesh BSS (British Standard Sieve) to obtain a fine powder [15]. The obtained fine powder, is rich in starch contain therefore in the further study it was denoted as taro starch powder.
For extraction of mucliage from fenugreek, seeds were ground in a hammer mill for 10 min and passed through a 100 mesh (BSS) [16], further it was extracted with petroleum ether for 90 °C for 2 h. The defat residue was again extracted in 95% ethanol for 2 h to remove any traces of saponins are left in it. Obtained sample was cooled at ambient temperature and it was dried in vacuum dryer 50 °C for 4 h for 500 mm Hg [5].
3 Film casting
Fenugreek mucilage powder (F) and taro strach powder (T) films were prepared as, To (Taro starch powder), Fo (Fenugreek mucilage powder), T1 (Taro starch powder + pure fenugreek mucilage powder in ratio, 1:1), T2 (Taro starch powder + Fenugreek mucilage powder ratio, in 1:2), T3 (Taro starch powder + Fenugreek mucilage powder in ratio, 1:3) and T4 (Taro starch powder + Fenugreek mucilage powder in ratio, 2:1).
Sample solutions (SS) for film formulation were prepared using 7 g/70 mL of distilled water as per the method suggested by [17]. Samples as per above ratios were added with 1 ml acetic acid and 5 mL glycerol. The concentration of glycerol and acetic acid were selected on the basis of initial trials. The solution was magnetically homogenised slowly at 60 °C for 50 min, using the sonicater water bath. Further, the hot solution was passed through BSS 100 mesh sieve to remove any undissolved stuff. A sample solution of 45 mL was poured on Teflon plates (10 mL of solution/plate) and was allowed to dry at ambient temperature for 36 h, thereafter the films were peeled off.
4 Characterization of films
4.1 Film thickness
Thickness of films was determined by the handheld digital screw gauge of (M/s Aerospace Company) with a precision of 0.001 mm. Total ten places were selected by random selection on the film surfaces. Average thickness was calculated using the method adopted by [12].
4.2 Transparency of films
UV Visible spectrophotometer (M/sPerkinElmer/Lambda, 25) was used to determine the transparency of films. Samples for test were cut into rectangle pieces (2 cm x 6 cm) and were placed on the inner side of the cuvette cell. Cuvette cell without sample was used for standard reference. A light transmission percentage at 540 nm, multiplied by with the film thickness (cm) gives the values of film transparency [18].
4.3 Opacity of films
The opacity of films was determined using UV Visible spectrophotometer (M/sPerkinElmer/Lambda, 25), at a wavelength of 500 nm. The opacity values were calculated using equation described by [19].
4.4 Swelling behaviour of films
The swelling behaviour of the films were studied using the method suggested by [20]. Films were weighed and were placed in phosphate buffered saline (PBS at pH 7.4) media for 30 min at room temperature. The films were blotted using filtration sheet to absorb moisture from the films and were weighed immediately. The percentage of a water adsorbed (Ws) was equated by dividing the weight of the film sample after 30 min minus the initial weight of films divided by initial weight of film, multiplied by 100.
4.5 Color analysis of films
Color determination was performed using a Hunter color analyser (Hunter lab, Reston, USA). The values obtained in terms of L*, a* and b* were used for the Chroma, hue angle and Whiteness index, evaluations [21].
5 Mechanical properties
5.1 Textural analysis of films
A specific 5 mm stainless steel ball probe (P5) was penetrated inside the film specimens. The test was then carried out as the arm of the texture analyzer to bring the probe P5 down into the aperture. A top plate was arranged to prevent the sample from slipping during testing. Percentage elongation at break and rupture force (N) were determined in the present work were as per the process of [22].
5.2 Thermal conduction analysis of film sample
Thermal conduction of film samples were recorded using thermal conduction analyser (Model: KD-2 Devices, Inc. USA). Film samples were wrapped on the vertical probe (KS-1, 1.3,diameter) and were kept in 50 mL measuring cylinder. The cylinder was wrapped using domestic foil, further it was kept in a deep freezer (Model: U 410–86, New Brunswick Scientific, England) at − 40 °C to obtain the values under 0 °C. The temperature measurement above 35 °C, was performed by placing the samples in hot plate. The film sample, wrapped on the needle was connected to the thermal conduction analyser and the reading were noted at per degree Celsius interval [23].
6 Microbiological analysis of films
The microbial load of the film was analysis using Aerobic Colony Count (ACC) method. A 5 g sample was put in 50 mL of saline solution (0.85% NaCl). The sample was shaken vigorously in the solution. The extract was serially diluted and plated into Potato dextrose agar (PDA) (Hi media Laboratories) media for bacterial count. The plates were incubated at 31 °C for 48 h for ACC. 10 g of the food samples were homogenized in 90 mL diluent (peptone water) to release microbes from food matrix. The plating was done on solid media, i.e. Potato Dextrose Agar by the spread plate method. The petri plates after plating with different dilutions (10–2–10–10) were incubated for 3–5 days at 37 °C. All the visible number of colonies was counted by the Quebec Colony counter.
7 Scanning electron microscopy (SEM) analysis
Surface micrographs of film samples was analyzed by studying the surface characteristics using a (MIRA TESCAN3,Czech Republic) instrument. Scanning electron microscope operated at 15-KV, sample holder with silver doubled sided coating was used prior to imaging. Images were obtained at different magnification [24].
8 Water vapor permeability (WVP) of films
ASTM E96/E92 M gravimetric modified cup method was used to study the water vapour permeability of edible films [25]. Specimen films were wrapped on face of glass mugs with the help of suitable adhesive. Humidifier chamber, controlling the temperature and humidity was used at 40% and 65% relative humidities. The specimen was weighted within every two hour interval. The difference in weight against time was plotted to obtain the slope using linear regression. Estimations were performed in triplicate and their mean value was taken. WVP was computed from the slope by its area in (m).
9 Statistical analysis
Statistical analysis for ebible films on the basis of different combination ratios (p ≤ 0.05) and their effect on film properties was studied used Stat soft (Statistica 8 stat) software.
10 Results and discussion
10.1 Characterization of films
Optical properties, mechanical properties, swelling behavior and water vapour permeability results of edible films are presented in Table 1.
10.2 Opacity of films
The opacity of fenugreek mucilage and taro starch films are given in Table 1. The film opacity values found different trends for films with combination ratios of mucilage and starch in the films. Opacity of films found decreasing significantly (P < 0.05) from 0.23 to 0.11 for all films. The opacity evaluation is based on the spertum of light which is absorbed by specific compounds of the plant, which protect the food from specific effect of light. The T1 and T4 films found best results for opacity when compared with other films. The reason may be due to the natural yellowish color of fenugreek and white color of taro combined to affect the opacity values of the films. However, the T2 film found 0.14 value, which was due to more quantity of fenugreek mucilage in the ratio of film (1:2). Corn starch films impregnated with CaCO3 nanoparticles studied by Sun et al. [26] and concluded that the similarity in nanoparticle and intermolecular space in starch films was reason of higher values for opacity. Through the analysis of variance it was clearly indicated that T1 and T4 films were significant (P < 0.05), but in case of film with more starch content found non-significantly effect on opacity values. Authors [27] studied on the edible bilayer films made with zein and corn-wheat starch found close results for transparency and opacity of films as per our study.
10.3 Transparency of films
More transparency for a packaging material can oxidise and degrade the essential component from food stuff as in transparency analysis process more light is able to penetration through the films. Whereas packaging films prepared from natural gums and plant origin materials provide color which can restrict the penetration of light and eventually the transparency values of films. Here in the case of our study both major ingredients used for film development where plant origin materials. The transparency of films showed varying trends as per combination ratios in the films. It was founded as 0.37 for To film, 0.30 for Fo film and 0.24 for T1 film, respectively. Similar results were observed for T2, T3 and T4, films which were 0.29, 0.23 and 0.19, respectively [12]. reported a similar agreement of results for composite film developed from the blends of sesame protein isolate. It can be clearly stated through Table 2, that transparency values were fundamentally non-significant (P > 0.05).
10.4 Swelling of films
Swelling indicates the absorbtion of moisture, which is an indicator for the amount of moisture an edible films can absorb in given span of time. The taro starch is found to be hydrophilic polymer in nature and it has more affinity towards water. During heating taro starch at 60 °C (magnetic stirring during film the formation process) it gives low crystallinity and gelatinization process is easily completed. The films with more taro starch content, i.e. To and T4 had highest swelling capacity at 0.04 and 0.03, compared with other films. Whereas as the films with fair combination ratios of fenugreek mucilage and taro starch, i.e. T1 and T3 films found lower values of swelling capacity as 0.02 and 0.01, respectively (Fig. 1). During the experimentation process, it was found in the intial process of starting it was getting softer as they were in contact with water and gradually its reduced as the films were absorbing more moisture. The significant influence of combiantion ratios was observed for swelling index of the films [28].

Swelling behavior of ediblefilms. To-Taro starch powder; Fo-Fenugreek mucilage powder; T1-Taro starch powder + pure fenugreek mucilage powder in ratio, 1:1; T2-Taro starch powder + Fenugreek mucilage powder ratio, in 1:2; T3-Taro starch powder + Fenugreek mucilage powder in ratio, 1:3; and T4-Taro starch powder + Fenugreek mucilage powder in ratio, 2:1
10.5 Color analysis of films
Color of edible films is highly dependent on the components present in the films, for such commercially used films, the color has its influence on consumer attraction. Different combination ratios used in film formulation found variations in L*, a*and b* values of edible films, thus its effected the chroma, hue and whiteness index of films (Table 3). The chroma values found trends as To > T4 > T1 > T2 > T3 > Fo,respectively. The pure fenugreek mucilage films (Fo) found fair colour compared to other films. Hue angle values were found in the range of 33.85–22.67, respectively. The results for To (33.51) and T4 (29.35) showed better result than other films. Whiteness Index (WI) found good results in To and T4 edible films with trends such as To > T4 > T1 > T2 > T3 > Fo for the remaining films. Here the yellowish color of fenugreek mucilage represented a darker shade which eventually influenced the whiteness index of films and fair color of taro starch showed better results in films [29]. Therefore the films with more concentration of fenugreek mucilage had darker shade and due to this reason whiteness index of these films has lower values compared to other films.
11 Mechanical properties
11.1 Textural analysis of films
For ensuring the integrity of packaging materials, mechanical properties of films are necessary [18]. Structural characteristics of edible films were measured by percentage elongation at break and rupture strength, the results indicated that films with an equal ratio of fenugreek mucilage and taro starch have found higher strength compared to other films [11]. An increase in the elongation percentage was found to with increase in starch content in films, it was due to the reduction in the number of intermolecular cross-links and an increase in the inter-molecular distance.
The percentage elongation at break for edible films was found as Fo > T3 > T1 > T4 > T2 > T0. However the results for rupture force for edible films was found as Fo˃ To˃ T1 ˃ T4˃ T2˃ T3. The trends for rupture force indicated the good results for Fo and To films compared to other fims which indicates that more resistance was shown towards puncturing of theses films. It was reported by other researchers that the increase in the protein content of the films made of mucilage enhanced the textural properties of films [22]. It can be concluded that tensile strength found in edible films does not have good correlation within the same polymers (P ≤ 0.05). From the Table 2 it was found that elongation at break percentage and rupture force was significantly different (P ≤ 0.05). Similar results were found in chitosan edible films by [30] and [31] for gelatin papaya peel biodegradable films.
11.2 Thermal conductivity of films
Thermal conductivity for edible films, will help us to indicate the response of films to varying range of temperatures and behavior of films at higher temperatures and at lower temperatures. Thermal conductivity studies of edible films were conducted at a temperature range of − 35 to 55 °C (Fig. 2). It was found that thermal conductivity values were in the range of 0.049–0.083 for To, Fo and T1 films, whereas, 0.078–0.99 was the range of T2, T3 and T4 films. The lowest values for thermal conduction was observed in the cases of T2 and T3 films. This might be due to the higher crystallinity in case of fenugreek mucilage compared to taro starch. Fenugreek matrix showed a balanced response to increasing and decreasing temperature during thermal conductivity analysis [4]. Results found that combination ratios and particle to particle spacing which appeared in developed films had significant (P ≤ 0.05) effect on the heat gain and heat losses process of each film in a specific range of temperature on thermal conductivity. Similar correlations were observed in ambient and cryogenically ground fenugreek powder by [21] where particle to particle space (void space) found variation in values of thermal conductivity.

Thermal conductivity of To, Fo, T1 and T4 films. To-Taro starch powder; Fo-Fenugreek mucilage powder; T1-Taro starch powder + pure fenugreek mucilage powder in ratio, 1:1; and T4-Taro starch powder + Fenugreek mucilage powder in ratio, 2:1
11.3 Microbiological analysis of films
The Aerobic Plate Count (APC) has been used as an indicator to check the presence of bacteria in a food product. The APC does not measure the entire bacterial population, but rather it measures the number of bacteria that grow in the presence of oxygen (aerobically) and at a medium range of temperature (mesophilic). APC values for edible films were found as 1.5 × 102 ± 0.03 cfu/mL for To film and, 1.1 × 102 ± 0.03 cfu/mL for T2 films, respectively [32]. Least microbial growth was observed due to the presence of anti-bacterial and medicinal properties of fenugreek mucilage which resisted the growth of microorganisms on films. It was 1.0 × 102 ± 0.03 cfu/mL for (Fo) film,1.4 × 102 ± 0.03 cfu/mL for T4 and 1.1 × 102 ± 0.03 cfu/mL for T1film. Through the microbial analysis of edible films it was observed that in the films where there was a higher concentration of taro starch or pure starch films, maximum growth of microbes were found. This is due to the reason that if there was membrane of anti microbial components in the starch polymer which can restrict the microbial growth, then it is possible to control the microbial attack but as the taro starch does not contain such component compared to fenugreek mucilage.
12 Scanning electron microscopy (SEM) analysis
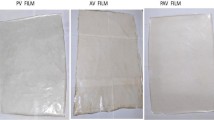
SEM microstructural analysis exhibits the material changes during various process and it can also help to understand the mechanisms and changes in the quality parameters of food texture [13]. SEM of edible films shows smooth surfaces for To, Fo and T1 films, but in the case of films with combination ratio, i.e. T2, T3 and T4 film surface become coarser and number of voids also increased. SEM graphs for pure taro starch (Fig. 3a) and pure fenugreek mucilage films (Fig. 3b) found smoother and clear surfaces. Even though the particle size of fenugreek mucilage and taro starch during film development was kept uniform, still due to the non-homogenous mixing of samples during film formulation created irregularities in developed film structures. The SEM micrograph found more voids, which can be clearly visible in Fig. 3.[33] reported similar results on structural characteristics of edible films on fruit quality. However, the edible films with more ratio of taro in the films found the cross-sectional structure (Fig. 3c), which can be correlated with of elongation at break % values of theses films. The more voids and coagulated structure were seen in the T4 film (1d). This can be correlated it with the lowest rupture strength values of T4 film.

SEM images a To b Fo c T1 and d T4 films. To-Taro starch powder; Fo-Fenugreek mucilage powder; T1-Taro starch powder + pure fenugreek mucilage powder in ratio, 1:1; and T4-Taro starch powder + Fenugreek mucilage powder in ratio, 2:1
13 Water vapor permeability (WVP)
Water vapour permeability can be stated as the rate of water vapor penetrating inside the edible films, for example, protein relies upon this perfect conduct, because of the collaboration of penetrating water atoms with polar gatherings in the film structure. From the results it was found that the least water vapour permeability was as, To ˃T4 ˃ T3 films, however the highest water vapour permeability was found as Fo > T1 > T2 films, respectively. The water vapour permeability of edible films were founded in the range of 1.53–2.79 mg/Pa.s.m2 X 10–11. The values for WVP are related to the structural arrange of films as seen in SEM analysis. Therefore, these extended structures are associated with hydrogen, ionic, hydrophobic nature and covalent bonding between the particles to particles of films [22]. The results found non- significant effect on water vapor permeability of edible films (P ≤ 0.05) [34]. reported the close agreement of results for crosslinked peanut protein films with the results of our study.
14 Conclusions
The pure fenugreek mucilage (Fo) and pure taro starch (To) films had more influence on film properties compared to combinations of mucilage and starch films. The optical properties of the films found better results for pure fenugreek mucilage (To) and pure taro starch (Fo) films compared to other films. Similar results were found for swelling index with highest values at 0.03 and 0.04 for T0 and T4 films. The color analysis of films found good result in case of chroma, hue, and whiteness index (WI) for T0 and T4 films. Films prepared by pure mucilage and pure starch have better textural properties than that of films of combinations of mucilage and starch as shown by SEM micrographs.The rupture strength of the films with higher concentration of fenugreek mucilage found better results than other edible films. Films with the pure fenugreek mucilage (Fo) and pure taro starch (To) found good thermal stability in the range of − 35 °C to 50 °C. All the films showed some bacterial colony growth, thus it was concluded that films have antimicrobial properties films which prepared with pure fenugreek (Fo) and higher concentration of fenugreek i.e. T2 and T3 films. Films with higher ratios of fenugreek mucilage found more water vapour affinity compared to other films. From the results it can be concluded that using pure fenugreek mucilage and pure taro starch are suitable for development of edible films.
References
Ramos MN, Valdés A, Beltran A, Garrigós MC (2016) Gelatin-based films and coatings for food packaging applications. THE Coat 6:41. https://doi.org/10.3390/coatings6040041
Moradi kor N, Didarshetaban M, Saeid Pour H (2013) Fenugreek (Trigonella foenum-graecum L) as a valuable medicinal plant. Int J Adv Bio Biom Res 1(8):922–931
Zapotoczny P, Żuk-Gołaszewska K, Ropelewska E (2016) Discrimination based on changes in the physical properties of fenugreek (Trigonella foenum-graecum L.) seeds subjected to various cultivation conditions. Eur Food Res Tech 242:405–414
Mishra A, Yadav A, Pal SR, Singh A (2006) Biodegradable graft copolymers of fenugreek mucilage and polyacrylamide: a renewable reservoir to biomaterials. Carbohyd Polym 65(1):58–63
Brummer Y, Cui W, Wang Q (2003) Extraction, purification and physicochemical characterization of fenugreek gum. Food Hydrocoll 17(3):229–236
Hefnawy HTM, Ramadan MF (2011) Physicochemical characteristics of soy protein isolate and fenugreek gum dispersed systems. J Food Sci Technol 48:371–377
Rashid F, Ahmed SHZ (2018) Extraction purification and characterization of galactomannan from fenugreek for industrial utilization. Carbohyd Polym 180:88–95
Sit N, Deka SC, Misra S (2014) Optimization of starch isolation from taro using combination of enzymes and comparison of properties of starches isolated by enzymatic and conventional methods. J Food Sci Tech 52(7):432–432
Zhong Ma, Miyasaka SC (1998) Oxalate Exudation by Taro in Response to Al. Plant Physiology 118(3):861–865
Memis S, Tornuk F, Bozkurt F, Durak MZ (2017) Production and characterization of a new biodegradable fenugreek seed gum based active nanocomposite film reinforced with nanoclays. Int J Biol Macromol 103:669–675
Sharma L, Singh C (2018) Composite film developed from the blends of sesame protein isolate and gum rosin and their properties thereof. Poly Comp 39(5):1480–1487
Sharma L, Singh C (2016) Sesame protein based edible films: development and characterization. Food Hydro 61:139–147
Sudharsan C, Chandra MP, Saravana BG, Sabinaa AK, Sivarajan MM (2016) Production and characterization of cellulose reinforced starch (CRT) films. Int J Bio Macro 83:385–395
Mohite AM, Sharma N (2018) Drying behaviour and engineeringproperties of Lima beans. Agri Engg Int CIGR J 20(3):180–185
Balasubramanian S, Mohite AM, Singh KK, Zachariah TJ, Anand T (2012) Physical properties of cinnamon barks (Curcuma longa L). J Spic Arom Crops 21(2):161–163
Mohite AM, Mishra A, Sharma N (2019) Influence of different moisture content on engineering properties of tamarind seeds. Agri Engg Int CIGR J 21(1):220–224
Mohite AM, Aggarwal SN, S, Sharma S, (2018) Effect of tamarindus coating on post-harvest quality of apples and pears stored at different conditions. Carp J Food Sci Tech 10(3):17–25
Wang L, Mark AE, Auty AR, Kerry JF, Kerry JP (2009) Effect of pH and addition of corn oil on the properties of gelatin-based biopolymer films. J Food Engg 90:11–19
Gontard N, Guilbert S (1994) Bio-packaging: technology and properties of edible and/or biodegradable material of agricultural origin. In: Mathlouthi M (ed) Food packaging and preservation. Blackie Academic and Professional, Glasgow
Assefa Z, Admassu S (2013) Development and characterization of antimicrobial packaging films. J Food Process Technol 4:235. https://doi.org/10.4172/2157-7110.1000235
Barnwal P, Singh KK, Mohite AM, Sharma A, Saxena SN (2015) Influence of cryogenic and ambient grinding on grinding characteristics of fenugreek powder: a comparative study. J Food Process Preserv 39(6):1243–1250
Sharma L, Sharma HK, Saini CS (2017) Edible films developed from carboxylic acid cross-linked sesame protein isolate: barrier, mechanical, thermal, crystalline and morphological properties. J Food Sci Tech 55(2):532–539
Barnwal P, Singh KK, Mohite AM, Sharma A, Zachariah TJ (2014) Determination of thermal properties of cryo-ground cinnamon powder. J Spic Arom Crops 23(2):262–267
López-Mata MA, Ruiz-Cruz S, Silva-Beltrán NP (2015) Physicochemical and antioxidant properties of chitosan films incorporated with cinnamon oil. Int J Poly Sci 2015:974506. https://doi.org/10.1155/2015/974506
ASTM, Standard test method for tensile properties of thin plastic sheeting. In standard designations D882–01. Annual book of ASTM standards. American science testing and materials,Philadelphia, PA: 2001
Sun Q, Xi T, Li Y, Xiong L (2014) Characterization of corn starch films reinforced with CaCO3 nanoparticles. PLoS ONE 9(9):e106727. https://doi.org/10.1371/journal.pone.0106727
Zuo G, Song X, Chen F, Shen Z (2019) Physical and structural characterization of edible bilayer films made with zein and corn-wheat starch. Jour Saudi Society Agric Sci 18(3):324–331
Dias MV, Azevedo VM, Santos TA et al (2019) Effect of active films incorporated with montmorilloniteclay andα-tocopherol: potential of nanoparticle migrationand reduction of lipid oxidation in salmon. Packag Technol Sci 32:39–47
Mohite AM, Mishra A, Sharma N (2020) Effect of different grinding processes on powder characteristics of tamarind seeds. Agric Res 9(2):262–269. https://doi.org/10.1007/s40003-019-00431-9
de Moraes Crizel T, de Oliveira Rios A, Alves VD, Bandarra N, Moldão-Martins M, Flôres SH (2018) Biodegradable films based on gelatin and papaya peel microparticles with antioxidant properties. Food Bioprocess Technol 11:536–550
Bourtoom T, Chinnan MS (2009) Improvement of water barrier property of rice starch-chitosan composite film incorporated with lipids. Food Sci Tech 3:81–92
Bava L, Zucali M, Sandrucci A, Brasca M, Vanoni L, Zanini L, Tamburini A (2011) Effect of cleaning procedure and hygienic condition of milking equipment on bacterial count of bulk tank milk. J Dairy Res 78(2):211–219
Kumari M, Mahajan H, Joshi R, Gupta M (2017) Development and structural characterization of edible films for improving fruit quality. Food Pack Shelf Life 12:42–50
Ghadetaj A, Almasi H, Mehryar L (2018) Development and characterization of whey protein isolate active films containing nanoemulsions of grammosciadium ptrocarpum bioss. essential oil. Food Pack Shelf Life 16:31–40
Mijinyawa AH, Durga G, Mishra A (2018) Isolation, characterization, and microwave assisted surface modification of Colocasia esculenta (L.) Schott mucilage by grafting polylactide. Int J Biol Macromol 119:1090–1097
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Conflict of interest statement
On behalf of all authors, the corresponding author states that there is no conflict of interest.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
About this article

Cite this article
Mohite, A.M., chandel, D. Formulation of edible films from fenugreek mucilage and taro starch. SN Appl. Sci. 2, 1900 (2020). https://doi.org/10.1007/s42452-020-03710-1
Received:
Accepted:
Published:
DOI: https://doi.org/10.1007/s42452-020-03710-1