
Abstract
Extractive metallurgy of copper is characterized by being energy intensive and also for producing large amounts of fugitive emissions. Particularly, traditional copper converting generates toxic off-gases with up to 7 vol% of SO2. The mass and energy balances show that the amount of SO2 in the process gases may be decreased by improving the energy usage. Furthermore, an exergy analysis reveals the amount of wasted energy susceptible to improve the off-gas capture and cleaning. The copper content in the matte along with the usage of oxygen-enriched air substantially improves the operating conditions in a copper converter. The latter is confirmed in new copper-refining practices.
Similar content being viewed by others

Background
Copper is obtained by two main routes: hydrometallurgy and pyrometallurgy; of them the latter is the most common one. Copper pyrometallurgy comprises a sequence of processing steps: toasting, smelting, converting, fire refining, and anode casting. Of these stages, perhaps converting is the most critical one since during this stage, both the iron and the sulfur from copper ores are eliminated, and a metallic product with nearly 99 wt% copper is obtained.
Copper converting consists of injecting oxygen-enriched air (up to 35 vol%) at low pressure into a molten mixture of Cu–Fe–S (matte) and other minor elements. The gas is introduced into the melt through a series of nozzles (up to 60) placed alongside the converter; the nozzles are installed in such a way that they lie beneath the melt surface so the injection is submerged.
Converting occurs in two sequential stages. In the first one, iron is selectively oxidized over sulfur to form iron oxide (FeO) which in turn reacts with added silica flux to form an iron silicate (fayalite)-based slag. Also during this first step, some of the sulfur bonded to the iron is oxidized to SO2 gas. During this stage, matte is added continuously, while slag is skimmed off the reactor. This slag is processed in a previous smelting operation to recover some copper that could be trapped in this material.
After this initial stage, the second one begins with the oxidation of the sulfur attached to the copper. From this stage, more SO2 gas is continuously formed until metallic copper with nearly 99 % of purity is tapped. When some Cu2O is formed inside the converter, the oxidation process stops.
Converting is conducted in different vessels, i.e., the Noranda reactor; El Teniente converter; the Hoboken converter, and the most vastly used reactor, the Peirce–Smith converter [1]. The Peirce–Smith (PS) converter is a horizontal cylinder with an opening that serves both for charging/uncharging materials into the reactor as well as to collect emissions. This reactor commonly is in the range of 3–5 m in diameter and up to 15 m in length. This vessel is operated batchwise.
The PS reactor has experienced little changes since its initial insertion a little more than 100 years ago. The main improvements made to this vessel consist of the addition of pneumatic devices to unclog the nozzles as they are usually blocked at their submerged end into the matte. Also continuous monitoring and recording of temperatures inside the reactor has been implemented.
More recently, the need to comply with more stringent environmental restrictions along with the need to increase the productivity of these converters has led to improve the capture of fugitive emissions with considerable SO2 contents. To achieve such goal, better computerized process control has been implemented. However, operational problems encountered in copper-making industries compromise their capacity to capture the process off-gases.
In addition, in spite of being an autogenous process, copper converting needs considerable amounts of energy to successfully proceed. Some of the energy coming from the oxidation reactions could be recovered and reutilized to minimize the environmental impact of this process; this has become a trend in the past few years, making energy usage/recovery and SO2 capture as the main issues in which copper makers need to work in order to be soundly sustainable.
In this paper, an exergy analysis of copper converting is presented. Copper metallurgy faces the challenge of producing enough metal to keep up with its demand, in spite of processing depleted ore bodies. To further complicate things, copper makers must produce metal in a more sustainable manner so they can lower their environmental impacts. In view of this, process assessment should turn from traditional heat and mass balances toward incorporating exergy analysis.
Traditional energy (enthalpy) balances are aimed at reducing heat losses or toward improving energy recovery [2]; however, these balances give no information on how energy is actually utilized during copper processing, or do they reveal the quality of the heat (sensible) associated to any material stream, such as SO2 emissions.
SO2 Emissions
Since the 1980s, all copper makers have invested enormous efforts to minimize the environmental impact due to fugitive SO2 emissions. Most of these efforts have translated to developing new processes (continuous converting), in designing better off-gas capture systems and to using large amounts of oxygen enrichment in the air used for injection. However, despite tremendous research and development in these areas, gas emanations still remain an issue to be dealt with.
Of these developments, the usage oxygen-enriched air to provide more heat and also to minimize the amount of off-gases generated per unit of copper produced is the cheapest and more productive one [3]. As the off-gases volume decreases, the concentration of SO2 in these streams has increased. As a result, the capture of the process gases has improved. The captured SO2 streams are typically sent to a sulfuric acid plant.
By increasing the oxygen content in the blast, the relative amount of nitrogen coming along in the air decreases, thus decreasing the total volume of off-gases coming from the converter. SO2 is formed through the reaction:
The sulfur is initially oxidized from the iron sulfide in the matte, and later form the sulfur bonded to the copper sulfide. Reaction (1) clearly states that there is an equimolar relationship between the sulfur in the matte and that in the SO2 produced. This oxidation reaction takes place nearly to completion. Thus, by increasing the starting copper content in the matte, the amount of SO2 (kg) per ton of produced copper decreases as the relative amount of sulfur in the matte also decreases. However, provided the air enrichment with oxygen, the concentration of SO2 in the off-gases also increases in such a way that SO2 fixation becomes easier.
Figure 1 shows the concentration of the SO2 for different oxygen enrichment levels as a function of the copper content in the initial matte. Nowadays, copper producers using conventional processes typically feed PS converters with mattes containing 60–70 mass% copper. In such cases, the concentration of SO2 in the off-gases after blowing air with up to 35 vol% oxygen is around 30–34 % SO2, and this value is further diluted with infiltrated air to nearly 7 % vol.

Concentration of SO2 in the off-gases as a function of matte grade when blowing air with different oxygen contents. Data from ref. [7]
Modern technologies such as the Kennecott continuous converting [4] or the SKS/BBS reactor [5] usually treat mattes with up to 75 mass% copper and higher oxygen enrichment. For example, the Kennecott flash converter allows blasting air enriched with up to 85 vol% oxygen, resulting in an off stream containing more than 80 vol% SO2, which is nearly halved by dilution with air. On the other hand, the SKS/BBS reactor can be blasted with oxygen enrichments of up to 75 %.
Important efforts have been made to improve hood design to control fugitive emissions; however, gas leakage during the different converting stages still occurs [6].
On the other hand, as the relative amount of copper increases in the matte, the generation of SO2 decreases accordingly, and this is due to less iron and sulfur attached to the copper; this is shown in Fig. 2. From Figs. 1, 2, it becomes evident that in order to decrease harmful SO2 emissions it is necessary to start with mattes high in copper content while blowing air with significant amounts of oxygen enrichment.

SO2 produced per ton of copper produced as a function of copper content in matte
This reinforces the notion of producing copper metal using as few processing stages as possible. This idea of reducing the number of processes in copper making presents as advantage the production of a high concentration SO2 gas in a single stream; in addition, energy consumption would be considerably reduced due to minimum materials handling; this can be seen in the amount of gas blown to produce copper in Fig. 3. Energy reduction is also due to the no need for external energy sources.

Gas blown into matte as a function of copper content in matte
Exergy Associated to Copper Conversion
Converting can be described by the following general equation:
The enthalpy of reaction (2) at 25 °C (298 K) is \( \Delta H_{298}^{0} = - 328.2 \) kJ per mole of copper produced [7]. Reaction (2) actually encompasses at least three independent processes that occur progressively:
Oxidation of iron sulfide to FeO and SO2 gas:
Formation of Fayalite-based slag:
Oxidation of copper sulfide to Cu and SO2 gas:
Reactions (3) and (4) take place during the first stage of conversion known as slag blow. Reaction (5) happens during the second conversion stage and is termed copper blow. A complete converting cycle may take up to 12 h depending on the specific features of each copper-making shop [8].
As seen from the heat of reaction data at 298 K, copper converting is highly exothermic; this means that significant amounts of energy are released as copper is refined. Sulfur oxidation to SO2 (reaction 1) provides more than enough heat \( \Delta H_{298}^{0} = - 297\;\;{\text{kJ/moleO}}_{ 2} \) [7] to refine and melt the copper. Given the large amount of energy provided, not all of it is used or recovered.
To accredit for the actual energy usage and the possible amount of energy to be recovered, a simple exergy analysis in copper converting is conducted. Exergy is a thermodynamic related variable that indicates the maximum amount of work that can be produced by a system when the system moves from its current thermodynamic state toward the equilibrium condition with its surroundings. This variable is useful in identifying possible energy savings in metal refining among other chemical processes [9].
The exergy associated to converting has a physical and a chemical component. The physical exergy associated to copper conversion can be estimated using the following relationship [9, 10]:
The chemical exergy component can be calculated by [10]
where \( H_{T}^{0} \) is the standard enthalpy of reaction (2) at temperature T; \( H_{298}^{0} \) is the standard enthalpy of reaction (2) at 298 K; \( S_{T}^{0} \) is the standard entropy of reaction (2) at temperature T; \( S_{298}^{0} \) is the standard entropy of reaction (2) at 298 K; and T 0 is the ambient temperature (298 K). \( \Delta G_{\text{f}}^{0} \) is the standard Gibbs free energy of formation of reaction (2) at 298 K; ni is the i-th chemical element taking part in reaction (2); and \( b_{{{\text{ch}},i}}^{0} \) is the chemical exergy of each element taking part in reaction (2).
To determine the enthalpy and entropy terms in Eq. (6), the heat capacities of the different species participating in copper conversion are used. These heat capacities are represented by means of the polynomial:
where T is the temperature (K), A, B, C, and D are coefficients [7] shown in Table 1 along with the temperature intervals in which they are valid.
Since different copper contents in the matte means that the relative amounts of sulfur and iron change, the SO2 and iron oxide (slag) produced change accordingly, and thus in order to estimate the physical exergy associated with the conversion operation, the values of the terms in Eq. (6) change. As the copper concentration increases, both the sulfur and iron amounts decrease. Table 2 shows the values for the enthalpies and entropies associated to different initial copper contents, enabling us to estimate the physical exergy associated to copper conversion as a function of the copper content in the matte. In addition, the data [10] needed to compute the chemical exergy is shown in Table 3.
The physical, chemical, and total exergy associated with copper conversion are plotted in Fig. 4 as a function of the copper content in the starting matte.

Furthermore, as the level of oxygen enrichment increases, this also represents an additional amount of exergy to be considered. Naturally, air is composed of 21 vol% O2 and 79 vol% N2. This constitutes the dead state of this gas; thus, by increasing the relative amount of O2 with respect of N2, there is a significant deviation from the dead state, and thus a considerable increment in exergy is expected as the air is enriched with oxygen. The exergy change due to oxygen enrichment is given by [10]
where T 0 has been defined, \( p_{{{\text{O}}_{2} }} \) is the partial pressure of oxygen in the enriched air, \( p_{{{\text{O}}_{2} }}^{0} \) is the partial pressure of oxygen in the ambient, and R is the gas constant (8.314 kJ/kmole/K). This exergy is plotted in Fig. 5 as a function of the oxygen content in the blast for different copper contents.

Exergy associated to oxygen enrichment
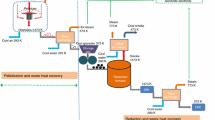
Figure 6 shows the total energy required to conduct copper conversion taking as basis for calculation 1 ton of anode copper produced. In this figure, also plotted is the unused energy during copper conversion. As mentioned before, reaction (2) upon completion provides 5164.4 MJ (since this reaction is exothermic, a negative sign must be added to this value) per ton of copper converted. This energy is utilized in [11] materials handling, energy to keep the temperature inside the converter, compressing the air for blowing, remelting of copper scrap, and other return materials. In addition, some energy is taken away to produce steam; by taking into account all of this energy contributions at the end, it remains in average at 1000 MJ/ton of copper that still can be utilized somewhere else. Najdenov et al. [11] computed that for the Bor copper shop in Serbia, 1390 MJ per ton of copper produced is not utilized; this value is not so different than the one computed here.

Energy (enthalpy) associated to reaction (2) and the unused energy to carry out this reaction as a function of copper content in the matte
The total exergy (physical + chemical) associated to copper conversion has a similar trend than that of the unused energy computed in Fig. 6. This trend indicates the usefulness of exergy to determine how a pyrometallurgical process can occur efficiently [12]. Because of this, it is possible to relate the exergy associated to copper converting with the concentration of SO2 in the off-gases; this is illustrated in Fig. 7.

SO2 gas produced as a function of the total exergy associated to reaction (2)
Data in Fig. 7 show that increasing the concentration of SO2 in the off-gases results in decreasing the exergy associated to converting. This is important, because lowering the exergy indicates better usage of the energy to run this operation. In addition, it has been shown in Figs. 1, 2, that to produce emissions with higher SO2 concentrations, it would require the usage of mattes high in copper contents or adding more oxygen via air enrichment; the latter would result in an increase in exergy.
Discussion
From the data shown in Figs. 2–6, it becomes evident the need for copper makers to move from traditional roasting–smelting–converting–fire refining scheme to integrated processing routes.
Figure 8, shows the change in Gibbs free energy as a function of temperature; also in this figure, the equilibrium constant is plotted. It can be seen that as temperature increases, the more difficult it becomes for reaction (2) to proceed since the free energy becomes less negative; this means that if more energy (thermal) is supplied to the converter, the less effective it will become. Also, the equilibrium constant decreases with the increasing temperature; this indicates further departure from the equilibrium condition, which favors high exergy.

Gibbs free energy of reaction (2) as a function of temperature plotted with the corresponding equilibrium constant
Regarding to the exergy calculated, it becomes evident that as the copper grade in the matte increases, the exergy associated to conversion decreases. By decreasing the exergy associated to converting, the more efficient the process becomes. As the initial amount copper increases, the chemical potentials of both the sulfur and the iron decrease; thus, the departure from the chemical equilibrium condition is not as significant, resulting in a less irreversible process.
It was argued some 30 years ago [3] that in order to cope with metal demands, while energy prices continuously increase, metal producers should innovate refining processes by extensive us of oxygen. As time has passed, it becomes more evident that most of the metal-refining operations have (in one way or another) implemented technological changes that focus in using oxygen. Also, more stringent environmental laws have forced accelerated changes to traditional processes to properly comply with such regulations.
By extending the use of oxygen and taking advantage of the sulfur already contained in the raw materials, modern copper making is finally getting closer to continuous converting of copper. Arriving to this technological achievement is key, since it allows utilizing in a better way the energy already contained in the matte while decreasing external energy inputs; in addition, it allows for better fixation of stronger SO2 process gases while decreasing copper losses.
The experience gained in continuous copper processing [4] shows that it is possible to convert significant amounts of solid copper matte with oxygen-enriched air up to 85 vol%. Since no molten material is fed from smelting to converting, considerable quantities of SO2 and other fugitive emissions are avoided. In addition, given the amount of oxygen used, the off-gases from converting contain up to 40 vol% of SO2 which results in a very strong gas which has to be diluted to produce sulfuric acid. Production of such concentrated gas means that it is possible to produce SO2 at a rate of 2 kg SO2 per ton of copper produced. However, some operational problems associated to this processing scheme exist. One of the most important ones is related to the additions of silica flux. Given the nature of Rio Tinto’s operation [4], the matte is converted with lime flux; thus some extra energy input is needed. Converting in this shop is conducted at higher temperature than in other plants; thus, in order to produce copper, the silica content in the converting slag should not be above 5 %; otherwise, problems with tapping will occur due to significant increase in slag viscosity, and as a result, the operation is no longer efficient in terms of SO2 generation and fixation, thus rendering the overall process efficiency.
In terms of energy cost, it has been proved [6, 11] that conventional converting consumes nearly 10 % of all energy input needed to produce copper, However, the adoption of continuous converting technologies results in increasing the share of energy consumption by the converting stage; this increment results from the energy needed to enrich the oxygen in the blast. However, because of the extensive use of oxygen in integrated processes, the overall pyrometallurgical copper-making operation reduces the energy expenditure in comparison with traditional routes. This is illustrated in Fig. 9.

Energy consumption in different copper-making processes
Figure 9 shows the overall energy consumption in four different copper-making operations: the conventional process; the Mitsubishi process, Noranda process; and Outotec flash converting. In this figure is evident that higher energy consumption is experienced by the conventional processing route. Modern technologies like Outotec’s flash smelting decrease the energy consumption while using high oxygen enrichment to produce stronger SO2 off-gases.
Conclusions
This paper presents an exergy analysis that shows that, by minimizing the exergy associated to copper converting, it will result not only in better energy usage, but in producing off-gases with higher SO2 contents. This would allow complying with stringer environmental regulations in addition to making better use of the energy used in producing copper.
To achieve such goals, copper makers are shifting toward more integrated processes which try to conduct converting as continuously as possible. Implementation of these kinds of processes increases the energy consumption during converting; however, the overall copper production is not as energy demanding as the conventional processing route.
Based on the above results, it is clear that copper makers must devise better practices for energy recovery and in general for improving the energy management to be competitive while satisfying environmental regulations.
References
Kapusta JPT (2004) JOM world nonferrous smelter survey, part I: copper. JOM 56(7):21–27. doi:10.1007/s11837-004-0238-8
Morris DR, Steward FR (1984) Exergy analysis of a chemical metallurgical process. Metall Trans B 15 B:645–654. doi:10.1007/BF02657285
Queneau PE (1981) Coppermaking in the eighties-productivity in metal extraction from sulfide concentrates. JOM 33(2):38–46
Newman CJ, Collins DN, Weddick AJ (1999) Recent operation and environmental control in the Kennecott smelter. In: George DP (ed) Copp. 99—Cobre 99, vol 5. Smelting operations and advances, TMS, October 10–13, Phoenix, AZ, USA, p 29–45
Coursol P, Mackey PJ, Kapusta JPT, Valencia NC (2015) Energy consumption in copper smelting: a new Asian horse in the race. JOM 67:1066–1074. doi:10.1007/s11837-015-1380-1
Ojima Y (2003) Future of copper converting process. In: Kongoli F, Itagaki K, Yamauchi C, Sohn H (eds) Yazawa International Symposium, vol II. TMS, Warrendale, PA, pp 255–264
Roine A (2006) HSC Chemistry 6.1
Ng KW, Kapusta JPT, Harris R et al (2005) Modeling Peirce–Smith converter operating costs. JOM 57(7):52–57
Ostrovski O, Zhang G (2005) Energy and exergy analyses of direct ironsmelting processes. Energy 30:2772–2783. doi:10.1016/j.energy.2005.01.007
Szargut J, Morris DR, Steward FR (1988) Exergy analysis of thermal, chemical and metallurgical processes. Hemisphere, New York
Najdenov I, Raić KT, Kokeza G (2012) Aspects of energy reduction by autogenous copper production in the copper smelting plant Bor. Energy 43:376–384. doi:10.1016/j.energy.2012.04.007
Klaasen B, Jones PT, Durinck D et al (2010) Exergy-based efficiency analysis of pyrometallurgical processes. Metall Mater Trans B 41 B:1205–1219. doi:10.1007/s11663-010-9424-y
Acknowledgments
The authors would like to acknowledge SIP-IPN grants for conducting this research.
Author information
Authors and Affiliations
Corresponding author
Additional information
The contributing editor for this article was Yiannis Pontikes.
Rights and permissions
About this article

Cite this article
Pineda, J.A., Plascencia, G. Exergy in Copper Converting and Its Relation to SO2 Emissions. J. Sustain. Metall. 2, 265–272 (2016). https://doi.org/10.1007/s40831-016-0058-4
Published:
Issue Date:
DOI: https://doi.org/10.1007/s40831-016-0058-4