
Abstract
Duplex steels are used for applications that require high strength and ductility combined with good corrosion resistance. An economical welding technology to handle these steels is achieved by combining the MIG and TIG arc processes. The aim is to improve welding speed and quality by utilizing a TIG-MIG hybrid welding process to join 1.4462 duplex steel with a thickness of 2 mm. The interaction between the two arcs, caused by the blowing effect, is an enormous challenge that can be counteracted with a defined torch position and current modulation. For this purpose, a variation of the MIG (pulsed and AC pulsed arc) and TIG process (AC and pulsed DC) took place. The influence of electrical parameters on process stability and material transfer was investigated. For analysis, an evaluation of high-speed recordings (5000 frames per second) and synchronized measured current/voltage curves (200 kHz) is carried out. Based on a number of selected specimens, a welding procedure test according to ISO 15614-1 is performed to determine the welding seam quality. The test includes the characterization by tensile and hardness testing and macroscopic and microscopic examination. Additionally, the specimens are examined according to ISO 5817.
Similar content being viewed by others


Avoid common mistakes on your manuscript.
1 Introduction
Due to their excellent technological properties, duplex stainless steels (DSS) are increasingly advancing into various fields of technology. In addition to the combination of strength and toughness, good corrosion resistance plays a decisive role. This makes it a promising material for numerous key areas of the energy industry [1]. By having a balanced duplex microstructure consisting of delta ferrite and austenite, this steel meets the required specifications. In this regard, the presence of delta ferrite contributes to achieving high strength and resistance against stress corrosion cracking, while the austenite phase imparts high toughness and corrosion resistance. In order to maintain the two-phase microstructure ratio during welding, special attention must be paid to the heat input during welding and, in particular, the associated cooling time t12/8. The temperature range between 1200 and 800 °C plays an overriding role since austenite forms predominantly in this temperature range [2, 3]. Therefore, standards such as ISO 17781 [4] for petrochemical applications or regulations such as DVS Guideline 0946 [5] require an austenite content of at least 30% in the weld.
DSS can be joined using conventional arc welding processes (MMA, MIG/MAG, TIG, SAW, etc.) [6, 7]. The advantages are, for example, a high welding process stability and the possibility of adding filler material to the welded joint [8]. However, they are characterized by a low welding speed, a complex weld preparation geometry, and a high consumption of filler metal.
Developments in arc welding processes are closely related to the need to increase productivity and ensure the desired welding quality. To fulfil this need, in this work, two arcs (TIG, MIG) are combined in one process zone for welding DSS. A finite element investigation of the TIG-MIG hybrid process for welding duplex steel has already been presented in a study by Ebrahimpour et al. [9]. Here, the influence of TIG arc position and torch angle on heat distribution was particularly considered. Predictions can be made on the weld geometry, with the distance between the electrodes at 10 mm. In a later study by Ebrahimpour et al. [10], the model was extended to make predictions on the microstructure. In the experimental validation, the TIG-MIG hybrid process achieved close to 50% austenite.
The aim of the present study is to experimentally investigate TIG-MIG hybrid welding of DSS and compare it with conventional Metal Inert gas (MIG) welding. One challenge is the development of the hybrid process, in which both the blowing effect, i.e., the interaction of the arcs, and a large number of parameters influence the process. With the help of a high-speed camera and the recording of the electrical welding parameters, these are examined. Subsequently, welded joints are made on DSS using selected parameters. These joints are discussed based on the weld geometry, microstructure, strength, and hardness measurement.
2 Experimental procedures
2.1 Materials
The TIG-MIG hybrid process is developed for the filler metal G 22 9 3 N L [11] with a wire diameter of 1.2 mm using the shielding gas M12-ArC2.5 (97.5 % Ar und 2.5 % CO2). The chemical composition of the filler material is given in Table 1. Welded joints are produced to test the hybrid process. The base material 1.4462 DSS is used for this purpose. The nominal chemical composition of the material is presented in Table 2. The filler material contains a higher nickel content compared to the base material. This is done to stabilize the austenitic phase of the base material. Sheets with the following dimensions 400 mm × 150 mm× 2 mm are prepared for the welded joint.
2.2 Experimental setup
The experimental setup in Fig. 1 is used to analyze the hybrid process consisting of leading TIG process and trailing MIG process. A real-time measurement and control system from National Instruments (cRIO-9067, National Instruments Germany GmbH, Munich, Germany) is used to measure the arc voltage (UTIG, UMIG) and the welding current (ITIG, IMIG). A high-speed camera (Os 7-V3-S3, Imaging Solutions GmbH, Eningen, Germany) is used to take synchronous images of the process, enabling precise observation of the arcs. A high-frequency pulsed laser (CAVILUX HF, Cavitar Ltd., Finland) with 810 nm wavelength and filters was also used for this purpose. A signal edge on the measuring system synchronously starts the measuring system, high-speed camera, and exposure laser. The data is transmitted to the computer and can be evaluated directly with specially designed software. For the experimental setup, welding power sources manufactured by MERKLE Schweißanlagen-Technik GmbH in Kötz, Germany, were utilized. Specifically, the LogiTIG 300 AC/DC machine is employed for TIG welding, while the HighPULSE AC 354 DW machine is used for MIG welding. To achieve the required current modulation for the experiments, the ProDok software developed by MERKLE was used. Various parameters, such as torch position, arc distance, and arc type significantly influence the interaction between the arcs. The torch position of 0° (TIG arc) and +35° (MIG arc) to the vertical axis shown in Fig. 2 was based on previous research [13]. In this study, current/voltage curves and synchronized high-speed camera recordings were utilized to determine the optimal torch position for MIG-TIG hybrid brazing. The TIG process is observed on the left side, while the MIG process is on the right side. Both processes are electrically isolated from each other, and a common protective gas nozzle is employed. The arc distance is also set at 6 mm. These positions are used for all examinations.

Experimental setup

MIG-TIG hybrid torch
2.3 Material characterization
Hybrid welding is investigated with regard to the joining properties. The produced welded joints are subjected to both non-destructive and destructive material testing. The number of specimens required and their position for removal is made according to standard ISO 15614-1. Part of the non-destructive testing is the visual inspection of the weld root and surfaces. The butt welds were inspected for penetration, root recession, undercuts, and pores along the entire weld length. The weld surfaces were inspected for the presence of spatter.
To visualize the weld geometry and identity weld irregularities, as well as determine the delta ferrite-austenite microstructure ratio, cross sections were etched with Murakami etchant. The etchant solution consists of 100 ml water, 10 g NaOH, and 10 g K3Fe(CN)6, with an exposure time of 15 s. This etchant is used to differentiate the ferritic and austenitic microstructures from each other. Only the ferritic structure is attacked by etching and consequently appears dark, whereas the austenite has a bright appearance. The microstructure of the welded joint was examined using an LSM 700 digital light microscope. The microstructure ratio is recorded on the ground section using ImageJ software [14].
To investigate the impact of process parameters on joint strength, quasi-static tensile tests were conducted at room temperature following the DIN EN ISO 4136 standard. For each welded joint, two specimens per test piece were tested. The tensile strength (Rm), fracture position, and the structure of the fracture surface were analyzed and evaluated. To eliminate the influence of the filler material on the joint properties, the top layer of the weld seams of all specimens were milled flat. Hardening due to the low C content of DSS is excluded by machining.
The hardness test is conducted in accordance to ISO 9015-1 standards. Each specimen undergoes a Vickers hardness test in the low force range using a test force of 9.807 N (HV 1). Two sets of measurements were carried out, consisting of 13 indentations each (see Fig. 3). The space between the indentations is 500 μm. These series of measurements encompass the base material (BM), the heat affected zone (HAZ), and the weld metal (WM). Series 1 covers the weld surface area, while series 2 is performed near the weld root, both positioned 300 μm horizontally from the part surface. Prior to commencing the measurements and after each sample, a hardness reference plate (355 HV) was utilized to verify the accuracy of the Micromet hardness measuring machine.

Point distribution of the hardness test
3 Results and discussion
3.1 Modification of MIG and TIG arc processes
Due to the interaction of the arcs (MIG, TIG), the standard characteristics of the MIG pulse process cannot be used. Therefore, the working points for a wire feed speed (vw) of 1.3, 2.4, 3.3, and 5.3 m∙min−1 were created for the duplex wire mentioned in Table 1. In pulse arc welding, the operating point is segmented into multiple phases. Droplet separation in pulsed arc welding can be divided into at least 2 phases and up to 5 phases. For the TIG-MIG hybrid process with pulse arc, 3 phases are used. Phase 1 is the pulse current, phase 2 is a reduced detachment current for better droplet detachment, and phase 3 is where the base current phase is programmed. Phase 2 is particularly useful for very short pulse times. To achieve the desired operating points, it was necessary to increase the current values of the base current in comparison to the standard characteristic curve (refer to Table 3). This adjustment was made due to the “blow out” effect caused by the activated TIG arc during the base current phase of the MIG arc. The occurrence of this phenomenon is depicted in Fig. 4. On the left, the current curves for MIG-process (black) and TIG-process (gray) are presented. Because of the high-frequency TIG-current pulsing (f = 12 kHz) and the high-frequency data acquisition (f = 200 kHz), the TIG current manifests as a bar in the graph. At the time marker of t = 83 ms, there is an extinguishment of the MIG process. The right-hand single frame from the high-speed recording displays the deflection of the MIG-arc shortly before the process extinguishes.

Current curve hybrid welding, G2293NL Ø 1.2 mm, M12-ArC-2., arc extinguishing at time t = 83 ms (left), high-speed image of the deflection of the arc (right)
Furthermore, a MIG-AC pulsed arc characteristic curve was developed. For this purpose, the standard pulsed arc characteristic was modified by an additional phase (phase 4) reversing the polarity in the base current phase. This was implemented for the operating points vw = 1.3; 2.4 and 3.3 m∙min−1.
Table 4 shows the changed parameters for the MIG-AC pulsed arc compared to the standard MIG pulsed arc. The time share of the negative phase varies depending on the wire feed speed and the associated pulse frequency. A percentage of about 35% to the base current phase has proven to be effective. For a stable process with regular pole reversal, the negative current I− was set higher than the basic current IBase. Since the pulse frequency increases with the increase of the wire feed speed, a polarity reversal in the base current phase, which is about 4 ms long, is not possible for the operating point vw = 5.3 m∙min−1.
The investigations show that both high-frequency pulsed and non-pulsed TIG-DC can be used in hybrid welding. TIG-AC is not employed due to limitations in electrode service life.
In Fig. 5, both diagrams show the current/voltage curve of the non-pulsed TIG-DC: on the left combined with a MIG pulse arc, and on the right combined with a MIG-AC pulse arc. The left-hand diagram indicates that with an increase in MIG current (start of the pulse current phase, black graph), the voltage of the TIG process (red graph) decreases. Simultaneously, the TIG current (gray graph) follows the MIG current. This implies that the TIG arc transitions into the MIG process (arc breakthrough). This has no impact on process stability. This phenomenon is similarly observed in MIG-AC pulse welding; however, the duration of this occurrence is significantly shortened. An increase in TIG current results in a reduction of the temporal proportion of the arc breakthrough. This observation can be attributed to the upward shift of the graph, which in turn reduces the temporal portion of the MIG current (black graph). Additionally, the time share of the arc breakthrough decreases with an increased wire feed rate due to the elevated pulse frequency of the MIG process.

Current/voltage curve hybrid welding, G2293NL Ø 1.2 mm, M12-ArC-2, TIG-DC unpulsed, ITIG = 260 A, MIG pulsed arc vW = 3.3 m∙min−1; left: MIG-pulse arc; right: MIG-AC-pulse arc
3.2 Weld joints on 1.4462
Welds on 2 mm thick 1.4462 graded sheets (Table 2) were performed using the MIG single process and TIG-MIG hybrid process. Table 5 shows a selection of parameters and cross-sections of welds made by MIG single process with pulsed arc (vW = 2.4, 5.3 m∙min−1). An I-gap of 1 mm was used for seam preparation to avoid insufficient through-welding. Also, this seam preparation was used for TIG-MIG hybrid welding, with a section of the seam located on the right side of Table 5. Due to the higher welding speeds in the hybrid process, the weld area is smaller. This minimizes the consumption of filler material per meter seam. The comparison of a weld with single pulse arc (MIG vW = 5.3 m∙min−1, vS = 120 cm∙min−1) with a combined TIG-MIG weld (TIG IDC = 260 A, MIG vw = 5.3 m∙min−1, vS = 210 cm∙min−1) shows a filler material reduction of approximately 43%. An additional positive factor is the 75% saving in welding time. This means that more than twice the seam length can be produced with almost the same welding time using the TIG-MIG hybrid process compared to the MIG single process. However, this seam cannot be produced with process reliability because the leading TIG arc melts the sheet edges unevenly when bridging a gap. As a result, undercuts occur, which does not meet the quality requirements.
Therefore, in the following, butt welds (0 mm gap) will be carried out with leading TIG-DC and trailing MIG-AC or MIG-pulse processes. Iteratively, the optimum welding speed for MIG-TIG hybrid welding with both MIG arc types (vw = 1.3, 2.4, 3.3 m∙min−1) was determined. Wire feed rates exceeding 3.3 m∙min−1 were not achievable due to the lack of process control regarding burn-through. Conditions for the optimal welding speed include, among others, high vs, low number of welding spatters, and continuous root penetration. The heat input of the TIG process is largely responsible for the melting of the sheet edges and the root penetration. Therefore, the current of the TIG process must be adapted to the wire feed of the MIG process. Figure 6 shows the welding power of the TIG arc and the welding power of the combination of MIG pulsed arc with TIG-DC. The TIG current (proportional to TIG welding power) increases linearly with the increase in MIG wire feed (proportional to MIG welding power). The adjacent table in Fig. 6 shows the ratio of the TIG welding power PWIG to the total welding power PTOTAL. Here, it can be recognized that PWIG has higher power input at vd = 1.3 m∙min−1 and 3.3 m∙min−1 in relative to PTOTAL to the TIG-MIG-hybrid process.

MIG-TIG hybrid welding power as a function of wire feed for G2293NL, Ø 1.2 mm, M12-ArC-2.5
The weld joints for the process parameters above are shown in Table 6. To ensure a zero gap, the plates were tack welded outside the designated evaluation area. Visual inspection of the welds demonstrated a consistent seam shape with uninterrupted root penetration. Furthermore, no weld can be observed on the surfaces. The welding speed increases linearly with an increase in welding power. Correspondingly, the heat input varies only slightly between ES = 2.55 kJ∙cm−1 und 2.99 kJ∙cm−1, depending on the wire feed rate, arc type, and TIG power.
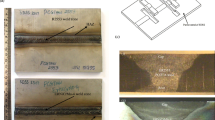
The components of the microstructure were determined by image comparison. In the WM, a partly tangled and lazette-like γ2-phase is formed as a result of the increased heat input. The precipitates form within the ferritic matrix (see Fig. 7; image 1). This precipitation structure is also called Widmanstätten microstructure. In the heat-affected zone (HAZ), the γ2 precipitates are sparsely observed (see Fig. 7; images 2 and 3). The coarse-grained microstructure in the HAZ consists primarily of delta ferrite. On the one hand, the formation of the coarse-grained zone is influenced by the plate thickness, which indicates the available cross-sectional area for heat dissipation, and on the other hand by the amount of heat introduced by the arcs, which in TIG-MIG hybrid welding ranges between 2.55 and 2.99 kJ∙cm−1. An optical measurement was used to determine the maximum width of the coarse-grained zone. For this purpose, lines are placed horizontally to the part surface in the coarse grain zone to measure it. The maximum widths of the HAZ are shown in Fig. 7, in the table on the right. The parameters of the samples can be found in Table 6. As the energy per unit length increases, the maximum width of the coarse-grained region increases. Due to the high proportion of argon in the mixed gas, the cross-section of the weld is wider at the top than at the bottom. The firing shape is not V-shaped but finger-shaped, the so-called argon finger [cf. 15]. The heat builds up between the filler material and the base material. Since cooling occurs at right angles starting from the melt line, the HAZ is greatest in the region between images 2 and 3 in Fig. 7 below. The accumulation of heat leads to grain growth. The grain size decreases in the direction of base material (BM). This is followed by the delta ferritic-austenitic microstructure of the base material. The width of the coarse grain zone is minimized in the process combination of TIG-DC arc (IWIG = 200 A) and MIG pulse arc (vw = 2.4 m∙min−1) due to the lower heat input being applied, resulting in the lowest amount of heat introduced.

Cross-section of a MIG-TIG hybrid weld of 1.4462 (2 mm) with leading TIG arc (IDC = 200 A) and trailing MIG arc G2293NL, Ø 1.2 mm, M12-ArC-2.5 pulsed arc, vW = 2,4 m∙min−1, vW = 110 cm∙min−1
A transverse tensile test according to DIN EN ISO 4136 was conducted on all weld samples listed in Table 6. As required by ISO 15614-1, two samples per test piece were examined. The determined values should not fall below the tensile strength of the base material. This material has an average tensile strength of 817 N·mm−2 ±2 and an elongation of 36%. Figure 8 illustrates the tensile strength values (represented in black) and the elongation values (in gray) in relation to the applied energy input. The tensile strength of the analyzed TIG-MIG weld connections surpasses that of the base material. As the energy input increases, the ferrite content decreases [16], which in turn reduces the tensile strength, resulting in a ductile fracture. Additionally, the results indicated that the tensile strengths of the weld joints generally exceed those of the base material. This might suggest microstructural changes in the base material that warrant further detailed investigations.

Stress-strain as a function of the applied energy per unit, destroyed tensile specimen, 1.4462, t = 2 mm
The microhardness was measured for the single process and the TIG-MIG hybrid process (samples 1, 2, 3). The base material has a hardness of approximately 260 HV. In contrast, the welded samples demonstrate increased hardness across all zones (BM, HAZ, WM), which also highlights the microstructural changes occurring in the base material. With an increase in heat input, the microhardness of DSS slightly decreases. As the heat input decreases during welding, the cooling rate increases, and consequently the size of the grains obtained becomes smaller. As expected, and according to the results, the HAZ is harder in comparison to the base material, due to a higher ferritic content [17].
4 Conclusion and outlook
In this paper, an experimental study was conducted on the welding of DSS 1.4462. With the hybrid process, consisting of TIG and MIG processes, the arc gap could be reduced to 6 mm using current modulation. Detailed welding tests using the hybrid process are compared with the MIG single process. The main results can be summarized as follows:
-
1)
To reduce the arc gap to 6 mm, the base current phase of the MIG process (pulsed arc and AC pulsed arc) must be increased. The TIG process can be done with pulsed and non-pulsed DC current. The current intensity must be adjusted to the MIG process for spatter reduction. A ratio of PTIG and PTOTAL of 50% gives good results.
-
2)
Gap bridging with leading TIG arc is not possible with process reliability due to the different melting of the sheet edges. One approach here would be to have the TIG arc oscillate.
-
3)
By means of TIG-MIG hybrid welding, the welding speed can be increased slightly from 120 up to 140 cm∙min−1 without seam preparation (cf. MIG single process). This also saves 46% filler material. The mechanical-technological properties show that hybrid welding can be used to produce seams that meet requirements. Therefore, it is proposed to use the TIG-MIG hybrid process for narrow gap welding applications.
References
Verma J, Taiwade RV (2017) Effect of welding processes and conditions on the microstructure, mechanical properties and corrosion resistance of duplex stainless steel weldments—a review. J Manuf Process 25:134–152
Roberti R, Nicodemi W, La Vecchia GM, Basha S (1993) J-R curve dependence on specimen geometry and microstructure in two austenitic-ferritic stainless steels. Int J Press Vessel Pip 55:343–352
Mateo A, Llanes L, Akdut N, Anglada M (2001) High cycle fatigue behaviour of a standard duplex stainless steel plate and bar. Mater Sci Eng A 319–321(1):516–520
DIN EN ISO 17781:2017 (2017) Petroleum, petrochemical and natural gas industries - test methods for quality control of microstructure of ferritic/austenitic (duplex) stainless steels (ISO 17781:2017). English version EN ISO 17781
DVS Merkblatt DVS 0946 (02/2004) (2004) Empfehlungen zum Schweißen von nicht rostenden austenitisch-ferritischen Duplex- und Superduplexstählen. DVS Media, Düsseldorf
Karlsson L (2012) Welding duplex stainless steels — A review of current recommendations. Weld World 56:65–76. https://doi.org/10.1007/BF03321351
Brumm S (2011) Schweißeignung des Duplex-Stahls 1.4462 mit dem UP-Schweißverfahren – Problemstellungen und Lösungswege, Bibliografische Information der Deutschen Nationalbibliothek, DVS-Berichte Band 270. DVS Media GmbH, Düsseldorf, pp 99–104 (ISBN 978-3-87155-263-2)
Múnez CJ, Utrilla MV, Ureña A, Otero E (2010) Influence of the filler material on pitting corrosion in welded duplex stainless steel 2205. Weld Int 24(2):105–110. https://doi.org/10.1080/09507110902843362
Ebrahimpour A, Salami S, Saeid T (2022) Finite element investigation on the effect of arc configuration and torch angle on heat distribution in TIG-MIG hybrid welding of DSS 2205. Int J Adv Manuf Technol 121:2495–2509. https://doi.org/10.1007/s00170-022-09469-6
Ebrahimpour A, Salami S, Saeid T (2023) Experimental and finite element investigation on hybrid GTAW-GMAW of duplex stainless steel. Int J Adv Manuf Technol 125:1543–1557. https://doi.org/10.1007/s00170-023-10806-6
DIN EN ISO 14343:2017 (2017) Welding consumables - wire electrodes, strip electrodes, wires and rods for arc welding of stainless and heat resisting steels - Classification (ISO 14343:2017). German version EN ISO 14343
DIN EN 10088-1:2021 (2021) Stainless steels - Part 1: List of stainless steels. German and English version prEN 10088-1
Weis S, Grunert R, Brumm S et al (2022) Study on MIG-TIG hybrid brazing of galvanised thin sheet. Weld World 67. https://doi.org/10.1007/s40194-022-01449-4
Schneider CA, Rasband WS, Eliceiri KW (2012) NIH Image to ImageJ: 25 years of image analysis. Nat Methods 9(7):671–675. https://doi.org/10.1038/nmeth.2089
Murray PE, Scotti A (1999) Depth of penetration in gas metal arc welding. Sci Technol Weld Join 4(2):112–117. https://doi.org/10.1179/136217199101537644
Zinke M (2021) Erzielung werkstoffspezifischer Eigenschaften beim generativen Schutzgasschweißen fertigkonturnaher Strukturen aus Duplexstahl, IGF-Vorhaben Nr. 20.361 B. IGF Schlussbericht vom 22(11):2021
Köse C, Kaçar R (2014) Mechanical properties of laser welded 2205 duplex stainless steel*. Mater Test 56(10):779–785. https://doi.org/10.3139/120.110632
Acknowledgements
We would like to thank the Federal Ministry for Economic Affairs and Climate Action for funding the research project as part of the Central Innovation Programme for SMEs.
Funding
Open Access funding enabled and organized by Projekt DEAL. This article was written as part of the “Central Innovation Program” as a cooperative project between the University of Applied Sciences Zwickau and MERKLE Schweißanlagen-Technik GmbH under the funding code ZF4154809FH9 and the title “MIG-TIG hybrid process - Innovative hybrid arc process for welding and brazing”.
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Competing interests
The authors declare no competing interests.
Additional information
Publisher’s Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Recommended for publication by Commission XII - Arc Welding Processes and Production Systems
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Weis, S., Grunert, R., Brumm, S. et al. Comparative study between TIG-MIG hybrid and MIG welding of 1.4462 duplex steel joints. Weld World 68, 51–59 (2024). https://doi.org/10.1007/s40194-023-01620-5
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s40194-023-01620-5