
Abstract
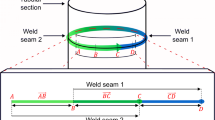
The present work deals with the development of a strategy for the prevention of end crater defects in high-power laser welding of thick-walled circumferential welds. A series of experiments were performed to understand the influence of the welding parameters on the formation of end crater defects such as pores, cracks, root excess weld metal and shrinkage cavities in the overlap area. An abrupt switch-off of the laser power while closing the circumferential weld leads to a formation of a hole which passes through the whole welded material thickness. A laser power ramp-down causes solidification cracks which are initiated on the transition from full-penetration mode to partial penetration. Defocusing the laser beam led to promising results in terms of avoiding end crater defects. Cracks and pores in the overlap area could be effectively avoided by using defocusing techniques. A strategy for avoiding of end crater imperfections was tested on flat specimens of steel grade S355 J2 with a wall thickness of between 8 and 10 mm and then transferred on the 10 mm thick pipe sections made of high-strength pipeline steel API5L-X100Q.













Similar content being viewed by others

References
Bunaziv I, Akselsen OM, Frostevarg J, Kaplan AF (2018) Deep penetration fiber laser-arc hybrid welding of thick HSLA steel. J Mater Process Technol 256:216–228
Churiaque C, Chludzinski M, Porrua-Lara M, Dominguez-Abecia A, Abad-Fraga F, Sánchez-Amaya JM (2019) Laser hybrid butt welding of large thickness naval steel. Metals 9(1):100
Lutz W (2013) Laser-Schweißanlage wird Kernstück für mehr Wettbewerbsfähigkeit, https://cloos.de/shop/media/import/CuReport-303616_Manitowoc-DE.pdf
Jasnau U, Gaede R (2008) Hochleistungfaserlaser im Schiffbau. Laser Technik J 5(2):30–33
Turner C, Reisgen U (2016) Verfahren aus dem Schiffbau. Laser-MSG-Hybridschweißen auf dem Weg in die Baumaschinenbranche, VDBUM-Info: Forum für Baufachleute 44(4):18–19
Üstündag Ö, Avilov V, Gumenyuk A, Rethmeier M (2018) Full penetration hybrid laser arc welding of up to 28 mm thick S355 plates using electromagnetic weld pool support. In: Journal of Physics: Conference Series (Vol.1109, No.1, p.012015). IOP Publishing
Bunaziv I, Akselsen OM, Ren X, Salminen A (2015) Hybrid welding possibilities of thick sections for arctic applications. Phys Procedia 78:74–83
Wahba M, Mizutani M, Katayama S (2016) Single pass hybrid laser-arc welding of 25 mm thick square groove butt joints. Mater Des 97:1–6
Gook S, Gumenyuk A, Rethmeier M (2010) Weld seam formation and mechanical properties of girth welds performed with laser-GMA-hybrid process on pipes of grade X65. In International Congress on Applications of Lasers & Electro-Optics (Vol. 2010, No. 1, 62–69, LIA.
Begg D, Beynon G, Hansen E, Defalco J, Light K (2009) Development of a hybrid laser arc welding system for pipeline construction. In: 2008 7th International Pipeline Conference. American Society of Mechanical Engineers Digital Collection, pp 429–435
Keitel S, Neubert J, Scheller W, Liedtke M, Caesar C (2013) U.S. Patent No.8,373,083. Washington, DC: U.S. Patent and Trademark Office.
Artinov A, Karkhin V, Bachmann M, Rethmeier M (2019) Mathematical modeling of the geometrical differences between the weld end crater and the steady-state weld pool, Conference: International Congress on Applications of Lasers & Electro-Optics (ICALEO®), At: Orlando, FL USA, Volume: ISBN: 978–1–940168-1-42
Gebhardt MO, Gumenyuk A, Rethmeier M (2013) Numerical analysis of hot cracking in laser-hybrid welded tubes. Adv Mater Sci Eng:1–8
Quiroz V, Gumenyuk A, Rethmeier M (2012) Investigation of the hot cracking susceptibility of laser welds with the controlled tensile weldability test. J Strain Anal Eng Des 47(8):587–599
Quiroz V, Gebhardt M, Gook S, Gumenyuk A, Rethmeier M (2010) Hot cracking in high power laser beam welding of thick high strength structural steels under restraint conditions. In International Congress on Applications of Lasers & Electro-Optics (Vol. 2010, No. 1, 225–232). LIA.
Efthymiadis P, Nor K (2018) Laser welding dissimilar high-strength steel alloys with complex geometries. Metals 8(10):792
Patent DE102016204556A1, A method of laser beam welding, welding and laser beam welding apparatus
Patent DE 102005004787 B4, Use of a sheet and method for producing a laser weld with reduced end crater
Patent DE 102005004787 A1, Laser weld seam with minimal end crater, has excess material arranged at end point of seam
DebRoy T, David SA (1995) Physical processes in fusion welding. Rev Mod Phys 67(1):85
David SA, DebRoy T (1992) Current issues and problems in welding science. Science 257(5069):497–502
Sohail M, Han SW, Na SJ, Gumenyuk A, Rethmeier M (2014) Characteristics of weld pool behavior in laser welding with various power inputs. Welding World 58(3):269–277
Acknowledgements
The authors also thank HIGHYAG Lasertechnologie GmbH, Kleinmachnow, Germany, for providing the welding optics with the MZ-collimator for the welding experiments.
Funding
This IGF-project Nr.: 19.565 N/DVS-Nr.:06.104 by the Forschungsvereinigung Schweißen und verwandteVerfahrene.V. (DVS), Aachener Str. 172, 40,223 Düsseldorf, has been funded by the AiF within the program for sponsorship by Industrial Joint Research (IGF) of the German Federal Ministry of Economic Affairs and Energy based on an enactment of the German Parliament.
Author information
Authors and Affiliations
Corresponding author
Additional information
Publisher’s note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
About this article

Cite this article
Gook, S., Üstündağ, Ö., Gumenyuk, A. et al. Avoidance of end crater imperfections at high-power laser beam welding of closed circumferential welds. Weld World 64, 407–417 (2020). https://doi.org/10.1007/s40194-019-00841-x
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s40194-019-00841-x