
Abstract
This paper describes the journey a company made from developing a new weld standard until implemented assessment. The objective of the weld standard was to better reflect the requirements connected to fatigue strength. Several parts of the organization have been influenced by the standard change, e.g., design, analysis, production, and quality. The obstacles handled have been not only technical but rather organizational with cross-functional characteristic. This indicates a need for other types of competences than normally present within weld development projects.
Similar content being viewed by others

Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
1 Introduction
Heavy welding industries are focusing on achieving lighter structures. A lightweight structure not only reduces the fuel consumption, and thereby the environmental impact, but also enables increased payload and reduced production cost.
To reach this goal, industries face challenges in several areas. The requirements need to reflect the actual need to get the necessary fatigue strength. The fabrication should use the correct equipment and procedures to produce accordingly. Last, but not least, quality assurance needs to be in place. A lacking correlation between the weld class described in the weld standard and fatigue life has been identified by Karlsson and Lenander [1], Jonsson [2], and Marquis and Samuelsson [3], among others.
A company producing machines subjected to fatigue decided to create their own weld standard where the link between weld class and fatigue life was better represented. The company has a global presence with plants all over the world where welding is considered a core process.
This paper describes and reflects on the implementation of the weld standard occurring between 2008 and present (2016). Challenges are identified in several areas like design and analysis, production, and quality assurance and are at times only possible to solve cross-functionally. The issues investigated have both technical and non-technical characteristics. This requires other types of competence than normally involved in technical welding development.
This paper firstly gives an example of the challenges identified concerning the standard implementation within design procedures, and then continues with challenges identified within production, quality assurance, assessment methods, and research focus. The challenges are analyzed before ending the paper with a discussion and conclusions related to identified obstacles and enablers.
2 The journey
The paper describes a longitudinal implementation of a new weld standard. The company-specific weld standard was created in 2008 [4]. The old standard [5] had no clear connection to fatigue life whereas the new standard had a clearer link between weld class and life. Defects of little significance for fatigue were removed. Some types of defects became more stringent, such as undercut. Clearer definitions were created, like radius requirements instead of, e.g., “smooth transition,” as illustrated in Fig. 1.

Illustration of penetration i, throat size a, and radii r
Penetration in fillet welds was not a part of the standard but instead included as i-measure on the drawing as demonstrated in Fig. 2.

Example of drawing designations
In 2012, a major update was made, including a new weld class VE, for welds with a critical root side [6].
Several challenges have been identified during the years since the standard was released.
2.1 Design procedures
The new standard of course initiated changes in design procedures. The drawing is the bearer of information to the other manufacturing steps like production and quality assessment. It is a challenge to translate the previous procedure to the new one without adding unnecessary safety margins inducing cost. As an example, the starting point for the analysis can influence how cost-efficient the solution will be. By always starting with the lowest weld class and then step up one class if it is not strong enough will give a more cost-efficient solution compared to starting higher up in the quality levels to begin with.
Another challenge is to only use high requirements where it is really necessary and therefore specify it more clearly on the drawing. In practice, that means that one weld can have partially higher weld requirements since it is only there if it is necessary.
These issues put more demands on the design and analysis function of the company, requiring a deep and precise understanding of the load case.
2.2 Translating requirements into production output
Another challenge for the company was to translate the new requirements into actual changes on the product produced. New welding procedures needed to be created in order to meet the requirements regarding, e.g., penetration and outer geometry. Depending on if the weld root or toe radius is the most critical, different procedures are suitable [7]. Decreased welding speed could be necessary to reach the new quality level required in some parts and thereby resulting in reduced productivity. It is challenging to get a common understanding of the reasons behind and the necessity of it.
An enabler to achieve the desired quality when multiple parameters are affecting the result is to use design of experiment. This tool has been used to find the optimal parameter setting when several requirements need to be attained. The method has put the attention to that parameters affecting the weld geometry can be uncoupled from those influencing productivity. The parameters related to the weld geometry can be set to reach the desired quality while the productivity parameters like amperage and weld speed can be set to the most economical values [8, 9]. This approach requires different competences and knowledge compared to before. It is however necessary to get valid input to the WPS (weld procedure specification) which describes the parameters to be used for each weld.
Yet another challenge for the production personnel was the ability to assess the new quality requirements at the shop floor. This is a similar situation as for quality personnel and will be further discussed in the assessment section.
2.3 Quality assurance
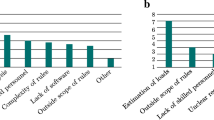
An Affinity-Interrelationship Method [10] workshop was conducted during autumn 2010 to find out the opinions about obstacles preventing quality assurance in accordance with the weld standard. Before the exercise, several of the participants expressed their opinion that the problem had to do with the cooperation with the design department or lack of test methods.
The participants were chosen to get coverage from the influenced departments and the study was carried out with cross-functional team members from management, welding, production engineering, and quality department from the same plant.
The theme for the exercise was “What are the main obstacles preventing quality assurance in accordance with the weld standard?” Each participant was asked to put down possible answers to the question on post-it notes. All notes were then discussed and grouped, and headings were created by the participants jointly. This step was repeated twice. Finally, interrelationships between the groups were showed with arrows. The participants were then voting for the groups they think are the most influential. A common opinion of the group was formulated as an answer to the initial question.
The group with highest score was “Lack of competence,” followed by “Lack of standardized work” and “Method is not followed.” This was summarized into “We lack enough competence and insight about why it is important to have and follow a standardized way of working in all functions.” Other findings from the study were that obstacles preventing quality assurance of welds are not mainly technical. The causes for the problem was at first identified to be “somewhere else” in the organization but changed during the exercise to include the participants’ functions.
Raj et al. [11] divide the measurement of various parameters into pre-weld parameters, welding parameters, and post-weld parameters. Ericson Öberg [12] instead suggests four stages: post-process inspection, in-process inspection, in-process control, and pre-process control (see Fig. 3). The first two have a reactive character while the last two are proactive.

Illustration of development from reactive inspection to proactive control
During the years from when the standard was introduced until present, the focus has shifted from the reactive post-process inspection towards a more proactive approach. One necessary component to be able to do that journey is to understand the process’ variation and the connection between the product and process. To start with, the focus was mainly on assessing the product quality afterwards. During the years when the knowledge of the relationships between the product and production process design increased, more proactive solutions came in place. Probe measuring equipment was installed in the weld robot station to be able to inspect dimensions already in-process. With a known relationship between fixture settings and the resulting product properties, pre-settings in the fixtures could be used to a larger extent. This way of working requires a cross-functional approach where quality and production department work closely together.
Based on theory and what had been seen in the studies conducted, a model was suggested, called PULL approach for quality assurance [13] (see Fig. 4).

The PULL approach for quality assurance of welds
The method is based on information need rather than existing inspection methods. People in the manufacturing system need different kinds of information, presented in different ways, in order to come to the right decision. First, when the information need is defined, the actual defect or property of interest can be identified. Finally, the best-suited evaluation method can be chosen. This approach can be perceived as obvious. However, the research has come up with several cases where this is not the common practice.
2.4 Assessment methods
An investigation about the currently used methods at the different plants within the company was conducted at the end of 2011 [14]. Because of the geographical distance and type of question, it was decided to perform the investigation by using a questionnaire. Representatives from all 12 welding facilities within the company as well as an external company were asked to fill in a template. The answer rate was 100%. The choice of participants was based on their knowledge in the field and access to relevant weld data.
The questionnaire was a matrix with the different defect types described in the weld standard on one axis and the detection methods on the other axis. The main findings from the study were that visual inspection was the most commonly used evaluation method. All plants used visual inspection and it was also used for most types of defects. For some defects, there was no existing evaluation method, e.g., lack of penetration. The plants used different methods for detecting the same defect. The respondents had different opinions about the method capability to detect defects.
It was therefore necessary to spread the knowledge of measurement system analysis (MSA) [15], a tool used to identify the amount of variation stemming from the measurement system, within the company. The different methods used were evaluated [14, 16,17,18] to see which one to prefer and an internal guideline was created. The guideline gives guidance on how to identify the defect, which method to use, and how to judge its severity. Conclusions from this work were that there are differences in preconditions between sites (e.g., different tools), MSA is not a widely used tool, a more defined guideline created a need for even more definitions, and it is difficult to standardize the auditor’s judgment.
The transition radius between the plate and weld was a new requirement in the standard. Since it was a new requirement, there was no existing evaluation method. Therefore, one challenge was to identify a method sufficient for the organization to use. During the years, different solutions developed depending on the information needed from the measurements, e.g., radius gauges, impressions, scanning, and cameras [13, 14, 19, 20]. The suggested use of the methods was also developing towards a more proactive approach. At first, the methods to assess the product quality afterwards were developed, e.g., radius gauges. Then, the need to understand and improve the process occurred, which lead to development of impression solutions and scanning. The most proactive system was to use cameras to monitor during welding. This is however not yet implemented but only tested in laboratory environment. The next step in that area would be to monitor and control during welding.
To gather the information and get a clear overview of the assessments to perform, control plans are used. They describe who should do the test, what to assess, with what equipment, and how to react on the result.
2.5 Research focus
When comparing the goals of previously initiated research projects in this area of the company, there is a progression in the development of focus. In 2010, the focus was on finding technical solutions for testing defects according to the standard. In the project report, the project manager describes how new approaches were discovered and started to change the scoop of the project. Instead of asking “which tool to use for radius measurement?” it needs to start with the question “what do the different departments need to know”—maybe it is not the radius at all. The next project, starting in 2012, included measurement system analysis, introduction of control charts, and strategies for controlling the quality. The research project started in 2016 in this area is instead focusing on variation in design and production. Projects focusing on technical assessment solutions not only focus on the technical issues but are also using measurement system analysis and covers how the information should be best presented to support decision-making. Other planned research projects also have a more proactive approach, e.g., understanding the weld process by using design of experiments.
3 Analysis
When following the longitudinal case, it is clear that there are important issues to consider when implementing a new weld standard.
Several of the empirical studies conducted during these years indicate that obstacles to proactive process control are not only technical, but also concerned with organizational understanding of topics like variation.
The issues involve several functions within a company and are at times only possible to solve cross-functionally. Problems can be believed to be originating “somewhere else” in the organization even though they are instead involving a larger part of the organization.
The challenges investigated have both technical and non-technical characteristics according to the studies conducted. The lack of certain assessment methods can be considered a more technical issue, whereas the understanding of the methods’ capability relates more to the non-technical area.
A standardized way of working is identified as important in several studies both regarding quality assurance in general and evaluation methods in particular.
4 Discussion
There is a lot of effort required to create a new standard but that is still only the beginning of the journey. If it is not properly implemented, then the work is basically in vain.
The implementation requires other types of competences than those involved in the process of creating the standard. To get the best effect, it is necessary to combine the technical and non-technical development. Since the context and the personnel involved are very technical, there is otherwise a risk the non-technical issues are overlooked.
The designer wants to be on the safe side but if that is taken too far, it can create overprocessing and unnecessarily expensive welds. The drawing is the bearer of information to the other manufacturing steps like production and quality assessment. If they cannot rely on it representing the required quality level, the system will fall apart. People start to make their own judgements and the connection from requirement to what is actually produced in the end will get lost. Therefore, the importance of trust between functions becomes clear. The information flow between the functions is not unidirectional as Fig. 5 illustrates. Using the same expressions and terms for describing the situation is necessary in that situation.

The information flow between the functions is not unidirectional
It is clear that the organization has developed in several areas during this journey. There is a more proactive approach with a broader perspective on what is affecting weld quality. Tools for understanding the variation and cross-functional issues such as measurement system analysis, design of experiment, and control charts are increasingly used.
Obstacles identified are both technical and organizational. At the start of the new standard, there was a lack of evaluation method. Another obstacle is the way the companies are normally organized, in functions. The problems often occur in the intersection between functions, when there are different targets, prioritizations, and focus.
Enablers are responding to those obstacles, mainly concerning methods and organizational topics. Since a new standard covers several organizational functions, it is necessary to get the cross-functional collaboration to work well. To start with, it is necessary to have a “common language,” e.g., use the same expressions and value. Cross-functional training is a good solution, since the common language is created during the training. However, it is necessary to have a critical amount of the team members participating, otherwise the change and common language will not last. Not until 7 years after the first study on lack of measurement precision was initiated was the organization (i.e., the entire organization) ready to apply design of experiments, even though individuals were ready earlier. If the organization is value stream and process focused rather than divided into separate functions, collaboration and reduced suboptimization can be enabled.
Understanding the variation in the process and its connection to the product quality is also a central part, since it affects what actions are best suited. The increased understanding, especially concerning capability of evaluation methods, has been an important enabler in the implementation of the standard.
A standardized way of working can also enable the introduction of new standards. Having an accepted standard in place provides a baseline for any future changes to the procedure. That possibility to change standards creates creativity and innovation, it focuses your attention. Already in 2010 standardization was identified as important for the weld standard implementation.
5 Conclusions and future research
This paper describes the journey from change of weld standard to implemented assessment. The obstacles handled have been not only technical but rather organizational with cross-functional characteristics. That needs to be considered when manning and defining competence requirements in such projects. Enablers identified are, e.g., to understand variation by using tools such as measurement system analysis, design of experiment, and control charts. Training a team as a team in order to create a shared nomenclature is also important, especially to bridge the organizational gaps.
For historic reasons, the weld discipline has been technically focused. Soft aspects, for example, how technical innovations are best implemented, need to be further researched.
References
N. Karlsson and P.-H. Lenander (2005) "Analysis of fatigue life in two weld class systems," Division of solid mechanics, Linköping University
Jonsson B (2012) Industrial engineering systems for manufacturing of welded structures exposed to fatigue. Licentiate, Lightweight structures, KTH, Stockholm, Sweden
Marquis G, Samuelsson J (2005) Modelling and fatigue life assessment of complex structures. Mater Werkst 36:678–684
Volvo Group (2008) Standard 181-0004 fusion welding: weld classes and requirements. Life-optimized welded structures. Steel, thickness ≥ 3 mm, ed. Volvo Group, Gothenburg, Sweden
Volvo Group (2005) STD 5605,51 fusion welding welding classes and requirements steel thickness >3 mm, ed
Volvo Group (2013) STD 181-0004 fusion welding: weld classes and requirements. Life-optimized welded structures. Steel, thickness ≥ 3mm, ed. Volvo Group, Gothenburg, Sweden
E. Åstrand (2013) Weld procedures and demands for improved fatigue strength of single load carrying fillet welds. In: Trends in Welding Research: proceedings of the 9th International Conference; Chicago
P. Hammersberg and H. Olsson (2010) Statistical evaluation of welding quality in production, presented at the the Swedish Conference on Light Weight Optimized Welded Structures, Borlänge
P. Hammersberg and H. Olsson (2013) Proactive control of weld dimensions in robotised MAG welding. In: The second Swedish conference on design and fabrication of welded structures, Borlänge
S. Alänge (2009) The affinity-interrelationship method AIM, ed Göteborg Chalmers University of Technology
Raj B, Subramanian CV, Jayakumar T (2000) Non-destructive testing of welds. Alpha Science International Ltd.Tamil Nadu, India
A. Ericson Öberg (2016) Predictability—an enabler of weld production development," Ph.D., Department of Materials and Manufacturing Technology, Chalmers, Gothenburg
Ericson Öberg A, Hammersberg P (2016) Facilitating decision-making by choosing an NDT method based on information need. Welding in the World 60:979–985
A. Öberg, P. Hammersberg, and L.-E. Svensson (2012) Selection of evaluation methods for new weld demands: pitfalls and possible solutions., In 18th World Conference on Nondestructive Testing, Durban
Bergman B, Klefsjö B (2010) Quality from customer needs to customer satisfaction, 3rd edn. Studentlitteratur AB, Lund
A. Ericson Öberg, M. Johansson, E. J. Holm, P. Hammersberg, and L.-E. Svensson (2012) The influence of correct transfer of weld information on production cost, presented at the Swedish Production Symposium, Linköping, Sweden
A. Ericson Öberg and E. Åstrand (2013) The subjective judgement of weld quality and its effect on production cost, in Design, fabrication and economy of metal structures, Miskolc
A. Ericson Öberg, P. Hammersberg, and L.-E. Svensson (2013) The right evaluation method - an enabler for process improvement, presented at the International Conference on Joining Materials, Helsingor
E. Lindgren and T. Stenberg (2011) Quality inspection and fatigue assessment of welded structures, MSc, Dept of Aeronautical and Vehicle Engineering, KTH, Stockholm
Stenberg T, Lindgren E, Barsoum Z (2012) Development of an algorithm for quality inspection of welded structures. Proc Inst Mech Eng B J Eng Manuf 226:1033–1041, June 1, 2012
Acknowledgements
The research work being the base of this paper has been partly funded by Vinnova. A great contribution has been made by the staff at Volvo Construction Equipment.
Author information
Authors and Affiliations
Corresponding author
Additional information
Recommended for publication by Commission V - NDT and Quality Assurance of Welded Products
Rights and permissions
Open Access This article is distributed under the terms of the Creative Commons Attribution 4.0 International License (http://creativecommons.org/licenses/by/4.0/), which permits unrestricted use, distribution, and reproduction in any medium, provided you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons license, and indicate if changes were made.
About this article

Cite this article
Ericson Öberg, A. From standard change to implemented assessment. Weld World 62, 941–946 (2018). https://doi.org/10.1007/s40194-018-0622-6
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s40194-018-0622-6