
Abstract
Chemical looping gasification (CLG) of biomass is an emerging technology for producing synthetic gas with high content in H2, CO, and other valuable compounds in alternative to O2-enriched gasification, an oxygen carrier delivering O2 to the fuel. In the present paper, the results of CLG experiments at the bench scale are presented with a particular focus on the conversion of biomass char that is the least reactive but most energetic constituent of biomass. Synthetic Cu oxygen carrier and CO2-enriched atmosphere were used at temperatures of 900 and 945 °C in a fluidized bed. In inert conditions, the char conversion was not complete for the fixed equivalence ratio that was adopted. Conversely, char was fully converted in the presence of CO2, thanks to the inverse Boudouard reaction. The results show that higher temperature is preferable for thermodynamic reasons, although the related energy balance reduces the range of auto-thermal operability. The CO produced upon combined gasification by O2 and CO2 achieved a yield very close to the theoretical value of 78 mmol per gram of char at 100vol% CO2 and 945 °C.
Similar content being viewed by others

Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
1 Introduction
Together with photovoltaic and wind power, solid biomass represents an important resource for achieving zero emission objectives, being able to satisfy at least 10% of global energy needs [1]. Furthermore, the biomass resource allows the replacement of oil and natural gas as feedstock to produce via gasification and pyrolysis [2] chemicals of interest to the industry, e.g. CO, H2, methanol, ethanol, carboxylic acids, and phenols [3, 4].
Biomass gasification is a sustainable process for producing a synthetic gas with a high content of hydrogen, carbon monoxide, and hydrocarbons provided that inert species (e.g. nitrogen) are removed. In this respect, oxygen-enriched gasification of biomass [5] is favourable for issuing syngas rich in CO and H2 and with low tar content. However, the utilization of an expensive air separation unit (ASU) is not economically advised for small-medium-scale biomass power plants, up to 30 MWt [6] in typical European regions. ASUs are operated in a “base load” fashion, and the likely intermittent operation of biomass plants can have a significant impact on plant economics [7]. The allo-thermal process based on steam gasification is a possible option, although it requires a supply of heat from an external source, for instance by means of a circulating fluidized bed (FB) configuration [8]. In the alternative, the challenging chemical looping process permits oxygen transfer from air to the reaction chamber via an oxygen carrier (OC), without contemporary transfer of nitrogen, achieving substantial enrichment of the produced gas [9]. In this regard, chemical looping gasification (CLG) is a truly innovative and challenging option for producing high-quality synthetic gas with even negative CO2 emissions [10]. The oxygen carrier, in a typical interconnected FB process, continuously delivers lattice or molecular oxygen for gasification via a redox cycle [11], and it also behaves as an effective catalyst for tar conversion [12].
In addition to natural minerals (e.g. hematite, ilmenite), several synthetic or modified oxygen carriers based on Ni, Fe, Mn, and Cu have been developed and studied, just to name a few: sintered NiO-Al2O3 [13], Fe2O3 on alumina support [14]; CuO promoted by Mn2O3 [15]; Mn-Fe mixed oxides prepared by hydrothermal synthesis [16]; impregnated Fe and Mn minerals [17]; Mn2O3/ Fe2O3 [18], and CuO [19] micrometric powders consolidated by a geopolymeric (GP) binder.
The literature on biomass CLG is very recent, dating back approximately a decade, and indicates that this topic is not fully investigated. A pioneering study based on interconnected fluidized beds [20] reports the generation of synthetic gas with combustible components over 60%vol. and carbon conversion greater than 95%. Al-Qadri et al. [21] investigated CLG of biomass/plastic mixtures with Fe2O3 oxygen carrier at 950 °C, producing a synthetic gas with a high heating value and H2/CO ratio larger than 2. Batch experiments of chemical looping gasification of biomass were carried out at different temperatures [22], and the authors reported a 3rd order kinetic correlation with reduced activation energy. An interesting approach was reported by Chuayboon et al. addressing CLG of biomass by means of ZnO carrier and solar heat for sustaining the reactor, with a combined generation of syngas and metallic zinc [23]. Char gasification was tested by Chen et al. [24] in thermobalance with the addition of metal oxides (Ni, Cu, Fe, Co, Ba) to the char sample that reacted at temperatures above 700 °C, achieving a stable final weight but with different conversion depending on oxide composition. The gasification of biomass (pine) char was investigated in a fixed bed using three different OCs to determine the selectivity in CO production that achieved values up to 90% in the low range of equivalence ratio [25]. A recent review was specifically focused on the CLG of biomass [26], reporting as main issues and challenges: the effect of process temperature, the screening among possible OCs, the effective reactor design and modelling, as well as highlighting the still limited availability of experimental findings in comparison to other biomass processes.
Altogether, the literature reporting experimental research on the CLG of biomass fuels, more specifically char gasification, is still scarce. It is worth recalling that char is the least reactive constituent of biomass, with oxidation kinetics depending on morphology and ash composition [27], and it accounts for approximately 50% of the heating value, even if it is less than 20% by weight in typical biomass [28]. Based on the above considerations, the research reported here focused on the CLG of biomass char to specifically address this limiting step. The choice of oxygen carrier fell on copper oxide in consideration of the positive results obtained in previous research in terms of oxygen capacity and stability of the material [19]. The reactions occurring during the investigated process are reported below along with their standard enthalpy. Exothermic reactions R1 and R2 represent partial and full carbon oxidation by oxygen, whilst R3 (inverse Boudouard reaction) is the endothermic gasification by means of carbon dioxide. Reactions R4 and R5 account for the reversible copper oxide (CuO, Cu2O) reduction occurring at high a temperature with the release of molecular oxygen.
However, metallic copper produced via reaction R5 is not stable at temperatures even higher than 800 °C and in the presence of minimal traces of oxygen, as can be inferred from the phase diagram of the Cu–O system [29].
The experiments were performed in a batch-operated fluidized bed plant at a laboratory scale. The bed was given by granules of geopolymer embedding CuO powder, purposely prepared and able to provide an uncoupling mechanism of molecular oxygen release [19]. The biomass was previously pyrolyzed to remove any effect deriving from the release of volatiles and to focus solely on char gasification. The reported results provide insights into the development of chemical looping gasification of biomass and help to fill the lack of knowledge of the rate-limiting step of char conversion during CLG.
2 Methods
2.1 Materials
A synthetic oxygen carrier, classified as GPCu, was prepared by mixing CuO powder, having specific BET surface area values of 8.8 m2/g, with a geopolymer by mechanical stirring for 10 min according to a previously developed formulation [19]. The geopolymer slurry was cast in a sealed silicone mould and cured at 80 °C for 24 h, followed by 24 h curing at room temperature. Finally, the metal oxide-GP monoliths were crashed in a porcelain mortar, and the obtained granules were sieved in the desired size fraction (0.2–0.4 mm) for utilization in a fluidized bed. The granules were then conditioned by calcining at 900 °C in a muffle furnace for 2 h in air. For the sake of comparison, quartz sand of the same size was also used as an inert bed material.
The final content of active metal oxide in the material, calculated by XRF analysis on calcined granules, was 40.0 ± 0.2% wt. The particle density is 2400 kg/m3. The minimum fluidization velocities computed via the Ergun equation [30] are U = 0.13 and 0.07 m/s at 20 and 900 °C, respectively. Geopolymer composites possess a bimodal ultra-macro and meso porosity that slightly decays in meso-porosity content when treated at high temperature [12].
2.2 Instrumental characterization
Microstructural features were investigated by an electron microscope (FEI QUANTA 200, Thermofisher Scientific, US). Thermogravimetric analysis (TGA) was carried out in an STA 449 Jupiter (Netzsch Geratebau, Germany) for the determination of ash content in char upon thermal treatment at 900 °C in air. X-ray fluorescence (Oxford Instrument X-MET7500, UK) was used for elemental analysis of the solid samples. A continuous gas analyzer (GEIT mod. 3100, Belgium) was used for measurements of O2, CO2, and CO in a produced gas mixture.
2.3 Experimental apparatus and techniques
A bench-scale fluidized bed reactor was used for CLG tests under the atmosphere of CO2 and CO2/N2. The fluidization column is an AISI-316 stainless steel tube with an internal diameter of 21 and 500 mm high. The gas distributor is made up of a pack of stainless steel meshes placed on the bottom of the tube. The upper end of the column was accessible, not airtight, to allow fuel feeding and gas sampling, as shown in Fig. 1. A K-type thermocouple is fixed at the external surface of the tube 30 mm above the gas distributor for measuring the reactor temperature. The reactor is installed in a 2.0 kW ceramic furnace (Watlow, USA) supplied at 230 V AC by means of a solid-state relay driven by an electronic temperature controller. The flow rates of air, N2 and CO2 are provided by three electronic flowmeters (Brooks, mod. 5850S), whilst a three-way valve allows for the fast switch of the gas stream. The gas is sampled at the middle position of the fluidization column for the determination of its composition by means of a 6 mm AISI 316 probe equipped with a cellulose filter.

Casted (a) and granules (b) of the GpCu oxygen carrier
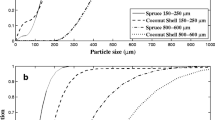
The bed inventory was Wb = 44.0 g of GpCu. The fluidization velocity U was equal to 0.21 m/s, corresponding to around 3 times Umf. Char of beech wood used for the tests was produced under an N2 atmosphere at 800 °C and sieved in the particle size 0.20–1.00 mm. The ash content in the char was 3%wt, as determined by thermogravimetric analysis, the fixed carbon content being the balance (97%wt).
A single test consisted of two sequential stages:
-
(i).
Oxygen carrier oxidation in air.
-
(ii).
Oxygen carrier reduction in O2 free atmosphere.
Pure N2 or CO2/N2 mixture was used for the second stage. Immediately after the change from air to the CO2/N2 atmosphere, a batch of char (mch = 0.50 g) was dropped from the top side of the reactor through a glass funnel (Fig. 2).

Laboratory scale plant for CLG tests equipped with fluidized bed column (21 mm ID, 500 mm height)
2.4 Data and thermodynamic elaboration
The moles of oxygen released during the O2 free interval Δt = t2 − t1 and in the absence of fuel supply were calculated by integration over the time of the YO2 profile, according to Eq. 1, where Q0 is the volumetric flow rate of the inlet gaseous stream, R the universal gas constant, and T0 the reference room temperature.
with
The mole number of oxygen replenished during the subsequent air interval t3–t2 is given by Eq. 2.
The mole number of produced CO was similarly computed via Eq. 3
whilst the mole number of produced CO2 was computed via Eq. 4 accounts for the presence of CO2 in the feed
The CO yield \(\Psi={^{n{\mathrm{CO}}}/_{m_{\mathrm{ch}}}}\) is calculated on the basis of the fuel mass mch.
The conversion degree of the oxygen carrier was obtained from the mole number of oxygen replenished in air, as X = nO2,2/nO2,st. The equivalence ratio e of the gasification step was computed as the ratio between the theoretical O2 released via reaction R4 and the stoichiometric O2 required for full oxidation of the char sample. For the case mb = 44 g and mch = 0.5 g, e is equal to 1.37. The selectivity σ towards CO is computed via Eq. 5
where nC,gas is the total moles of carbon that is converted during the gasification step producing both CO and CO2.
Thermochemical HSC® software tool was used to evaluate the thermodynamic properties and equilibrium conditions of the CuO/Cu2O/Cu system in the N2 atmosphere. The system at equilibrium is assumed to be composed of N2; O2 in the gas phase; and CuO, Cu2O, and Cu in the solid phase. The temperature was fixed at 900, 945, and 1000 °C. The initial amount of CuO was fixed at 1.0 kmol. The amount of diluting N2 was iteratively increased by a fixed amount (0.5 or 1.0 kmol) from 0.1 to 23.1 kmol.
3 Experimental results
Experimental results of oxygen carrier conversion and chemical looping gasification of the biomass char are reported hereinafter at changing reactor temperature and atmosphere.
Figure 3 displays the O2 profile in an inert (N2) and oxidizing (air) atmosphere at 945 °C without char feeding as measured by the gas analyzer. Upon changing the atmosphere from air to N2, YO2 maintained a rather stable value for around 4 min; afterwards, it declined to zero. By integration of the O2 profile (Eq. 1), the O2 moles released in the inert atmosphere were 21.8 ± 0.1 mmol, whilst those replenished in the air were 21.5 ÷ 0.4 mmol, the little difference between such values being attributable to the experimental error. A test has been carried out in the atmosphere of CO2/N2 at YCO2 = 0.25 (dashed line in Fig. 3) instead of pure N2, giving a similar YO2 profile and proving that oxygen release is independent of the gas used for the reducing atmosphere. Taking into account the bed mass equal to 44.0 g, the average specific value of oxygen carrier capacity ξ is 0.493 mmol/g. Conversely, the theoretical oxygen carrier capacity is ξ = 1.17 mmol/g, according to CuO content in GpCu and the stoichiometry of reaction R4, reaction R5 being not considered due to the instability of Cu in the presence of even traces of oxygen [29]. Thus, it should be inferred that the oxygen in the carrier is not fully available for gasification because of the thermodynamic equilibrium of reaction R4 and the diffusion resistance in the internal porosity of OC particles [31].

Experimental profiles of O2 volumetric fraction: reduction in N2 or CO2/N2 (YCO2 = 0.25) and regeneration in air (Wb = 44.0 g, T = 945 °C)
Very different profile of O2 was obtained when char was fed contemporary to the switch from air to CO2/N2 atmosphere. In this case, YO2 sharply approached zero, since the released molecules of O2 were involved in char oxidation (R1 and R2). The O2 replenished in the air during the humps of the profile was 19.7 ± 0.8 mmol, a slightly lower value with respect to the test without char that anyway was conducted with a longer inert interval.
The profiles of CO and CO2 during tests in similar conditions of Fig. 4 are shown in Fig. 5, in the absence (Fig. 5a) and presence (Fig. 5b) of CO2 during the gasification interval. CO and CO2 peaks are well marked in the N2 atmosphere (Fig. 5a) at t = 8 and 39 min, where CO produced by reaction R1 approaches 5%vol. The subsequent peaks when the atmosphere is changed to air (t = 17 and 48 min) are due to the residual char presence in the reactor, representing a loss of efficiency. Different behaviour is shown in Fig. 5b because of the presence of CO2, which promotes char gasification (reaction R3) along with partial oxidation due to O2 release from the carrier (reaction R1). It is worth noting that the subsequent peaks in the air are very low, indicating that the char batch is more effectively converted in the CO2/N2 atmosphere. Figure 5c displays the profiles of CO and CO2 during a test carried out in an inert bed (quartzite) CO2/N2 atmosphere. The comparison with Fig. 5b denotes a higher generation of CO and a smaller CO2 peak during the gasification interval. Again, the char is fully gasified. The last test relies on purely CO2 gasification, without the contribution of the oxygen carrier. Although it is more effective in CO yield, it is a strongly allo-thermal step and very difficult to be carried out in a practical system (see Section 4).

Experimental profile of O2 volumetric fraction in CO2/N2 (with char) and air regeneration (Wb = 44.0 g, Wch = 0.50 g, T = 945 °C)

Experimental profiles of CO and CO2 volumetric fractions with char feeding (Wb = 44.0 g, Wch = 0.50 g, T = 945 °C) and air regeneration. a GpCu and N2 atmosphere; b GpCu and CO2/N2 atmosphere; c quartz sand and CO2/N2 atmosphere
The conversion degree X of the carrier during tests carried out in the absence and in the presence of char is reported in Table 1. The increase of conversion degree (ζ) was computed as the ratio between each value at 945 °C and the corresponding one at 900 °C; ζ is reported in the last column of Table 1. The influence of temperature, i.e. greater X at 945 °C than at 900 °C, is straightforward to explain because of both thermodynamic (see Section 4) and kinetic factors. Since the oxidation of Cu2O to CuO has an activation energy of around 80 kJ/mol [32] under purely kinetic control, the reaction rate increases 1.4 times moving from 900 to 945 °C. However, the gas diffusion coefficient is proportional to T1.5 [33], with an increase of 1.1 times from 900 to 945 °C, causing a possible diffusional limit of the reaction rate. The larger values of ζ (Table 1) with respect to those above reported (i.e. 1.4 or 1.1) moving from 900 to 945 °C indicates that 10' time is large enough for the completion of reaction R5, i.e. OC regeneration.
The presence of char (mch = 0.50 g) led to an increase in X since the released O2 was promptly consumed by char gasification, and the driving force for O2 molecular diffusion was not dampened. This effect was even more improved in the CO2/N2 atmosphere, as a consequence of the higher reducing conditions related to the CO formation via reaction R3. Overall, the degree of conversion did not exceed 50% in the best case (T = 945 °C and CO2/N2 = 21/79), indicating that the exploitation of the material is limited during gasification. These findings are consistent with results by Kuang et al. [34], who report an increase in CuO reduction conversion from around 30% at 900 °C to 78% at 950 °C in TGA tests carried out with pure CuO and a 5 min reduction time.
Figure 6 displays the CO yield Ψ (Eq. 2) as a function of the CO2 volumetric fraction YCO2 in the supplied gas stream, parametric in temperature. The fitting curves based on a 2nd-order polynomial regression are also displayed along with the coefficient of dispersion R2. Although there is a certain dispersion among the data (R2 = 0.863 and 0.969), the trend is clear: Ψ steadily increases moving from inert (YCO2 = 0.0) to the oxidizing atmosphere (YCO2 = 1.0) as a consequence of the increased role of the inverse Boudouard reaction (R3). The increase in temperature is due to both thermodynamic and kinetic factors, as already above reported.

CO yield as a function of CO2 molar fraction in the gas stream at different reactor temperatures (2nd order polynomial fitting curves, R.2 coefficient reported close to fitting curves)
At YCO2 = 0.0, i.e. left side of the diagram of Fig. 6, the selectivity σ towards CO was 0.20 and 0.36 at 900 and 945 °C, respectively. These values are lower than the selectivity obtained by Xue et al. [25] for pine char gasification at similar temperature in the range of 0.50–0.60, the main reason being the different oxygen carriers based on Fe and Ca that do not release molecular oxygen. The maximum yield of 76 mmol/g was obtained at 945 °C and YCO2 = 1.0 that is very close to the theoretical value Ψ = 78 mmol/g for full conversion of the fuel carbon to CO via reaction R1, corresponding to s = 0.97. It is worth noting that the whole process is auto-thermal on the left side and allo-thermal on the right side of the diagram, where the CO2 gasification reaction prevails over the C oxidation reaction when the total enthalpy balance among reactions R1–R3 is considered. The occurrence of parallel reaction R2 leads to a decrease in the CO yield and selectivity but also provides heat for the thermal sustainability of the process. The carbon loss by elutriation and the combustion of the residual char during OC regeneration, which is quantified at around 10%, was also responsible for the reduction of CO yield and selectivity. The latter increases with the temperature for thermodynamic reasons; σ is equal to 0.18 (900 °C) and 0.40 (945 °C) and 0.78 (900 °C) and 1.0 (945 °C), at the left and right sides of the diagram, respectively. These values are in rather good agreement with the results reported by Xue et al. [25] for CLG of biochar at 900 °C.
ESEM images of geopolymer granules before and after reactor tests (Fig. 7) show the effects of heat treatment on the geopolymer-based composite GpCu. Following cycling in the reactor, the granules maintain a homogeneous macrostructure (Fig. 7b), although they underwent a shrinkage estimated by image analysis to be around 5%. Furthermore, after cycling, the grains appeared rounded and smooth on the surface with some superficial cracking (Fig. 7d) in comparison to the pristine granules (Fig. 7c). These changes in macrostructural features were an effect of the repeated working cycles. In fact, upon heating, the aluminosilicate matrix of the granules tends to form a vitreous phase as the effect of viscous flow occurring over 800 °C [35].

SEM images of pristine GpCu carrier (a, c) and after CLG tests (b, d)
The microstructure of the geopolymer binder was also modified (insert in Fig. 7d): the nanoparticles constituting the geopolymer matrix as well the interconnected mesoporosity coalesced, generating favourable conditions for the gas flow within the grain [36]. However, no phenomena of coalescence between the granules were noticed confirming the suitability of the geopolymeric oxygen carrier for FB operation, even in the presence of biomass ash that is recognized to induce agglomeration [37].
4 Thermodynamics
Figure 8 displays the CuO conversion degree via reactions R4 and R5, as computed by the HSC® tool, as a function of the O2 molar fraction for the temperatures 900, 945, and 1000 °C. The oxygen carrier, formed by CuO, undergoes increasing conversion X with temperature, owing to the decreasing value of the Gibbs free energy and related increase of the equilibrium constant Kp (Table 2). It is worth noting that the contribution of reaction R5 is very little, Kp being three orders of magnitude lower for R5 compared to R4. Furthermore, X decreases monotonically with YO2 moving from values up to 0.70 on the left side of the diagram (YO2 < 0.01). The thermodynamic results outperfom the experimental measured values of X (see Table 1), a possible explanation being the resistance to O2 diffusion within mesoporous particles of the oxygen carrier [12]. The effective diffusion coefficient De is given by the combination of molecular (Dm) and Knudsen (DK) diffusivity (Eq. 6) [38].

CuO conversion degree versus O2 molar fraction at atmospheric pressure and different temperatures (HSC® computation)
At process temperature and for the typical mesoporosity of the used geopolymer, i.e. rp = 14 nm [39], the Knudsen diffusivity (1.4–1.6 10−6 m2/s) prevails over the molecular diffusivity (3.7–4.2 10−5 m2/s) in limiting the molecular oxygen intra-particle diffusion.
The heat balance of the system was assessed at the process temperature upon considering the enthalpies of reactions R1, R2, and R4; the conversion degree of the carrier; and the produced moles of CO and CO2. The total heat balance states
where the heat needed by OC decomposition via reaction R4 is
whilst the heat released by CO and CO2 formation are expressed by Eqs. 9 and 10, respectively.
Figure 9 displays the specific enthalpy variation, calculated by dividing ΔHt by the carbon moles nC contained in the char, as obtained from the experimental results at 900 and 945 °C. For both temperatures, the trend of the curves increases with YCO2, thus bringing the system from conditions of auto-thermicity (left side) to those of allo-thermicity (right side). The intercepts at zero provide the zero balance conditions, i.e. the maximum value of YCO2 that allows the process to be conducted without supplying heat from outside. These YCO2 values are 0.33 ± 0.02 and 0.12 ± 0.03 at 900 °C and 945 °C, respectively. However, the corresponding CO yields (see Fig. 6) for such YCO2 values are 0.33 mmol/g at 900 °C and 0.38 mmol/g at 945 °C, so the operation at a higher temperature is more effective in terms of CO yield and char conversion. Based on this result, the CO2 pressure suitable for auto-thermal or moderately allo-thermal operation is represented by the horizontal segments in Fig. 8, centred on the equilibrium values and extended up to ± 20% of the endothermic R4 enthalpy.

Specific enthalpy variation for gasification step as a function of the CO2 molar fraction; dashed lines indicate auto-thermal operation
5 Conclusion
The chemical looping gasification of biomass char was investigated in a fluidized bed using a geopolymeric oxygen carrier based on Cu oxide. The carrier confirmed its capacity to deliver molecular oxygen with an uncoupling mechanism making it possible to convert the biomass char into CO and CO2 with good stability upon repeated cycles of reduction and regeneration in a fluidized bed. Beyond that, the microstructural changes of the geopolymeric binder during the operation were beneficial for improving the gas flow inside the material, whilst the absence of coalescence phenomena among granules makes the geopolymeric oxygen carrier suitable for FB operation.
The operation under a CO2 atmosphere led to higher char conversion, thanks to the contribution of the reverse Boudouard reaction in addition to the partial oxidation, achieving a maximum CO yield of 76 mmol/g, at 945 °C and YCO2 = 1.0.
The process temperature had a large influence on carrier reduction, i.e. CuO decomposition, by roughly doubling the conversion degree of the carrier moving from 900 to 945 °C and approaching the maximum experimental value X = 0.50, although lower than the thermodynamic value X = 0.65 at 945 °C. Nevertheless, this condition, as well as the purely CO2 gasification, is not sustainable from the point of view of energy balance, with the auto-thermal operability of the combined gasification being restricted in the YCO2 range up to 0.33.
The future development will consider a steady operation in which the gasification of the char is obtained in the fuel reactor, and the endothermic biomass pyrolysis would benefit from the heat released by oxygen carrier regeneration.
Abbreviations
- e :
-
Equivalence ratio, -
- K p :
-
Equilibrium constant, atm
- m b :
-
Mass of bed, g
- m ch :
-
Mass of char, g
- n :
-
Number of mole, mol
- n c, gas :
-
Moles of converted carbon during gasification, mmol
- Q :
-
Volumetric flow rate, L/s
- R g :
-
Universal constant of gases, atm L mol−1 K
- R 2 :
-
Coefficient of determination, -
- t :
-
Time, s
- T :
-
Temperature, K
- U, U mf :
-
Fluidization, minimum fluidization velocity, m s−1
- Y :
-
Molar fraction, -
- X :
-
Oxygen carrier conversion degree, -
- ΔG0 :
-
Gibbs free energy of reaction, kJ/mol
- ΔH0 :
-
Enthalpy of reaction, kJ/mol
- ΔH:
-
Enthalpy difference, kJ/mol
- σ :
-
Selectivity towards CO, -
- Ψ :
-
CO yield, mmol g−1
- ξ :
-
Oxygen carrier capacity, mmol g−1
- ζ :
-
Increase of oxygen carrier conversion,
- CLG:
-
Chemical looping gasification
- FB:
-
Fluidized bed
- GpCu:
-
Geopolymeric oxygen carrier based on CuO
- OC:
-
Oxygen carrier
References
Energy Institute Statistical Review of World Energy (2024) Energy Institute, London UK. https://www.energyinst.org/statistical-review
Akhtar A, Krepl V, Ivanova T (2018) A combined overview of combustion, pyrolysis, and gasification of biomass. Energy Fuels 32(7):7294–7318. https://doi.org/10.1021/acs.energyfuels.8b01678
Rauch R, Hrbek J, Hofbauer H (2014) Biomass gasification for synthesis gas production and applications of the syngas. WIREs Energy Environ 3(4):343–362. https://doi.org/10.1002/wene.97
Molino A, Larocca V, Chianese S, Musmarra D (2018) Biofuels production by biomass gasification: a review. Energies 11(4):811
Cao Y, Wang Q, Du J, Chen J (2019) Oxygen-enriched air gasification of biomass materials for high-quality syngas production. Energy Convers Manage 199:111628. https://doi.org/10.1016/j.enconman.2019.05.054
La Scalia G, Adelfio L, La Fata CM, Micale R (2022) Economic and environmental assessment of biomass power plants in Southern Italy. Sustainability 14(15):9676
Young AF, Villardi HGD, Araujo LS, Raptopoulos LSC, Dutra MS (2021) Detailed design and economic evaluation of a cryogenic air separation unit with recent literature solutions. Ind Eng Chem Res 60(41):14830–14844. https://doi.org/10.1021/acs.iecr.1c02818
Pröll T, Rauch R, Aichernig C, Hofbauer H (2007) Fluidized bed steam gasification of solid biomass - performance characteristics of an 8 MWth combined heat and power plant. Int J Chem React Eng 5:1. https://doi.org/10.2202/1542-6580.1398
Lyngfelt A (2013) Chemical looping combustion (CLC) A2 - Scala, Fabrizio. Fluidized bed technologies for near-zero emission combustion and gasification. Woodhead Publishing, pp 895–930
Roshan Kumar T, Mattisson T, Rydén M, Stenberg V (2022) Process analysis of chemical looping gasification of biomass for Fischer-Tropsch crude production with net-negative CO2 emissions: part 1. Energy Fuels 36(17):9687–9705. https://doi.org/10.1021/acs.energyfuels.2c00819
Adánez J, de Diego LF, García-Labiano F, Gayán P, Abad A, Palacios JM (2004) Selection of oxygen carriers for chemical-looping combustion. Energy Fuels 18(2):371–377. https://doi.org/10.1021/ef0301452
Bendoni R, Miccio F, Medri V, Benito P, Vaccari A, Landi E (2019) Geopolymer composites for the catalytic cleaning of tar in biomass-derived gas. Renew Energy 131:1107–1116. https://doi.org/10.1016/j.renene.2018.08.067
Bolhàr-Nordenkampf J, Pröll T, Kolbitsch P, Hofbauer H (2009) Performance of a NiO-based oxygen carrier for chemical looping combustion and reforming in a 120 kW unit. Energy Procedia 1(1):19–25. https://doi.org/10.1016/j.egypro.2009.01.005
Cabello A, Gayan P, Garcia-Labiano F, de Diego LF, Abad A, Adanez J (2016) On the attrition evaluation of oxygen carriers in chemical looping combustion. Fuel Process Technol 148:188–197
Hosseini D, Imtiaz Q, Abdala PM, Yoon S, Kierzkowska AM, Weidenkaff A et al (2015) CuO promoted Mn2O3-based materials for solid fuel combustion with inherent CO2 capture. J Mater Chem A 3(19):10545–10550. https://doi.org/10.1039/C5TA01088H
Lambert A, Delquié C, Clémeneçon I, Comte E, Lefebvre V, Rousseau J et al (2009) Synthesis and characterization of bimetallic Fe/Mn oxides for chemical looping combustion. Energy Procedia 1(1):375–381. https://doi.org/10.1016/j.egypro.2009.01.051
Haider SK, Azimi G, Duan L, Anthony EJ, Patchigolla K, Oakey JE et al (2016) Enhancing properties of iron and manganese ores as oxygen carriers for chemical looping processes by dry impregnation. Appl Energy 163:41–50
Bendoni R, Miccio F, Medri V, Landi E (2018) Chemical looping combustion using geopolymer-based oxygen carriers. Chem Eng J 341:187–197. https://doi.org/10.1016/j.cej.2018.02.018
Natali Murri A, Miccio F, Medri V, Landi E (2020) Geopolymer-composites with thermomechanical stability as oxygen carriers for fluidized bed chemical looping combustion with oxygen uncoupling. Chem Eng J 393:124756. https://doi.org/10.1016/j.cej.2020.124756
Huijun G, Laihong S, Fei F, Shouxi J (2015) Experiments on biomass gasification using chemical looping with nickel-based oxygen carrier in a 25 kWth reactor. Appl Therm Eng 85:52–60. https://doi.org/10.1016/j.applthermaleng.2015.03.082
Al-Qadri B, Wang X, Chen D (2022) Experimental study on chemical looping co-gasification of alfalfa and polyethylene with iron ore as the oxygen carrier for high H2/CO production. Energy Fuels 36(13):6939–6948. https://doi.org/10.1021/acs.energyfuels.2c00794
Wang S, Wu F, Wang X (2023) Experimental and kinetics analysis on biomass chemical looping gasification using lean iron ore as oxygen carrier. Chem Eng J 474:145855. https://doi.org/10.1016/j.cej.2023.145855
Chuayboon S, Abanades S, Rodat S (2018) Solar chemical looping gasification of biomass with the ZnO/Zn redox system for syngas and zinc production in a continuously-fed solar reactor. Fuel 215:66–79. https://doi.org/10.1016/j.fuel.2017.11.021
Chen J, Zhao K, Zhao Z, He F, Huang Z, Wei G (2019) Identifying the roles of MFe2O4 (M=Cu, Ba, Ni, and Co) in the chemical looping reforming of char, pyrolysis gas and tar resulting from biomass pyrolysis. Int J Hydrogen Energy 44(10):4674–4687. https://doi.org/10.1016/j.ijhydene.2018.12.216
Xue N, Wang Z, Wu J, He T, Zhang J, Li J et al (2019) Effect of equivalence ratio on the CO selectivity of Fe/Ca-based oxygen carriers in biomass char chemical looping gasification. Fuel 252:220–227. https://doi.org/10.1016/j.fuel.2019.04.103
Goel A, Moghaddam EM, Liu W, He C, Konttinen J (2022) Biomass chemical looping gasification for high-quality syngas: a critical review and technological outlooks. Energy Convers Manage 268:116020. https://doi.org/10.1016/j.enconman.2022.116020
Guizani C, Jeguirim M, Valin S, Limousy L, Salvador S (2017) Biomass chars: the effects of pyrolysis conditions on their morphology, structure, chemical properties and reactivity. Energies. https://doi.org/10.3390/en10060796
Brachi P, Miccio F, Ruoppolo G, Miccio M (2017) Pressurized steam torrefaction of biomass: focus on solid, liquid, and gas phase distributions. Ind Eng Chem Res 56(42):12163–12173. https://doi.org/10.1021/acs.iecr.7b02845
Narushima T, Tsukamoto H, Yonezawa T (2012) High temperature oxidation event of gelatin nanoskin-coated copper fine particles observed by in situ TEM. AIP Adv 2(4):042113. https://doi.org/10.1063/1.4759498
Kunii D, Levenspiel O (1991) CHAPTER 3 - Fluidization and mapping of regimes. In: Kunii D, Levenspiel O (eds) Fluidization Engineering, 2nd edn. Butterworth-Heinemann, Boston, pp 61–94
Bird RB, Stewart WE, Lightfoot EN (2002) Ch. 24 Other mechanisms for mass transport. Transport Phenomena. John Wiley & Sons, Inc., New York
Maack B, Nilius N (2020) Morphological and kinetic insights into Cu2O–CuO oxidation. Phys Status Solidi (b) 257(1):1900365. https://doi.org/10.1002/pssb.201900365
Poling BE, Prausnitz JM, O’Connell JP (2001) Properties of gases and liquids, 5th edn. McGraw-Hill Education, New York
Kuang C, Wang S, Luo M, Zhao J (2021) Reactivity study and kinetic evaluation of CuO-based oxygen carriers modified by three different ores in chemical looping with oxygen uncoupling (CLOU) process. Chin J Chem Eng 37:54–63. https://doi.org/10.1016/j.cjche.2020.12.027
Landi E, Medri V, Papa E, Dedecek J, Klein P, Benito P et al (2013) Alkali-bonded ceramics with hierarchical tailored porosity. Appl Clay Sci 73:56–64. https://doi.org/10.1016/j.clay.2012.09.027
Natali Murri A, Papa E, Medri V, Miccio F, Landi E (2024) Fe/Mn oxide-based foams via geopolymerization process as novel catalysts for tar removal in biomass gasification. J Eur Ceram Soc 44(4):2560–2570. https://doi.org/10.1016/j.jeurceramsoc.2023.12.005
Bartels M, Lin WG, Nijenhuis J, Kapteijn F, van Ommen JR (2008) Agglomeration in fluidized beds at high temperatures: mechanisms, detection and prevention. Prog Energy Combust Sci 34(5):633–666
Tien C (2019) Chapter 4 - Adsorbate uptake and equations describing adsorption processes. In: Tien C (ed) Introduction to Adsorption. Elsevier, pp 87–118
Medri V, Marchioni MC, Landi E, Papa E (2024) Development of membranes based on recycled geopolymer and zeolite through a cold sintering process. J Eur Ceram Soc 44(13):7778–7790. https://doi.org/10.1016/j.jeurceramsoc.2024.05.053
Funding
Open access funding provided by Consiglio Nazionale Delle Ricerche (CNR) within the CRUI-CARE Agreement. Research funded under the National Recovery and Resilience Plan (NRRP), Mission 04 Component 2 Investment 1.5—NextGenerationEU, Call for tender no. 3277 30/12/2021 and award no. 0001052 23/06/2022.
Author information
Authors and Affiliations
Contributions
FM: conceptualization, DOE, and writing; LP: experimental tests of gasification; ANM: SEM characterization of the samples; EL and VM: conceptualization and engineering of materials.
Corresponding author
Ethics declarations
Conflict of interest
The authors declare no competing interests.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Miccio, F., Polchri, L., Murri, A.N. et al. Chemical looping gasification of biomass char in fluidized bed and CO2-enriched atmosphere. Biomass Conv. Bioref. (2024). https://doi.org/10.1007/s13399-024-06059-2
Received:
Revised:
Accepted:
Published:
DOI: https://doi.org/10.1007/s13399-024-06059-2