
Abstract
The wet granulation route of tablet manufacturing in a pharmaceutical manufacturing process is very common due to its numerous processing advantages such as enhanced powder flow and decreased segregation. However, this route is still operated in batch mode with little (if any) usage of an automatic control system. Tablet manufacturing via wet granulation, integrated with online/inline real time sensors and coupled with an automatic feedback control system, is highly desired for the transition of the pharmaceutical industry toward quality by design as opposed to quality by testing. In this manuscript, an efficient, plant-wide control strategy for an integrated continuous pharmaceutical tablet manufacturing process via wet granulation has been designed in silico. An effective controller parameter tuning strategy involving an integral of time absolute error method coupled with an optimization strategy has been used. The designed control system has been implemented in a flowsheet model that was simulated in gPROMS (Process System Enterprise) to evaluate its performance. The ability of the control system to reject the unknown disturbances and track the set point has been analyzed. Advanced techniques such as anti-windup and scale-up factor have been used to improve controller performance. Results demonstrate enhanced achievement of critical quality attributes under closed-loop operation, thus illustrating the potential of closed-loop feedback control in improving pharmaceutical tablet manufacturing operations.










Similar content being viewed by others

Abbreviations
- A :
-
Surface area (in square meters)
- C API :
-
API composition (–)
- d 50 :
-
Mean particle size (in meters)
- F :
-
PBM density function particles
- H :
-
Height (in meters)
- m :
-
Mass (in kilograms)
- n :
-
Number (–)
- P :
-
Compaction pressure (in megapascals)
- R :
-
Radius (in meters)
- RSD:
-
Relative standard deviation (–)
- RT:
-
Residence time (in seconds)
- ε :
-
Porosity (–)
- ρ bulk :
-
Powder bulk density (in kilograms per cubic meter)
- σ :
-
Material stress (in megapascals)
- ℛ :
-
Rate (in particles per second)
- ω :
-
Feeder rotation rate (in revolutions per minute)
- k break :
-
Breakage kernel
- K rc :
-
Stress-angle empirical parameter
- θ :
-
Delay
- τ :
-
Time constant
- g :
-
Gas
- n :
-
Component
- r :
-
Particle size
- s 1 :
-
API
- s 2 :
-
Excipient
- z 1 :
-
Axial
- z 2 :
-
Radial
- in:
-
Inlet stream
- out:
-
Outlet stream
- P:
-
Pressure
- sp:
-
Set point
- ω:
-
Rotation rate
- disc:
-
Feed frame disk
- f:
-
Feeder
- ff:
-
Feed frame
- m:
-
Mixer
- mil:
-
Mill
- tp:
-
Tablet press
References
Singh R, Boukouvala F, Jayjock E, Ramachandran R, Ierapetritou M, Muzzio F. Flexible multipurpose continuous processing of pharmaceutical tablet manufacturing process, GMP news, European Compliance Academic (ECE). 2012b. http://www.gmpcompliance.org/ecanl_503_0_news_3268_7248_n.html. Accessed 1 Jul 2013.
Salman AD, Reynolds GK, Tan HS, Gabbott I, Hounslow MJ. Handbook of powder technology, Chapter 21: Breakage in granulation, 2007;11:979–1040.
Boukouvala F, Niotis V, Ramachandran R, Muzzio F, Ierapetritou M. An integrated approach for dynamic flowsheet modeling and sensitivity analysis of a continuous tablet manufacturing process: an integrated approach. Comput Chem Eng. 2012;42:30–47.
Boukouvala F, Ramachandran R, Vanarase A, Muzzio FJ, Ierapetritou M. Computer aided design and analysis of continuous pharmaceutical manufacturing processes. Comput Aided Chem Eng. 2011;29:216–20.
Keleb E, Vermeire A, Vervaet C, Remon J. Twin screw granulation as a simple and efficient tool for continuous wet granulation. Int J Pharm. 2004;273(12):183–94.
Vervaet C, Remon JP. Continuous granulation in the pharmaceutical industry. Chem Eng Sci. 2005;60(14):3949–57.
Singh R, Gernaey KV, Gani R. ICAS-PAT: a software for design, analysis & validation of PAT systems. Comput Chem Eng. 2010;34(7):1108–36.
Hsu S, Reklaitis GV, Venkatasubramanian V. Modeling and control of roller compaction for pharmaceutical manufacturing. Part I: Process dynamics and control framework. J Pharm Innov. 2010;5:14–23.
Hsu S, Reklaitis GV, Venkatasubramanian V. Modeling and control of roller compaction for pharmaceutical manufacturing. Part II: Control and system design. J Pharm Innov. 2010;5:24–36.
Ramachandran R, Chaudhury A. Model-based design and control of continuous drum granulation processes. Chem Eng Res Des. 2011;90(8):1063–73.
Burggraeve A, Tavares da Silva A, Van den Kerkhof T, Hellings M, Vervaet C, Remon JP, et al. Development of a fluid bed granulation process control strategy based on real-time process and product measurements. Talanta. 2012;100:293–302.
Bardin M, Knight PC, Seville JPK. On control of particle size distribution in granulation using high-shear mixers. Powder Technol. 2004;140(3):169–75.
Sanders CFW, Hounslow MJ, Doyle III FJ. Identification of models for control of wet granulation. Powder Technol. 2009;188(3):255–63.
Long CE, Polisetty PK, Gatzke EP. Deterministic global optimization for nonlinear model predictive control of hybrid dynamic systems. Int J Robust Nonlinear Control. 2007;17:1232–50.
Gatzke EP, Doyle III FJ. Model predictive control of a granulation system using soft output constraints and prioritized control objectives. Powder Technol. 2001;121(2–3):149–58.
Pottmann M, Ogunnaike BA, Adetayo AA, Ennis BJ. Model-based control of a granulation system. Powder Technol. 2000;108(2–3):192–201.
Ramachandran R, Arjunan J, Chaudhury A, Ierapetritou M. Model-based control loop performance assessment of a continuous direct compaction pharmaceutical processes. J Pharm Innov. 2012;6(3):249–63.
Singh R, Ierapetritou M, Ramachandran R. System-wide hybrid model predictive control of a continuous pharmaceutical tablet manufacturing process via direct compaction. Eur J Pharm Biopharm. 2013;85:1164–82.
Singh R, Godfrey A, Gregertsen B, Muller F, Gernaey KV, Gani R, et al. Systematic substrate adoption methodology (SAM) for future flexible, generic pharmaceutical production processes. Comput Chem Eng. 2013;58:344–368.
Boukouvala F, Chaudhury A, Sen M, Zhou R, Mioduszewski L, Ierapetritou MG, et al. Computer-aided flowsheet simulation of a pharmaceutical tablet manufacturing process incorporating wet granulation. J Pharm Innov. 2013;8:11–27.
Vanarase A, Muzzio FJ. Effect of operating conditions and design parameters in a continuous powder mixer. Powder Technol. 2011;208:26–36.
Portillo PM, Vanarase A, Ingram A, Seville JK, Ierapetritou MG, Muzzio FJ. Investigation of the effect of impeller rotation rate, powder flow rate, and cohesion on powder flow behavior in a continuous blender using PEPT. Chem Eng Sci. 2010;65:5658–68.
Vanarase A, Alcal M, Rozo J, Muzzio F, Romaach R. Real-time monitoring of drug concentration in a continuous powder mixing process using NIR spectroscopy. Chem Eng Sci. 2010;65(21):5728–33.
Vanarase A, Gao Y, Muzzio FJ, Ierapetritou MG. Characterizing continuous powder mixing using residence time distribution. Chem Eng Sci. 2011;66(3):417–25.
Ramachandran R, Chaudhury A. Model-based design and control of continuous drum granulation processes. Chem Eng Res Des. 2012;90(8):1063–73.
Sen M, Ramachandran R. A multi-dimensional population balance model approach to continuous powder mixing processes. Adv Powder Technol. 2012;24(1):51–9.
Sen M, Dubey A, Singh R, Ramachandran R. Mathematical development and comparison of a hybrid PBM-DEM description of a continuous powder mixing process. J Powder Technol 2012a. doi:10.1155/2013/843784.
Sen M, Singh R, Vanarase A, John J, Ramachandran R. Multi-dimensional population balance modeling and experimental validation of continuous powder mixing processes. Chem Eng Sci. 2012;80:349–60.
Barrasso D, Ramachandran R. A comparison of model order reduction techniques for a four-dimensional population balance model describing multi-component wet granulation processes. Chem Eng Sci. 2012;80:380–92.
Barrasso D, Walia S, Ramachandran R. Multi-component population balance modeling of continuous granulation processes: a parametric study and comparison with experimental trends. Powder Technol. 2013;241:85–97.
Kawakita K, Ludde KH. Some considerations on powder compression equations. Powder Technol. 1971;4:61–8.
Kimber JA, Kazarian SG, Stepánek F. Microstructure-based mathematical modelling and spectroscopic imaging of tablet dissolution. Comput Chem Eng. 2011;35:1328–39.
Seborg DE, Edgar TF, Mellichamp DA. Process dynamics and control. 2nd ed. New York: Wiley; 2004.
Singh R, Gernaey KV, Gani R. Model-based computer-aided framework for design of process monitoring and analysis systems. Comput Chem Eng. 2009;33(1):22–42.
Bristol E. On a new measure of interaction for multivariable process control. IEEE Trans Autom Control. 1966;11(1):133,134.
Blanco M, Alcalá M. Content uniformity and tablet hardness testing of intact pharmaceutical tablets by near infrared spectroscopy: a contribution to process analytical technologies. Anal Chim Acta. 2006;557:353–9.
Huang Z, Wang B, Li H. An intelligent measurement system for powder flowrate measurement in pneumatic conveying system. IEEE Trans Instrum Meas. 2002;51(4):700–3.
Prats-Montalbán JM, Jerez-Rozo JI, Romañach RJ, Ferrer A. MIA and NIR chemical imaging for pharmaceutical product characterization. Chemometr Intell Lab. 2012;117:240–9.
Roggo Y, Jent N, Edmond A, Chalus P, Ulmschneider M. Characterizing process effects on pharmaceutical solid forms using near-infrared spectroscopy and infrared imaging. Eur J Pharm Biopharm. 2005;61:100–10.
Singh R, Gernaey KV, Gani R. An ontological knowledge based system for selection of process monitoring and analysis tools. Comput Chem Eng. 2010;34(7):1137–54.
Sorokin LM, Gugnyak AB. A method of measuring powder flow rates. Powder Metall Met Ceram. 1973;12(12):1015–6. doi:10.1007/BF00791750.
Blevins T, Wojsznis, WK, Nixon M. Advanced control foundation: tools, techniques and applications. Research Triangle Park: International Society of Automation; 2013. ISBN: 978-1-937560-55-3.
Pawar P, Sullivan M, Heaps D, King E, Wang Y, Dendamrongvit W, Cuitino A, Muzzio FJ. Measurement of the effect of total shear and compaction force on tablet properties using terahertz pulsed spectroscopy: towards the prediction of dissolution rate. AIChE annual meeting, 404d, San Francisco, CA, 3–8 November, 2013.
El Hagrasy AS, Cruise P, Jones I, Litster JD. In-line size monitoring of a twin screw granulation process using high-speed imaging. J Pharm Innov. 2013;8(2):90–8.
Ziegler JG, Nichols B. Optimum settings for automatic controllers. Trans ASME. 1942;64:759–65.
Ogunnaike BA, Ray WH. Process dynamics, modeling, and control. New York: Oxford University Press; 1994.
Verkoeijen D, Pouw GA, Meesters GMH, Scarlett B. Population balances for particulate processes—a volume approach. Chem Eng Sci. 2002;57(12):2287–303.
Madec L, Falk L, Plasari E. Modelling of the agglomeration in suspension process with multidimensional kernels. Powder Technol. 2003;130(13):147–53.
Pandya J, Spielman L. Floc breakage in agitated suspensions: effect of agitation rate. Chem Eng Sci. 1983;38(12):1983–92.
Matsoukas T, Kim T, Lee K. Bicomponent aggregation with composition dependent rates and the approach to well-mixed state. Chem Eng Sci. 2009;64(4):787–99.
Kuentz M, Leuenberger H. A new model for the hardness of a compacted particle system, applied to tablets of pharmaceutical polymers. Powder Technol. 2000;111:143–5.
Acknowledgments
This work is supported by the National Science Foundation Engineering Research Center on Structured Organic Particulate Systems, through grant NSF-ECC 0540855. The authors would also like to acknowledge Pieter Schmal (PSE) for useful discussions.
Author information
Authors and Affiliations
Corresponding author
Appendix: Continuous Tablet Manufacturing
Appendix: Continuous Tablet Manufacturing
The mathematical model for the continuous tablet manufacturing process via wet granulation is described in the following section. The model equations have been implemented into a flowsheet model in the gPROMS simulation tool.
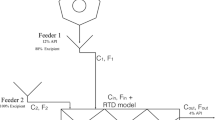
Feeder
The feeders are used to supply the API, excipient, and lubricant. The model equations described in Singh et al. has been employed to develop the integrated flowsheet model of the continuous tablet manufacturing process via wet granulation and to implement the control system [18].
Continuous Blender
Process Model
The blending process model that has been integrated with the continuous tablet manufacturing process via wet granulation has been adapted from Sen et al. [26–28]. A population balance modeling framework has been used to model the blending process, and it is assumed that this model is independent of size change. Therefore, the internal coordinates have been dropped from the population balance model. The multi-dimensional population balance model constructed to model blending processes accounts for n solid components and two external coordinates (axial and transverse directions in the blender) and one internal coordinate (size distribution due to segregation). The detail of the blending process model was previously reported [18, 26–28]. The model is summarized as given below.
Population Balance Equation
The blending process was modeled using the population balance modeling approach as follows [32]:
where the number density function F(n,z 1,z 2,r,t) represents the total number of moles of particles with property r at position z = (z1,z2) and time t. In addition, z 1 is the spatial coordinate in the axial direction, z 2 is the spatial coordinate in the radial direction, and r is the internal coordinate that depicts particle size. Hence, \( \frac{\operatorname{d}{z}_1}{\operatorname{d}t} \) and \( \frac{\operatorname{d}{z}_2}{\operatorname{d}t} \) represent the axial and radial velocity, respectively. It has been assumed that the magnitude of dispersion as compared to convective transport is negligible in powder mixing systems. It has been demonstrated in the works of Portillo et al. [22]. Breakage and agglomeration in blender can be also neglected (R formation = R depletion = 0).
Below is the spatial discretized form of the PBE for mixing.
Axial and radial velocity is shown in Figs. 11 and 12, respectively.
In this study, a finite volume scheme has been used where the population distribution has been first discretized into sub-populations and the population balance is formulated for each of these semi-lumped sub-populations. This is obtained by the integration of the population balance equation over the domain of the sub-populations and re-casting the population into finite volumes. A first-order explicit Euler method has been used for the transient formulation. The rate terms in the PBE are average axial and radial velocities of the particles in each compartment, respectively. These values have been obtained by running a discrete element method (DEM) simulation of the mixer on EDEM™(DEM Solutions). The DEM simulation has been run till the system reaches a steady state and then the velocity values have been extracted. Figures 11 and 12 present the spatial discretization of the mixer and the value of axial and radial velocity terms in each of them.

Axial velocity

Radial velocity
Algebraic Equations (Explicit)
The inlet and outlet powder flow rates of blender are given as follows:
The bulk density is calculated as follows:
The mean powder particle size is calculated as follows:
The RSD which represents the homogeneity is calculated as follows:
The RSD has been calculated at every axial location by taking samples from all the radial compartments present at that particular axial location. In this model, there are six radial compartments at any axial location. Therefore, the sample size is 6. The RSD reported in this manuscript is calculated at the last axial location (blender outlet). The blending process model is previously validated [28].
Controller Model
Total Flow Rate from Blender (Cascade PID Controller)
The total flow rate from the blender is calculated through a cascade control scheme. The deviation from the set point of total flow rate is calculated as follows:
The total flow rate at feeder inlet is calculated as follows:
API Composition (PID Controller)
The deviation from the set point of API composition is calculated:
The actuator setting is calculated on the basis of the deviation from the set point, using a PID control law:
Ratio Controller
The ratio controller calculates the set point of API, excipient, and lubricant feeders as follows:
The feeder flow rates are then controlled through slave PID controllers by manipulating the respective feeder rotational speeds. The API feeder rotational speed is calculated as follows:
Similarly, excipient and lubricant feeder rotational speeds have been calculated.
Continuous Granulation Process
Process Model
A 3D population balance models is used to represent the granulation processes, taking into account distributions in particle size, liquid content, and porosity.
Here, F represents the total number of particles with each set of attributes, and s, l, and g represent the volumes of solid, liquid, and gas per particle. The granulation model contains one additional particle attribute, the axial position of the particle, represented by z. ℜ agg and ℜ break represent the net changes in particle count due to aggregation and breakage, and \( {\overset{\cdotp }{F}}_{\mathrm{in}} \) and \( {\overset{\cdotp }{F}}_{\mathrm{out}} \) represent the inlet and outlet streams.
In the granulation model, the consolidation, liquid spray rate, and particle flow terms are represented by the terms on the left-hand side of Eq. 16, where v z is the average axial particle velocity. This value was based on an experimental residence time distribution and was assumed to be proportional to the impeller speed. The outlet flow rate is also based on this velocity, as given in Eq. 16 [30].
The consolidation rate is given in Eq. 17 as proposed by Verkoeijen et al., where c is an empirical coefficient, and ε min represents the minimum particle porosity observed [47]. V represents the total volume of the particle.
The liquid addition rate, shown in Eq. 18, is based on the total spray rate, u, the binder concentration, c binder, and the total solid volume in the liquid addition region, V solid
The net aggregation rate is given by Eq. 19, where K agg is the aggregation kernel.
A liquid-dependent aggregation kernel was implemented, as presented by Madec et al. and shown in Eq. 20, where β 0, ∝, and δ are adjustable constants [48]. LC is the percent by volume of liquid in the particle.
Similarly, the net breakage rate is given by Eq. 21, where K break is the breakage rate kernel and b is the breakage distribution function.
A shear-rate-dependent breakage kernel was used, as shown in Eq. 22 [49]. Here, P 1 and P 2 are adjustable parameters, and G shear is the shear rate, which was assumed to be proportional to the impeller speed.
A uniform breakage distribution function was used in the model, which assumes that all size classes are equally likely to form for fragment particles, as shown in Eq. 23, where i, j, and k are the indices corresponding to the parent particle bins in s, l, and g, respectively.
The same breakage rate kernel and distribution were used for milling. However, the values of the adjustable constants were different.
Finally, the outlet flow rate of the mill was based on a simple screen model. Particles smaller than the screen aperture exited the mill at a rate proportional to the impeller speed, v imp, as shown in Eq. 24, where a out is an adjustable coefficient.
The population balance equations were discretized to form a series of coupled ordinary differential equations. Seven bins were used in each internal dimension (s, l, and g), and a linear grid with respect to volume was used. The axial coordinate of the granulator was represented by four spatial compartments, with liquid addition occurring in the second compartment. The main phenomenon during the granulation process is change in size of the particles based on the aggregation and breakage kernels. Therefore, unlike mixing, this process is more sensitive to the discretization of the internal coordinates (or particle size) rather than the external coordinates (external space). Moreover, the granulator has been divided into four compartments so that there is a clear distinction between the liquid addition period and the wet massing period (as has been mentioned in the manuscript that the liquid is added in the second compartment). This has been previously verified with very good accuracy in the works of Barrasso et al. [30].
Controller Model
Average Granule Size (PID Controller)
The deviation from the set point of average granule size is calculated:
The final actuator setting (binder flow rate) is calculated on the basis of the deviation from the set point, using a PID control law:
Bulk Density (PID Controller)
The deviation from the set point of throughput is calculated:
Note that the negative sign is because of reverse control action.
The actuator setting is calculated on the basis of the deviation from the set point, using a PID control law:
Milling
The population balance model is characterized by the internal coordinates API volume (s 1), excipient volume (s 2), and gas volume (g) [3]:
Similar to the mixing model, density function F(s 1,s 2,g,t) represents the number of moles of particles of API, excipient, and gas. Here, ℜ break is the breakage rate, which is described by the difference between the rate of formation of new daughter particles and the rate of depletion of the original particle. In Eq. 29, the breakage rate is described by the breakage function (b) and the breakage kernel (k break). As an initial condition, the mean particle size of the material that enters the mill is set to a really large value, resembling the size of broken ribbons.
The breakage kernel used in this study was a modified kernel based on the work by Matsoukas et al., where k break has a size and composition (c1, c2) dependency, where different weights are assigned to the different components in order to introduce composition asymmetry in the model [50]. The current kernel in the literature is symmetrical, and as a result, deviations in the API composition from the desired value cannot be observed. The outputs of the PBM are particle size (d 50), bulk density (ρ bulk _ out), and API composition (C API), which are defined as follows:
Note that in this model, the evolution of the average particle diameter is tracked for all particle size ranges (i.e., fines, product, and oversized particles).
Hoppers
A hopper model is previously described in Singh et al. [18]. No variables are controlled in the hopper.
Tablet Press
The model of tablet pressing process is previously reported in Singh et al. [18]. The tablet compression model is adapted from Kawakita and Ludde [31] while the tablet hardness model is adapted from Kuentz and Leuenberger [51]. This model has been integrated with the flowsheet model of the continuous tablet manufacturing process via wet granulation and simulated in gPROMS. The control system has been then added to the model as described below.
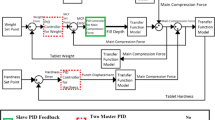
Tablet Weight (Cascade PID Controller)
The deviation from the set point of tablet weight is calculated:
The set point for the slave controller (for the pre-compression pressure) is calculated on the basis of the deviation from the set point of tablet weight, using a PID control law:
The deviation from the set point of the pre-compression pressure is calculated as follows:
The final actuator setting (feed volume) is calculated on the basis of the deviation from the set point, using a PID control law:
Tablet Hardness (Cascade PID Controller)
The deviation from the set point of tablet hardness is calculated:
H set is calculated in “Dissolution Model” based on error in dissolution. The set point for the slave controller (for main-compression pressure) is calculated on the basis of the deviation from the set point of tablet hardness, using a PID control law:
The deviation from the set point of the main-compression pressure is calculated as follows:
The final actuator setting (punch displacement) is calculated on the basis of the deviation from the set point, using a PID control law:
Dissolution Model
The details of the dissolution model are available in the scientific literatures [18, 32]. This model has been integrated with the flowsheet model, and the control system has been implemented as below.
The deviation from the set point of tablet dissolution is calculated:
The set point for the slave controller (for hardness) is calculated on the basis of the deviation from the set point of tablet hardness, using a PID control law:
H set is used in “Tablet Hardness (Cascade PID Controller)” for hardness control.
Rights and permissions
About this article
Cite this article
Singh, R., Barrasso, D., Chaudhury, A. et al. Closed-Loop Feedback Control of a Continuous Pharmaceutical Tablet Manufacturing Process via Wet Granulation. J Pharm Innov 9, 16–37 (2014). https://doi.org/10.1007/s12247-014-9170-9
Published:
Issue Date:
DOI: https://doi.org/10.1007/s12247-014-9170-9