
Abstract
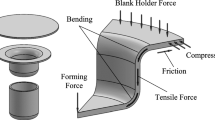
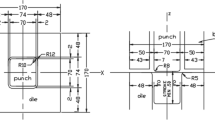
Considering the fact that the most of the human equipment developed by forming processes, one of the methods of producing these materials is through the metal forming process. In Industrial process, prediction of the final dimension of the part after unloading is an essential problem. Thickness distribution is the geometric change made to a part at the end of the forming process when the part has been released from the forces of the forming tool. In this study, the effects of grain size and sheet thickness on the formability of annealed copper sheets in the deep drawing process were studied. To this end, the effect of friction coefficient was evaluated for a total of 64 different cases by the finite element method (FEM). The effect of optimal parameters and grain size on the maximum deep drawing height (DDH) and thickness distribution of the square part was investigated. According to the literature review, punch and die radii uses were spotted. Based on the simulation software, the best thickness distribution was obtained in no-friction force between tools. According to the experimental results, as the grain size increased from 33 to 161 μm and from 25 to 158 μm, the thickness of wall and bottom specimens was increased, and the corner was decreased.
Similar content being viewed by others

Abbreviations
- C:
-
Clearance
- d:
-
Grain size
- Rd :
-
Die radius
- Rdc :
-
Die corner radius
- RPb :
-
Punch bottom radius
- RPc :
-
Punch corner radius
- Sb :
-
Blank size
- Sb :
-
Punch size
- t:
-
Thickness
References
M. Colgan and J. Monaghan, Deep drawing process: analysis and experiment, Journal of Materials Processing Technology, 132(1–3) (2003) 35–41.
B. Avitzur, Metal Forming: Processes and Analysis, McGraw-Hill, New York (1968) 250–292.
Y. Abe, T. Ohmi, K. Mori and T. Masuda, Improvement of formability in deep drawing of ultra-high strength steel sheets by coating of die, Journal of Materials Processing Technology, 214(9) (2014) 1838–1843.
E. Daxin, T. Mizuno and Z. Li, Stress analysis of rectangular cup drawing, Journal of Materials Processing Technology, 205(1–3) (2008) 469–476.
R. K. Saxena and P. M. Dixit, Numerical analysis of damage for prediction of fracture initiation in deep drawing, Finite Elements in Analysis and Design, 47(9) (2011) 1104–1117.
M. A. Hassan, K. I. E. Ahmed and N. Takakura, A developed process for deep drawing of metal foil square cups, Journal of Materials Processing Technology, 212(1) (2012) 295–307.
H. I. Medellin-Castillo, P. D. J. Garcia-Zugasti, D. F. de Lange and F. J. Colorado-Alonso, Analysis of the allowable deep drawing height of rectangular steel parts, The International Journal of Advanced Manufacturing Technology, 66(1–4) (2013) 371–1380.
M. Hassan, L. Hezam, M. El-Sebaie and J. Purbolaksono, Deep drawing characteristics of square cups through conical dies, Procedia Engineering, 81 (2014) 873–880.
A. R. Menchi, H. I. Medellin-Castillo, D. F. de Lange and P. D. J. Garcia-Zugasti, Influence of geometrical parameters on the maximum deep drawing height of rectangular parts, ASME 2014 International Mechanical Engineering Congress and Exposition, Montreal (2014).
Y. Harada and M. Ueyama, Formability of pure titanium sheet in square cup deep drawing, Procedia Engineering, 81 (2014) 881–886.
H. I. Rivas-Menchi, D. F. de Lange and P. D. J. Garcia-Zugasti, Performance evaluation of analytical expressions for cylindrical and rectangular deep drawing force estimation, Journal of Manufacturing Processes, 36 (2018) 340–350.
J. Wang, M. Fu and J. Ran, Analysis of the size effect on springback behavior in micro-scaled U-bending process of sheet metals, Advanced Engineering Materials, 16(4) (2014) 421–432.
K. Lange, Handbook of Metal Forming, McGraw Hill Book Company, New York (1985).
V. Nasrollahi and B. Arezo, Prediction of springback in sheet metal components with holes on the bending area, using experiments, finite element and neural networks, Materials and Design, 36 (2012) 331–336.
R. O. Ferreira, G. B. Galvani, I. S. Tertuliano, A. C. P. Rodrigues and C. R. F. Azevedo, Characterization and evolution of the coefficient of friction during pin on disc tribotest: comparison between C10200 Cu, AA6082-T6 Al and C36000 brass pins under varying normal loads, Tribology International, 138 (2019) 403–414.
A. M. Ghaedi, M. Panahimehr, A. R. S. Nejad, S. J. Hosseini, A. Vafaei and M. M. Baneshi, Factorial experimental design for the optimization of highly selective adsorption removal of lead and copper ions using metal organic framework MOF-2 (Cd), Journal of Molecular Liquids, 272 (2018) 15–26.
F. Dehghani and M. Salimi, Analytical and experimental analysis of the formability of copper-stainless-steel 304L clad metal sheets in deep drawing, The International Journal of Advanced Manufacturing Technology, 82(1–4) (2016) 163–177.
G. Wang, Y. Li, S. Liu, J. Yang and M. Yang, Micro deep drawing of T2 copper foil using proportional decreased tools, The International Journal of Advanced Manufacturing Technology, 95(1) (2018) 277–285.
Author information
Authors and Affiliations
Corresponding author
Additional information
Ali Adelkhani graduated in Mechanical Engineering (B.Sc.) from Bu Ali Sina University, then in the same major (M.Sc.) from Tehran University, and Ph.D. from Science and Research University.
Rights and permissions
About this article

Cite this article
Adelkhani, A. Experimental and numerical investigation of effects of sheet thickness and grain size on deep drawing of square parts. J Mech Sci Technol 35, 5143–5149 (2021). https://doi.org/10.1007/s12206-021-1031-0
Received:
Revised:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s12206-021-1031-0