
Abstract
Two phases dominate the performance of commercial Mg alloys: (1) β Mg17Al12 and (2) porosity. Alloy design and process design to optimize the morphology of the first and to minimize the second are discussed. Second phase β can be designed to improve tensile strength, fatigue strength, toughness, texture, formability and corrosion resistance of Mg alloys. Processing is applied to refine the grain size, to array this phase in micron sizes at grain boundaries, and to further precipitate this phase in nanometer arrays within the grains. Therein, the 2nd phase β plays the following roles: (1) retarding grain growth, (2) randomizing texture, (3) Hall–Petch hardening, (4) Orowan hardening, and (5) moderating corrosion. Porosity is a detrimental 2nd phase common to cast Mg alloys in the form of gas or voids; its control being essential to engineering applications. Porosity can be diminished by sub-liquidus molding with high-velocity/high-pressure injection and then eliminated by subsequent hot deformation.
Similar content being viewed by others


Background on Mg-Al-Zn Alloys and Commercial Dominance
The cast AM (Mg-Al) and AZ (Mg-Al-Zn) alloys dominate the world market for Mg alloys to the total of more than 50% of the commercial tonnage. β is the most prevalent 2nd phase in Mg alloys. New Mg alloys have not proliferated in commerce over the last 50 years, as have steels and Al alloys. One reason is the higher cost of alternate alloying elements, another reason being the reluctance of major Mg alloy recyclers to contaminate their Mg-Al-Zn melts with other alloying elements. Hence, Mg-Al-Zn alloy producers can recover about 1/3 value/# of primary ingot for their scrap, but not as much with new compositions.
Cast Structures
The majority of the tonnage of Mg alloys is as-cast, wherein structure and properties depend on casting parameters. Nominal yield strengths are about 140 MPa, with 5% elongation and fatigue limit of 20–50 MPa. These conventional die-cast alloys are not heat-treatable because of blistering from porosity, nor age-hardenable due to > 10 µm eutectic intermetallic arrays. Their porosity degrades mechanical properties such as ductility, toughness and fatigue resistance; nor is vigorous hot working feasible. Due to shear band formation in large grains, hot deformation is limited to many small reductions of about 20% with interposed annealing treatments. A larger reduction causes hot cracking (see Fig. 1).

Formation of weak fine-grained shear bands in large grain AZ31 casting during hot rolling reduction of 50% in one pass and resultant edge cracking. (a) Hot cracking (bar 25 mm). (b) Shear bands in large grains (bar 50 µm)
Thus, refinement of the 2nd phase microstructure by processing is desirable to remedy these shortcomings.
Refinement of β, Porosity and Grain Size During Casting
One effective processing approach is to refine the microstructure by foregoing the die casting’s 80°C superheat above the alloy liquidus temperature. Sub-liquidus semi-solid injection molding by Thixomolding® utilizes high pressures and fast injection at about 5–10% solids and > 1.5 m/s to afford fill times of 0.05 s which makes for a fast cooling rate of about 50–100°C/s and reduced shrinkage porosity. The “hot nozzle” practice minimizes temperature drop from the hot slurry barrel to the part inlet, thus further reducing porosity throughout the part. Argon protection in the barrel and vacuum in the die obviate oxide pick-up. By this commercial practice, fine grain size averaging 4–6 µm, random texture and porosity of < 1.5% are attained over section thicknesses of 0.6–25 mm (Fig. 2). The intermetallic divorced-eutectic β phase size is reduced to average size of 0.5–2 µm and the alloy matrix is left supersaturated in Al (reporting only 4 of the equilibrium 10% β in a 6 wt.% Al alloy in AZ61).

(a) Optical (bar 50 µm) and (b) electron micrographs (bar 2 µm) of as-Thixomolded Mg-Al-Zn alloys with < 1 µm β phase at grain boundaries
Of the 32 Mg alloys and composites that have been Thixomolded,1 the optimum combination of castability (fluid and non-sticky), strength, ductility and corrosion resistance emerged in the Mg base containing 5– 9% Al plus 0–1% Zn. The common Thixomoldings are in AM60, AZ61 and AZ91 with compositions listed in Table I. In a project with Dead Sea magnesium, AM70-TH was designed for ductility and AXJ810 for creep resistance. These compositions can be Thixomolded into complex 3D net shapes and are heat-treatable. All thrive with 2nd phase β wherein volume % increases as Al increases, reaching about 10% by volume β at 9 wt.% Al.
Herein lies the first role of 2nd phase β-participating in a low-temperature eutectic reaction that affords as-cast a fine grain size α matrix encapsulated by µm-sized β particles.
Refinement of β and Porosity During Thermomechanical Processing After Thixomolding (TTMP)
This is effective as another remedy.2,3 Reductions of 50% in one pass by hot rolling are practiced without cracking (Fig. 3). Therein, medium temperature, high strain and high strain rate deformation create microstructures that are generated by the presence of β phase. Also, hot pressing, forging and blow forming are enabled. Porosity is eliminated. The roles of β are:

Lack of edge cracking in 3 passes of 50% reduction each in hot rolling of Thixomolded AZ6Al-1.5Zn (bar 25 mm)
-
1.
β restrains grain growth. The as-molded 0.7-µm eutectic β seen in Fig. 2 in AZ61 pins the grain boundaries during sub-solvus deformation and heating, invoking the Zener mechanism.4 The same role is played by 1-µm to 2-µm β in AXJ810.5 By retaining fine grains, twinning is minimized, shear banding and associated nucleation of hot cracks are avoided, and Hall–Petch strengthening is enhanced by grain refinement according to:
$$ \Delta \sigma \approx d^{ - 1/2 } $$(1)where σ is strength and d is grain diameter.
-
2.
β strengthens by dispersion hardening. The supersaturated as-Thixomolded α matrix precipitates nanometer β dispersoids during TTMP. The vol.% β can increase from 4% to 8% during processing, which reduces interparticle distance.4 The nanometer β particles are fine enough and hard enough to enable Orowan strengthening according to:
$$ \Delta \sigma \approx 0.13Gb/\lambda \, \ln \, r/b $$(2)where r is particle radius, λ is interparticle distance, G is shear modulus and b is Burger’s number.
Strength is boosted when particle size is decreased and interparticle distance is decreased. The co-generation of dislocations and precipitating β during hot deformation increase dislocation density and decrease β size. Such β particles have been observed in both spherical (Fig. 4) and acicular morphologies. Their number (vol.%) is more than doubled in hot deformation of 0.5/s,4 compared to the as-Thixomolded state.
Fig. 4 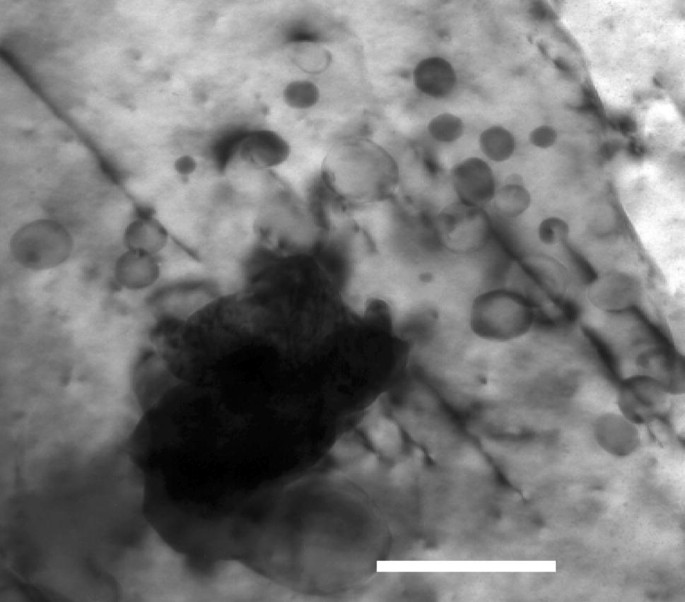
Intragranular β and dislocations in Thixomolded AZ70-TH hot-rolled 50% (bar 250 nm)
-
3.
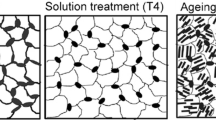
β substitutes for rare earth elements (RE) to afford low near-basal textures. RE additions to Mg alloys are well established as a means to achieve low texture.4,5 As an alternative mechanism, the presence of β arrayed at grain boundaries during hot deformation nucleates randomized 0.5-µm α matrix grains around the β particles by dynamic recrystallization (see the mechanisms shown in Fig. 5).4 Low texture (MRD = 3.5) is generated upon further recrystallization (Fig. 6) and grain size is reduced to 2 µm by restraint of growth by this β array. The reduced texture rendered by the mechanism of Fig. 5 decreases the r and ∆r values, indicating greater stretchability and less earing during sheet forming (Table II). In this AZ61 alloy, the subsequent deformation is still dominated by basal slip, being attributable to randomized basal plane orientations, not to more prismatic or pyramidal slip.4
Fig. 5 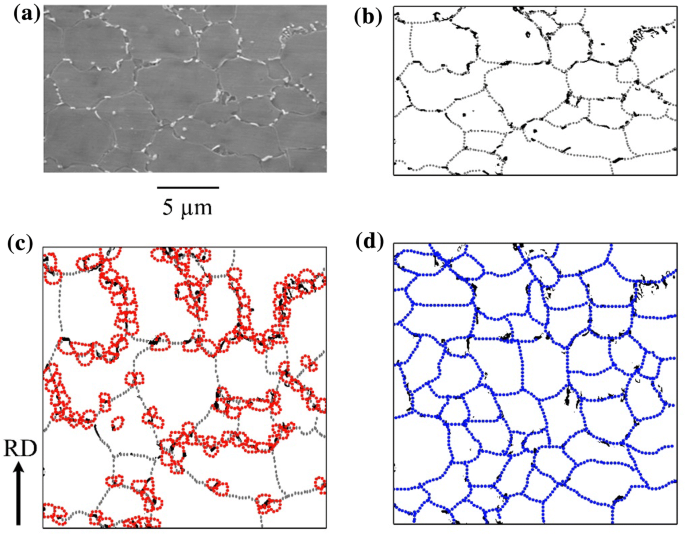
(Reprinted from Ref. 4)
During TTMP, Zener pinning at high-angle grain boundaries by β particles provides new orientations in nearby α grains. (a) SEM image, (b) the as-Thixomolded microstructure, (c) the as-rolled microstructure showing the preferential recrystallization near β particles and the prior grain boundaries, and (d) the fully recrystallized microstructure with grains pinned by β phase.
Fig. 6 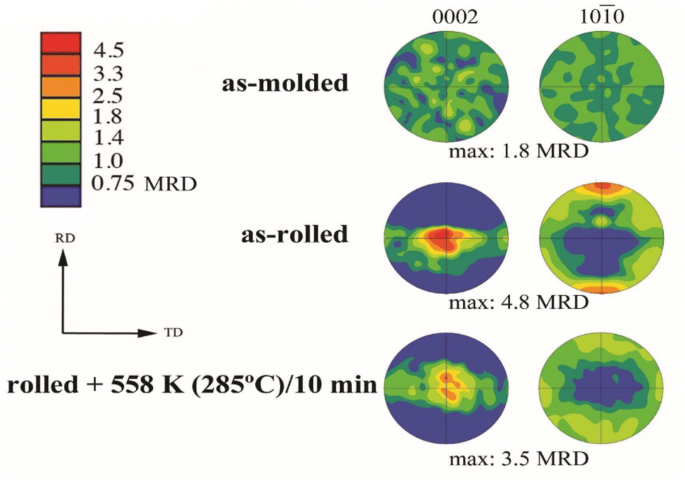
(Reprinted from Ref. 4)
Evolution of texture through Thixomolding and TTMP of AZ61.



In deformation studies of Thixomolded AXJ810-TH, Miller5 found supersaturation to 11.6% Al in the as-Thixomolded matrix. This excess, together with the array of β particles at grain boundaries, made for a weak texture of 3.4 MRD after 0.7 strain—an effect stronger than with either factor alone. The presence of the coarse β particles promoted increased grain orientation spread, geometrically necessary dislocations and a more diffuse deformation texture. In contrast to the case of AZ61,4 the Ca and Sr in AXJ810 strengthened against basal slip and weakened prismatic slip. A short anneal of 5 min at 300°C after TTMP provided a low texture of 3.1 in this creep-resistant alloy. The fine AXJ810 Thixomolded grain structure that also contains coarse intermetallic particles is resistant to shear banding and twinning during deformation. This structure also enables the development of strong intragranular orientation gradients during compression.5
The reduced texture rendered by the mechanism of Fig. 5 decreases the Lankford r and ∆r values, indicating greater stretchability and less earing during sheet forming (Table VI). The r value is the ratio of plastic strain in-plane to that in-thickness.
-
4.
β Morphology Controls Corrosion. β is cathodic to the α matrix phase. Thus, potential differences between β and α, area ratios of the two phases, supersaturation of α and the size of β can be engineered to reduce aqueous corrosion (see Table III, and Ref. 9). As-Thixomolded material is more corrosion-resistant than die castings. With TTMP coupons, seaside corrosion tests at an aircraft company confirmed the improved corrosion resistance.
Table III Effect of process on corrosion rate in aqueous NaCl solution8
Properties After TTMP
The mechanical properties of a broad range of hot-rolled Mg-Al-Zn alloys were evaluated. Yield strengths above 250 MPa along with elongations of > 6% emerged. The most attractive combination of properties was found in the Mg-6 Al-(0–1) Zn alloys. AZ31, with 3% Al and 1 Zn, has insufficient β phase to benefit greatly from such processing. AZ91 contains excessive β phase, suffering in ductility. AZ70-TH was designed for improved ductility while AXJ810-TH benefited from additions of Ca and Sr for more creep resistance.
During TTMP of AZ61, the vol.% of 2nd phase β is increased from 4% to 7.6%, by precipitating fine (0.2 µm to < 0.7 µm) particles within the grains. β particle density within the grains increases by 240%. This increase of vol.% and decrease of interparticle distance boosts the strength, as seen in Table III. The majority of the microstructure contains a high density of dislocations and a reduced grain size of 0.7 µm, both factors adding to its strength. The larger as-Thixomolded β particles deform during hot rolling with no sign of cracking.
Subsequent annealing leads to complete recrystallization with improved ductility and decreased texture (Table IV).
The benefits of TTMP and annealing on fatigue strength and toughness are demonstrated in Table V. Reduction of porosity and grain size are the contributors.
TTMP was adopted to hot pressing of AM70 (Table VI). Strength was increased as % reduction was increased from 11% to 41%. Strengthening benefited from the intragranular β and dislocation content seen in Fig. 4.
Another demonstration of hot formability of TTMP AZ61 was performed on the GM gas bulge test, with the results listed in Table VII. Required pressures and time were less for the Mg alloy.
As a measure of scalability, Mazda and Japan Steel Works (the major Thixomolding machine producer) collaborated on a trial for an auto wheel that had been Thixomolded on a unit with 1600 ton clamping capacity and then forged (Fig. 7).

Auto wheel Thixomolded and forged by Mazda and Japan Steel Works
Commercial Applications of Refined β Phase and Low Porosity
Thixomolding is now practiced in Asia, United States and Europe. More than 550 Thixomolding machines have been sold by the principal machine builder, Japan Steel Works. Some of the commercial parts are featured in Fig. 8. Electronic/communication parts, for example, lap-top covers at millions/year, were the first to emerge. Then, auto, sports and hand-tool markets developed.

Thixomolded commercial parts
Parts are molded in complex 3D net shapes in less than a minute cycle time; not requiring machining. Thicknesses down to 0.6 mm can be molded to tight dimensional tolerances. “Green” environmental friendliness with no open melts and no SF6 cover gas has proven to be attractive, as has design ability to combine multiple parts into one part. All parts and scrap are fully recyclable at a value of about 33% of virgin stock.
As to TTMP applications, the first is in the biomedical field, as lightweight knee braces (Fig. 9).

Commercial lightweight knee brace using TTMP AM60. (Reprinted from Ref. 2). (a) Knee brace and (b) EBSD micrograph of 2-µm grain size with yield strength of 250 MPa, fatigue strength of 150 MPa, toughness of 28 MPa m½ and texture of 3.5 MRD
Future Potential for Process Design
Integration of the molding and thermomechanical processing steps into one manufacturing cell could save time, energy and costs. One candidate machine might be integrated to inject and locally hot press with the same clamp-end mechanism, using the latent heat of the newly injected metal. Then, the injected/deformed part might be athermally aged to afford the desired 2nd phase/dislocation array. Powder corrosion-resistant coating and baking could be integrated into the final step of cooling. The product would be finished high strength structural Mg parts with an optimized 2nd phase β microstructure and no porosity. Higher tonnage Thixomolders with hot nozzles will afford larger parts and assemblies. Finally, process modeling10 and ICME will enhance the process.
Conclusion
Alloy design and processing design of 2nd phase β phase in Mg alloys can enable the following:
-
a.
Restraining grain growth.
-
b.
Inserting intragranular dispersions.
-
c.
Multiplying intragranular dislocations.
-
d.
Randomizing texture without rare earth additions.
-
e.
Moderating corrosion couple arrays.
Using these mechanisms, yield strength, fatigue strength, ductility, toughness, formability and corrosion resistance can be engineered in commercial low-cost Mg alloys.
The other critical 2nd phase, porosity, can be reduced by sub-solvus molding and thermomechanical processing, with benefits to fatigue strength, ductility, toughness and corrosion resistance.
References
R. Decker, D. Dawson, R. Carnahan, and S. LeBeau, Thixomolding ® -High Integrity Casting of Light Weight Components, ed. D. Twarog, D. Apelian, and A. Luo (Mount Laurel: NADCA Pub., 2016), pp. 307–361.
R. Decker, S. LeBeau, T. Berman, V. Miller, V. Jones, J. Pollock, T. Moskovich, and B. Bronfin, in Magnesium Technology (TMS, 2017), p. 235.
R. Decker, J. Huang, S. Kulkarni, S. LeBeau, and R. Vining, US Patent No. 9,017,602 B, April 28, 2015.
T. Berman, T. Pollock, and J. Jones, Metal. Mater. Trans. A 47A, 3125 (2016).
V. Miller and T. Pollock, Metal. Mater. Trans. A 47A, 1854 (2016).
T. Berman, W. Donlon, T. Miller, R. Decker, J. Huang, T. Pollock, and J. Jones, in Proceedings of the 9th International Conference Mg Alloys and their Applications, ed. by W. Poole and K. Kainer (ICMAA, 2012), p. 571.
T. Berman, W. Donlon, T. Miller, Decker, J. Huang, T. Pollock, and J. Jones, in Magnesium Technology (TMS, 2012), p. 339.
R. Buzolin, H. Dieringa, C. Blawert, H. Frank, C. Mendis, A. Lohmuller, K. Kainer, and N. Hort, in Magnesium Technology (TMS, 2017), p. 381.
Z. Chen, J. Huang, R. Decker, S. LeBeau, L. Walker, O. Cavin, T. Watkins, and C. Boehlert, Metal. Mater. Trans. A 42A, 1386 (2011).
V. Miller, T. Berman, I. Beyerlein, and T. Pollock, in Magnesium Technology (TMS, 2016), p. 257.
P. Cain, Interlaken Technology Corporation, Private Communication.
Acknowledgements
The authors are pleased to honor the support of NSF Award No. DMR 1121053 and NSF STTR Award No. 0847198 (Program Manager, Dr Prakash Balan) and graduate school support from The University of Michigan and University of California Santa Barbara.
Author information
Authors and Affiliations
Corresponding author
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
About this article

Cite this article
Decker, R.F., Berman, T.D., Miller, V.M. et al. Alloy Design and Processing Design of Magnesium Alloys Using 2nd Phases. JOM 71, 2219–2226 (2019). https://doi.org/10.1007/s11837-019-03482-z
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11837-019-03482-z